Chưa có sản phẩm trong giỏ hàng.
Tin tức, Hướng Dẫn Sử Dụng
Cẩm Nang Máy In 3D: Tổng Hợp Tất Cả Các Lỗi Và Cách Sửa
Thật tuyệt vời khi bạn sử hữu cho mình một máy in 3d và có thể tạo ra mọi thứ mà bạn mong muốn. Tuy nhiên, một mô hình có vẻ như đơn giản lại không thể in thành công do gặp phải các lỗi máy in 3d. Meme 3D đã gặp khá nhiều trường hợp in lỗi và với kinh nghiệm khắc phục sự cố in 3d phổ biến, chúng tôi đã tổng hợp hướng dẫn toàn diện nhất để giúp bạn có trải nghiệm in 3d tuyệt vời từ công nghệ FDM đến SLA.
1. Tổng hợp các lỗi khiến máy in 3D FDM: Không thể in được
Có rất nhiều lý do khiến cho máy in 3d FDM của bạn không thể in được. Meme 3D tổng hợp lại tất cả các lỗi để bạn có thể tìm hiểu và khắc phục trong quá trình vận hành máy in của mình.
Lỗi Hết Nhựa In

- Lỗi hết nhựa in là gì?
Mẫu không được in ngay cả khi mô hình đã được thiết lập và cấu hình chính xác trong phần mềm cắt lớp. Sau khi bạn cố gắng liên tục gửi bản in đến máy in FDM mà vẫn không có gì xảy ra ngoại trừ sợi nhựa kỳ lạ nhô ra từ đầu phun. Hoặc có trường hợp mô hình đang trong quá trình in, việc đùn sợi nhựa bỗng dừng lại nhưng vòi phun vẫn tiếp tục hoạt động.
- Tại sao lại xuất hiện lỗi hết nhựa in?
Đối với một số máy in không hiển thị rõ ràng: Điều này phụ thuộc vào thiết kế của máy. Máy in hở cuộn filament (như Prusa i3) dễ dàng nhận biết sự cố hơn so với máy in kín cuộn chỉ (XYZ DaVinci, Cel Robox, Ultimaker).
Một số máy in thông minh có thể cảnh báo hết nhựa qua phần mềm. Tuy nhiên, nếu bạn dùng phần mềm hoặc firmware không chính hãng thì chức năng này có thể bị vô hiệu hóa.
Đối với máy in không có cảnh báo: Bạn cần kiểm tra trực tiếp.
Với tất cả các loại máy in, đặc biệt là hệ thống đẩy Bowden: Kéo ra phần filament còn sót và nạp thêm nhựa mới vào.
- Khắc phục sự cố máy in 3D: Hết nhựa
MẸO KHẮC PHỤC SỰ CỐ KHI IN 3D: KIỂM TRA CUỘN DÂY TÓC
Nhìn vào cuộn nhựa xem còn sót lại sợi nhựa nào không. Nếu không thay một cuộn mới. Việc kiểm tra này khá là đơn giản
Đầu phun quá gần bàn in 3D

- Lỗi đầu phun gần bàn in là gì?
Không thể in mặc dù đã nạp sợi nhựa và đầu in di chuyển không bị cản trở nhưng vẫn không có sợi nhựa nào đọng lại trên bàn in.
- Điều gì khi đầu phun quá gần bàn in?
Khi kim phun quá gần bàn in, nhựa in (đã nóng chảy) không có đủ không gian để thoát ra ngoài. Gây tắc đầu in không thể ra nhựa
Trường hợp nhẹ: Các lớp đầu tiên của bản in bị thiếu hụt hoặc không bám dính tốt vào bàn in.
Trường hợp nghiêm trọng: Nhựa in bị ứ đọng lại trong đầu phun, có thể gây tắc nghẽn.
- Khắc phục sự cố khi in 3D: Đầu phun quá gần bàn in
MẸO KHẮC PHỤC SỰ CỐ KHI IN 3D: BÙ TRỤC Z
Hầu hết máy in 3D đều có chức năng “Z-axis offset” trong cài đặt. Tăng giá trị này sẽ nâng cao đầu phun so với bàn in, khắc phục tình trạng in thiếu lớp đầu hoặc bong tróc.
Lưu ý:
- Chỉ tăng giá trị offset lên một giá trị dương nhỏ (thường bằng đơn vị 0.05mm đến 0.2mm).
- Tăng quá cao có thể khiến nhựa in không bám dính vào bàn in.
MẸO KHẮC PHỤC SỰ CỐ KHI IN 3D: HẠ BỆ IN XUỐNG
Một cách khác là hạ thấp bàn in. Tuy nhiên, cách này phức tạp hơn vì bạn cần hiệu chỉnh lại độ cân bằng (leveling) của bàn in để đảm bảo bản in đều đặn.
Vòi phun bị chặn

Tại sao đầu in 3D FDM lại bị tắc?
Bạn bắt đầu lệnh in nhưng dù bạn có cố gắng thế nào đi nữa thì cũng không có gì thoát ra khỏi đầu phun. Thay đổi cuộn nhựa và lắp lại máy in vẫn không hoạt động.
Điều gì gây ra sự cố tắc đầu in 3D?
Khi thay cuộn filament, một đoạn filament cũ có thể bị sót lại trong đầu phun, gây cản trở cho filament mới. Kèm theo những vấn đề như: vách ngoài sần sùi, các mảnh filament đen nhỏ, chất lượng in không ổn định giữa các mô hình,…
Dư lượng filament cũ bị carbon hóa do in với nhiệt độ không phù hợp khi chuyển đổi giữa các loại filament khác nhau (ví dụ: PLA sang ABS, ABS sang Nylon).
Lưu ý:
Những dấu hiệu nhỏ này thường bị bỏ qua vì chúng ta mặc định là sai số thông thường của máy in 3D. Tuy nhiên, chúng có thể là cảnh báo cho vấn đề tắc nghẽn tiềm ẩn.
Chuyển đổi giữa các loại filament (PLA, ABS, Nylon) cần lưu ý đến nhiệt độ in phù hợp để tránh filament cũ bị cháy trong đầu phun.
Khắc phục sự cố khi in 3D: Đầu phun bị chặn
MẸO KHẮC PHỤC SỰ CỐ IN 3D: THÔNG TẮC BẰNG KIM
- Tháo filament cũ.
- Dùng bảng điều khiển của máy in (nếu có): Chọn chức năng “Làm nóng đầu phun” và tăng nhiệt độ đến điểm nóng chảy của filament bị kẹt.
- Hoặc: Kết nối máy in với máy tính và sử dụng phần mềm tương thích để điều khiển và làm nóng đầu phun. (Ví dụ: 220°C cho PLA).
- Khi đạt nhiệt độ: Dùng kim nhỏ thông nhẹ nhàng lỗ thoát của đầu phun (chú ý an toàn để tránh bị bỏng).
Lưu ý: Chọn kim có kích thước nhỏ hơn đường kính đầu phun (ví dụ: kim vệ sinh airbrush 0.4mm cho đầu phun 0.4mm).
MẸO KHẮC PHỤC SỰ CỐ IN 3D: ĐẨY FILAMENT CŨ RA BẰNG FILAMENT MỚI
- Tháo filament cũ.
- Tháo ống cấp liệu khỏi đầu in.
- Làm nóng đầu in (220°C cho PLA).
- Dùng một đoạn filament mới: Dẫn từ phía trên xuống để đẩy filament cũ bị kẹt ra ngoài. Áp lực nhẹ nhàng bằng tay có thể hiệu quả hơn so với filament mới.
Lưu ý: Tránh dùng lực quá mạnh để tránh làm cong thanh dẫn hướng ngang của máy in.
- Sau khi đẩy sạch: Dùng kim thông đầu phun và chổi vệ sinh loại bỏ filament thừa.
MẸO KHẮC PHỤC SỰ CỐ KHI IN 3D: THÁO RỜI VÀ LẮP LẠI ĐẦU IN
- Tháo filament cũ.
- Tham khảo hướng dẫn sử dụng máy in: Tìm cách tháo rời đầu in một cách chính xác (vì thao tác này có thể khác nhau tùy máy).
Lưu ý: Chụp ảnh hoặc ghi chú lại quy trình tháo rời để thuận tiện cho việc lắp lại.
Phương pháp “Atomic Pull”
Atomic Pull là một phương pháp hiệu quả để loại bỏ các mảnh filament cũ bị carbon hóa và giúp thông tắc đầu phun.
Vật liệu cần thiết: Filament ABS hoặc Nylon: Nylon được khuyên dùng hơn do có điểm nóng chảy cao hơn và giữ hình dạng tốt hơn. Tuy nhiên, ABS thông dụng hơn nên hướng dẫn sẽ sử dụng ABS.
Các bước thực hiện:
- Chọn vật liệu: ABS hoặc Nylon (khuyên dùng Nylon)
- Tháo filament cũ: Thực hiện theo hướng dẫn của máy in để loại bỏ filament đang có trong đầu in.
- Tháo ống Bowden hoặc nới lỏng bộ dẫn trực tiếp để có thể đưa filament vào thủ công sau này.
- Tăng nhiệt độ đầu phun:
- Set nhiệt độ lên 240°C cho ABS (kiểm tra nhiệt độ nóng chảy trên bao bì nếu dùng Nylon).
- Giữ nhiệt độ này trong 5 phút mà không đẩy filament qua.
- Đẩy filament qua đầu phun:
- Nhẹ nhàng ấn filament cho đến khi bắt đầu chảy ra ngoài đầu phun.
- Kéo filament ra một chút rồi đẩy lại cho đến khi dòng chảy ổn định.
- Giảm nhiệt độ đầu phun:
- Giảm nhiệt độ xuống 180°C cho ABS hoặc 140°C cho Nylon (có thể cần điều chỉnh tùy loại filament).
- Giữ nhiệt độ này trong 5 phút.
- Kéo filament ra:
- Kéo filament ra khỏi đầu in.
- Kiểm tra đầu filament, nếu thấy vật liệu đen bị carbon hóa thì lặp lại quy trình cho đến khi sạch.
- Nếu filament khó kéo ra, hãy tăng nhiệt độ đầu in một chút.
Đầu in vượt quá giới hạn bàn in
Khi nào xuất hiện lỗi này?
Lỗi này dễ dàng nhận biết bởi tiếng ồn bất thường báo hiệu sự cố. Đầu in di chuyển vượt quá giới hạn trục X hoặc Y trên bàn in, gây ra tiếng ồn do dây curoa bị trượt, bánh răng bị mài hoặc đầu in va chạm với thành máy.
Máy in không thể tạo ra bản in chính xác khi gặp lỗi này. Mặc dù dễ dàng khắc phục, bạn cần xử lý ngay để tránh hư hỏng máy in.
Các trường hợp lỗi vượt giới hạn?
Trường hợp 1: Không đồng bộ firmware
Kiểm tra lại cấu hình máy in, đảm bảo bạn đang dùng đúng phiên bản firmware.
Trường hợp 2: Chọn nhầm máy in
Chọn đúng profile máy in trong phần mềm cắt lớp (slicer). Ví dụ: không dùng file in cho Ultimaker 2 để in trên Ultimaker Go.
Trường hợp 3: Cài đặt sai kích thước bàn in
Đảm bảo bạn đã nhập chính xác kích thước bàn in trong phần mềm hoặc firmware. Máy in sẽ cố gắng in theo kích thước đã cài đặt, ngay cả khi vượt quá khả năng thực tế.
Trường hợp 4: Phần mềm in bị lỗi
Kiểm tra lại phần mềm cắt lát. Cài đặt có thể bị thay đổi do cập nhật phần mềm, tự chuyển về mặc định hoặc chọn phiên bản máy in mới nhất (dù không phải máy bạn đang dùng).
Trường hợp 5: Bộ phận giới hạn hành trình bị hỏng
Kiểm tra các bộ phận giới hạn hành trình (end stop) trên máy in. Nếu hỏng, lỗi in vượt quá kích thước có thể xảy ra.
Khắc phục sự cố máy in 3D: Đầu in vượt quá giới hạn bàn in
MẸO KHẮC PHỤC SỰ CỐ IN 3D: KIỂM TRA PHẦN MỀM IN ĐỂ CHỌN ĐÚNG MÁY IN
Đảm bảo bạn đã chọn đúng profile máy in trong phần mềm cắt lát. Mỗi máy in có kích thước và cấu hình riêng, không thể sử dụng chung profile giữa các máy.
MẸO KHẮC PHỤC SỰ CỐ KHI IN 3D: CẬP NHẬT PHẦN MỀM
Cài đặt phiên bản firmware mới nhất cho máy in. Sau khi cập nhật, hãy chạy lại chương trình thiết lập ban đầu và kiểm tra kỹ các thông số, đặc biệt là kích thước bàn in
MẸO KHẮC PHỤC SỰ CỐ KHI IN 3D: KIỂM TRA ĐIỂM DỪNG CUỐI
Bộ phận giới hạn hành trình (End Stops): Quan sát đầu in di chuyển. Nếu đầu in cố vượt qua giới hạn của một trục (X hoặc Y), kiểm tra xem bộ phận giới hạn hành trình có bị không kết nối hay không.
Thay thế End Stops (nếu cần thiết): Nếu các bước trên không khắc phục được sự cố, bạn có thể cần thay thế các bộ phận giới hạn hành trình bằng bộ phận mới.
Dây tóc bị gãy

Tại sao xuất hiện dây tóc bị gãy?
Cuộn nhựa trông vẫn đầy và khi bạn kiểm tra thì có vẻ như có sợi nhựa trong ống cấp liệu nhưng không có gì thoát ra khỏi đầu in. Đây là vấn đề xảy ra với máy in nạp Bowden hơn là máy in nạp trực tiếp vì sợi nhựa đã bị ẩn nên các vết đứt không phải lúc nào cũng dễ dàng nhìn thấy.
Điều gì gây ra sự cố in 3D dây nhựa bị gẫy?
Hầu hết filament (PLA, ABS) có độ bền cao nhưng nếu bảo quản không đúng cách (chẳng hạn như tiếp xúc trực tiếp với ánh nắng mặt trời) chúng sẽ dễ bị giòn và dễ gãy khi in.
Đường kính filament có thể thay đổi tùy theo nhà sản xuất và từng cuộn. Nếu bộ căng idler quá chặt, ngay cả filament còn tốt cũng có thể bị gãy do áp lực.
Khắc phục sự cố khi in 3D: Dây tóc bị đứt
MẸO KHẮC PHỤC SỰ CỐ KHI IN 3D: THÁO FILAMENT
- Thực hiện theo hướng dẫn của máy in để loại bỏ filament cũ.
- Trường hợp máy in Ultimaker, bạn chọn chức năng “Bảo trì và Thay đổi vật liệu” (Maintenance and Change Material).
- Do filament thường bị gãy bên trong ống dẫn, bạn cần tháo cả ống dẫn ra khỏi đầu in (extruder) và đầu nóng (hot end).
- Sau đó, làm nóng đầu in và kéo filament ra ngoài.
MẸO KHẮC PHỤC SỰ CỐ IN 3D: THỬ FILAMENT KHÁC
Nạp lại filament cũ và nếu bị gãy lại, hãy thử in với filament mới để kiểm tra xem vấn đề có phải do filament cũ giòn không.
MẸO KHẮC PHỤC SỰ CỐ KHI IN 3D: NỚI LỎNG LỰC CĂNG CỦA IDLER
Nếu filament mới cũng bị gãy, kiểm tra xem bộ căng idler có quá chặt không bằng cách nới lỏng hoàn toàn. Bắt đầu in và siết chặt dần idler cho đến khi filament không bị trượt nữa.
MẸO KHẮC PHỤC SỰ CỐ IN 3D: KIỂM TRA VÒI PHUN
Đảm bảo đầu in không bị tắc nghẽn và vệ sinh sạch sẽ.
MẸO KHẮC PHỤC SỰ CỐ KHI IN 3D: KIỂM TRA TỐC ĐỘ DÒNG CHẢY VÀ NHIỆT ĐỘ
Nếu sự cố vẫn tiếp diễn, kiểm tra xem đầu in có nóng đủ đến nhiệt độ cần thiết không. Ngoài ra, đảm bảo tốc độ in (flow rate) của filament được đặt ở 100% hoặc thấp hơn, không nên cao hơn
Lỗi do sợi nhựa: mòn, tước, trượt

Tại sao có lỗi này?
Filament bị mòn hoặc tước có thể xảy ra bất cứ lúc nào trong quá trình in 3D và với bất kỳ loại filament nào. Hậu quả là nhựa in sẽ không được đẩy ra khỏi đầu in, khiến bản in bị dừng đột ngột.
Điều gì gây ra sự cố in 3D?
Mòn hoặc trượt filament là sự cố khiến nhựa in ngừng được đẩy ra ngoài đầu in, dẫn đến việc bản in bị dừng đột ngột. Nguyên nhân thường gặp bao gồm: đầu in bị tắc nghẽn, bộ căng idler lỏng hoặc nhiệt độ đầu in không phù hợp. Đầu in tắc nghẽn do filament cũ, vật lạ hoặc in với nhiệt độ không đúng. Bộ căng idler giữ filament không đủ chặt, khiến filament bị trượt. Ngược lại, nhiệt độ đầu in quá thấp làm filament khó chảy, gây mòn khi bị kéo qua đầu in. Nhiệt độ quá cao có thể làm filament bị phân hủy, gây tắc nghẽn.
Khắc phục sự cố khi in 3D: sợi nhựa bị tước
CẤP FILAMENT VÀO HỆ THỐNG
Khi filament bắt đầu có dấu hiệu mòn hoặc trượt (tiếng ồn, vụn nhựa), hãy nhẹ nhàng ấn vào filament để giúp nó đi qua đầu in. Điều này thường giúp máy in hoạt động bình thường trở lại.
ĐIỀU CHỈNH ĐỘ CĂNG CỦA IDLER
Nới lỏng idler, sau đó luồn filament vào và vặn chặt cho đến khi filament không còn bị trượt. Lưu ý rằng đường kính của các loại sợi nhựa có thể khác nhau, do đó idler cần được điều chỉnh linh hoạt.
THÁO VÀ THAY THẾ FILAMENT
Trong hầu hết các trường hợp, bạn cần tháo và thay thế cuộn nhựa, sau đó luồn lại filament mới vào máy in. Cắt bỏ phần nhựa bị mòn trước khi đưa phần còn lại vào máy. Nếu sợi nhựa bị gãy bạn nên loại bỏ và sử dụng cuộn filament khác.
KIỂM TRA NHIỆT ĐỘ ĐẦU IN
Nếu sự cố xảy ra ngay sau khi lắp filament mới, hãy kiểm tra lại nhiệt độ in xem đã phù hợp với loại filament đó chưa.
2. Các lỗi máy in 3D FDM: Bản in của bạn không thành công
Mọi vấn đề về máy in đều có vẻ ổn, nhưng vì một lý do nào đó bản in của bạn bị lỗi, Nó không dính bàn hoặc dây nhựa bị đùn rá. Các lỗi này dẫn đến bản in của bạn không thành công
Quá trình ép đùn bị dừng giữa chừng

Tại sao lại có lỗi này?
Đôi khi, đầu in (hotend) ngừng đẩy nhựa in đã được nung chảy ra ngoài. Làm cho quá trình in bị dừng lại mẫu in không hoàn thành
Các nguyên nhân gây ra lỗi in này?
Trường hợp 1: Nhựa in
- Hết filament: Kiểm tra cuộn filament, một số máy in che khuất cuộn filament nên bạn có thể bỏ qua bước này.
- Bộ căng idler quá chặt: Idler siết filament quá chặt khiến filament bị mòn và không được đưa vào đầu in trơn tru.
Trường hợp 2: Đầu in (hot end)
- Bị tắc nghẽn: Các mảnh filament cũ, vật lạ hoặc nhiệt độ in không phù hợp có thể gây tắc nghẽn đầu in, ngăn cản nhựa in chảy ra.
Khắc phục sự cố khi in 3D: Quá trình ép đùn bị dừng giữa chừng
KIỂM TRA XEM CÓ ĐỦ FILAMENT KHÔNG?
Việc kiểm tra này khá đơn giản nhưng nhiều khi lại quên mất kiến nhựa không đủ để in mẫu. Hiện nay nhiều phần mềm cắt lóp ( slicer) hiện nay ước tính lượng filament cần thiết cho bản in. So sánh lượng filament ước tính với trọng lượng còn lại trên cuộn filament để đảm bảo đủ in hết.
KIỂM TRA DÂY TÓC BỊ TƯỚC
Filament bị tước có thể khiến bản in bị hỏng giữa chừng do nhiều nguyên nhân. Tham khảo các hướng dẫn khắc phục sự cố tước filament trước đó để xử lý vấn đề này.
KIỂM TRA ĐẦU PHUN BỊ TẮC
Đối với máy in sử dụng thiết lập đầu in Bowden, filament bị gãy có thể gây ra sự tách rời giữa bộ phận đẩy filament (extruder) và đầu in (hot end). May mắn là vấn đề này dễ dàng chẩn đoán và khắc phục, nhưng có thể là dấu hiệu filament đã cũ và cần thay thế.
KIỂM TRA DÂY TÓC BỊ ĐỨT
Một vấn đề chủ yếu ảnh hưởng đến việc thiết lập máy đùn kiểu Bowden, dây tóc bị đứt có thể gây ra sự rời rạc giữa máy đùn và đầu nóng. Rất may, việc chẩn đoán và khắc phục rất dễ dàng, nhưng đó có thể là dấu hiệu cho thấy dây tóc của bạn đã qua thời kỳ tốt nhất. Hãy xem mẹo khắc phục sự cố in 3D chuyên dụng của chúng tôi về cách xử lý dây tóc bị đứt.
Bản in không dính vào bàn in

Tại sao mẫu không dính vào bàn in?
Bản in có thể bong tróc bất cứ lúc nào, từ lớp đầu tiên đến lớp cuối, gây khó chịu cho người dùng. Không phải lúc nào lỗi cũng do máy in. Chẳng hạn, nếu bạn cố gắng in mô hình chỉ có diện tích tiếp xúc nhỏ với bàn in thì khả năng cao nó sẽ bị bong tróc. Ví dụ, việc in mô hình máy bay chỉ có bánh xe chạm bàn in thì gần như không thể in thành công nếu không sử dụng các giải pháp tăng độ bám dính như vành xung quanh (brim) hoặc giá đỡ (supports)
Điều gì gây ra sự cố in 3D này?
Mất kết dính giữa lớp in đầu tiên và bàn in. Filament cần bề mặt nhám để bám dính, do đó giải pháp là cần tạo ra bề mặt kết dính tốt hơn. Nếu bàn in không phẳng, vòi phun (nozzle) sẽ không đủ gần với một số vùng của bản in để đẩy ra và liên kết lớp đầu tiên chính xác. Theo thời gian, khoảng cách giữa vòi phun và bàn in có thể tăng lên đến mức lớp đầu tiên bị kéo lê thay vì được đẩy vào bàn in. Cuối cùng, Filament cần bề mặt có độ nhám để bám dính.
Khắc phục sự cố khi in 3D: Bản in bám vào bàn
TĂNG ĐỘ BÁM DÍNH
- Dán keo dính (glue stick): Quét một lớp keo dính mỏng lên bàn in, giúp filament bám dính tốt hơn. Sau khi in xong, bạn có thể dễ dàng rửa sạch keo bằng nước nóng.
- Băng dính (dành cho PLA): Dán băng dính dành cho trang trí lên bàn in.
- Băng chịu nhiệt (dành cho các loại filament khác): Dùng loại băng dính đặc biệt chịu nhiệt độ cao hơn 40°C cho các loại filament yêu cầu bàn in nóng.
CÂN BẰNG BÀN IN
Mỗi máy in có cách cân bằng bàn in khác nhau. Tham khảo sách hướng dẫn sử dụng máy in để biết cách thực hiện. Một số máy in hiện đại có tính năng tự động cân bằng bàn in rất đáng tin cậy. Một số máy khác có hướng dẫn từng bước để bạn dễ dàng điều chỉnh.
ĐIỀU CHỈNH CHIỀU CAO ĐẦU PHUN
Nên điều chỉnh chiều cao vòi phun trên máy in để tránh tình trạng bản in bị lỗi. Đừng quá cao hoặc quá thấp anh hướng đến mẫu in, nhớ kiểm tra và điều chỉnh mức bù trục Z cho phù hợp.
VỆ SINH BÀN IN
Nếu in trên bàn in bằng kính, bạn nên vệ sinh thường xuyên, đặc biệt là khi hay dùng keo dính. Dầu từ vân tay và keo dính bám quá nhiều có thể khiến bàn in mất độ bám dính.
Sử dụng “Build Plate Adhesion” (phần mềm cắt lát)
- Brim (vành xung quanh): Thêm một lớp viền bao quanh đế của bản in, giúp tăng diện tích tiếp xúc và độ bám dính.
- Raft (giàn đỡ): In một lớp nền dày và bám dính tốt ở dưới đế của bản in. Thích hợp cho các bản in phức tạp.
- Chọn “Brim” thay vì “Raft” nếu bạn không muốn bề mặt in bị xấu và tốn nhiều filament hơn.
THÊM SUPPORT
Đối với các mô hình có nhiều chi tiết nhô ra, hãy thêm giá đỡ trong phần mềm cắt lát để giữ các bộ phận của bản in dính vào nhau trong quá trình in.
Support in bị hỏng

Tại sao support lại bị hỏng?
In các mô hình phức tạp thường yêu cầu thêm giá đỡ (supports) để hỗ trợ các chi tiết nhô ra. Mặc dù giá đỡ khá khó gỡ bỏ sau khi in nhưng chúng là yếu tố cần thiết giúp giữ các phần nhô ra của mô hình trong quá trình in. Giá đỡ in có thể bị hỏng, xuất hiện vết nứt hoặc trông mỏng manh sẽ khiến chi tiết in không được hỗ trợ đầy đủ, ảnh hưởng đến chức năng của nó mà còn làm hỏng cả bản in.
Điều gì gây ra sự cố in 3D này?
Trường hợp 1: Cài đặt mặc định của phần mềm cắt lớp
Hầu hết phần mềm cắt lớp cung cấp nhiều tùy chọn cho giá đỡ. Tuy nhiên, sử dụng cài đặt mặc định không đảm bảo in thành công các chi tiết nhô ra.
Loại giá đỡ (đường thẳng, zig zag, tam giác, lưới) ảnh hưởng đến độ vững chắc và dễ dàng gỡ bỏ sau khi in. Chẳng hạn, đối với các chi tiết in nhô ra nhiều và mỏng, cần sử dụng giá đỡ dạng lưới cứng cáp thay vì các loại đường thẳng, zig zag dễ gãy.
Trường hợp 2: Không sử dụng brim (vành xung quanh)
Một số phần mềm cắt lát cho phép in giá đỡ mà không cần brim. Điều này có thể gây ra vấn đề vì diện tích tiếp xúc giữa giá đỡ và bàn in quá nhỏ, dẫn đến mất kết dính.
Trường hợp 3: Giá đỡ quá dài và mỏng
Đối với các mô hình cao, nếu giá đỡ quá dài và mỏng sẽ dễ bị cong vênh, không đủ sức chịu lực. Cần tạo các khối giá đỡ vững chắc để hỗ trợ các phần nhô ra lớn.
Trường hợp 4: Mật độ giá đỡ quá thấp
Giảm thiểu mật độ giá đỡ để dễ dàng gỡ bỏ sau in có thể khiến giá đỡ không đủ cứng cáp, dễ gãy. Ngược lại, tăng mật độ giá đỡ (Support Density) nếu giá đỡ cần chịu nhiều lực.
Trường hợp 5: Filament cũ hoặc giá rẻ
Filament cũ hoặc giá rẻ có thể gây ra các vấn đề như lớp in không dính chặt, hoặc lớp in bị nhám và nứt, dẫn đến gãy giá đỡ.
Trường hợp 6: Máy in rung lắc
Kiểm tra và đảm bảo tất cả các ốc vít trên máy in được siết chặt để tránh máy in rung lắc trong quá trình in, gây hỏng giá đỡ. Nếu cần thiết, hãy hiệu chỉnh lại máy in.
Khắc phục sự cố máy in 3D: Hỗ trợ Fall Apart
MẸO KHẮC PHỤC SỰ CỐ IN 3D: CHỌN GIÁ ĐỠ PHÙ HỢP
Đối với các phần nhô ra lớn, tiếp xúc tốt với bàn in, sử dụng giá đỡ dạng đường thẳng hoặc zig zag.
Đối với các mô hình ít tiếp xúc bàn in hoặc cần giá đỡ chắc chắn hơn, sử dụng giá đỡ dạng lưới hoặc tam giác.
MẸO KHẮC PHỤC SỰ CỐ KHI IN 3D: THÊM CHẤT KẾT DÍNH NỀN TẢNG
Thêm chất kết dính để tăng diện tích tiếp xúc giữa giá đỡ và bàn in, giúp giá đỡ bám dính tốt hơn.
MẸO KHẮC PHỤC SỰ CỐ KHI IN 3D: TĂNG MẬT ĐỘ HỖ TRỢ
Chỉ sử dụng cách này khi cần thiết vì giá đỡ quá dày sẽ khó gỡ bỏ sau khi in. Chỉ nên tăng mật độ giá đỡ (Support Density) nếu giá đỡ cần chịu nhiều lực.
MẸO KHẮC PHỤC SỰ CỐ IN 3D: TẠO HỖ TRỢ ẨN TRONG MÔ HÌNH
Thêm một khối đỡ ẩn bên trong mô hình (với phần mềm cắt lớp) để làm điểm tựa vững chắc cho giá đỡ in, giúp giá đỡ không cần in quá dài và yếu.
MẸO KHẮC PHỤC SỰ CỐ IN 3D: THAY ĐỔI FILAMENT
Filament cũ dễ gãy, ảnh hưởng đến chất lượng giá đỡ. Thử thay cuộn filament mới để cải thiện tình trạng.
MẸO KHẮC PHỤC SỰ CỐ IN 3D: KIỂM TRA VÀ SIẾT CHẶT ỐC VÍT TRÊN MÁY IN
Máy in rung lắc khiến giá đỡ bị hỏng. Hiệu chỉnh lại máy in nếu cần thiết, kiểm tra và siết chặt tất cả các ốc vít trên máy in.
3. Sự cố in 3d FDM: Bản in xấu nhiều lỗi
Bản in của bạn hoàn thành nhưng bạn cảm thấy mẫu in mình có nhiều lỗi làm xấu bản in của mình. Dưới đây là các vấn đề trong quá trình in 3D có thể là nguyên nhân bạn đang gặp phải
Lớp in đầu tiên bị lỗi

Lớp in đầu tiên lộn xộn là gì?
Các lớp đầu tiên của bản in thường có thể có vấn đề. Mất kết dính khi lớp in không dính vào bàn in. Đường in không mong muốn như xuất hiện các đường in thừa khiến bề mặt đáy của bản in trông không như mong đợi. Hay các chi tiết nhỏ ở mặt đáy in mất chi tiết, bị nhòe hoặc không sắc nét.
Điều gì gây ra sự cố này?
Những sự cố in 3D này là dấu hiệu điển hình cho thấy bàn in chưa được cân bằng đúng cách. Nếu vòi phun quá xa bàn in, bề mặt đáy thường xuất hiện các đường in thừa và/hoặc lớp in đầu tiên không dính vào bàn in. Nếu vòi phun quá gần, có thể xuất hiện các vết lồi (blob) trên lớp in. Khi bạn thấy chi tiết ngày càng không xác định và mờ, rất có thể nhiệt độ bàn in của bạn đang quá cao.
Khắc phục sự cố in 3D: Lớp đầu tiên lộn xộn
MẸO KHẮC PHỤC SỰ CỐ KHI IN 3D: CÂN BẰNG BÀN IN
Mỗi máy in có cách cân bằng bàn in khác nhau. Tham khảo sách hướng dẫn sử dụng máy in để biết cách thực hiện. Một số máy in hiện đại có tính năng tự động cân bằng bàn in rất đáng tin cậy. Một số máy khác có hướng dẫn từng bước để bạn dễ dàng điều chỉnh (Ultimaker).
MẸO KHẮC PHỤC SỰ CỐ KHI IN 3D: GIẢM NHIỆT ĐỘ BÀN IN
Giảm nhiệt độ bàn in từng bước (khoảng 5°C) cho đến khi tìm được nhiệt độ phù hợp giúp lớp in đầu tiên bám dính tốt mà vẫn giữ được chi tiết.
Hiện tượng đế phình to (Chân voi)

Vấn đề in 3D là gì?
Phần đế của mô hình gặp vấn đề hơi lồi ra ngoài, hay còn được gọi là “chân voi”.
Điều gì gây ra sự cố in 3D này?
Hiện tượng này thường xảy ra khi in trên bàn in có sưởi. Các lớp in phía dưới chưa kịp đông lại hoàn toàn nhưng đã phải chịu áp lực từ các lớp in phía trên, dẫn đến việc các góc cạnh bị biến dạng, phình to ra.
Khắc phục sự cố in 3D: Chân voi
MẸO KHẮC PHỤC SỰ CỐ KHI IN 3D: CÂN BẰNG NHIỆT ĐỘ BÀN IN VÀ LÀM MÁT
Cần làm mát đủ các lớp in phía dưới để chúng có thể chịu được cấu trúc phía trên. Giảm nhiệt độ bàn in theo từng mức 5°C (trong phạm vi +/- 20°C so với nhiệt độ khuyến nghị). Nếu độ dày đáy/mặt trên được đặt thành 0,6mm, hãy đặt quạt gió ở độ cao thấp hơn một chút.
MẸO KHẮC PHỤC SỰ CỐ IN 3D: CÂN BẰNG BÀN IN
Hầu hết các vấn đề về in 3D đều liên quan đến độ cân bằng của bàn in, Kiểm tra và cân bằng bàn in theo hướng dẫn của nhà sản xuất máy in. In một khối mẫu để kiểm tra xem các lớp in có đều nhau trên mặt bàn in hay không. Điều này giúp bạn biết bàn in có được cân bằng không và vòi phun có ở đúng vị trí hay không.
MẸO KHẮC PHỤC SỰ CỐ IN 3D: NÂNG VÒI PHUN
Nâng nhẹ vòi phun có thể giúp ích, nhưng lưu ý nếu quá cao lớp in sẽ không dính vào bàn in.
MẸO KHẮC PHỤC SỰ CỐ KHI IN 3D: VÁT MÉP PHẦN ĐẾ
Nếu bạn có thể chỉnh sửa file thiết kế, hãy vát mép chân đế của mô hình. Bắt đầu với vát mép 5mm và góc 45º, sau đó điều chỉnh để đạt hiệu quả tốt nhất.
Các mép in bị uốn cong – cong vênh (Warping)

Lỗi các mép in bị uốn cong là gì?
Ở phần đế của mô hình, bản in uốn cong lên trên cho đến khi nó không còn ngang bằng với bàn in. Điều này cũng có thể dẫn đến các vết nứt ngang ở các phần trên và khiến bản in của bạn tách khỏi bàn in.
Điều gì gây ra sự cố này?
Hiện tượng cong vênh là hiện tượng thường gặp do đặc tính tự nhiên của nhựa. Khi sợi nhựa ABS hoặc PLA nguội đi, nó bắt đầu co lại rất nhẹ; vấn đề cong vênh phát sinh nếu nhựa nguội quá nhanh.
Khắc phục sự cố khi in 3D: Cong vênh
SỬ DỤNG NỀN TẢNG IN NHIỆT
Đây được xem là giải pháp dễ dàng nhất, điều chỉnh nhiệt độ bàn in thấp hơn nhiệt độ nóng chảy của nhựa (gọi là nhiệt độ chuyển thủy tinh), nếu bạn đạt được nhiệt độ đó đúng thì lớp đầu tiên sẽ phẳng trên bàn in. Nhiệt độ của bàn in thường được cài đặt trong phần mềm cắt lớp. Thông thường, bạn sẽ tìm thấy nhiệt độ khuyến nghị cho sợi nhựa được in ở mặt bên của bao bì hoặc trên ống cuộn.
BÔI KEO LÊN BÀN IN
Nếu bạn vẫn thấy bản in của mình bị bong ra ở các cạnh thì hãy bôi một lượng nhỏ keo dính đều lên mặt bàn in để tăng độ bám dính.
THỬ LOẠI BÀN IN KHÁC
Thay đổi bàn in của bạn thành loại có độ bám dính tốt hơn. Các nhà sản xuất như thường sử dụng bề mặt in PEI (Polyetherimide) mang lại độ bám dính tuyệt vời mà không cần keo. Một số máy in khác sử dụng băng dính có sẵn, tuy nhiên chỉ dùng cho bàn in không có sưởi. Hiện nay có loại bàn in dạng lỗ, mô hình sẽ dính chặt vào bề mặt này, loại bỏ hoàn toàn vấn đề của bạn.
CÂN BẰNG BÀN IN
Kiểm tra và cân bằng lại bàn in để đảm bảo bàn in phẳng và vòi phun ở đúng vị trí.
TĂNG DIỆN TÍCH TIẾP XÚC
Hầu hết các phần mềm in đều có tùy chọn thêm raft hoặc brim để tăng diện tích tiếp xúc giữa mô hình và bàn in.
ĐIỀU CHỈNH CÀI ĐẶT NHIỆT ĐỘ NÂNG CAO
Nếu các cách khác không hiệu quả, hãy thử tăng nhiệt độ bàn in từng bước (khoảng 5°C). Trong phần mềm cắt lớp, điều chỉnh quạt gió làm mát. Thông thường quạt sẽ hoạt động hết công suất ở độ cao 0.5mm, hãy thử tăng lên 0.75mm để các lớp nền có thêm thời gian nguội tự nhiên.
Infill lộn xộn và không đầy đủ
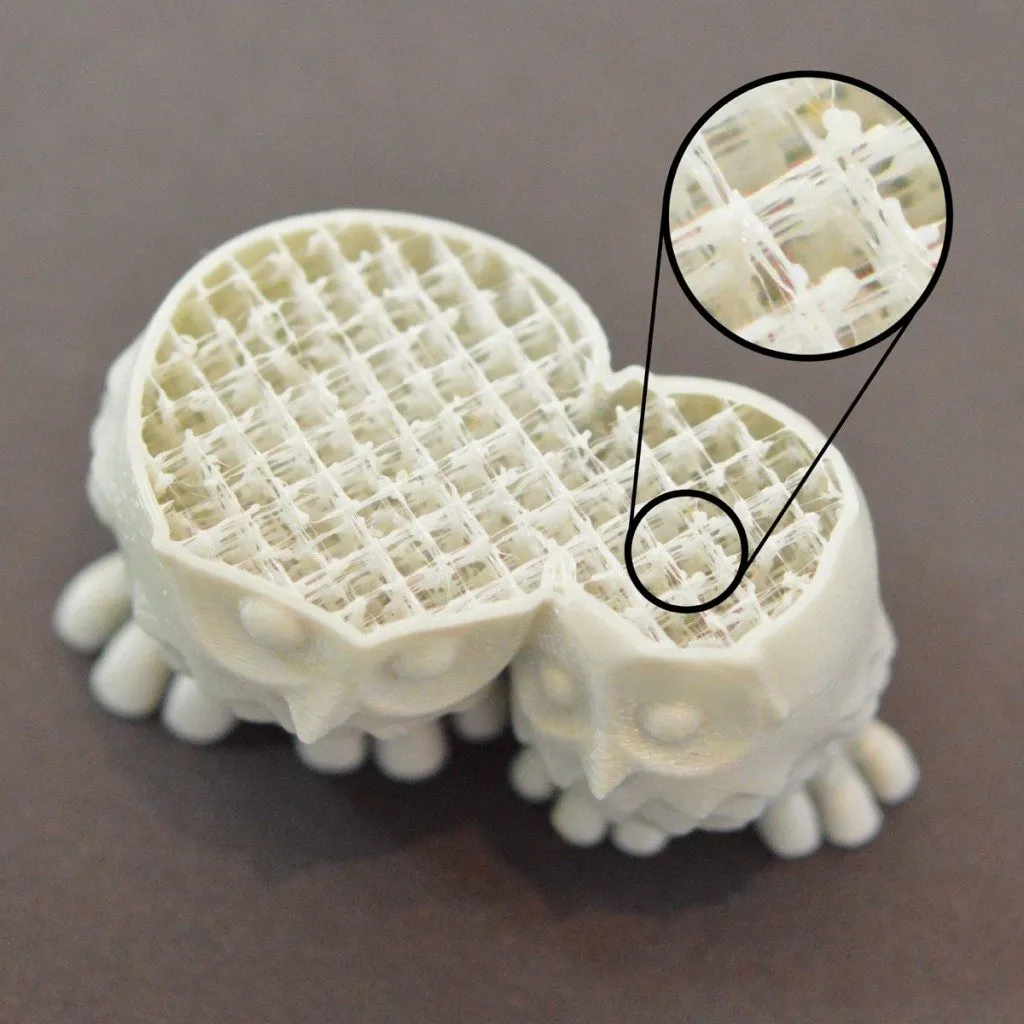
Tại sao xuất hiện lỗi in 3d này?
Cấu trúc bên trong bản in của bạn bị thiếu hoặc bị hỏng.
Điều gì gây ra sự cố in 3D này?
Có một số lý do dẫn đến việc in sai cấu trúc bên trong. Phổ biến nhất là cài đặt không chính xác trong phần mềm cắt lớp, nhưng cũng có thể do đầu phun bị tắc nhẹ.
Khắc phục sự cố in 3D: Infill bị hỏng
KIỂM TRA MẬT ĐỘ LÕI IN
Trong phần mềm cắt lớp của bạn, hãy kiểm tra mật độ lõi in. Giá trị khoảng 20% là bình thường; Thấp hơn 20% có thể khiến lõi in yếu. Đối với các bản in lớn hơn, bạn có thể muốn tăng mức này để đảm bảo rằng mô hình đủ cứng.
GIẢM TỐC ĐỘ IN LÕI IN
Tốc độ in lõi in ảnh hưởng đến chất lượng của cấu trúc bên trong. Nếu lõi in yếu hãy giảm tốc độ in lõi in.
THAY ĐỔI KIỂU LÕI IN
Hầu hết phần mềm cắt lát cho phép bạn thay đổi cấu trúc bên trong, Các kiểu lõi in phổ biến: lưới (grid), tam giác (triangle), tổ ong (honeycomb). Thử chọn một kiểu lõi in khác để cải thiện độ vững chắc.
KIỂM TRA ĐẦU PHUN CỦA BẠN
Có thể đầu in bị tắc nhẹ, mặc dù tắc nghẽn không ảnh hưởng đến việc in các lớp vỏ ngoài dày hơn, nhưng với cấu trúc bên trong yêu cầu lượng filament ít hơn, thì đầu in bị tắc có thể khiến filament không ra đều, gây yếu lõi in.
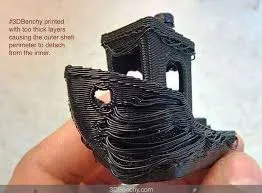
Khoảng trống giữa Infill và Outer Wall

Tại sao xuất hiện lỗi in 3d này?
Khi bạn nhìn vào bề mặt trên hoặc dưới của bản in, bạn có thể thấy một khoảng trống nhỏ giữa lõi in và các vách bên ngoài.
Điều gì gây ra sự cố in 3D này?
Khe hở xuất hiện do filament dùng cho lõi in và tường ngoài không tiếp xúc và dính chặt với nhau. Nguyên nhân chính bao gồm:
- Infill Overlap chưa được cài đặt: Infill Overlap là thiết lập trong phần mềm cắt lớp, quy định mức độ chồng lên nhau giữa lõi in và tường ngoài. Nếu Infill Overlap bằng 0, phần mềm yêu cầu máy in không cho hai phần này tiếp xúc, dẫn đến khe hở.
- Thứ tự in không phù hợp: Nếu cài đặt in tường ngoài trước lõi in, thường sẽ không có hoặc rất ít chồng chéo, gây ra khe hở.
Khắc phục sự cố khi in 3D: Khoảng trống giữa Infill và Outer Wall
KIỂM TRA INFILL OVERLAP
Đây là cách khắc phục phổ biến nhất.
- Tìm tùy chọn “Infill Overlap” trong phần mềm cắt lớp và tăng giá trị.
- Cura: Mặc định Infill Overlap thường là 15% > Tăng giá trị lên 30%
- Simplify3D: Tùy thuộc vào độ rộng đường in > giá trị tương ứng
- Lưu ý: Giữ giá trị dưới 50% để tránh ảnh hưởng đến bề mặt ngoài bản in.
IN LÕI TRƯỚC, IN VIỀN SAU
Nếu bạn đang in với tường ngoài tương đối mỏng thì cấu trúc của lõi in có thể lộ rõ ra ngoài. Nếu điều này xảy ra thì bạn có thể thay đổi thứ tự mà máy in sắp xếp bằng cách in lõi in trước rồi đến tường ngoài. Ví dụ: trong Cura, bỏ chọn “Infill prints after perimeters” (nếu có).
TĂNG NHIỆT ĐỘ ĐẦU IN
Một số vật liệu tiên tiến mới nhất như XT-CF20 có độ giãn nở kém hơn một chút do các sợi carbon. Khi in bằng những vật liệu này, bạn hãy tăng nhiệt độ đầu in 5-10° có thể khác biệt.
GIẢM TỐC ĐỘ IN
In quá nhanh có thể gây ra nhiều vấn đề. Nếu cần in nhanh, bạn vẫn có thể tránh được khe hở bằng cách giảm tốc độ của lớp trên cùng.
Lộ kết cấu giá đỡ bên trong

Tại sao xuất hiện lỗi in 3d này?
Mặc dù bản in hoàn thiện trông ổn nhưng có thể nhìn thấy đường viền của cấu trúc hỗ trợ bên trong qua bề mặt của bản in. Hiện tượng này còn được gọi là vết bóng mờ.
Điều gì gây ra sự cố in 3D này?
Trường hợp 1:Lõi in (infill) chồng lên tường ngoài (perimeter):
Lõi in ăn mòn vào đường đi của tường ngoài, thường thấy trên các bản in có thành mỏng.
Lõi in xếp chồng lên đường viền của tường ngoài trong quá trình in, làm cho kết cấu bên trong in hằn lên lớp vỏ ngoài.
Mặc dù gây mất thẩm mỹ, hiện tượng này thực sự quan trọng vì giúp lõi in dính chặt vào tường ngoài.
Trường hợp 2: Độ dày thành in không phù hợp với kích thước đầu in:
Độ dày thành in phải tương thích với kích thước đầu in đang sử dụng.
Ví dụ, với đầu in 0.4mm, độ dày thành in nên là bội số của 0.4mm: 0.4, 0.8, 1.2,…
Khắc phục sự cố khi in 3D: Có thể nhìn thấy phần điền từ bên ngoài
KIỂM TRA ĐỘ DÀY VỎ
Độ dày thành in phải là bội số của kích thước đầu in đang dùng (ví dụ: đầu in 0.4mm thì độ dày thành in là 0.4mm, 0.8mm, 1.2mm…).
TĂNG ĐỘ DÀY VỎ
Giải pháp đơn giản nhất là tăng độ dày vỏ. Bằng cách tăng gấp đôi kích thước, nó sẽ che phần lõi in in hằn lên.
SỬ DỤNG INFILL AFTER PERIMETER
Hầu hết các phần mềm cắt lớp sẽ cho phép chọn in lõi in sau tường ngoài.
- Cura: “Expert Settings” -> “Infill” -> tích “Infill prints after perimeters”.
- Simplify3D: “Edit Process Settings” -> “Layer” -> “Layer Settings” -> chọn “Outside-in” cho “Outline Direction”.
KIỂM TRA BÀN IN
Kiểm tra xem in một bên bị ghosting nhiều hơn không, nếu có thì hiệu chỉnh lại bàn in.
IN VỎ ĐỂ HẠN CHẾ GHOSTING
Tùy thuộc vào kiểu mẫu in, bạn có thể linh hoạt chọn thứ tự in phần lõi (infill) và vỏ (shell) để đạt hiệu quả tốt nhất.
- In từ ngoài vào (Outside-in): Chọn cách này nếu ưu tiên bề mặt hoàn thiện đẹp, ít ghosting nhưng độ bền của bản in có thể thấp hơn.
- In từ trong ra (Inside-out): Chọn cách này nếu ưu tiên độ cứng cáp của bản in (mặc dù sẽ bị ghosting nhiều hơn). Để tăng độ cứng, bạn nên tăng gấp đôi độ dày thành in.
In từ ngoài vào giúp loại bỏ phần chồng chéo nhỏ giữa lõi và vỏ, giảm thiểu ghosting. Tuy nhiên, điều này cũng đồng nghĩa với việc kết cấu in không tạo ra lực liên kết mạnh mẽ giữa các lớp do thiếu chồng chéo.
Các vết nứt xuất hiện ở các chi tiết cao

Tại sao xuất hiện lỗi in 3d này?
Nứt ngang thân mô hình, thường gặp trên các bản in cao, là một trong những sự cố đáng ngạc nhiên nhất trong in 3D vì nó thường xảy ra trên các bản in lớn và thường diễn ra khi bạn không quan sát.
Điều gì gây ra sự cố in 3D này?
Ở các lớp cao hơn của bản in, vật liệu nguội nhanh hơn. Nhiệt từ bàn in được làm nóng không đủ để truyền lên các lớp cao. Do đó giảm độ dính giữa các lớp in, dẫn đến dễ nứt ngang thân mô hình.
Khắc phục sự cố khi in 3D: Vết nứt trên vật thể cao
NHIỆT ĐỘ ĐẦU IN
Bắt đầu bằng cách tăng nhiệt độ đầu in. Tăng khoảng 10°C là một điểm khởi đầu tốt. Kiểm tra nhiệt độ in khuyến nghị được in trên bao bì filament để đảm bảo nhiệt độ đầu in phù hợp với vật liệu.
HƯỚNG VÀ TỐC ĐỘ GIÓ QUẠT
Kiểm tra xem quạt gió có hoạt động và hướng về phía mô hình đang in không. Nếu có, hãy thử giảm tốc độ gió quạt. Gió thổi quá mạnh có thể làm mát các lớp in quá nhanh, gây nứt vỡ.
Các lớp in bị lệch

Tại sao xuất hiện lỗi in 3d này?
Trong quá trình in, bản in xuất hiện một số vấn đề về chất lượng. Kiểm tra kỹ hơn, bạn sẽ thấy các lớp in không thẳng hàng chính xác. Nhìn vào cấu trúc giá đỡ bên trong và các lớp in cũng bị lệch một chút. Thành ngoài thay vì nhẵn mịn thì lại có các điểm lệch nhẹ khiến bề mặt không đều. Rất có thể vấn đề này chỉ ảnh hưởng đến bản in theo một hướng; trước ra hoặc trái sang phải.
Điều gì gây ra sự cố in 3D này?
Vấn đề thường gặp là các lớp in không thẳng hàng chính xác, bề mặt thành ngoài không mịn có thể do lỏng dây curoa (belts). Các bộ phận của máy in 3D như đai ốc, bu lông và dây curoa theo thời gian sẽ bị lỏng và cần được vặn chặt lại. Lỏng dây curoa có thể gây ra hiện tượng lớp in bị lệch, đây là giai đoạn đầu của hiện tượng lớp in bị dịch chuyển đáng kể (shifting layers). Nếu không khắc phục, vấn đề này sẽ dẫn đến in lệch lớp nghiêm trọng hơn.
Khắc phục sự cố khi in 3D: Căn chỉnh sai lớp
KIỂM TRA DÂY ĐAI PHẦN I
Bắt đầu bằng việc kiểm tra độ căng của dây curoa. Dây curoa cần phải căng nhưng không quá căng. Khi bạn véo nhẹ hai dây curoa lại với nhau, bạn sẽ cảm thấy một chút sức đề kháng.
Nếu bạn thấy phần trên của dây curoa căng hơn phần dưới, thì đây là dấu hiệu chắc chắn rằng chúng cần được điều chỉnh và siết chặt hơn.
Một số máy in, chẳng hạn như Original Prusa i3, có bộ căng dây curoa tích hợp sẵn. Các máy in khác có thể được trang bị thêm bộ căng in 3D.
Nếu không có cách nào trong số này khả dụng, bạn có thể phải tự tay siết chặt dây curoa.
KIỂM TRA DÂY ĐAI PHẦN II
Dây curoa của máy in 3D thường là một vòng lặp liên tục được móc quanh hai bánh răng. Theo thời gian, dây curoa có thể bị trượt trên một bánh răng và dần dần căng hơn ở phía trên so với phía dưới (hoặc ngược lại). Điều này có thể khiến các lớp in bị lệch.
KIỂM TRA CÁC THANH CÓ SẠCH VÀ ĐƯỢC BÔI DẦU KHÔNG
Theo thời gian, các mảnh vụn có thể tích tụ trên các thanh, gây ra các mảng ma sát cao hơn, do đó có thể ảnh hưởng đến chuyển động tự do của đầu và một lần nữa gây ra sự dịch chuyển lớp. Việc lau nhanh và bôi lại dầu cho các thanh thường giải quyết được vấn đề.
KIỂM TRA CÁC THANH BỊ CONG HOẶC LỆCH PHẦN I
Nếu bạn thấy đầu in bị rung ở một số điểm nhất định thì có thể một trong các thanh đã hơi cong. Bạn thường có thể nhận biết bằng cách tắt máy để không có nguồn điện đi qua các bước rồi di chuyển đầu in qua trục X và Y. Kiểm tra xem các thanh dẫn hướng có thẳng hàng không. Nếu chúng thẳng, thì bạn cần tháo chúng ra và kiểm tra độ cong trên bề mặt phẳng. Nếu thanh dẫn hướng bị cong, việc nắn thẳng lại thường rất khó.
KIỂM TRA CÁC THANH BỊ CONG HOẶC LỆCH PHẦN II
Nhiều máy in sử dụng thanh ren thay vì vít me và mặc dù chúng hoạt động tốt nhưng chúng có xu hướng bị cong theo thời gian. Đừng lo lắng về việc tháo máy in của bạn ra để xem chúng có thẳng hay không, bạn chỉ cần sử dụng phần mềm điều khiển như “Printrun” để di chuyển đầu in lên hoặc xuống. Nếu một trong các thanh trục Z bị cong, bạn sẽ thấy ngay. Thật không may, hầu như không thể làm thẳng một thanh một cách chính xác khi nó bị cong, nhưng về mặt tích cực, đây là một lý do chính đáng để thay thế các thanh ren cũ bằng vít me.
KIỂM TRA RÒNG RỌC TRUYỀN ĐỘNG
Chúng thường được kết nối trực tiếp với động cơ bước hoặc với một trong các thanh chính điều khiển đầu in. Nếu bạn cẩn thận xoay ròng rọc, bạn sẽ thấy một con vít nhỏ. Giữ cả thanh và đai đi kèm, kéo mạnh đai để buộc ròng rọc quay. Bạn sẽ thấy rằng không có sự trượt giữa ròng rọc và bước hoặc thanh truyền. Nếu có hãy siết chặt vít grub và thử lại.
Một số lớp in bị thiếu

Tại sao xuất hiện lỗi in 3d này?
Bản in có các lỗ hổng do một số lớp in bị mất một phần hoặc hoàn toàn.
Điều gì gây ra sự cố in 3D này?
Trường hợp 1: Thiếu hụt vật liệu (under-extrusion):
Trường hợp này thường xảy ra không thường xuyên. Có thể do vấn đề với filament (ví dụ: đường kính không đều), cuộn filament, bánh răng đẩy (feeder wheel) hoặc đầu in bị tắc nghẽn.
Trường hợp 2: Giãn dây (friction):
Giãn dây có thể khiến bàn in tạm thời bị kẹt. Nguyên nhân có thể do các trục đứng không thẳng hàng hoàn hảo với bạc đỡ tuyến tính (linear bearings).
Trường hợp 3: Vấn đề trục hoặc bạc đỡ trục Z:
Bạc đỡ trục Z bị cong, bẩn hoặc thừa dầu.
Khắc phục sự cố khi in 3D: Thiếu lớp
MẸO KHẮC PHỤC SỰ CỐ KHI IN 3D: KIỂM TRA TRỤC
Bắt đầu bằng việc kiểm tra các trục: Đảm bảo chúng được lắp chính xác vào bạc đỡ (bearings) hoặc kẹp (clips). Kiểm tra xem chúng có bị lỏng, dịch chuyển hoặc cong vênh nhẹ không.
MẸO KHẮC PHỤC SỰ CỐ IN 3D: KIỂM TRA CĂN CHỈNH THANH TRỤC
Đảm bảo tất cả các trục vẫn thẳng hàng hoàn hảo và không bị dịch chuyển. Bạn có thể kiểm tra bằng cách tắt nguồn (hoặc vô hiệu hóa động cơ bước) và di chuyển nhẹ nhàng đầu in theo trục X và Y. Nếu gặp bất kỳ trở lực nào khi di chuyển, điều đó cho thấy có vấn đề. Kiểm tra xem nguyên nhân là do sai lệch trục, trục hơi cong hay vấn đề với bạc đỡ.
MẸO KHẮC PHỤC SỰ CỐ KHI IN 3D: BẠC ĐỠ BỊ MÒN
Bạc đỡ bị mòn thường phát ra tiếng ồn. Bạn cũng có thể cảm thấy chuyển động không đều của đầu in và máy in rung nhẹ khi hoạt động. Nếu gặp trường hợp này, hãy rút phích cắm nguồn và di chuyển đầu in theo trục X và Y để xác định vị trí của bạc đỡ bị hỏng.
MẸO KHẮC PHỤC SỰ CỐ KHI IN 3D: KIỂM TRA DẦU
- Tra dầu cho các khớp nối rất quan trọng để máy hoạt động trơn tru. Bạn có thể mua dầu máy may với giá khá rẻ.
- Trước khi tra dầu, hãy đảm bảo các trục sạch và không có bụi bẩn hoặc mảnh vụn in. Lau sạch trục trước khi bôi một lớp dầu mới. Chỉ bôi một lượng dầu vừa đủ, không quá nhiều.
- Sử dụng phần mềm điều khiển máy in như Printrun để di chuyển đầu in theo trục X và Y để đảm bảo các trục được phủ dầu đều và di chuyển trơn tru.
- Nếu bôi quá nhiều dầu, hãy lau sạch một ít bằng vải không xơ.
MẸO KHẮC PHỤC SỰ CỐ KHI IN 3D: ÉP ĐÙN
Kiểm tra mẹo khắc phục thiếu hụt vật liệu trong in 3D (under-extrusion) để khắc phục thêm.
In bị nghiêng khi không muốn

Tại sao xuất hiện lỗi in 3d này?
Trong quá trình in, bản in bắt đầu bị lệch sang một bên. Các cạnh thẳng đứng thay vì được in thẳng đứng thì lại in theo một góc nghiêng, và góc này không thống nhất trên toàn bộ bản in. Độ nghiêng có thể tăng giảm ở các giai đoạn khác nhau.
Điều gì gây ra sự cố in 3D này?
Trường hợp 1: Puly lỏng (loose pulley)
Một trong các ròng rọc được gắn vào động cơ bước bị lỏng nhẹ.
Trường hợp 2: Dây curoa cọ sát (belt rubbing)
Dây curoa cọ vào vật gì đó, ngăn cản đầu in di chuyển hết biên độ.
Khắc phục sự cố khi in 3D: In nghiêng khi không muốn
KIỂM TRA TRỤC X VÀ Y
Xác định hướng in bị lệch: In bị lệch sang trái hoặc phải: Vấn đề trục X (X-axis). In bị lệch ra trước hoặc sau: Vấn đề trục Y (Y-axis).
Một số máy in quá trình kiểm tra đơn giản vì động cơ bước được kết nối trực tiếp với dây curoa dẫn động chính (Prusa i3), các dòng máy không kết nối sẵn thì quá trình phức tạp hơn.
KIỂM TRA DÂY CUROA KHÔNG BỊ CỌ XÁT
Xem xung quanh mỗi dây curoa và đảm bảo chúng không cọ vào cạnh máy hoặc bất kỳ thành phần nào khác. Kiểm tra xem dây curoa được căn chỉnh chính xác chưa. Nếu dây hơi nghiêng có thể gây ra vấn đề.
SIẾT CHẶT VÍT GRUB CỦA BỘ GHÉP NỐI ĐỘNG CƠ BƯỚC
Xác định trục nào gây ra sự cố. Sử dụng lục giác để siết chặt vít lục giác của khớp nối tương ứng gắn vào động cơ bước.
KIỂM TRA RÒNG RỌC TRÊN TRỤC
Trục X và Y chính ở phía trên máy có tám ròng rọc. Kiểm tra từng ròng rọc trên trục bị ảnh hưởng và siết chặt các vít lục giác. Trường hợp này ít gây ra trượt, nhưng nếu một ròng rọc lỏng thì dây curoa có thể bị lệch.
Phần nhô ra của mẫu bị lỗi

Tại sao xuất hiện lỗi in 3d này?
Khi in 3D, một số bộ phận của mô hình in ra hoàn toàn bình thường, trong khi các bộ phận khác lại bị dính dây, méo mó. Phần nhô ra là những bộ phận của mô hình in không được hỗ trợ trực tiếp từ phía dưới, khiến nhựa nóng chảy bị kéo dài và dính vào nhau khi in.
Điều gì gây ra sự cố in 3D này?
Trường hợp 1: In 3D FFF:
- Quy trình in 3D FDM (Fused Deposition Modeling) hoạt động bằng cách xếp chồng từng lớp lên nhau.
- Do đó, nếu mô hình của bạn có phần nhô ra không được hỗ trợ phía dưới, thì filament sẽ được đùn ra ngoài không trung, hình thành các sợi nhựa thay vì trở thành một phần của bản in.
Trường hợp 2: Phần mềm cắt (slicing software) và vấn đề cảnh báo:
- Phần mềm cắt lý tưởng nên cảnh báo về vấn đề này.
- Tuy nhiên, hầu hết phần mềm cắt cho phép in mà không cảnh báo rằng mô hình cần cấu trúc hỗ trợ.
Khắc phục sự cố khi in 3D: Phần nhô ra rất lộn xộn
THÊM SUPPORT
Đây là giải pháp nhanh chóng và đơn giản nhất. Hầu hết các phần mềm cắt (slicing software) đều cho phép bạn thêm cấu trúc hỗ trợ dễ dàng.
Ví dụ:
- Simplify3D: Chọn Edit Process Settings > Support > Generate support material. Bạn có thể điều chỉnh số lượng, kiểu mẫu và các cài đặt khác.
- Cura: Chọn loại hỗ trợ mong muốn từ Basic settings.
TẠO HỖ TRỢ TRONG MÔ HÌNH
Cấu trúc hỗ trợ do phần mềm tự tạo đôi khi có thể phức tạp và khó loại bỏ. Tự tạo cấu trúc hỗ trợ trong phần mềm tạo mẫu 3D là một lựa chọn thay thế tốt. Tuy nhiên, phương pháp này đòi hỏi kỹ năng cao hơn nhưng có thể cho kết quả tuyệt vời.
TẠO ĐẾ ĐỠ RIÊNG
Khi in tượng, tay và các chi tiết nhô ra khác là những khu vực thường gây ra vấn đề. Sử dụng cấu trúc hỗ trợ từ đế in cũng có thể gây khó khăn vì chúng thường phải vượt qua khoảng cách theo chiều dọc khá lớn. Đối với các cấu trúc mong muốn dễ dàng loại bỏ và mỏng manh, khoảng cách này dễ gây ra vấn đề.
Tạo một khối hoặc tường vững chắc dưới tay, v.v. rồi tạo một cấu trúc hỗ trợ nhỏ hơn giữa chi tiết nhô ra và khối có thể là giải pháp tuyệt vời.
ĐIỀU CHỈNH GÓC CẠNH
Nếu bạn có phần nhô ra kiểu kệ thì giải pháp đơn giản là nghiêng tường ở góc 45º để tường tự hỗ trợ bản thân và loại bỏ nhu cầu về bất kỳ loại hỗ trợ nào khác.
CHIA NHỎ MÔ HÌNH
Một cách khác là chia nhỏ mô hình thành các bản in riêng biệt. Với một số mô hình, điều này cho phép bạn lật ngược phần nhô ra và biến nó thành đế đỡ. Vấn đề duy nhất với cách này là bạn phải tìm cách dán hai phần lại với nhau.
Bề mặt dưới mẫu in bị sần sùi.

Tại sao xuất hiện lỗi in 3d này?
Bạn đã in một mô hình phức tạp với các cấu trúc hỗ trợ được tạo bởi phần mềm in 3D. Tuy nhiên, khi loại bỏ các cấu trúc này, một số mảnh vụn vật liệu nhỏ vẫn bám trên bề mặt mô hình. Khi bạn cố gắng chà nhám hoặc loại bỏ phần vật liệu còn sót lại, nó sẽ làm hỏng tổng thể hình dạng của mô hình.
Điều gì gây ra sự cố in 3D này?
Cấu trúc hỗ trợ là yếu tố quan trọng trong in 3D, nhưng ý kiến về chúng có thể trái chiều. Nhiều mô hình có thể in mà không cần cấu trúc hỗ trợ bằng cách điều chỉnh góc cạnh hoặc thêm các cấu trúc hỗ trợ trực tiếp vào thiết kế. Bạn cũng có thể ngạc nhiên về khả năng của máy in 3D, hầu hết máy in được cầu nối khoảng cách 50mm và in các góc 50º mà không cần hỗ trợ.
Các yếu tố ảnh hưởng:
Phần mềm cắt lát:
- Tùy thuộc vào phần mềm, kích hoạt cấu trúc hỗ trợ thường chỉ cần đánh dấu vào ô.
- Có nhiều tùy chọn để tinh chỉnh cấu trúc, giảm thiểu ảnh hưởng đến bề mặt mô hình.
Vật liệu in:
- Mặc dù cẩn thận với cài đặt hỗ trợ, dấu vết của cấu trúc vẫn sẽ lưu lại trên mô hình.
- Mức độ nghiêm trọng phụ thuộc vào loại vật liệu.
- PLA giòn thường khó xử lý và hoàn thiện hơn ABS.
Khắc phục sự cố máy in 3D: bề mặt dưới cấu trúc hỗ trợ bị sần sùi
KIỂM TRA VỊ TRÍ ĐẶT SUPPORT
Hầu hết phần mềm in 3D cho phép bạn chọn vị trí đặt cấu trúc hỗ trợ: chạm vào đế in (Touching the Build Plate) hoặc toàn bộ mô hình (Everywhere).
Đối với hầu hết mô hình, chọn “Touching the Build Plate” là đủ. Chọn “Everywhere” sẽ dẫn đến việc in cấu trúc hỗ trợ ở khắp mọi nơi, gây ra bề mặt sần sùi trên toàn bộ bản in.
KIỂM TRA KHẢ NĂNG CỦA MÁY IN
Nhiều người sử dụng cấu trúc hỗ trợ mà không nhận ra máy in của họ có thể dễ dàng in cầu nối và các góc tương đối dốc.
Hầu hết máy in có thể in cầu nối 50mm và góc 50º mà không cần lỗi. In thử để làm quen với khả năng thực sự của máy in.
ĐIỀU CHỈNH KIỂU MẪU SUPPORT
Tùy thuộc vào loại mô hình, việc thay đổi kiểu mẫu cấu trúc hỗ trợ có thể giúp cải thiện bề mặt tiếp xúc giữa cấu trúc và mô hình; hãy thử chuyển từ “Lưới” sang “Zig Zag”.
GIẢM MẬT ĐỘ SUPPORT
Chuyển sang chế độ xem “Layers” (lớp) trong phần mềm cắt lát và kiểm tra cấu trúc hỗ trợ. Phần mềm mặc định thường áp dụng cấu trúc hỗ trợ dày đặc. Giảm mật độ này sẽ làm cho cấu trúc yếu hơn, nhưng nếu máy in được tinh chỉnh tốt thì điều này không thành vấn đề.
GIẢM NHIỆT ĐỘ IN
Kiểm tra lại phạm vi nhiệt độ của filament và điều chỉnh nhiệt độ đầu in xuống mức tối thiểu cho vật liệu. Điều này có thể dẫn đến liên kết giữa các lớp yếu hơn, nhưng cũng giúp loại bỏ cấu trúc hỗ trợ dễ dàng hơn.
ĐÙN KÉP & VẬT LIỆU HỖ TRỢ HÒA TAN
Nếu hầu hết các bản in của bạn sử dụng cấu trúc hỗ trợ phức tạp thì máy in hai đầu phun là lựa chọn phù hợp.
Vật liệu hỗ trợ hòa tan trong nước như PVA là giải pháp tiện lợi để tạo bản in phức tạp mà không ảnh hưởng đến bề mặt hoàn toàn.
Ưu điểm: Thêm cấu trúc hỗ trợ vào các lỗ rỗng, loại bỏ dễ dàng hơn so với vật liệu hỗ trợ thông thường. Điều này cho phép bạn in các mô hình phức tạp hơn.
Bản in yếu bất thường (Non-Manifold Edges)
Tại sao xuất hiện lỗi in 3d này?
Một số phần của bản in bị mất hoặc bản in cuối cùng yếu và bị vỡ vụn mặc dù bề mặt bên ngoài trông đẹp. Một số phần của bản in trông hoàn toàn khác so với bản xem trước hoặc bản in cuối cùng có các lỗi hình học không hợp lý.
Điều gì gây ra sự cố in 3D này?
Cạnh không kín là lỗi thường gặp trên các mô hình 3D, khiến bản in bị méo mó hoặc in ra các hình dạng kỳ lạ. Về bản chất, đây là những cạnh chỉ tồn tại trong không gian ảo và không thể tạo ra được trong thế giới thực.
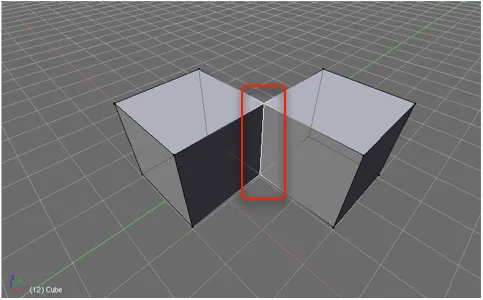
Hãy tưởng tượng:
- Bạn có hai khối lập phương. Ở thế giới thực, bạn không thể chồng trực tiếp chúng lên nhau vì các mặt ngoài cứng sẽ ngăn cản sự giao nhau.
- Trong phần mềm 3D, bạn có thể “chồng” chúng lên, nhưng phần mềm vẫn nhận diện chúng là các đối tượng riêng biệt, bất kể chúng trông như một khối thống nhất.
- Để in chính xác, hai khối lập phương cần được hợp nhất, loại bỏ các mặt bên trong và tạo thành một đối tượng rỗng duy nhất.
Một ví dụ khác:
- Xóa một mặt của khối lập phương, về cơ bản bạn tạo ra một đối tượng có lỗ. Nó trông giống như một hình dạng năm mặt, nhưng thực tế chỉ tồn tại trong không gian ảo và không có dạng vật lý.
- Mặc dù bạn nhìn thấy các mặt ngoài, các mặt giáp với lỗ chỉ có kích thước trên hai trục (dài và rộng). Chiều thứ ba (dày) chỉ mang tính minh họa và không có kích thước thực tế.
- Khi cắt lát mô hình, phần mềm sẽ cố gắng vá lỗ hổng. Tuy nhiên, với các mô hình phức tạp, điều này có thể gây ra nhiều vấn đề khó lường.
Khắc phục sự cố khi in 3D: Các cạnh không kín
SỬ DỤNG PHẦN MỀM SLICER MỚI NHẤT
Hầu hết các phần mềm cắt lớp mới đều có tính năng tự động sửa chữa cạnh không kín. Tuy nhiên, để đảm bảo chất lượng in tốt nhất, bạn vẫn nên kiểm tra kỹ lưỡng mô hình 3D trước khi in.
KHẮC PHỤC BẰNG PHẦN MỀM SỬA CHỮA TỆP STL
Nếu phần mềm cắt lớp báo lỗi cạnh không kín trong file STL của bạn, đừng lo lắng. Bạn có thể sử dụng nhiều phần mềm sửa chữa file STL miễn phí trên máy tính hoặc trực tuyến. Chỉ cần tải file lên, phần mềm sẽ tự động tìm ra lỗi và hướng dẫn bạn khắc phục. Thử phương pháp này ngay cả khi phần mềm cắt lát không báo lỗi nhưng bản in lại bị méo mó.
KHẮC PHỤC LỖI ‘NON-MANIFOLD’ TRONG SIMPLIFY3D
Chọn “Edit Process Settings” -> “Advanced” -> “Heal” cạnh “Non-manifold segments”.
SỬ DỤNG CHẾ ĐỘ XEM LỚP
Sử dụng chế độ xem lớp trong phần mềm cắt lát để kiểm tra từng lớp của mô hình và xác định vị trí của lỗi. Bằng cách này, bạn có thể dễ dàng tìm ra và sửa chữa vấn đề.
SỬ DỤNG PHẦN MỀM TẠO MẪU 3D ĐỂ SỬA CHỮA
Các phần mềm tạo mẫu 3D như Blender và Meshmixer có các tính năng tích hợp giúp bạn nhanh chóng xác định và sửa chữa lỗi cạnh không kín trên mô hình trước khi cắt lát.
HỢP NHẤT CÁC ĐỐI TƯỢNG
Để tránh lỗi ngay từ đầu, hãy đảm bảo bạn sử dụng các hàm Boolean phù hợp (ví dụ như “intersect” – giao nhau, “merge” – hợp nhất, “subtract” – trừ) khi hợp nhất hoặc chồng các đối tượng trong phần mềm tạo mẫu 3D trước khi xuất sang file STL.
Không in chính xác các chi tiết

Tại sao xuất hiện lỗi in 3d này?
Máy in 3D của bạn là một cỗ máy được tinh chỉnh có thể tạo ra các bản in lần lượt mà không gặp vấn đề gì. Tuy nhiên, khi cần in bản in có chi tiết đẹp, máy in của bạn không tạo ra kết quả như mong đợi.
Các cạnh và góc được cho là sắc nét thì lại có đường cong và độ mềm xác định, còn các chi tiết phức tạp thì không được in hoàn hảo.
Điều gì gây ra sự cố in 3D này?
Trường hợp 1: Chiều cao lớp in (layer height)
Đây là yếu tố thường gặp nhất. Nếu bạn đặt chiều cao lớp in quá cao (phân giải thấp), các bản in sẽ không thể mịn màng, bất kể chất lượng máy in của bạn. Giảm chiều cao lớp in để tăng độ phân giải.
Trường hợp 2: Kích thước đầu in (nozzle size)
Kích thước đầu in và chất lượng in chi tiết có mối quan hệ cân bằng.
- Môi trường sản xuất: 0.5mm
- Thông dụng: 0.4mm
- Chi tiết tinh xảo: 0.4mm trở xuống
Đầu in nhỏ hơn đòi hỏi máy in được tinh chỉnh chính xác để tránh các vấn đề.
Trường hợp 3: Nhiệt độ đầu in (nozzle temperature)
Nhiệt độ đầu in cần phù hợp để nhựa được đùn ra trơn tru. Đảm bảo đầu in sạch sẽ trước khi in. Bất kỳ cặn nhựa hoặc tắc nghẽn nhỏ cũng sẽ ảnh hưởng đến chi tiết bản in.
Trường hợp 4: Tốc độ in (print speed)
In chậm hơn để có chi tiết sắc nét hơn. Bạn có thể cần điều chỉnh tốc độ quạt gió cho phù hợp với thời gian đùn dài hơn. Một số máy in thậm chí có thể in tốt hơn khi tắt hoặc đặt quạt gió ở mức thấp nhất.
Trường hợp 5: Thương hiệu nhựa (filament brand)
Các thương hiệu nhựa cao cấp thường được tinh chỉnh tỉ mỉ để đảm bảo nhựa chảy và đông cứng trơn tru. Nhựa giá rẻ có thể trông giống nhau nhưng đường kính và thành phần hóa học có thể không chính xác, ảnh hưởng đến chất lượng in.
Trường hợp 6: Độ phẳng của đế in (print platform)
Sai số nhỏ về độ phẳng của đế in cũng có thể ảnh hưởng đến bản in khi in ở độ phân giải cao. Sử dụng bản in hiệu chuẩn để kiểm tra độ tinh chỉnh của máy in.
Khắc phục sự cố máy in 3D: Không in chính xác các chi tiết
TĂNG ĐỘ PHÂN GIẢI
Giải pháp hiệu quả nhất là giảm chiều cao lớp in (layer height). Lớp in càng mỏng, bề mặt bản in càng mịn màng.
ĐƯỜNG KÍNH ĐẦU IN
Đường kính đầu in càng nhỏ thì bạn có thể in chi tiết càng cao. Tuy nhiên, đầu in nhỏ cũng có nghĩa là dung sai thấp hơn nên máy in của bạn cần được điều chỉnh chính xác hơn.
BẢO TRÌ MÁY IN CỦA BẠN
Bất kỳ sự ma sát nào từ trục in lệch hoặc dây curoa lỏng lẻo đều có thể ảnh hưởng đến bản in. Kiểm tra và đảm bảo tất cả các bộ phận được lắp ráp chặt chẽ và thẳng hàng.
LÀM SẠCH ĐẦU IN CỦA BẠN
Trước khi bắt đầu in chi tiết, hãy đảm bảo rằng đầu in của bạn sạch sẽ.
GIẢM TỐC ĐỘ IN
Giảm tốc độ in để đảm bảo quá trình đùn nhựa diễn ra chính xác hơn, hạn chế lỗi.
SỬ DỤNG NHỰA IN CHẤT LƯỢNG
Lựa chọn vật liệu in từ các nhà sản xuất uy tín là yếu tố quan trọng ảnh hưởng đến chất lượng bản in.
KIỂM TRA ĐỘ PHẲNG CỦA ĐẾ IN
Chạy quy trình hiệu chuẩn của máy in để kiểm tra xem đế in có thăng bằng hay không.
Gợn sóng trên bề mặt in (Ringing)

Tại sao xuất hiện lỗi in 3d này?
Nhiều người trong chúng ta thường bỏ qua vấn đề sóng gợn trên bề mặt bản in 3D vì chúng nhỏ và khó chịu. Hiện tượng này không thường xuyên xảy ra và dường như không có nguyên nhân rõ ràng.
Sóng gợn thường rất tinh tế, xuất hiện như những đường lượn sóng trên bề mặt bản in. Vị trí và mức độ nghiêm trọng của chúng cũng có thể thay đổi.
Hầu hết mọi người sẽ bỏ qua vấn đề này. Ngoài tác động thẩm mỹ nhẹ trên bề mặt, sóng gợn thường không ảnh hưởng đáng kể đến chất lượng in 3D, ngoại trừ trường hợp nghiêm trọng.
Điều gì gây ra sự cố in 3D này?
Vấn đề về sóng trong bản in 3D của bạn thường thuộc về một trong hai nguyên nhân và phổ biến hơn là sự kết hợp của cả hai.
Trường hợp 1: Rung động và tốc độ in
- Nhà sản xuất máy in 3D luôn cố gắng giảm thiểu rung động từ động cơ đến mức tối thiểu.
- Trọng lượng của máy in giúp giảm thiểu rung động nhưng không loại bỏ hoàn toàn.
- Rung động nhỏ có thể truyền qua bàn, sàn nhà hoặc bất cứ bề mặt nào bạn đặt máy in.
- Kiểm tra xem bàn in có đủ vững chắc để chịu được trọng lượng của máy không.
- Rung động cũng có thể tăng lên do bảo trì kém và bạc trục tuyến tính bị mòn.
- Vệ sinh máy in thường xuyên, đảm bảo không có bụi bẩn và bôi trơn các thanh ray.
- Kiểm tra chất lượng của bạc trục tuyến tính và độ trơn tru của đầu in khi di chuyển bằng tay.
Trường hợp 2: Tốc độ in quá nhanh
In quá nhanh có thể tạo ra sóng trên bản in. Giải pháp đơn giản là giảm tốc độ in, nếu vẫn cần in nhanh, hãy thử tăng lưu lượng và nhiệt độ in.
Khắc phục sự cố máy in 3D: Gợn sóng trên bề mặt in 3d
GIẢM RUNG
Đảm bảo rằng bề mặt bạn sử dụng cho máy in 3D chắc chắn và khi máy in in không có rung động thị giác.
KIỂM TRA VÒNG BI
Vòng bi tuyến tính bị mòn theo thời gian, khi tắt máy in, hãy kiểm tra xem tất cả có còn hoạt động trơn tru hay không.
ĐẢM BẢO MỌI THỨ ĐỀU CHẶT CHẼ
Thật ngạc nhiên khi một bu-lông lỏng có thể ảnh hưởng đến chất lượng in, vì một phần trong quy trình bảo trì của bạn là đảm bảo mọi thứ đều được bắt vít và chặt chẽ.
THÊM DẦU
Kiểm tra tất cả các thanh truyền có sạch bụi bẩn không, sau đó thêm một giọt dầu để đảm bảo mọi thứ đều được bôi trơn tốt.
LÀM CHẬM QUÁ TRÌNH IN
Giải pháp đơn giản là giảm tốc độ in. Nếu vẫn cần in nhanh, hãy thử tăng lưu lượng và nhiệt độ đùn.
ĐIỀU CHỈNH FIRMWARE NÂNG CAO
Tăng tốc firmware điều chỉnh tốc độ đầu in khi in và đổi hướng, giúp ngăn ngừa hiện tượng l ghosting (hiệu ứng bóng mờ). Điều chỉnh giảm “jerk” (giật) và “acceleration” (tăng tốc) trong quá trình in.
Xuất hiện các đường ngang trên bản in

Tại sao xuất hiện lỗi in 3d này?
Các đường ngang xuất hiện trên lớp trên cùng của bản in, thường là theo đường chéo từ bên này sang bên kia.
Điều gì gây ra sự cố in 3D này?
Trong quá trình in 3D, đầu in di chuyển theo các trục X và Y để tạo từng lớp. Sau khi hoàn thành một lớp, đầu in sẽ nâng lên theo trục Z và quay lại vị trí bắt đầu để in lớp tiếp theo. Chính tại thời điểm này, các đường kẻ hoặc vết xước có thể xuất hiện. Chúng thường do các cài đặt máy in gây ra, chủ yếu là do nhựa thừa rỉ ra hoặc đầu in cọ vào bề mặt.
Trường hợp 1: Tùy chỉnh lược kê (Combing)
- Tùy chỉnh lược kê là một cách khắc phục chính. Lược kê giới hạn đầu in di chuyển trong vùng in của mô hình. Nếu có nhựa thừa, nó sẽ rỉ ra khắp bản in. Ngược lại, nếu đầu in không nâng đủ cao, đầu in nóng sẽ kéo lê trên bề mặt, tạo ra vết xước.
Trường hợp 2: Kiểm soát lượng nhựa đùn (Over extrusion)
- Lượng nhựa đùn quá nhiều ít phổ biến hơn, nhưng khi đầu in nâng lên, nhựa thừa sẽ kéo lê trên bề mặt, để lại dấu vết. Trên các bề mặt phẳng lớn, bạn có thể thấy đường chéo mờ dần trên bề mặt.
Trường hợp 3: Nhiệt độ in quá cao (ít phổ biến)
- Nhiệt độ in quá cao ít gây ra vấn đề hơn, nhưng đối với một số loại nhựa rẻ tiền hoặc cũ, nhiệt độ dư thừa của đầu in có thể khiến nhựa rỉ ra, tạo thành vết khi đầu in di chuyển.
Khắc phục sự cố máy in 3D: Đường ngang trên bản in
TẮT COMBING
Combing mặc định giúp đầu in di chuyển trên các vùng đã in thay vì di chuyển trên không trung. Mặc dù điều này giúp tăng tốc độ in nhưng nó cũng có thể gây ra các đường sọc. Tắt tùy chọn Combing trong cài đặt in. Lưu ý: tắt Combing có thể làm tăng thời gian in.
RÚT DÂY
Nếu tắt lược kê không giải quyết được vấn đề, hãy thử tăng lượng rút dây (retraction). Tăng retraction sẽ kéo một lượng nhỏ filament về phía đầu in để tránh rỉ ra khi di chuyển đầu in.
KIỂM TRA VÀ ĐIỀU CHỈNH LƯU LƯỢNG NHỰA ĐÙN
Lượng nhựa đùn quá nhiều có thể dẫn đến rỉ ra và gây ra các đường ngang.
Cách kiểm tra và điều chỉnh lưu lượng nhựa đùn phụ thuộc vào từng loại máy in. Ví dụ, trên phần mềm Cura với máy in Ultimaker, bạn có thể tìm thấy cài đặt lưu lượng (flow rate) trong mục cài đặt vật liệu (material settings).
Giảm lưu lượng xuống 5% và in thử một khối callibration để kiểm tra xem lượng nhựa đùn đã chính xác chưa.
GIẢM NHIỆT ĐỘ ĐẦU IN
Nhiệt độ đầu in quá cao có thể khiến nhựa loãng hơn và dễ rỉ ra. Giảm nhiệt độ đầu in xuống 5°C và in thử lại.
Z-LIFT
Nếu đầu in không được nâng đủ cao giữa các lớp in, đầu in có thể cọ vào lớp in trước đó và gây ra vết xước. Tăng giá trị Z-Hop hoặc Z-Lift (tùy thuộc vào cài đặt của máy in) theo từng mức tăng 0.25mm cho đến khi khắc phục được sự cố.
Bản in có hiện tượng sợi nhựa đùn và rũ xuống (Over-Extrusion)
Tại sao xuất hiện lỗi in 3d này?
Quá nhiều sợi nhựa bị đùn xảy ra khi máy in 3D cung cấp nhiều vật liệu hơn cần thiết cho bản in. Điều này dẫn đến tình trạng vật liệu thừa tích tụ ở bên ngoài mô hình được in.
Điều gì gây ra sự cố in 3D này?
Nguyên nhân phổ biến nhất là do cài đặt Extrusion multiplier hoặc Flow trong phần mềm cắt lát (slicing software) của bạn bị đặt quá cao.
Khắc phục sự cố khi in 3D: Bản in trông có nhiều nhựa đùn và rũ xuống (Over-Extrusion)
HỆ SỐ ÉP ĐÙN
Mở phần mềm cắt lát bạn đang sử dụng.
Kiểm tra cài đặt Extrusion multiplier và đảm bảo nó được đặt ở giá trị chính xác. Tham khảo tài liệu hướng dẫn của máy in hoặc cuộn filament để biết giá trị phù hợp.
FLOW SETTING
Flow setting cho phép bạn tinh chỉnh lưu lượng vật liệu được in ra từ đầu in so với giá trị được thiết lập trong Extrusion multiplier. Giảm Flow setting theo từng mức nhỏ (ví dụ: 5%) và in thử một mẫu để kiểm tra xem vấn đề over-extrusion đã được giải quyết chưa. Lặp lại thao tác giảm Flow setting cho đến khi đạt được chất lượng in mong muốn.
Các lớp in mỏng/yếu (Under-Extrusion)

Tại sao xuất hiện lỗi in 3d này?
Thiếu vật liệu được đùn (under-extrusion) là thuật ngữ dùng để chỉ máy in không cung cấp đủ nguyên liệu cho bản in. Dấu hiệu nhận biết under-extrusion như: Các lớp in mỏng hơn bình thường, xuất hiện các khoảng trống không mong muốn giữa các đường in, thậm chí có thể in thiếu hoàn toàn một số lớp.
Điều gì gây ra sự cố in 3D này?
Có một số nguyên nhân có thể xảy ra. Đầu tiên, đường kính của filament bạn đang sử dụng không khớp với đường kính được thiết lập trong phần mềm cắt lát (slicing software). Thứ hai, lượng vật liệu được in ra quá thấp do cài đặt trong phần mềm cắt lớp bị sai. Ngoài ra, Vật liệu bị hạn chế dòng chảy qua đầu in do bụi bẩn hoặc mảnh vỡ tích tụ bên trong.
Khắc phục sự cố khi in 3D: Thiếu vật liệu được đùn
KIỂM TRA CÀI ĐẶT ĐƯỜNG KÍNH FILAMENT
Bắt đầu với vấn đề đơn giản nhất, bạn đã đặt đúng đường kính filament trong phần mềm cắt lớp chưa? Thông thường, giá trị đường kính khuyến nghị cùng với nhiệt độ in sẽ được in trên hộp đựng filament.
ĐO LẠI ĐƯỜNG KÍNH
Nếu bạn vẫn gặp vấn đề và nghi ngờ về lưu lượng vật liệu, hãy sử dụng thước cặp để đo lại chính xác đường kính filament. Phần mềm cắt lát thường cho phép bạn điều chỉnh chính xác cài đặt đường kính filament.
KIỂM TRA ĐẦU IN CÓ BỊ TẮC NGHẼN
Sau khi in, hầu hết các máy in sẽ nhấc đầu in ra khỏi đế in. Nhanh chóng kiểm tra xem đầu in có sạch bụi bẩn và filament tích tụ hay không.
ĐIỀU CHỈNH HỆ SỐ ÉP ĐÙN
Nếu đường kính filament thực tế khớp với cài đặt phần mềm, thì có thể Extrusion multiplier (còn gọi là lưu lượng hoặc flow compensation) được đặt quá thấp. Mỗi phần mềm cắt lớp có cách điều chỉnh hơi khác nhau, nhưng về cơ bản, bạn cần tăng giá trị này theo từng bước nhỏ (5%) cho đến khi vấn đề under-extrusion được giải quyết.
Bản in tan chảy và biến dạng

- Tại sao xuất hiện lỗi in 3d này?
Filament thường có khả năng chịu đựng tốt trước các lỗi cấu hình, bao gồm cả việc đầu in bị quá nóng. Vì vậy, việc nhận biết nhiệt độ đầu in quá cao không phải lúc nào cũng dễ dàng.
Dấu hiệu của nhiệt độ đầu in quá cao
Các lớp in không đều: Khi quan sát kỹ, bạn sẽ thấy các lớp in không chỉ không đều mà còn bị biến dạng như tan chảy.
- Ví dụ: Mô hình in có thể xuất hiện tình trạng này ở phần thân cabin và rõ ràng hơn ở phần ống khói, trông giống như sáp chảy từ nến.
Ảnh hưởng đến độ chính xác: Nhiệt độ đầu in quá cao có thể gây ra các vấn đề nghiêm trọng về độ chính xác, đặc biệt đối với các lỗ ren được in.
- Dấu hiệu ban đầu thường là việc một số lỗ in chính xác, trong khi một số khác lại quá nhỏ.
Tại sao nhiệt độ đầu in quá cao lại gây ra vấn đề?
Filament bị biến dạng: Khi nhiệt độ quá cao, filament sẽ nóng chảy quá mức, dẫn đến mất hình dạng ban đầu và gây ra các lớp in không đều.
Độ chính xác giảm: Nhiệt độ cao làm cho filament chảy loãng hơn, ảnh hưởng đến kích thước lỗ in và các chi tiết nhỏ khác, dẫn đến độ chính xác giảm.
- Điều gì gây ra sự cố in 3D này?
Thông thường, việc đầu in quá nóng là một vấn đề dễ khắc phục. Quan trọng là phải duy trì sự cân bằng giữa việc làm nóng chảy filament để nó có thể chảy ra và giúp filament đông cứng nhanh chóng để lớp tiếp theo có thể được áp dụng lên bề mặt rắn chắc.
Đảm bảo bạn đã tải đúng cài đặt vật liệu cho máy in 3D (thường là một phần của quá trình nạp filament). Nếu cài đặt chính xác, thì có thể bạn chỉ cần điều chỉnh nhiệt độ một chút.
- Khắc phục sự cố khi in 3D: Bản in nóng chảy và biến dạng
KIỂM TRA CÀI ĐẶT VẬT LIỆU ĐƯỢC ĐỀ NGHỊ
Sai sót trong cài đặt nhiệt độ là lỗi thường gặp, hãy kiểm tra kỹ xem bạn đã cung cấp cho máy in thông tin chính xác về vật liệu in (filament) chưa. Nhiệt độ in khuyến nghị của các loại filament phổ biến thường nằm trong khoảng 180 – 260°C.
GIẢM NHIỆT ĐỘ ĐẦU IN
Nếu bạn đã kiểm tra cài đặt vật liệu và nghi ngờ nhiệt độ đầu in quá cao, hãy giảm nhiệt độ trong cài đặt của máy in hoặc phần mềm. Giảm nhiệt độ theo từng bước nhỏ (khoảng 5°C) và in thử lại một mẫu để kiểm tra xem vấn đề đã được giải quyết chưa.
TĂNG TỐC ĐỘ IN
Nếu filament không bị đổi màu do nhiệt độ cao, bạn có thể thử tăng tốc độ in. Tốc độ in nhanh hơn có thể giúp giảm thời gian filament tiếp xúc với nhiệt độ cao của đầu in.
ĐIỀU CHỈNH QUẠT
Đảm bảo quạt gió làm mát được hướng trực tiếp vào đầu in. Kiểm tra xem chúng có ở vị trí chính xác không. Luồng khí mát giúp làm giảm nhiệt độ của đầu in và filament, ngăn ngừa tình trạng quá nhiệt.
Xuất hiện các hố và rãnh ở lớp trên cùng (Pillowing)

Tại sao xuất hiện lỗi in 3d này?
Bề mặt trên của bản in xuất hiện các gồ ghề khó coi hoặc thậm chí là lỗ hổng.
Điều gì gây ra sự cố in 3D này?
Hai nguyên nhân phổ biến nhất là làm mát lớp trên cùng không đúng cách và bề mặt trên cùng không đủ dày.
Khắc phục sự cố khi in 3D: Các hố và rãnh ở lớp trên cùng
KÍCH THƯỚC FILAMENT
Pillowing thường gặp hơn với máy in sử dụng filament 1.75mm. Nếu các mẹo khác không hiệu quả, bạn có thể thử chuyển sang sử dụng filament 2.85mm (đường kính lớn hơn) để giảm thiểu vấn đề.
KIỂM TRA VỊ TRÍ QUẠT
Kiểm tra xem quạt gió xung quanh đầu in có hoạt động bình thường không, đặc biệt là vào giai đoạn cuối của bản in. Nếu quạt hoạt động nhưng luồng khí không đủ mạnh, bạn có thể tìm các phụ kiện in 3D để điều chỉnh luồng khí in.
ĐẶT TỐC ĐỘ QUẠT TRONG G-CODE
Bạn có thể điều chỉnh tốc độ quạt gió trong G-code, ngôn ngữ lập trình điều khiển máy in 3D. G-code bật quạt thường là M106 và tắt quạt là M107. Bạn có thể thêm lệnh điều chỉnh tốc độ quạt (ví dụ: S255) để tăng tốc độ gió tối đa cho các lớp in trên cùng.
TĂNG ĐỘ DÀY LỚP TRÊN CÙNG
Hầu hết các phần mềm in 3D cho phép bạn điều chỉnh độ dày lớp in trên cùng trong cài đặt nâng cao (advanced section). Độ dày lý tưởng thường là 6 đến 8 lớp vật liệu, tùy thuộc vào kích thước đầu in và filament.
Ví dụ: Nếu chiều cao lớp in được đặt thành 0.1mm, bạn có thể tăng độ dày lớp in trên cùng (“Bottom / Top Thickness setting”) lên 0.6mm hoặc 0.8mm để cải thiện tình trạng Pillowing.
Lỗi in 3D xuất hiện nhiều tơ nhựa (Stringing)

Tại sao xuất hiện lỗi in 3d này?
Có những sợi nhựa khó coi giữa các bộ phận của mô hình.
Điều gì gây ra sự cố in 3D này?
Khi đầu in di chuyển qua một vùng trống (còn gọi là chuyển động di chuyển), một lượng nhỏ filament vẫn rỉ ra từ đầu in, tạo thành các sợi nhựa thừa trên bề mặt bản in.
Khắc phục sự cố in 3D: Tơ nhựa ở mẫu
BẬT RÚT LẠI ( RETRACTION)
Retraction là giải pháp hiệu quả để loại bỏ đường râu nhựa. Hầu hết các phần mềm cắt lát đều có tính năng này.
Retraction hoạt động bằng cách kéo filament nóng chảy ngược trở lại vào đầu in trước khi đầu in di chuyển đến vị trí khác. Điều này ngăn chặn filament nhỏ giọt và hình thành sợi nhựa thừa.
Phần mềm cắt lát như Cura thường cung cấp tùy chọn bật retraction chỉ với một cú nhấp chuột. Chế độ này sử dụng các cài đặt mặc định, phù hợp với nhiều trường hợp. Tuy nhiên, bạn có thể tùy chỉnh chi tiết hơn để tối ưu hóa kết quả.
KHOẢNG CÁCH DI CHUYỂN TỐI THIỂU (MM)
Giảm khoảng cách di chuyển tối thiểu trước khi kích hoạt retraction. Giảm giá trị này từng bước nhỏ (khoảng 0.5mm) và in thử lại cho đến khi đường râu nhựa biến mất.
CHỈ CẦN CẮT BỎ CHÚNG ĐI
Cắt bỏ các sợi nhựa thừa bằng dao mổ có thể là giải pháp tạm thời nhanh chóng, nhưng không nên sử dụng lâu dài vì tốn thời gian và có thể làm hỏng bản in.
Bản in bị mất độ chính xác về kích thước

Tại sao xuất hiện lỗi in 3d này?
Bạn đã cẩn thận thiết kế sản phẩm trên phần mềm CAD, tuy nhiên bản in 3D lại không khớp với kích thước mong muốn. Các lỗ in không đúng kích thước và các bộ phận không lắp ráp được với nhau.
Có thể kích thước trong file thiết kế 3D của bạn không chính xác. Hãy kiểm tra lại các thông số kích thước trên phần mềm CAD để đảm bảo chúng khớp với bản vẽ ban đầu.
Nếu kích thước mô hình 3D chính xác, thì vấn đề có thể liên quan đến cài đặt in.
Điều gì gây ra sự cố in 3D này?
Kích thước của bản in 3D không khớp với kích thước mong muốn trong thiết kế. Các lỗ hổng và các bộ phận không lắp ráp được với nhau.
Kiểm tra mô hình 3D
Trường hợp 1: Đơn vị tính
Đảm bảo đơn vị tính được sử dụng trong phần mềm cắt lát (mm, cm, inch) khớp với đơn vị tính trong file thiết kế 3D của bạn. Sự nhầm lẫn giữa các đơn vị tính là lỗi thường gặp.
Trường hợp 2: Kích thước chi tiết
Kiểm tra kỹ lưỡng các kích thước của các bộ phận trong mô hình 3D. Đo lại các kích thước quan trọng để đảm bảo chúng chính xác.
Trường hợp 3: Kích thước lỗ hổng
Nếu bạn đang in các bộ phận riêng biệt cần lắp ráp với nhau, chẳng hạn như khớp nối đực-cái hoặc lỗ vít, hãy đảm bảo kích thước lỗ hơi nhỏ hơn một chút so với chi tiết cần lắp vào.
Ví dụ: Nếu bạn có vít M5 và tạo lỗ 5mm để lắp vít, thì nó sẽ không vừa khít. Để giải quyết vấn đề này, hãy tăng kích thước lỗ thêm 0,1mm đến 0,2mm tùy thuộc vào chất lượng bản in. In thử lại và điều chỉnh kích thước lỗ cho đến khi các bộ phận lắp ráp dễ dàng.
Trường hợp 4: Độ chi tiết của mô hình
Nếu mô hình 3D của bạn có độ chi tiết thấp (số polygon thấp), các lỗ hổng có thể bị biến dạng hình tròn thành hình đa giác. Điều này ảnh hưởng đến việc lắp ráp các bộ phận.
Để đảm bảo lỗ hổng tròn đều, hãy thiết kế mô hình 3D với số polygon vừa đủ. Điều tương tự cũng áp dụng cho các chi tiết hình dạng tùy chỉnh cần lắp với nhau. Giảm số polygon của một đối tượng có thể gây ra vấn đề nếu các phần cần khớp nối có cạnh tròn.
Khắc phục sự cố máy in 3D: Bản in bị mất độ chính xác về kích thước
KIỂM TRA ĐƠN VỊ ĐO
Trong phần mềm in 3D, đảm bảo bạn đã chọn đúng đơn vị đo thực tế (mm, cm, inch) khớp với đơn vị đo trong file thiết kế.
KIỂM TRA KÍCH THƯỚC CHI TIẾT
Sử dụng thước cặp kỹ thuật số để đo lại các kích thước quan trọng của các bộ phận trong mô hình 3D và đảm bảo chúng chính xác.
LỖ VÍT QUÁ LỚN
Nếu bạn đang tạo lỗ vít, hãy thiết kế một mô hình vít 3D ảo M5 có đường kính hơi lớn hơn kích thước thực tế. Sử dụng mô hình này để tạo lỗ trên chi tiết chính bằng phép toán Boolean subtraction (trừ).
TĂNG SỐ LƯỢNG ĐA GIÁC
Việc giảm số lượng đa giác trong mô hình của bạn có thể khiến các cạnh tròn bị méo thành hình đa giác, ảnh hưởng đến việc lắp ráp các bộ phận. Để đảm bảo lỗ hổng tròn đều và các chi tiết khớp nối chính xác, hãy thiết kế mô hình 3D với số lượng đa giác hợp lý.
KIỂM TRA ĐỘ CHÍNH XÁC CỦA MÁY IN BẰNG TEST CUBE
Sử dụng khối lập phương hiệu chuẩn in 3D để kiểm tra chính xác các kích thước X, Y và Z của bản in.
KIỂM TRA NHIỆT ĐỘ ĐẦU IN
Nếu bên trong lỗ hổng của bản in xuất hiện các vết nhựa thừa, hãy thử giảm nhiệt độ đầu in theo khuyến cáo của nhà sản xuất filament.
KIỂM TRA DÂY ĐAI VÀ ĐƯỜNG RAY
Kiểm tra độ căng của dây curoa và đảm bảo tất cả các trục (X, Y) đều thẳng và căn chỉnh chính xác.
In offset ở một số nơi
Tại sao xuất hiện lỗi in 3d này?
Bản in của bạn đang gặp phải vấn đề lớp in bị lệch. Thông thường, hiện tượng này thường không quá rõ ràng. Tuy nhiên, hình ảnh minh họa cho thấy tình trạng lớp in bị lệch khá nghiêm trọng.
Điều gì gây ra sự cố in 3D?
Trong quá trình in, nếu máy in bị rung lắc hoặc va chạm do vô tình chạm vào máy, các lớp in có thể bị lệch. Các nguyên nhân phức tạp hơn có thể là do các thanh dẫn hướng bị cong hoặc lệch, hoặc thậm chí là đầu in vướng vào bản in và gây ra sự dịch chuyển nhẹ ở vị trí nền in.
Khắc phục sự cố khi in 3D: Bản in bị lệch ở một số chỗ
KIỂM TRA VỊ TRÍ ĐẶT MÁY IN
Đặt máy in trên bàn hoặc giá đỡ vững chắc, tránh những nơi thường xuyên có rung động hoặc dễ bị va chạm. Ngay cả một cú chạm nhẹ cũng có thể khiến đế in dịch chuyển và gây ra lỗi in.
KIỂM TRA BÀN IN CÓ AN TOÀN KHÔNG
Nhiều máy in 3D sử dụng bàn in rời có thể tháo lắp. Mặc dù tiện lợi khi lấy bản in và hạn chế hư hại cho máy, nhưng theo thời gian, các kẹp và ốc vít có thể bị lỏng. Kiểm tra và đảm bảo bàn in được cố định chắc chắn bằng kẹp hoặc ốc vít để tránh dịch chuyển trong quá trình in.
CHÚ Ý CÁC LỚP TRÊN BỊ CONG VÊNH
Các lớp in phía trên có thể bị cong vênh nếu được làm mát quá nhanh. Lớp in cong vênh sẽ nhô lên và có thể gây cản trở cho đầu in di chuyển. Trong trường hợp nghiêm trọng, đầu in có thể va chạm với lớp in bị vênh, khiến động cơ đẩy mạnh di chuyển cả đầu in và bàn in, dẫn đến sai lệch giữa các lớp. Để giảm thiểu cong vênh, hãy thử giảm tốc độ quạt gió nhẹ nhàng.
GIẢM TỐC ĐỘ IN
Tăng nhiệt độ và lưu lượng vật liệu có thể giúp tăng tốc độ in. Tuy nhiên, các bộ phận khác của máy in có thể không hoạt động trơn tru nếu tốc độ in quá cao.
Dấu hiệu của việc in quá nhanh là tiếng kêu “lạch cạch” trong quá trình in. Kiểm tra xem filament có bị trượt trong đầu in trước khi điều chỉnh tốc độ in. Bạn có thể dễ dàng điều chỉnh tốc độ in trong phần mềm cắt lớp.
KIỂM TRA DÂY ĐAI
Kiểm tra độ căng của dây curoa bằng cách ấn nhẹ vào hai mép của dây curoa trên tất cả các trục. Độ căng của các dây curoa phải bằng nhau.
Nếu dây curoa quá lỏng: Điều chỉnh vị trí dây curoa để tăng độ căng. Dây curoa bị lỏng theo thời gian và cần được thay thế định kỳ.
Nếu dây curoa quá căng (chỉ xảy ra với máy in tự chế): Nới lỏng dây curoa để tránh các vấn đề khác.
Một số máy in 3D có vít căng dây curoa để điều chỉnh độ căng dễ dàng.
KIỂM TRA CÁC KHỚP NỐI Ổ ĐĨA
Khớp nối trục thường được nối trực tiếp với động cơ bước và trục dẫn đầu in. Kiểm tra xem có vít lục giác nhỏ trên khớp nối không.
Giữ chặt trục và dây curoa, sau đó kéo dây curoa để kiểm tra xem có khe hở giữa khớp nối và trục hoặc động cơ bước không.
Nếu có khe hở, hãy vặn chặt vít lục giác và kiểm tra lại.
LÀM SẠCH VÀ TRA DẦU CHO CÁC TRỤC
Theo thời gian, bụi bẩn có thể tích tụ trên trục, gây ra ma sát và ảnh hưởng đến chuyển động của đầu in, dẫn đến lớp in bị lệch. Thường xuyên vệ sinh và bôi trơn trục để đảm bảo chuyển động trơn tru.
KIỂM TRA CÁC TRỤC BỊ BIẾN DẠNG
Tắt máy in và kiểm tra chuyển động của đầu in trên trục X và Y. Nếu cảm thấy khó khăn khi di chuyển đầu in, có thể trục đã bị cong. Kiểm tra xem các trục có thẳng hàng không. Tháo trục và lăn chúng trên mặt phẳng để kiểm tra độ cong. Nếu trục bị cong, cần thay thế trục mới.
Các điểm nối không liên kết (bridging)

Tại sao xuất hiện lỗi in 3d này?
In nhịp (bridging) là kỹ thuật in 3D tạo ra một nhịp nối bằng nhựa giữa hai điểm cao. Ví dụ, bạn đang in hai cột trụ cách nhau 5 cm, thì phần nhựa nối ngang trên cùng giữa hai cột trụ đó chính là nhịp nối.
Khả năng in nhịp của hầu hết các loại filament đều tốt hơn bạn nghĩ. Với máy in được tinh chỉnh kỹ lưỡng, bạn có thể in được nhịp nối với khoảng cách đáng ngạc nhiên. Tuy nhiên, vấn đề cần lưu ý là khi máy in gặp khó khăn trong việc in nhịp nối ngay cả với khoảng cách ngắn.
Dấu hiệu rõ ràng nhất là khi máy in không thể in nhịp nối thành công trên khoảng cách từ 1 đến 3 cm. Lớp nhựa in ra quá mỏng, bị chảy xệ xuống hoặc chảy dọc theo chiều cao của nhịp nối thay vì tạo thành mặt ngang.
Điều gì gây ra sự cố in 3D này?
Thông thường, việc xác định nguyên nhân lỗi in nhịp khá dễ dàng dựa vào hình dạng của nhịp nối bị hỏng.
Ngoài ra, cách thức xử lý in nhịp giữa các phần mềm cắt lát khác nhau cũng rất khác biệt. Ví dụ, Simplify3D có tùy chọn “Bridge” đặc biệt giúp điều chỉnh lưu lượng vật liệu và làm mát để đạt hiệu quả tốt nhất.
Trường hợp 1: Khoảng cách nhịp quá lớn
Đây là lỗi thường gặp nhất. Khoảng cách tối đa để in nhịp phụ thuộc vào từng loại máy in và vật liệu. Dấu hiệu nhận biết là sợi nhựa bị chảy xệ ở giữa hoặc đổ do khoảng cách nhịp quá lớn.
Trường hợp 2: Quạt gió làm mát không đủ
Filament cần được làm mát nhanh chóng để có thể tạo giữa hai cột trụ. Dấu hiệu nhận biết: nếu quạt gió hoạt động không đủ mạnh, nhịp nối sẽ bị yếu và dễ đổ.
Trường hợp 3: Tốc độ in quá nhanh
Tốc độ di chuyển của đầu in quá nhanh sẽ gây ra rung động, khiến filament không kịp đông cứng và dẫn đến nhịp nối bị hỏng.
Trường hợp 4: Nhiệt độ in quá cao
Nhiệt độ in quá cao khiến filament bị chảy xệ, dẫn đến lỗi in nhịp. Dấu hiệu nhận biết: độ dày của sợi nhựa in ra không đều.
Khắc phục sự cố máy in 3D: Cầu nối lộn xộn
KIỂM TRA KHẢ NĂNG KẾT NỐI
In thử một mẫu gồm các cột trụ và nhịp nối với khoảng cách khác nhau để kiểm tra khả năng in nhịp của máy in. Bắt đầu với khoảng cách 5cm và tăng dần. Khoảng cách lý tưởng thường nằm trong khoảng 5-10cm, 15cm là trường hợp ngoại lệ.
THÊM HỖ TRỢ
Đây là cách sửa lỗi nhanh chóng và dễ dàng. Thêm các cấu trúc hỗ trợ bên dưới phần nhịp nối.
TĂNG TỐC ĐỘ QUẠT
Tăng tốc độ quạt gió để làm mát filament nhanh chóng. Filament đông cứng càng nhanh thì nhịp nối có thể tạo ra càng lớn.
GIẢM TỐC ĐỘ ĐÙN
Ép đùn nhanh là điều tuyệt đối không nên khi nói đến việc in nhịp, bạn cần chậm và ổn định vì filament có đủ thời gian đông cứng khi tạo nhịp nối.
SỬ DỤNG SIMPLIFY3D
Phần mềm in 3D chuyên dụng Simplify3D có tính năng hỗ trợ in nhịp. Nó sẽ tự động nhận dạng các vùng cần làm mát nhiều hơn và giảm tốc độ in để đạt hiệu quả tốt nhất.
4. Sự cố máy in 3d FDM: Các vấn đề khác
Bản in bị kẹt ở bàn in

Tại sao xuất hiện lỗi in 3d này?
Bản in 3D bị dính quá chặt vào bàn in, khó hoặc không thể gỡ bỏ. Đây là vấn đề thường gặp, đôi khi đi kèm với lỗi bản in không bám dính. Vấn đề chính nằm ở sự cân bằng giữa lực bám dính và tách rời giữa vật liệu in và bàn in.
Dấu hiệu nhận biết: Sau khi in xong, bạn hoàn toàn không thể gỡ bỏ bản in khỏi bàn in. Nó dính chặt đến mức có thể nhấc cả máy in lên theo bản in (mặc dù không nên thử nghiệm điều này).
Điều gì gây ra sự cố in 3D này?
Trường hợp 1: Tính chất của filament
Filament được thiết kế để có độ dính khi còn nóng để các lớp in kết dính với nhau. Bàn in được làm ấm để giúp lớp filament tiếp xúc dính nhẹ cho đến khi nguội hoàn toàn.
Trường hợp 2: Diện tích tiếp xúc
Bản in có diện tích tiếp xúc lớn trực tiếp với bàn in sẽ khó gỡ bỏ hơn. Diện tích tiếp xúc rộng tạo lực giống như hút chân không giữa bản in và bàn in.
Trường hợp 3: Bàn in cũ
Bàn in cũ thường có bề mặt nhiều vết keo hoặc lỗ nhỏ trên kính, tạo ra các điểm bám dính cho bản in. Theo thời gian, những vết tích này có thể tạo thành liên kết gần như không thể phá vỡ.
- Bàn in dạng lưới (perforated print platforms) cũng là loại bàn in khiến bản in khó gỡ bỏ nhất.
Khắc phục sự cố máy in 3D: Bản in bị kẹt ở bàn in
Trường hợp 4: Filament giá rẻ
Filament giá rẻ cũng có thể là thủ phạm gây ra tình trạng dính chặt vào bàn in. Loại filament này mặc dù nóng chảy tốt nhưng không luôn đông cứng hoàn toàn.
SỬ DỤNG DAO SỦI NHỰA
Nhiều máy in 3D đi kèm với dao palet, nhưng bạn cũng có thể tìm thấy dao palet tại các cửa hàng kim khí uy tín. Nếu bạn đã để bản in trong một giờ và bản in vẫn bị dính chặt, hãy tháo khay in khỏi máy in và đặt nó lên bàn với một vật gì đó để đỡ đế in từ phía sau. Tốt nhất là một bức tường. Sau đó, sử dụng dao một cách cẩn thận để di chuyển xung quanh mép và nạy bản in ra.
VỆ SINH BÀN IN
Mẹo này có thể không giúp ích cho bản in hiện tại, nhưng nếu bàn in của bạn bị bám đầy keo thì có lẽ đã đến lúc bạn cần vệ sinh nó. Các bản in trong tương lai có thể không bị dính chặt như vậy. Nếu bản in vẫn bị dính, hãy ngâm nó dưới nước nóng (không sôi) và sử dụng dao palet nhẹ nhàng cạo sạch bất kỳ keo dính bề mặt nào. Việc ngâm bản in trong nước nóng thường sẽ giúp bản in bong ra, nhưng hãy lưu ý chỉ áp dụng mẹo này cho các bề mặt bàn in có thể tháo rời.
CHO BẢN IN VÀO LÒ NƯỚNG
Có những lúc nước nóng không thể làm bản in bong ra, nếu bạn có bàn in bằng kính hoặc vật liệu chịu nhiệt khác không có nhựa hoặc thiết bị điện tử gắn liền và có thể tháo rời khỏi máy in, hãy cho nó vào lò nướng. Đặt nhiệt độ ở 100º C và sau đó sử dụng dao palet để xem bạn có thể di chuyển bản in hay không. Nếu không, hãy tăng nhiệt độ lên 120º C và để trong năm phút, sau đó thử lại. Tăng nhiệt độ cho đến khi bạn tháo được bản in hoặc bản in bị chảy ra và có thể cạo sạch (đảm bảo đeo găng tay chịu nhiệt). Việc làm cực đoan này có thể sẽ khiến bạn phải hy sinh bản in của mình.
KHÔNG SỬ DỤNG FILAMENT RẺ TIỀN
Về nhiều mặt, filament giá rẻ là một sự tiết kiệm giả tạo. Nó có thể dính vào bàn in của bạn theo những cách mà không vật liệu nào khác do con người tạo ra có thể, và hoàn toàn phù hợp để hàn đầu in và bộ đùn lại với nhau sau khi nguội. Cách duy nhất thực sự để tránh vấn đề này là hoàn toàn tránh xa các loại filament giá rẻ.
TẠO MỘT SỐ LỖ
Điều này đòi hỏi một chút tầm nhìn xa, nhưng bằng cách tạo ra một vài lỗ trên thiết kế của đế in, bạn có thể tránh được một số vết dính do bề mặt tiếp xúc và hút quá nhiều.
5. Sự cố máy in 3D Resin SLA: Không thể in được
Nhựa quá lạnh

Tại sao xuất hiện lỗi in 3d này?
Nhiệt độ phòng đóng vai trò quan trọng trong quá trình in SLA, tương tự như nhựa in 3D FDM.
Nhiệt độ phòng quá lạnh: Nhựa resin sẽ khó đông cứng hoàn toàn, dẫn đến bản in không hoàn thiện. Độ bám dính giữa vật liệu in và bàn in sẽ kém đi.
Điều gì gây ra sự cố in 3D này?
Mặc dù lý do chính xác tại sao nhiệt độ phòng ảnh hưởng đến quá trình in SLA vẫn chưa được giải thích rõ ràng trên internet, nhưng dựa trên kinh nghiệm thực tế, chúng ta biết rằng nhiệt độ phòng quá thấp là một trong những nguyên nhân phổ biến khiến bản in resin bị lỗi.
Một số loại nhựa resin yêu cầu nhiệt độ môi trường xung quanh in lên tới 25-30 độ C để hoạt động hiệu quả.
Khắc phục sự cố máy in 3D: Nhựa quá lạnh
DI CHUYỂN MÁY IN ĐẾN PHÒNG ẤM HƠN
Đây là cách đơn giản nhất để khắc phục sự cố. Chọn phòng có nhiệt độ cao hơn, gần nguồn nhiệt (như lò sưởi) để đạt được nhiệt độ thích hợp cho nhựa resin đông cứng thành “trạng thái xanh” (đông cứng nhưng chưa hoàn toàn rắn).
SỬ DỤNG THIẾT BỊ GIA NHIỆT CHO BUỒNG IN
Hiện tại chưa có nhiều thiết bị gia nhiệt chuyên dụng cho máy in SLA. Giải pháp thay thế là sử dụng bộ gia nhiệt cho tủ ấm (incubator heating kit), Bạn có thể mua bộ gia nhiệt này với giá khoảng 50 đô la, bao gồm: Máy sưởi, Quạt gió, Bộ điều nhiệt, Nguồn điện. Đây là giải pháp tiết kiệm và hiệu quả để duy trì nhiệt độ ổn định trong buồng in SLA.
In quá nhanh

Tại sao xuất hiện lỗi in 3d này?
Trong in 3D SLA, nguồn ánh sáng UV, điển hình là tia laser, làm cứng nhựa photopolymer. Giống như phim ảnh đòi hỏi lượng ánh sáng tiếp xúc đáng kể để chụp được hình ảnh, nhựa cũng phải được tiếp xúc với lượng tia UV thích hợp trước khi cứng lại.
Điều gì gây ra sự cố in 3D này?
Việc thiếu sáng, có thể là do tia laze di chuyển quá nhanh hoặc do tia laze không đủ công suất (mà chúng tôi đề cập bên dưới), sẽ dẫn đến không in được gì hoặc bản in yếu không đủ cứng để chịu được lực gỡ của máy.
Khắc phục sự cố máy in 3D: In quá nhanh
GIẢM TỐC ĐỘ IN
Trong cài đặt phần mềm cắt lớp (slicing settings) của máy in SLA, bạn có thể giảm tốc độ in. Kiểm tra nhiệt độ nhựa resin trước tiên. Nhiều sự cố in yếu hoặc không in được thường do nhiệt độ nhựa không phù hợp. Vì vậy, hãy kiểm tra nhiệt độ trước khi giảm tốc độ in.
Laser yếu
Tại sao xuất hiện lỗi in 3d này?
Giống như việc in quá nhanh có thể làm cho nhựa bị thiếu sáng, việc sử dụng tia laser công suất thấp cũng có thể xảy ra.
Điều gì gây ra sự cố in 3D này?
Ánh sáng UV từ laser kích hoạt phản ứng hóa học, liên kết các phân tử nhựa lại với nhau, tạo thành khối rắn chắc. Nếu công suất laser quá yếu, năng lượng chiếu tia UV không đủ để làm đông cứng hoàn toàn nhựa resin.
Khắc phục sự cố máy in 3D: Laser không đủ năng lượng
TĂNG CÔNG SUẤT LASER
Nếu cài đặt máy in cho phép (như Peopoly Moai), bạn có thể tăng dần từng chút một công suất laser để tìm ra mức phù hợp với loại nhựa và tốc độ in đang sử dụng.
LƯU Ý QUAN TRỌNG: Không nên vội vàng tăng công suất laser ngay lập tức khi gặp vấn đề in ấn. Đây nên là giải pháp cuối cùng được thử bởi:
- Tăng công suất laser quá cao có thể gây ra hiệu ứng “blooming” trên bản in – làm các vùng xung quanh điểm in chính bị rò rỉ sang, dẫn đến bề mặt in lộn xộn.
- Tăng công suất laser quá cao cũng có thể làm hỏng lớp trung gian bên trong thùng chứa nhựa của máy in.
Mặc dù các loại nhựa khác nhau có thể yêu cầu công suất laser khác nhau so với mặc định của máy, nhưng hãy thử các giải pháp khác trước (trừ khi có cài đặt được nhà sản xuất nhựa/máy in khuyến nghị).
6. Sự cố máy in 3D Resin SLA: Các lỗi bàn in
Bản in không bám dính vào bàn in
Tại sao xuất hiện lỗi in 3d này?
Trong in 3D SLA, đế đỡ của bạn không dính vào bàn in. Hiện tượng này có thể là đế đỡ bong ra một phần hoặc bong hoàn toàn và trôi nổi trong thùng chứa nhựa resin.
Điều gì gây ra vấn đề in 3D này?
Trường hợp 1: Lực gỡ lớp (peel force)
Trong in 3D SLA theo kiểu in từ dưới lên (bottom-down), lực gỡ lớp là lực hút tác động lên bản in mỗi khi bàn in và đáy thùng chứa nhựa tách ra để định vị lại cho lớp in kế tiếp. Tùy thuộc vào cơ chế hoạt động của máy in, bạn có thể áp dụng một số mẹo để giảm thiểu lực này.
Trường hợp 2: Chuẩn bị bàn in
Bàn in cần được chuẩn bị phù hợp để đảm bảo độ bám dính giữa đế đỡ và bàn in. Đối với máy in SLA theo kiểu in từ dưới lên, in trên bàn in kim loại phẳng, độ bám dính sẽ tốt hơn khi bề mặt bàn in được tạo nhám hoặc hơi sần.
Trường hợp 3: Lớp trung gian (interfacing layer)
Lớp trung gian trong thùng chứa nhựa resin có thể bị “bóng mờ” (ghosting), ảnh hưởng đến khả năng chiếu tia laser làm đông cứng nhựa resin.
Trường hợp 4: Nhiệt độ nhựa resin
Nhiệt độ nhựa resin không đủ ấm có thể là thủ phạm chính. Mặc dù lúc đầu in vẫn ổn, nhưng khi quá trình in diễn ra và mực nước nhựa giảm, nhiệt độ dao động nhẹ có thể khiến nhựa ngừng đông cứng, dẫn đến đế đỡ bong khỏi bàn in.
Khắc phục sự cố máy in 3D: Bản in không bám dính vào tấm in
LỰC GỠ LỚP
Máy in SLA theo kiểu in từ dưới lên (bottom-down) thường sử dụng bồn chứa nhựa resin nghiêng để giảm lực gỡ lớp. Lực gỡ lớp tác động lên bàn in mỗi khi tách ra để định vị lại lớp in kế tiếp. Lực này mạnh ở một số vùng và yếu ở những vùng khác trên bàn in.
Giải pháp: Đặt đế đỡ ở vùng bàn in có lực gỡ lớp yếu hơn. Điều này giúp cải thiện độ bám dính và giảm thiệt hại cho các chi tiết cao cần in hổng hoặc dùng đế đỡ.
MẶT PHẲNG IN
Bàn in cần được chuẩn bị đúng cách để đảm bảo độ bám dính. Đối với máy in SLA theo kiểu in từ dưới lên, in trên bàn kim loại phẳng, độ bám dính sẽ tốt hơn khi bề mặt bàn in được tạo nhám nhẹ.
Giải pháp: Tìm kiếm hướng dẫn cân bằng mặt phẳng in (bed leveling) cho máy in của bạn và thực hiện theo hướng dẫn.
NHIỆT ĐỘ NHỰA RESIN
Nhiệt độ nhựa resin không đủ ấm có thể khiến nhựa đông cứng không hoàn toàn, dẫn đến bong tróc.
Giải pháp: Kiểm tra nhiệt độ phòng và nhựa resin. Đảm bảo nhiệt độ phù hợp theo yêu cầu của loại nhựa đang sử dụng. Nếu cần, hãy đặt máy in SLA sang phòng ấm hơn.
KIỂM TRA LỚP TRUNG GIAN THÙNG NHỰA
Lớp trung gian có thể bị “bóng mờ” (ghosting) theo thời gian, ảnh hưởng đến khả năng chiếu tia laser làm đông cứng nhựa resin.
Giải pháp:
- Tự thay thế lớp trung gian bằng vật liệu mới (như Solaris Silicone).
- Mua lớp trung gian mới từ nhà sản xuất.
- Thay thế thùng chứa nhựa resin mới.
- Nếu không thể thay thế, hãy đặt đế đỡ ở những vùng không bị hư hại trên mặt lớp trung gian.
LỌC NHỰA CỦA BẠN
Các mảnh nhựa đông cứng nhỏ có thể trôi nổi trong thùng chứa nhựa, cản trở tia laser chiếu sáng.
Giải pháp: Lọc nhựa resin sau mỗi lần in để loại bỏ các mảnh vụn và làm sạch đáy thùng chứa.
TRỘN LẠI NHỰA CỦA BẠN
Ngược lại với việc lọc nhựa, nếu bạn để máy in không hoạt động vài ngày, nhựa resin có thể lắng xuống. Điều này có thể dẫn đến in không đều.
Giải pháp: Khuấy đều lại nhựa resin trước khi in để tránh tình trạng lắng đọng.
CHÀ NHÁM BÀN IN CỦA BẠN
Bàn in quá trơn có thể khiến đế đỡ khó bám dính.
Giải pháp: Nhẹ nhàng chà nhám bàn in với giấy nhám trung bình. Sau đó vệ sinh sạch sẽ bàn in để loại bỏ các hạt mài mòn.
Một phần của bản in/Support bị tách ra hoặc di chuyển

Tại sao xuất hiện lỗi in 3D này?
Trong quá trình in, một mảnh nhựa resin đã đông cứng bị dịch chuyển. Mảnh nhựa này có thể bong ra hoàn toàn hoặc chỉ dịch chuyển một phần đủ để làm hỏng các bộ phận khác của bản in.
Điều gì gây ra vấn đề in 3D này?
Trường hợp 1. Hướng in không phù hợp:
Mẫu in được định hướng không chính xác để chịu lực gỡ lớp. Lực gỡ lớp tác động lên bản in trong quá trình tách ra để định vị lớp in kế tiếp. Hướng in không phù hợp có thể khiến các bộ phận hoặc đế đỡ bị tách ra, dịch chuyển và in các lớp tiếp theo lên mặt phẳng bên trong thùng chứa thay vì trên chính bản in, dẫn đến hỏng cả bản in.
Trường hợp 2. Đế đỡ không đủ vững chắc:
Mẫu in được định hướng chính xác nhưng đế đỡ không đủ cứng cáp để chịu lực tác động.
Trường hợp 3. Mặt cắt ngang bản in quá lớn:
Mẫu in có mặt cắt ngang quá lớn, tạo ra lực gỡ lớp quá mạnh hoặc (nếu rỗng) không đủ lỗ thoát khí, dẫn đến “nổ” trong thùng chứa (thuật ngữ chính xác nhưng không quá nghiêm trọng).
Khắc phục sự cố máy in 3D: Một phần bản in/Support bị tách ra hoặc di chuyển
KHOÉT RỖNG BẢN IN LỚN VÀ THÊM LỖ THOÁT KHÍ
Đối với các mẫu in có diện tích bề mặt lớn, hãy khoét rỗng chúng (và thêm lỗ thoát khí) nếu có thể. Điều này giúp giảm lực gỡ lớp và tránh kéo rách bản in.
Lưu ý: cần thêm lỗ thoát khí để tránh nhựa rắn bên trong và lãng phí vật liệu.
ĐẾ ĐỠ VỮNG CHẮC HƠN
Nếu mô hình của bạn có thể in tốt nhưng bạn nghi ngờ lực gỡ lớp là nguyên nhân gây ra các bản in không thành công, thì bước tiếp theo mà chúng tôi đề xuất là tăng cường độ vững chắc của đế đỡ. Tăng độ dày đầu đế đỡ tiếp xúc với bản in và thêm các thanh chống đỡ nếu cần.
Bạn cũng có thể cân nhắc việc bổ sung thêm nhiều đế đỡ hơn nếu chấp nhận mất thời gian xử lý sau in.
KIỂM TRA VÀ CỐ ĐỊNH ĐẾ IN
Bạn hãy đảm bảo đế in được cố định chắc chắn. Nếu đế in lỏng lẻo có thể khiến các lớp in bị lệch và tách rời.
XOAY CHỈNH HƯỚNG IN
Xoay chỉnh hướng in có thể cải thiện chất lượng bản in, giảm thiệt hại cho thùng chứa và tăng tỉ lệ thành công.
Lưu ý các yếu tố sau khi định hướng:
- Vị trí đặt in: Lực gỡ lớp có thể thay đổi tùy theo vị trí trên bàn in. Đặt mẫu in ở vùng lực gỡ lớp yếu hơn.
- Hỗ trợ phần nhô (Support overhangs): Các phần nhô yêu cầu đế đỡ để in thành công. Điều chỉnh góc nghiêng của mẫu in để giảm thiệt độ nhô và loại bỏ bớt nhu cầu sử dụng đế đỡ.
- Điểm nhọn (Minimum Points): Điểm nhọn là các phần tách biệt của bản in, không liền mạch với phần còn lại. Ví dụ như đầu ngón tay khi in người đứng thẳng. Các điểm nhọn cần đế đỡ, nếu không chúng sẽ bị bong ra và trôi nổi trong thùng chứa. Xoay chỉnh hướng in (ví dụ như in người úp ngược) có thể loại bỏ các điểm nhọn.
- Hiệu ứng “bát úp” (Cupping): Các mô hình rỗng lớn có thể tạo ra lực gỡ lớp quá mạnh.
- Điều chỉnh góc in để giảm thiểu hiệu ứng “bát úp”.
- Hoặc thêm lỗ thoát khí vào mô hình để nhựa thoát ra sau mỗi lớp in.
7. Sự cố máy in 3D Resin SLA: Bản in không đảm bảo
Các Lớp Đã Tách Ra

Tại sao xuất hiện lỗi in 3D này?
Trong quá trình in 3D SLA, một số vùng trên bản in bị bong tróc, các lớp in không liên kết tốt hoặc thậm chí không liên kết với nhau.
Điều gì gây ra sự cố in 3D này?
Trường hợp 1: Hướng in không phù hợp
- “Minima” là các chi tiết nhỏ tách biệt, in riêng lẻ từng lớp và không dính vào phần chính của bản in.
- Hướng in không phù hợp khiến các chi tiết “minima” không được hỗ trợ và bị bong tróc.
- Giải pháp: Sử dụng đế đỡ cho tất cả các góc nhọn và chi tiết tách biệt của bản in.
Trường hợp 2: Vụn nhựa, nhựa trộn không đều và lớp “bóng mờ” (ghosting)
- Vụn nhựa, nhựa trộn không đều và lớp “bóng mờ” trên thùng chứa nhựa resin có thể gây ra delamination.
- Giải pháp:
- Lọc nhựa resin để loại bỏ các mảnh vụn.
- Khuấy đều nhựa resin trước khi in để đảm bảo hỗn hợp đồng nhất.
- Thay thế lớp trung gian trong thùng chứa nhựa resin nếu bị “bóng mờ”.
Trường hợp 3: Rửa lâu trong IPA (rửa sau in)
- Đối với vật liệu có liên kết lớp yếu, việc ngâm quá lâu trong IPA (dung dịch Isopropyl Alcohol) để rửa sau in có thể làm bong tróc các lớp.
- Giải pháp: Kiểm tra thời gian rửa khuyến nghị cho loại nhựa resin đang sử dụng và tránh ngâm quá lâu.
Khắc phục sự cố máy in 3D: Các lớp đã tách ra
SỬ DỤNG ĐẾ ĐỠ (SUPPORT)
“Minima” là các chi tiết nhỏ tách biệt, in riêng lẻ từng lớp và không dính vào phần chính của bản in. Sử dụng đế đỡ cho tất cả các góc nhọn và chi tiết tách biệt của bản in để tránh delamination.
KIỂM TRA ĐƯỜNG ĐI CỦA TIA LASER CÓ RÕ RÀNG KHÔNG
Lọc nhựa resin để loại bỏ các mảnh vụn (resin comb hoặc đổ qua bộ lọc). Khuấy đều nhựa resin trước khi in. Thay thế lớp trung gian trong thùng chứa nhựa resin nếu bị “bóng mờ” (ghosting).
KHÔNG NGÂM CÁC BỘ PHẬN TRONG IPA QUÁ LÂU
Đối với vật liệu có liên kết lớp yếu, việc ngâm quá lâu trong IPA (dung dịch Isopropyl Alcohol) để rửa sau in có thể làm bong tróc các lớp. Kiểm tra thời gian rửa khuyến nghị cho loại nhựa resin đang sử dụng và tránh ngâm quá lâu.
Resin thừa xuất hiện trên mẫu (Ragging)

Tại sao xuất hiện lỗi in 3D này?
Trong quá trình in 3D SLA, các mảnh nhựa resin đã đông cứng xuất hiện trên bản in, tạo ra bề mặt sần sùi và các chi tiết thừa không có trong thiết kế.
Nguyên nhân gây ra sự cố in 3D này?
Nguyên nhân có thể gây ra những vết bong tróc không mong muốn này trong bản in của bạn là do đường quang không rõ ràng. Đôi khi tia laser có thể bị khuếch tán, “rò rỉ” ra nhựa ngoài vị trí mà nó được cho là đã định hình.
Nhựa lắng, nhựa bị vấy bẩn bởi các hạt lớn từ các bản in trước hoặc các mặt phẳng bị nhòe hoặc bẩn giữa tia laser và nhựa cũng có thể góp phần gây ra vấn đề.
Khắc phục sự cố khi in 3D: Ragging
LỌC NHỰA CỦA BẠN
Các mảnh nhựa resin từ bản in trước đó lẫn vào thùng chứa có thể dính vào bản in mới, tạo ra bề mặt sần sùi. Lọc nhựa resin qua bộ lọc giấy hoặc lưới để loại bỏ các mảnh vụn nhựa đông cứng từ các bản in trước.
TRỘN NHỰA CỦA BẠN
Nếu nhựa resin để yên trong vài ngày, các hạt sắc tố có thể lắng xuống, tạo thành lớp dày hơn so với photopolymer. Khuấy đều nhựa resin trước khi in để đảm bảo hỗn hợp đồng nhất giữa sắc tố và photopolymer. Kiểm tra xem có vệt màu nào trong khi khuấy không, nếu không còn vệt màu thì nghĩa là nhựa đã được trộn đều.
ĐƯỜNG DẪN TIA LASER BỊ BẨN
Bụi, dấu vân tay hoặc các chất bẩn khác trên đường dẫn tia laser có thể làm nhiễu tia laser và gây ra bề mặt in sần sùi.Vệ sinh cửa sổ trong suốt bảo vệ laser/galvanometer (nếu máy in cho phép) để loại bỏ.
Chi tiết đẹp của bản in bị mất

Tại sao xuất hiện lỗi in 3D này?
Các tính năng nhỏ của mô hình in không chính xác về kích thước thực tế, thậm chí có thể biến mất hoàn toàn. Các chi tiết nhỏ bị mất độ sắc nét, trông mờ nhạt và không còn rõ ràng.
Điều gì gây ra sự cố in 3D này?
Mỗi máy in 3D SLA có giới hạn độ phân giải chi tiết nhất định. Mặc dù máy in resin hiện đại có độ phân giải rất cao, bạn cần đảm bảo mẫu in không vượt quá khả năng của máy.
Trường hợp 1. Thiếu hổng (Underexposure): Thời gian chiếu sáng không đủ để in chính xác các chi tiết nhỏ.
- Các chi tiết nhỏ như chốt có thể bị mất hoặc quá yếu sau khi rửa trong IPA.
Trường hợp 2. Thừa sáng (Overexposure): Thời gian chiếu sáng quá lâu làm nhựa resin đông cứng nhiều hơn mức cần thiết.
- Làm mất các cạnh sắc nét, lỗ nhỏ và rãnh nhỏ.
- Nhựa resin đông cứng không hoàn toàn bám trên bản in sau khi rửa trong IPA cũng là dấu hiệu của việc thừa sáng.
Giải pháp:
Điều chỉnh thời gian chiếu sáng từng lớp để tìm ra thời gian tối ưu, đảm bảo bản in chính xác nhất có thể. Bạn có thể điều chỉnh thông số này trong phần mềm hoặc trực tiếp trên máy in.
Khắc phục sự cố khi in 3D: Chi tiết đẹp của bản in bị mất
CANH CHỈNH MÁY IN
Sử dụng các tệp tin hiệu chuẩn có sẵn từ nhà sản xuất máy in/nhựa resin hoặc những người đam mê in 3D để đơn giản hóa quá trình hiệu chỉnh thời gian chiếu sáng từng lớp.
Canh chỉnh máy in là việc cần thiết khi bắt đầu sử dụng máy in 3D mới hoặc khi sử dụng loại nhựa resin mới. Màu sắc (pigment) và các tạp chất khác cũng có thể ảnh hưởng đến thời gian chiếu sáng.








