Chưa có sản phẩm trong giỏ hàng.
Hướng Dẫn Sử Dụng, Tin tức
Chà Nhám Sản Phẩm In 3D Đúng Cách: Cho Nhựa PLA, ABS, PETG và Resin
Dù sử dụng máy in FDM hay resin, rất ít bản in 3D có thể đạt bề mặt hoàn hảo ngay sau khi hoàn thành. Các vân layer, dấu support hay những khuyết điểm nhỏ trong quá trình in đều có thể ảnh hưởng đến tính thẩm mỹ của sản phẩm. Đây cũng là lý do chà nhám trở thành một trong những bước hậu xử lý quan trọng nhất trước khi sơn, phủ bề mặt hoặc sử dụng cho các dự án yêu cầu độ hoàn thiện cao.
Tuy nhiên, mỗi loại vật liệu lại có đặc tính khác nhau. PLA dễ nóng chảy khi ma sát lớn, PETG khá dai và khó mài hơn, trong khi resin lại giòn và dễ mất chi tiết nếu thao tác không đúng cách. Vì vậy, việc lựa chọn đúng loại giấy nhám, cấp độ grit và kỹ thuật chà phù hợp sẽ quyết định đáng kể đến chất lượng thành phẩm.
Trong bài viết này, Meme 3D sẽ hướng dẫn cách chà nhám sản phẩm in 3D theo từng loại vật liệu phổ biến, đồng thời chia sẻ những lưu ý và lỗi thường gặp để giúp bạn đạt được bề mặt mịn đẹp, sẵn sàng cho các bước hoàn thiện tiếp theo.
Chà nhám sản phẩm in 3D là gì?
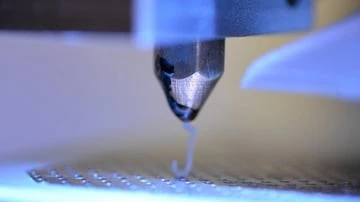
Chà nhám sản phẩm in 3D là quá trình sử dụng giấy nhám hoặc các dụng cụ mài mòn để làm phẳng bề mặt sau khi in. Đây là bước hậu xử lý phổ biến giúp cải thiện tính thẩm mỹ cũng như nâng cao chất lượng hoàn thiện của bản in trước khi đưa vào sử dụng hoặc sơn phủ.
Đối với máy in FDM, bề mặt sản phẩm thường xuất hiện các đường layer do nguyên lý in từng lớp vật liệu. Ngoài ra, những vị trí từng gắn support hoặc phần seam cũng có thể để lại dấu vết. Chà nhám giúp giảm hoặc loại bỏ các khuyết điểm này, mang lại cảm giác bề mặt mịn hơn và đồng đều hơn.
Với máy in resin, bề mặt vốn đã mịn hơn FDM, nhưng người dùng vẫn cần chà nhám để xử lý các điểm tiếp xúc support, các vết in nhỏ hoặc chuẩn bị cho quá trình sơn hoàn thiện.
Nhìn chung, việc chà nhám mang lại nhiều lợi ích như:
- Giảm rõ rệt các đường layer trên bản in.
- Xóa dấu support và các vết nối còn sót lại.
- Cải thiện tính thẩm mỹ và cảm giác cầm nắm.
- Tăng độ bám cho lớp sơn, primer hoặc lớp phủ bảo vệ.
- Chuẩn bị bề mặt cho các phương pháp hoàn thiện như đánh bóng hoặc phủ epoxy.

Tuy nhiên, không phải mọi sản phẩm đều cần chà nhám.
Nếu bản in chỉ phục vụ mục đích thử nghiệm kích thước, kiểm tra lắp ráp hoặc là các chi tiết kỹ thuật không yêu cầu tính thẩm mỹ cao, anh em hoàn toàn có thể bỏ qua bước này để tiết kiệm thời gian. Ngược lại, với mô hình trưng bày, cosplay, tượng trang trí, linh kiện cần sơn hoặc sản phẩm thương mại, chà nhám gần như là bước không thể thiếu để đạt được chất lượng hoàn thiện tốt hơn.
Việc quyết định có chà nhám hay không phụ thuộc vào mục đích sử dụng cuối cùng của bản in cũng như mức độ hoàn thiện mà anh em mong muốn. Trong nhiều trường hợp, chỉ cần đầu tư thêm một chút thời gian cho bước hậu xử lý này cũng có thể tạo ra sự khác biệt rõ rệt về chất lượng thành phẩm.
Trước khi chà nhám cần chuẩn bị gì?
Chuẩn bị đầy đủ dụng cụ và lựa chọn đúng phương pháp ngay từ đầu sẽ giúp quá trình chà nhám diễn ra nhanh hơn, đồng thời hạn chế các lỗi như bề mặt bị xước sâu, mất chi tiết hoặc phải làm lại từ đầu. Dù xử lý bản in PLA, ABS, PETG hay resin, một số dụng cụ cơ bản dưới đây đều rất cần thiết.
Bộ dụng cụ chà nhám cơ bản
Để xử lý hầu hết các sản phẩm in 3D, anh em không cần đầu tư quá nhiều thiết bị chuyên dụng. Một bộ dụng cụ đơn giản thường bao gồm:
- Giấy nhám nhiều cấp độ grit từ thô đến mịn (100-2000 grit) để xử lý từng giai đoạn khác nhau.
- Khối chà nhám (Sanding Block) giúp giữ mặt giấy nhám phẳng, tạo lực đều và hạn chế làm bo các cạnh sắc ngoài ý muốn.
- Miếng bọt biển chà nhám (Sanding Sponge) phù hợp với các bề mặt cong, góc bo hoặc mô hình có nhiều chi tiết.
- Nước sạch hoặc bình xịt nước nếu thực hiện chà nhám ướt.
- Khăn mềm hoặc khăn microfiber để lau sạch bụi giữa các bước chà.
- Bàn chải mềm giúp làm sạch bụi trong các khe nhỏ hoặc chi tiết khó tiếp cận.
- Găng tay và khẩu trang chống bụi, đặc biệt khi xử lý nhiều bản in hoặc chà nhám resin.

Nếu thường xuyên thực hiện hậu xử lý số lượng lớn, anh em có thể sử dụng thêm máy chà nhám mini hoặc máy mài cầm tay với tốc độ thấp. Tuy nhiên, các dụng cụ điện cần được sử dụng cẩn thận vì nhiệt sinh ra có thể làm biến dạng một số loại nhựa như PLA hoặc PETG.
Luôn chà từ giấy nhám thô đến giấy nhám mịn
Một trong những nguyên tắc quan trọng nhất khi chà nhám sản phẩm in 3D là đi theo trình tự từ grit thấp đến grit cao.
Giấy nhám có grit thấp sẽ giúp loại bỏ nhanh các đường layer, dấu support hoặc các vết lồi trên bề mặt. Sau đó, các cấp grit mịn hơn sẽ dần xóa các vết xước do bước trước để lại và làm bề mặt trở nên đồng đều hơn.
Ví dụ, nếu bắt đầu với giấy nhám 120 grit, anh em nên chuyển lần lượt sang 220, 400, 600 rồi mới đến 1000 grit hoặc cao hơn nếu cần đánh bóng. Việc bỏ qua quá nhiều cấp grit, chẳng hạn từ 120 lên thẳng 800 grit, thường khiến các vết xước sâu vẫn còn tồn tại và rất khó xử lý ở những bước sau.
Thực hiện đúng trình tự không chỉ giúp bề mặt đẹp hơn mà còn tiết kiệm thời gian so với việc phải chà đi chà lại nhiều lần.
Làm sạch bề mặt giữa mỗi cấp grit
Đây là thao tác đơn giản nhưng thường bị bỏ qua.
Sau mỗi lần đổi giấy nhám, anh em nên dùng khăn ẩm hoặc bàn chải mềm để loại bỏ bụi nhựa còn bám trên bề mặt. Nếu để các hạt bụi từ giấy nhám thô tiếp tục ma sát ở bước grit mịn hơn, chúng có thể tạo thêm các vết xước mới, khiến bề mặt khó đạt độ mịn như mong muốn.
Đối với chà nhám ướt, hãy thay nước hoặc rửa sạch giấy nhám định kỳ để tránh bụi nhựa tích tụ làm giảm hiệu quả mài.
Những lưu ý an toàn khi chà nhám
Mặc dù đây là một công đoạn khá đơn giản, chà nhám vẫn cần được thực hiện đúng cách để đảm bảo an toàn cho người dùng và tránh làm hỏng bản in.
Một số lưu ý quan trọng gồm:
- Đeo khẩu trang khi chà nhám khô để hạn chế hít phải bụi nhựa, đặc biệt với ABS hoặc resin.
- Không tạo lực quá mạnh, vì ma sát lớn có thể sinh nhiệt làm PLA và PETG bị bết hoặc biến dạng.
- Giữ đều tay, tránh tập trung chà quá lâu vào một vị trí khiến bề mặt bị lõm hoặc mất chi tiết.
- Cẩn thận với các chi tiết mỏng, như cánh mô hình, thanh chống hoặc các góc nhỏ, vì chúng dễ bị gãy hoặc mòn quá mức.
- Làm việc ở nơi thông thoáng và vệ sinh khu vực sau khi hoàn thành để hạn chế bụi nhựa phát tán.
Chuẩn bị đúng dụng cụ và tuân thủ những nguyên tắc cơ bản sẽ giúp việc chà nhám trở nên dễ dàng hơn, đồng thời tạo nền tảng để xử lý hiệu quả từng loại vật liệu.
Cách chà nhám PLA
PLA là vật liệu phổ biến nhất trong in 3D FDM nhờ khả năng in ổn định, ít cong vênh và dễ sử dụng. Đây cũng là loại nhựa tương đối dễ chà nhám, giúp cải thiện đáng kể bề mặt bản in chỉ sau vài bước xử lý. Tuy nhiên, PLA có khả năng chịu nhiệt không cao nên nếu thao tác không đúng cách, bề mặt rất dễ bị bết hoặc biến dạng do ma sát.
Hiểu được đặc tính của PLA sẽ giúp bạn lựa chọn đúng cấp giấy nhám và kỹ thuật phù hợp để đạt hiệu quả tốt nhất.

Đặc điểm của PLA khi chà nhám
So với ABS hay PETG, PLA có độ cứng khá cao nhưng lại mềm nhanh khi nhiệt độ tăng lên. Trong quá trình chà nhám, nhiệt sinh ra từ ma sát có thể khiến bề mặt bị bóng cục bộ, xuất hiện các mảng nhựa bết hoặc làm mất chi tiết nhỏ.
Ngoài ra, nếu bản in được thiết lập với chiều cao layer lớn (0,24mm hoặc 0,28mm), việc loại bỏ hoàn toàn các đường layer sẽ cần nhiều thời gian hơn so với các bản in có layer mỏng.
Để hạn chế những vấn đề này, bạn nên:
- Chà với lực vừa phải và đều tay.
- Không tập trung quá lâu vào một vị trí.
- Thường xuyên kiểm tra bề mặt sau mỗi vài lần chà.
- Ưu tiên chà nhám ướt ở các bước grit mịn để giảm nhiệt và hạn chế bụi.
Quy trình chà nhám PLA theo từng cấp grit
Một quy trình phổ biến khi xử lý PLA có thể tham khảo như sau:
Bước 1: 120-150 grit
Đây là giai đoạn loại bỏ nhanh các đường layer lớn, dấu support hoặc các gờ thừa sau khi in.
Ở bước này, anh em chỉ nên tập trung xử lý những khu vực thực sự cần thiết. Nếu chà quá mạnh hoặc quá lâu, bề mặt có thể bị lõm và khó khôi phục ở các bước sau.
Bước 2: 220-320 grit
Sau khi các khuyết điểm lớn đã được loại bỏ, anh em cần chuyển sang giấy nhám mịn hơn để xóa các vết xước do giấy nhám thô để lại.
Đây cũng là bước giúp bề mặt bắt đầu trở nên đồng đều hơn. Anh em nên chà theo các chuyển động ngắn, nhẹ và thay đổi hướng chà để tránh tạo ra các vệt xước cùng chiều.
Bước 3: 400-600 grit
Ở giai đoạn này, mục tiêu không còn là loại bỏ vật liệu mà là tinh chỉnh bề mặt.
Nếu có điều kiện, anh em nên bắt đầu chuyển sang chà nhám ướt. Nước sẽ giúp giảm nhiệt sinh ra do ma sát, đồng thời cuốn trôi bụi nhựa, giúp giấy nhám hoạt động hiệu quả hơn và hạn chế hiện tượng PLA bị bết.
Sau bước này, bề mặt thường đã đủ mịn cho nhiều ứng dụng thông thường.
Bước 4: 800-1000 grit hoặc cao hơn
Nếu sản phẩm cần sơn, phủ bóng hoặc trưng bày, anh em có thể tiếp tục với các cấp giấy nhám từ 800 đến 1000 grit, thậm chí 1500 hoặc 2000 grit nếu muốn đạt độ mịn cao hơn.
Việc chà ở các cấp grit này chủ yếu giúp loại bỏ những vết xước rất nhỏ còn sót lại, tạo nền bề mặt đồng đều trước khi sơn hoặc phủ lớp hoàn thiện.
Khi nào nên chà nhám ướt?
Đối với PLA, chà nhám ướt thường phát huy hiệu quả rõ rệt từ khoảng 400 grit trở lên.
So với chà khô, phương pháp này mang lại nhiều lợi ích:
- Giảm nhiệt sinh ra khi ma sát.
- Hạn chế hiện tượng nhựa bị mềm hoặc bết.
- Giảm lượng bụi nhựa phát tán.
- Giúp giấy nhám ít bị bám mùn nhựa, duy trì hiệu quả mài lâu hơn.
- Tạo bề mặt đồng đều và mịn hơn.
Trong quá trình chà nhám ướt, anh em chỉ cần làm ẩm giấy nhám hoặc bề mặt bản in, không cần ngâm sản phẩm trong nước quá lâu.
Chuẩn bị PLA trước khi sơn hoặc phủ primer
Sau khi hoàn thành quá trình chà nhám, hãy dùng khăn mềm hoặc khí nén để làm sạch toàn bộ bụi còn bám trên bề mặt.
Nếu mục tiêu là sơn màu, việc sử dụng primer hoặc filler primer sẽ giúp che lấp các đường layer rất nhỏ mà giấy nhám chưa thể xử lý hết. Sau khi lớp primer khô, anh em có thể chà nhẹ lại bằng giấy nhám mịn (khoảng 800-1000 grit) trước khi sơn phủ màu.
Với những mô hình yêu cầu độ hoàn thiện cao như tượng, cosplay hay sản phẩm trưng bày, việc kết hợp giữa chà nhám và primer thường mang lại hiệu quả tốt hơn so với chỉ chà nhám đơn thuần.
Nhìn chung, PLA là loại vật liệu khá “dễ tính” trong quá trình hậu xử lý. Chỉ cần thực hiện đúng thứ tự grit, kiểm soát lực tay và hạn chế sinh nhiệt, anh em có thể cải thiện đáng kể chất lượng bề mặt bản in mà không cần đến các phương pháp xử lý phức tạp.
Cách chà nhám ABS
ABS là một trong những vật liệu FDM được sử dụng phổ biến trong các ứng dụng kỹ thuật nhờ độ bền cơ học, khả năng chịu va đập và chịu nhiệt tốt hơn PLA. Chính đặc tính này cũng giúp ABS dễ xử lý trong quá trình hậu kỳ, đặc biệt là chà nhám và đánh bóng.
So với PLA, ABS ít bị biến dạng bởi nhiệt sinh ra do ma sát nên người dùng có thể chà nhám hiệu quả hơn. Tuy nhiên, nếu sử dụng lực quá mạnh hoặc tốc độ quá cao, bề mặt vẫn có thể bị nóng chảy cục bộ và làm giảm chất lượng hoàn thiện.

Đặc điểm của ABS khi chà nhám
ABS có bề mặt cứng vừa phải và khả năng chịu mài mòn tốt, vì vậy quá trình chà nhám thường ổn định hơn so với PLA. Khi thực hiện đúng kỹ thuật, các đường layer và dấu support có thể được loại bỏ tương đối nhanh.
Một số đặc điểm cần lưu ý khi xử lý ABS gồm:
- Ít bị bết nhựa hơn PLA nhưng vẫn có thể mềm nếu ma sát kéo dài.
- Bụi ABS khá mịn, nên làm việc ở nơi thông thoáng và sử dụng khẩu trang.
- Có thể kết hợp nhiều phương pháp hoàn thiện khác sau khi chà nhám như sơn, phủ primer hoặc xử lý bằng hơi acetone.
Quy trình chà nhám ABS
Anh em có thể tham khảo quy trình thực hiện theo các bước sau:
Bước 1: 100-150 grit
Đây là giai đoạn loại bỏ các đường layer lớn, dấu support hoặc các phần nhựa dư sau khi in.
Nếu bản in có nhiều khuyết điểm, hãy xử lý từng khu vực một thay vì chà toàn bộ bề mặt để tránh mài mòn không cần thiết.
Bước 2: 220-400 grit
Sau khi bề mặt đã tương đối phẳng, chuyển sang giấy nhám mịn hơn để loại bỏ các vết xước do bước đầu tạo ra.
Ở bước này, bề mặt ABS sẽ bắt đầu đồng đều và mịn hơn rõ rệt.
Bước 3: 600-800 grit
Tiếp tục tinh chỉnh bề mặt trước khi hoàn thiện.
Nếu sản phẩm yêu cầu chất lượng cao hoặc chuẩn bị sơn, anh em có thể chuyển sang chà nhám ướt để giảm bụi và giúp bề mặt đồng đều hơn.
Bước 4: 1000 grit trở lên
Đây là bước hoàn thiện cuối cùng nếu muốn đạt độ mịn cao trước khi sơn, phủ bóng hoặc xử lý bằng các phương pháp khác.
Đối với các chi tiết kỹ thuật không yêu cầu tính thẩm mỹ quá cao, nhiều người dùng thường dừng ở khoảng 600-800 grit để tiết kiệm thời gian.
Khi nào nên chà nhám ướt?
ABS có thể được chà nhám khô trong hầu hết các bước đầu tiên. Tuy nhiên, từ khoảng 600 grit trở lên, chà nhám ướt sẽ mang lại nhiều lợi ích:
- Giảm lượng bụi phát sinh.
- Hạn chế nhiệt do ma sát.
- Giúp giấy nhám ít bị bám bụi nhựa.
- Tạo bề mặt mịn và đồng đều hơn.
Dù ABS chịu nhiệt tốt hơn PLA, việc chà nhám ướt vẫn giúp quá trình hoàn thiện ổn định hơn, đặc biệt với các bề mặt lớn hoặc cần độ mịn cao.
Có nên kết hợp các phương pháp hoàn thiện khác?
Một ưu điểm của ABS là khả năng kết hợp tốt với nhiều phương pháp xử lý bề mặt.
Sau khi chà nhám, anh em có thể:
- Sơn lót (Primer/Filler Primer): Giúp che các đường layer nhỏ còn sót lại trước khi sơn màu.
- Sơn phủ hoàn thiện: Phù hợp với mô hình, vỏ thiết bị hoặc các sản phẩm trưng bày.
- Đánh bóng cơ học: Áp dụng cho các chi tiết cần bề mặt sáng hơn.
- Xử lý bằng hơi acetone: Đây là phương pháp đặc trưng của ABS, giúp làm tan nhẹ lớp bề mặt để các đường layer mờ đi và tạo hiệu ứng bóng. Tuy nhiên, cần thực hiện đúng kỹ thuật và trong môi trường thông thoáng vì acetone là dung môi dễ bay hơi và dễ cháy.
Một số lưu ý khi chà nhám ABS
Để đạt hiệu quả tốt nhất, anh em cần ghi nhớ một số nguyên tắc sau:
- Không bỏ qua quá nhiều cấp grit để tránh lưu lại các vết xước sâu.
- Làm sạch bụi sau mỗi lần thay giấy nhám.
- Không tạo lực quá mạnh ở các góc hoặc cạnh sắc để tránh làm thay đổi hình dạng chi tiết.
- Nếu sử dụng máy chà nhám, nên chọn tốc độ thấp và di chuyển liên tục để hạn chế sinh nhiệt.
Nhờ khả năng chịu mài mòn tốt và tương thích với nhiều phương pháp hoàn thiện, ABS là một trong những vật liệu dễ đạt được bề mặt chất lượng cao sau hậu xử lý. Trong phần tiếp theo, Meme 3D sẽ tiếp tục hướng dẫn anh em cách chà nhám PETG – vật liệu có độ dẻo cao hơn và đòi hỏi kỹ thuật chà nhám khác biệt so với PLA và ABS.
Cách chà nhám PETG
PETG là vật liệu được nhiều người dùng lựa chọn khi cần sự cân bằng giữa độ bền, độ dẻo và khả năng chống va đập. So với PLA, PETG ít giòn hơn và chịu lực tốt hơn, nhưng chính đặc tính dẻo này cũng khiến quá trình chà nhám trở nên khó hơn.
Khi tác động lực quá mạnh hoặc để ma sát sinh nhiệt trong thời gian dài, bề mặt PETG dễ bị mềm, bết nhựa và làm giảm hiệu quả của giấy nhám. Vì vậy, việc chà nhám PETG đòi hỏi sự kiên nhẫn và thao tác nhẹ tay hơn so với các vật liệu FDM khác.

Đặc điểm của PETG khi chà nhám
Điểm khác biệt lớn nhất của PETG là vật liệu khá dai, khiến giấy nhám “ăn” chậm hơn so với PLA hoặc ABS. Thay vì loại bỏ vật liệu nhanh chóng, PETG có xu hướng tạo ra các vụn nhựa nhỏ bám vào giấy nhám nếu sinh nhiệt quá cao.
Một số đặc điểm cần lưu ý gồm:
- Khó mài hơn PLA và ABS do độ dẻo cao.
- Dễ bết giấy nhám nếu chà quá mạnh hoặc liên tục tại một vị trí.
- Bề mặt có thể xuất hiện các vệt bóng cục bộ nếu nhiệt tích tụ quá nhiều.
- Cần vệ sinh giấy nhám thường xuyên để duy trì hiệu quả mài.
Quy trình chà nhám PETG
Bạn có thể tham khảo quy trình trong bảng tổng hợp hoặc thực hiện theo các bước sau:
Bước 1: 100-150 grit
Bắt đầu bằng giấy nhám thô để xử lý các đường layer lớn, dấu support hoặc phần nhựa dư.
Do PETG khá dai, không nên cố loại bỏ quá nhiều vật liệu chỉ trong một lần chà. Thay vào đó, hãy chà đều và kiểm tra bề mặt thường xuyên.
Bước 2: 220-320 grit
Sau khi loại bỏ các khuyết điểm lớn, chuyển sang giấy nhám mịn hơn để xóa các vết xước do bước đầu tạo ra.
Ở giai đoạn này, anh em nên sử dụng lực nhẹ và giữ chuyển động liên tục để tránh tạo nhiệt cục bộ.
Bước 3: 400-600 grit
Đây là bước làm mịn bề mặt trước khi hoàn thiện.
Nếu nhận thấy giấy nhám bắt đầu bám nhiều vụn nhựa hoặc bề mặt có dấu hiệu nóng lên, hãy chuyển sang chà nhám ướt. Nước sẽ giúp làm mát bề mặt và giảm hiện tượng nhựa bết lên giấy nhám.
Bước 4: 800-1000 grit
Tiếp tục chà bằng giấy nhám mịn để loại bỏ các vết xước nhỏ còn sót lại và chuẩn bị cho các bước sơn hoặc phủ bề mặt.
Đối với các chi tiết kỹ thuật, nhiều trường hợp chỉ cần hoàn thiện đến khoảng 600-800 grit là đã đủ đáp ứng yêu cầu sử dụng.
Kỹ thuật chà nhám PETG hiệu quả
Do đặc tính vật liệu, kỹ thuật thao tác đóng vai trò quan trọng hơn việc sử dụng giấy nhám có grit quá cao.
Một số mẹo giúp quá trình chà nhám hiệu quả hơn:
- Chà với lực nhẹ và đều tay thay vì tạo áp lực lớn.
- Di chuyển giấy nhám liên tục, tránh tập trung quá lâu vào một điểm.
- Thường xuyên giũ sạch hoặc thay giấy nhám khi thấy bề mặt bị bám nhiều vụn nhựa.
- Với các bề mặt lớn, nên chia thành từng khu vực nhỏ để dễ kiểm soát chất lượng.
Nếu sử dụng máy chà nhám hoặc máy mài cầm tay, hãy chọn tốc độ thấp và kiểm tra nhiệt độ bề mặt thường xuyên. Tốc độ quay quá cao có thể khiến PETG nóng lên nhanh chóng và làm giảm chất lượng hoàn thiện.
Chuẩn bị PETG trước khi sơn hoặc phủ bề mặt
PETG có bề mặt khá trơn nên độ bám của sơn thường không cao bằng PLA hoặc ABS. Vì vậy, sau khi chà nhám, bạn nên làm sạch hoàn toàn bụi nhựa bằng khăn mềm hoặc cồn isopropyl (IPA) trước khi sơn.
Nếu cần sơn phủ, việc sử dụng primer chuyên dụng cho nhựa sẽ giúp tăng độ bám giữa bề mặt PETG và lớp sơn, đồng thời che bớt các đường layer còn sót lại.
Trong trường hợp sản phẩm cần bề mặt bóng hoặc chống trầy xước tốt hơn, bạn cũng có thể phủ thêm lớp clear coat sau khi sơn hoàn thiện.
Một số lưu ý khi chà nhám PETG
Để đạt kết quả tốt nhất, hãy lưu ý:
- Không cố loại bỏ quá nhiều vật liệu trong một bước chà.
- Ưu tiên nhiều bước grit liên tiếp thay vì nhảy quá xa giữa các cấp giấy nhám.
- Chà nhám ướt khi xử lý các cấp grit mịn để giảm nhiệt và hạn chế bám bụi.
- Vệ sinh giấy nhám và bề mặt bản in thường xuyên để tránh các vết xước mới xuất hiện.
Mặc dù PETG khó chà nhám hơn PLA và ABS, nhưng nếu thực hiện đúng kỹ thuật, bạn vẫn có thể tạo được bề mặt mịn, đồng đều và sẵn sàng cho các bước hoàn thiện tiếp theo
Cách chà nhám bản in resin (SLA/MSLA)
So với các công nghệ in FDM, bản in resin (SLA/MSLA/LCD) thường có bề mặt mịn hơn ngay sau khi hoàn thành. Tuy nhiên, điều đó không đồng nghĩa với việc có thể bỏ qua bước chà nhám. Trong nhiều trường hợp, người dùng vẫn cần xử lý các vết tiếp xúc support, đường layer rất nhỏ hoặc các khuyết điểm còn sót lại trước khi sơn hoặc hoàn thiện sản phẩm.
Do resin có đặc tính cứng và giòn hơn PLA, ABS hay PETG, quá trình chà nhám cần được thực hiện cẩn thận để tránh làm mẻ cạnh hoặc mất các chi tiết tinh xảo.

Đặc điểm của resin khi chà nhám
Khác với vật liệu FDM, mục tiêu của việc chà nhám resin không phải là loại bỏ toàn bộ đường layer mà chủ yếu là xử lý những vị trí chưa hoàn hảo sau khi in.
Một số đặc điểm của resin khi chà nhám gồm:
- Bề mặt vốn đã khá mịn nên không cần sử dụng giấy nhám quá thô.
- Resin có độ giòn cao, dễ mẻ hoặc nứt nếu tác động lực mạnh.
- Các chi tiết nhỏ như hoa văn, chữ nổi hoặc mô hình mini rất dễ bị mất nét nếu chà quá nhiều.
- Bụi resin sau khi đóng rắn không nên hít phải, vì vậy cần đeo khẩu trang và vệ sinh khu vực làm việc sau khi hoàn thành.
Quy trình chà nhám resin
Do bề mặt resin đã tương đối hoàn thiện, quy trình chà nhám thường bắt đầu với giấy nhám mịn hơn so với FDM.
Bước 1: 220 grit
Sử dụng để xử lý các điểm tiếp xúc support, bavia hoặc các vết lồi nhỏ trên bề mặt.
Chỉ nên tập trung vào khu vực cần chỉnh sửa thay vì chà toàn bộ mô hình để hạn chế làm mất chi tiết.
Bước 2: 320-400 grit
Tiếp tục làm mịn các khu vực vừa xử lý và loại bỏ các vết xước do giấy nhám thô để lại.
Đây là bước giúp bề mặt trở nên đồng đều hơn trước khi chuyển sang các cấp grit mịn.
Bước 3: 600-800 grit
Bắt đầu tinh chỉnh bề mặt và giảm các vết xước nhỏ còn sót lại.
Ở giai đoạn này, chà nhám ướt thường mang lại hiệu quả tốt hơn vì vừa giảm bụi vừa giúp bề mặt mịn hơn.
Bước 4: 1000-2000 grit
Nếu sản phẩm cần sơn bóng, phủ clear coat hoặc trưng bày, bạn có thể tiếp tục sử dụng giấy nhám 1000-2000 grit để tạo bề mặt đồng đều trước khi hoàn thiện.
Cách xử lý các vùng nhỏ và chi tiết phức tạp
Một trong những thách thức lớn khi chà nhám resin là xử lý các khu vực có nhiều chi tiết nhỏ hoặc hình dạng phức tạp.
Để hạn chế làm hỏng mô hình, bạn có thể áp dụng một số mẹo sau:
- Sử dụng miếng bọt biển chà nhám (Sanding Sponge) để dễ ôm theo các bề mặt cong.
- Cắt giấy nhám thành các dải nhỏ để xử lý các khe hẹp hoặc góc khuất.
- Dùng que chà nhám hoặc dũa mịn cho các vị trí khó tiếp cận.
- Chỉ chà tại khu vực cần xử lý, tránh mài toàn bộ bề mặt nếu không cần thiết.
Đối với các mô hình miniature, tượng nhân vật hoặc sản phẩm có nhiều hoa văn, thao tác nhẹ nhàng sẽ giúp giữ được độ sắc nét của các chi tiết sau khi hoàn thiện.
Khi nào nên dừng lại?
Đây là lỗi khá phổ biến đối với người mới bắt đầu. Nhiều người cố gắng chà nhám đến mức bề mặt bóng hoàn toàn, nhưng điều này không phải lúc nào cũng cần thiết.
Bạn nên dừng lại khi:
- Các dấu support đã được loại bỏ.
- Bề mặt đủ mịn cho mục đích sử dụng.
- Các đường layer nhỏ không còn nhìn thấy rõ sau khi phủ primer hoặc sơn.
Nếu tiếp tục chà quá lâu, bạn có thể làm mòn các cạnh sắc, mất hoa văn hoặc thay đổi hình dạng ban đầu của mô hình.
Đối với đa số bản in resin dùng để sơn, việc hoàn thiện đến khoảng 1000 grit kết hợp với một lớp primer chất lượng thường đã đủ để tạo bề mặt đẹp và đồng đều.
Một số lưu ý khi chà nhám resin
Để đạt hiệu quả tốt và bảo vệ sức khỏe, bạn nên lưu ý:
- Chỉ chà nhám khi bản in đã được rửa sạch và đóng rắn (post-curing) hoàn toàn.
- Ưu tiên chà nhám ướt ở các bước grit mịn để giảm bụi resin phát tán.
- Không tạo lực quá mạnh, đặc biệt với các mô hình có nhiều chi tiết nhỏ.
- Lau sạch bề mặt trước khi sơn hoặc phủ lớp hoàn thiện để đảm bảo độ bám tốt.
Mặc dù bản in resin thường yêu cầu ít công đoạn chà nhám hơn FDM, việc xử lý đúng kỹ thuật vẫn giúp cải thiện đáng kể chất lượng thành phẩm, đặc biệt đối với các mô hình trưng bày, tượng nhân vật hoặc sản phẩm cần sơn phủ.
Chà nhám ướt và chà nhám khô: Nên chọn phương pháp nào?
Trong quá trình hậu xử lý bản in 3D, chà nhám có thể được thực hiện theo hai phương pháp phổ biến là chà nhám khô và chà nhám ướt. Mỗi phương pháp đều có những ưu điểm riêng và phù hợp với từng giai đoạn xử lý cũng như từng loại vật liệu.
Việc lựa chọn đúng phương pháp không chỉ giúp rút ngắn thời gian hoàn thiện mà còn hạn chế các lỗi như bề mặt bị bết nhựa, xuất hiện vết xước mới hoặc làm mất chi tiết của bản in.
Khi nào nên chà nhám khô?
Chà nhám khô là phương pháp sử dụng giấy nhám trực tiếp trên bề mặt mà không cần thêm nước hoặc dung dịch hỗ trợ.
Đây là cách được áp dụng phổ biến ở các bước đầu tiên, khi mục tiêu là loại bỏ nhanh các đường layer lớn, dấu support hoặc phần nhựa dư sau khi in.
Ưu điểm của chà nhám khô gồm:
- Loại bỏ vật liệu nhanh hơn.
- Dễ quan sát bề mặt trong quá trình xử lý.
- Không cần chuẩn bị thêm dụng cụ.
- Phù hợp với các cấp giấy nhám thô như 100, 120, 150 hoặc 220 grit.

Tuy nhiên, phương pháp này cũng tạo ra khá nhiều bụi nhựa. Với PLA và PETG, ma sát lớn còn có thể làm bề mặt nóng lên và gây hiện tượng bết nhựa nếu thao tác quá mạnh.
Khi nào nên chà nhám ướt?
Chà nhám ướt là phương pháp sử dụng nước để làm ẩm giấy nhám hoặc bề mặt sản phẩm trong quá trình chà.
Nước có vai trò như một chất bôi trơn, giúp giảm ma sát, làm mát bề mặt và cuốn trôi bụi nhựa sinh ra trong quá trình xử lý.
Phương pháp này thường được sử dụng từ khoảng 400 grit trở lên, khi mục tiêu chuyển từ loại bỏ vật liệu sang làm mịn bề mặt.

Một số ưu điểm nổi bật của chà nhám ướt:
- Giảm nhiệt sinh ra do ma sát.
- Hạn chế hiện tượng PLA hoặc PETG bị bết.
- Giảm lượng bụi phát tán trong không khí.
- Giúp giấy nhám ít bị bám vụn nhựa, kéo dài tuổi thọ.
- Tạo bề mặt đồng đều và mịn hơn.
Điểm hạn chế của chà nhám ướt là tốc độ loại bỏ vật liệu thường chậm hơn so với chà nhám khô và cần thêm thời gian để lau khô sản phẩm trước khi chuyển sang các bước hoàn thiện tiếp theo.
Vật liệu nào phù hợp với chà nhám ướt?
Mặc dù hầu hết các vật liệu in 3D đều có thể áp dụng chà nhám ướt, nhưng mức độ hiệu quả sẽ khác nhau.
| Vật liệu | Khuyến nghị | Lý do |
| PLA | Rất nên sử dụng từ 400 grit trở lên | Giảm nhiệt, hạn chế bề mặt bị mềm hoặc bết nhựa. |
| ABS | Nên sử dụng ở các bước hoàn thiện | Giảm bụi và tạo bề mặt đồng đều trước khi sơn hoặc đánh bóng. |
| PETG | Khuyến khích sử dụng | Giảm hiện tượng giấy nhám bị bám nhựa và giúp thao tác ổn định hơn. |
| Resin (SLA/MSLA) | Nên sử dụng | Hạn chế bụi resin và giúp bề mặt mịn hơn trước khi sơn. |
Có thể thấy, chà nhám ướt đặc biệt phát huy hiệu quả với PLA, PETG và resin nhờ khả năng kiểm soát nhiệt và giảm bụi trong quá trình xử lý.
Mẹo giúp bề mặt ổn định trong quá trình chà nhám
Dù sử dụng phương pháp nào, một số thói quen dưới đây sẽ giúp quá trình chà nhám đạt hiệu quả cao hơn:
- Không tạo lực quá mạnh, thay vào đó hãy để giấy nhám loại bỏ vật liệu một cách từ từ.
- Lau sạch bụi hoặc rửa bề mặt sau mỗi lần thay cấp grit để tránh các hạt nhám lớn tạo thêm vết xước.
- Thay giấy nhám khi thấy bề mặt đã mòn hoặc bám nhiều vụn nhựa.
- Với chà nhám ướt, chỉ cần giữ giấy nhám và bề mặt đủ ẩm, không cần ngâm sản phẩm trong nước quá lâu.
- Thường xuyên kiểm tra bề mặt dưới nguồn sáng để phát hiện sớm các vết xước còn sót lại trước khi chuyển sang cấp grit tiếp theo.
Nên chọn chà nhám ướt hay chà nhám khô?
Thực tế, hai phương pháp này không thay thế mà bổ sung cho nhau trong cùng một quy trình hậu xử lý.
Một quy trình phổ biến thường là:
- Chà nhám khô ở các cấp grit thấp (100–320 grit) để loại bỏ nhanh đường layer và dấu support.
- Chuyển sang chà nhám ướt từ khoảng 400 grit trở lên để tinh chỉnh bề mặt, giảm nhiệt và tạo độ mịn trước khi sơn hoặc phủ hoàn thiện.
Kết hợp đúng thời điểm giữa chà nhám khô và chà nhám ướt sẽ giúp rút ngắn thời gian xử lý, đồng thời mang lại bề mặt đẹp và đồng đều hơn so với chỉ sử dụng một phương pháp duy nhất.
Những lỗi thường gặp khi chà nhám bản in 3D
Chà nhám là một công đoạn tương đối đơn giản nhưng lại đòi hỏi sự kiên nhẫn và thao tác đúng kỹ thuật. Chỉ một vài sai sót nhỏ cũng có thể khiến bề mặt xuất hiện nhiều vết xước hơn, mất chi tiết hoặc phải xử lý lại từ đầu.
Dưới đây là những lỗi mà người mới bắt đầu thường gặp khi chà nhám sản phẩm in 3D và cách khắc phục.
Nhảy cấp grit quá nhanh
Đây là lỗi phổ biến nhất trong quá trình chà nhám.
Nhiều người muốn tiết kiệm thời gian nên chuyển trực tiếp từ giấy nhám thô sang giấy nhám rất mịn, chẳng hạn từ 120 grit lên 800 grit. Tuy nhiên, giấy nhám mịn không thể loại bỏ hoàn toàn những vết xước sâu do giấy nhám thô để lại.
Kết quả là bề mặt vẫn còn các vệt xước rõ rệt dù đã chà trong thời gian dài.
Cách khắc phục:
- Chuyển grit theo từng cấp hợp lý, ví dụ: 120 → 220 → 400 → 600 → 1000.
- Chỉ chuyển sang cấp grit tiếp theo khi các vết xước của bước trước đã được xử lý gần như hoàn toàn.
Chà quá mạnh làm mất chi tiết
Nhiều người cho rằng tạo lực lớn sẽ giúp bản in mịn nhanh hơn. Trên thực tế, điều này chỉ khiến vật liệu bị mài đi quá nhiều và khó kiểm soát.
Đối với các mô hình có chữ nổi, hoa văn hoặc cạnh sắc, việc chà quá mạnh có thể làm mất nét hoặc thay đổi hình dạng ban đầu của sản phẩm.
Cách khắc phục:
- Chỉ sử dụng lực vừa đủ.
- Để giấy nhám thực hiện công việc thay vì cố tạo áp lực lớn.
- Với các chi tiết nhỏ, nên sử dụng miếng bọt biển chà nhám hoặc giấy nhám cắt nhỏ để thao tác chính xác hơn.
Để nhiệt ma sát quá cao
Trong quá trình chà nhám, ma sát sẽ sinh nhiệt. Nếu nhiệt tích tụ quá nhiều, đặc biệt với PLA và PETG, bề mặt có thể bị mềm, bết nhựa hoặc xuất hiện các mảng bóng không mong muốn.
Lỗi này thường xảy ra khi sử dụng máy chà nhám tốc độ cao hoặc chà liên tục tại một vị trí.
Cách khắc phục:
- Chà đều tay và liên tục di chuyển.
- Không giữ giấy nhám quá lâu ở một điểm.
- Chuyển sang chà nhám ướt khi xử lý các cấp grit mịn.
- Nếu dùng máy chà nhám, nên chọn tốc độ thấp.
Không làm sạch bụi giữa các bước
Sau mỗi lần đổi giấy nhám, trên bề mặt thường vẫn còn các hạt bụi hoặc vụn nhựa từ bước trước.
Nếu không vệ sinh, những hạt này sẽ tiếp tục cọ xát lên bề mặt ở bước grit mịn hơn và tạo thêm các vết xước mới.
Đây là nguyên nhân khiến nhiều người cảm thấy càng chà thì bề mặt càng khó mịn.
Cách khắc phục:
- Lau sạch sản phẩm bằng khăn mềm sau mỗi lần đổi grit.
- Với chà nhám ướt, nên rửa sạch bề mặt và giấy nhám trước khi tiếp tục.
- Thay giấy nhám khi thấy bề mặt đã bám quá nhiều bụi hoặc vụn nhựa.
Chà sai hướng trên bề mặt cong hoặc chi tiết nhỏ
Đối với các bề mặt phẳng, việc chà nhám khá đơn giản. Tuy nhiên, với các mô hình có đường cong hoặc nhiều góc cạnh, thao tác không đúng có thể làm bề mặt mất form hoặc xuất hiện các vùng bị mài không đều.
Đây cũng là lý do nhiều mô hình sau khi chà nhám trông “mềm” hơn so với thiết kế ban đầu.
Cách khắc phục:
- Sử dụng khối chà nhám cho các bề mặt phẳng để giữ lực đều.
- Dùng miếng bọt biển chà nhám cho các bề mặt cong.
- Chà theo hình dạng của chi tiết thay vì chỉ chà theo một hướng cố định.
- Kiểm tra bề mặt thường xuyên dưới ánh sáng để phát hiện sớm những vị trí bị mài quá mức.
Quá tập trung vào việc loại bỏ hoàn toàn đường layer
Một sai lầm khác là cố gắng chà đến khi không còn bất kỳ dấu vết layer nào, kể cả trên những chi tiết rất nhỏ.
Điều này không chỉ tốn nhiều thời gian mà còn làm tăng nguy cơ mất các chi tiết tinh xảo của bản in.
Trong thực tế, nếu sản phẩm còn được sơn lót bằng filler primer, nhiều đường layer nhỏ sẽ được che phủ mà không cần tiếp tục chà nhám.
Cách khắc phục:
- Xác định mức độ hoàn thiện phù hợp với mục đích sử dụng.
- Kết hợp chà nhám với primer hoặc filler primer thay vì chỉ dựa vào giấy nhám.
- Dừng lại khi bề mặt đã đủ mịn cho bước hoàn thiện tiếp theo.
Chà nhám đúng kỹ thuật sẽ giúp tiết kiệm nhiều thời gian hơn
Phần lớn các lỗi khi chà nhám không đến từ việc sử dụng sai loại giấy nhám mà xuất phát từ thao tác và quy trình xử lý.
Việc tuân thủ đúng thứ tự grit, kiểm soát lực tay, vệ sinh bề mặt thường xuyên và lựa chọn phương pháp chà phù hợp với từng vật liệu sẽ giúp bạn đạt được bề mặt đẹp hơn, đồng thời giảm đáng kể thời gian hậu xử lý.
Bước hoàn thiện sau chà nhám
Sau khi hoàn thành quá trình chà nhám, bản in 3D đã có bề mặt mịn và đồng đều hơn. Tuy nhiên, để đạt chất lượng hoàn thiện cao, đặc biệt với các mô hình trưng bày, cosplay hoặc sản phẩm thương mại, bạn nên thực hiện thêm một số bước hậu xử lý trước khi đưa vào sử dụng.
Tùy theo mục đích cuối cùng của sản phẩm, quy trình hoàn thiện có thể chỉ dừng ở việc làm sạch bề mặt hoặc tiếp tục với primer, sơn phủ và đánh bóng.
Làm sạch bụi sau khi chà nhám
Đây là bước đơn giản nhưng rất quan trọng.
Trong quá trình chà nhám, bụi nhựa và các hạt mài sẽ bám trên bề mặt cũng như trong các khe nhỏ của bản in. Nếu không được loại bỏ hoàn toàn, chúng có thể làm giảm độ bám của lớp primer hoặc sơn, đồng thời khiến bề mặt xuất hiện các hạt sần sau khi hoàn thiện.
Anh em có thể làm sạch bản in bằng một trong các cách sau:
- Dùng khăn microfiber hoặc khăn mềm để lau sạch bụi.
- Sử dụng bàn chải lông mềm để vệ sinh các khe nhỏ.
- Thổi bụi bằng khí nén đối với các mô hình có nhiều chi tiết.
- Với PLA, ABS và PETG, có thể lau nhẹ bằng cồn isopropyl (IPA) để loại bỏ bụi và dầu từ tay. Đối với resin, chỉ nên lau khi sản phẩm đã được rửa sạch và đóng rắn hoàn toàn.
Bề mặt càng sạch, lớp hoàn thiện phía sau càng đồng đều và bền hơn.
Sử dụng primer hoặc filler primer
Nếu sản phẩm cần sơn màu, primer gần như là bước không nên bỏ qua.
Primer giúp tăng độ bám giữa bề mặt nhựa và lớp sơn phủ, đồng thời tạo màu nền đồng nhất. Trong khi đó, filler primer còn có khả năng lấp đầy các đường layer rất nhỏ hoặc những vết xước li ti mà giấy nhám chưa xử lý hết.
Quy trình phổ biến thường là:
- Phun một lớp primer mỏng và đều.
- Chờ khô theo hướng dẫn của nhà sản xuất.
- Chà nhám nhẹ bằng giấy nhám 800–1000 grit nếu cần.
- Lau sạch bụi và tiếp tục sơn màu.
Đối với các bản in FDM có chiều cao layer lớn, filler primer thường giúp giảm đáng kể thời gian chà nhám so với việc chỉ xử lý bằng giấy nhám.
Sơn phủ hoặc đánh bóng theo nhu cầu sử dụng
Sau lớp primer, anh em có thể lựa chọn phương pháp hoàn thiện phù hợp với mục đích sử dụng.
Nếu sản phẩm cần màu sắc và tính thẩm mỹ cao, hãy sơn phủ theo từng lớp mỏng để đạt bề mặt đều màu. Sau khi lớp sơn khô, có thể phủ thêm clear coat để tăng khả năng chống trầy xước và bảo vệ màu sơn.
Trong một số trường hợp, người dùng cũng lựa chọn:
- Đánh bóng cơ học để tạo hiệu ứng bề mặt sáng.
- Phủ epoxy nhằm tạo lớp hoàn thiện trong suốt, bóng và tăng khả năng chống ẩm.
- Xử lý bằng hơi acetone đối với ABS để làm mờ đường layer và tạo bề mặt bóng (cần thực hiện đúng kỹ thuật và đảm bảo an toàn).
Mỗi phương pháp đều có ưu, nhược điểm riêng, vì vậy anh em nên cân nhắc dựa trên yêu cầu của từng dự án.
Lựa chọn mức độ hoàn thiện phù hợp
Không phải mọi bản in 3D đều cần đạt bề mặt bóng như sản phẩm thương mại. Mức độ hoàn thiện nên được lựa chọn dựa trên mục đích sử dụng để tối ưu thời gian và công sức.
| Mục đích sử dụng | Mức độ hoàn thiện khuyến nghị |
| Mẫu thử, nguyên mẫu kỹ thuật | Chỉ chà nhám các vị trí cần thiết, không bắt buộc sơn phủ. |
| Linh kiện kỹ thuật | Chà nhám để loại bỏ support và các cạnh sắc, không cần đánh bóng. |
| Mô hình trang trí | Chà nhám kỹ kết hợp primer và sơn màu để tăng tính thẩm mỹ. |
| Cosplay, đạo cụ | Chà nhám nhiều cấp grit, sử dụng filler primer và sơn phủ để che đường layer. |
| Sản phẩm trưng bày hoặc thương mại | Hoàn thiện toàn bộ quy trình: chà nhám, primer, sơn và phủ bảo vệ để đạt chất lượng cao nhất. |
Việc xác định đúng mục tiêu ngay từ đầu sẽ giúp anh em lựa chọn quy trình phù hợp thay vì đầu tư quá nhiều thời gian vào những bước không thực sự cần thiết.
Kết luận
Chà nhám là một trong những công đoạn quan trọng nhất trong quá trình hậu xử lý bản in 3D. Thực hiện đúng kỹ thuật không chỉ giúp loại bỏ đường layer và dấu support mà còn tạo nền bề mặt tốt hơn cho các bước sơn, phủ hoặc đánh bóng sau này.
Mỗi loại vật liệu như PLA, ABS, PETG hay resin đều có đặc tính khác nhau, vì vậy không có một quy trình chà nhám phù hợp cho tất cả. Việc lựa chọn đúng cấp giấy nhám, kết hợp hợp lý giữa chà nhám khô và chà nhám ướt, đồng thời kiểm soát lực tay sẽ giúp bạn đạt được bề mặt hoàn thiện đẹp hơn và hạn chế những lỗi thường gặp.
Hy vọng những hướng dẫn trong bài viết sẽ giúp anh em lựa chọn được phương pháp chà nhám phù hợp với từng loại bản in, từ đó nâng cao chất lượng thành phẩm và tối ưu hiệu quả của quá trình hậu xử lý.