Chưa có sản phẩm trong giỏ hàng.
Các định dạng tệp phổ biến nhất cho in 3D
STL (Công nghệ in lập thể)
Một định dạng phổ biến được sử dụng trong in 3D, mã hóa các mô hình 3D dưới dạng lưới gồm các mặt tam giác, thể hiện hình dạng bề mặt của vật thể. Định dạng này được hỗ trợ rộng rãi bởi các máy in 3D và phần mềm cắt lát, nhưng thiếu thông tin về màu sắc, kết cấu và các thuộc tính khác, chỉ tập trung vào hình dạng của mô hình.
3MF (Định dạng sản xuất 3D)

3MF là định dạng tệp hiện đại được thiết kế cho in 3D, hỗ trợ nhiều tính năng phong phú, bao gồm màu sắc, kết cấu và thuộc tính vật liệu, cho phép tạo ra các mô hình phức tạp và chi tiết hơn. Không giống như STL, 3MF có thể lưu trữ nhiều đối tượng, cài đặt in và siêu dữ liệu khác trong một tệp duy nhất, làm cho nó linh hoạt hơn cho các ứng dụng in 3D tiên tiến.
Mã G (Mã hình học)
Mã G là ngôn ngữ lập trình được sử dụng để điều khiển máy in 3D và máy CNC. Trong in 3D, mã G là một tập hợp các hướng dẫn cho máy in biết chính xác cách di chuyển, vị trí đặt vật liệu và tốc độ in.
Các mô hình được cắt lát bằng Bambu Studio có thể được xuất ra dưới dạng mã G, trong đó cũng bao gồm các lệnh G cụ thể chỉ có sẵn cho máy in Bambu Lab.
Các thuật ngữ liên quan đến in ấn và phần cứng
Tắc nghẽn vòi phun
Hiện tượng tắc nghẽn vòi phun xảy ra khi sợi nhựa bị kẹt bên trong vòi phun, làm cản trở dòng chảy của nhựa nóng chảy. Điều này có thể xảy ra do các mảnh vụn như bụi và các hạt phụ gia trong sợi nhựa, cài đặt nhiệt độ không chính xác hoặc cặn nhựa tích tụ theo thời gian. Vòi phun bị tắc có thể dẫn đến chất lượng in kém, quá trình đùn nhựa không đều hoặc máy in dừng giữa chừng.

Cảm biến sợi
Cảm biến này phát hiện sự có mặt hoặc vắng mặt của sợi nhựa để tạm dừng máy in nếu sợi nhựa hết, đứt hoặc bị kẹt, ngăn máy in tiếp tục in mà không có vật liệu và làm hỏng bản in. Sau khi nạp sợi nhựa mới, máy in có thể tiếp tục từ chỗ đã dừng lại, tiết kiệm thời gian và vật liệu.
Đối với A1, cảm biến này nằm ở đế cảm biến sợi đốt, kết nối với trung tâm sợi đốt.
San bằng giường

Quá trình này bao gồm việc dò bề mặt bàn in để tạo bản đồ bề mặt trong phần mềm của máy in, nhằm bù đắp cho bất kỳ sự không bằng phẳng nào trên bàn in bằng cách điều chỉnh chiều cao vòi phun một cách linh hoạt.
Các thuật ngữ liên quan đến phần mềm cắt lát và chất lượng in
Cắt lát
Quá trình này bao gồm việc chuyển đổi mô hình 3D thành các lớp mỏng nằm ngang và tạo ra một tệp tin chứa các hướng dẫn chính xác cho máy in. Nó xác định cách máy in sẽ xây dựng vật thể, kiểm soát các thiết lập như chiều cao lớp, mật độ lấp đầy và tốc độ in để đạt được kết quả tối ưu. Phần mềm này được gọi là Slicer, và Bambu Studio là phần mềm Slicer được sử dụng cho máy in 3D của Bambu Lab.
Chiều cao lớp
Độ dày của mỗi lớp sợi nhựa được lắng đọng trong quá trình in, thường được đo bằng milimét. Chiều cao lớp nhỏ hơn sẽ tạo ra chi tiết mịn hơn và bề mặt mượt hơn nhưng làm tăng thời gian in, trong khi chiều cao lớp lớn hơn có thể tăng tốc độ in nhưng có thể làm giảm độ chi tiết và chất lượng hoàn thiện.
Lớp lấp đầy
Cấu trúc bên trong của vật thể in, giúp tăng cường độ bền và khả năng nâng đỡ đồng thời giảm thiểu lượng vật liệu sử dụng, thường được mô tả bằng tỷ lệ mật độ và loại mẫu. Nói chung, với tỷ lệ lấp đầy cao hơn, bạn có thể tăng cường độ bền của mô hình được in.

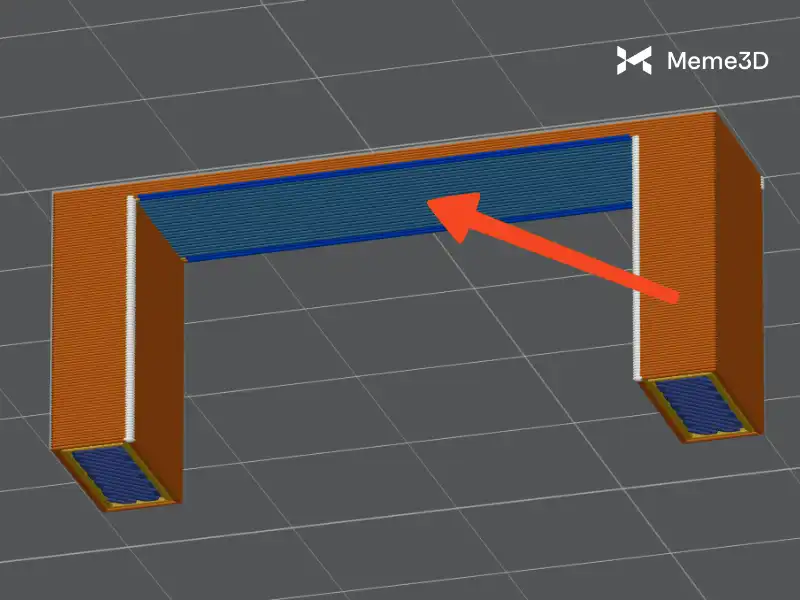
Nối liền
Quá trình tạo ra một đoạn ngang nối giữa hai điểm mà không cần vật liệu hỗ trợ, trong đó sợi nhựa được đùn qua các khe hở để tạo thành một lớp rắn. Điều này thường xảy ra khi mô hình có các bề mặt đáy phẳng được nâng cao hơn so với bàn in, giống như bề mặt đáy của mặt cầu.
Phần nhô ra
Các phần của mô hình nhô ra theo chiều ngang mà không có giá đỡ trực tiếp bên dưới, thường tạo góc nghiêng hơn 45 độ so với phương thẳng đứng. Cần có thiết kế và kỹ thuật in ấn phù hợp để xử lý các phần nhô ra, vì góc nghiêng quá lớn có thể dẫn đến hiện tượng võng hoặc hỏng hóc trong quá trình in nếu không có cấu trúc hỗ trợ bổ sung.
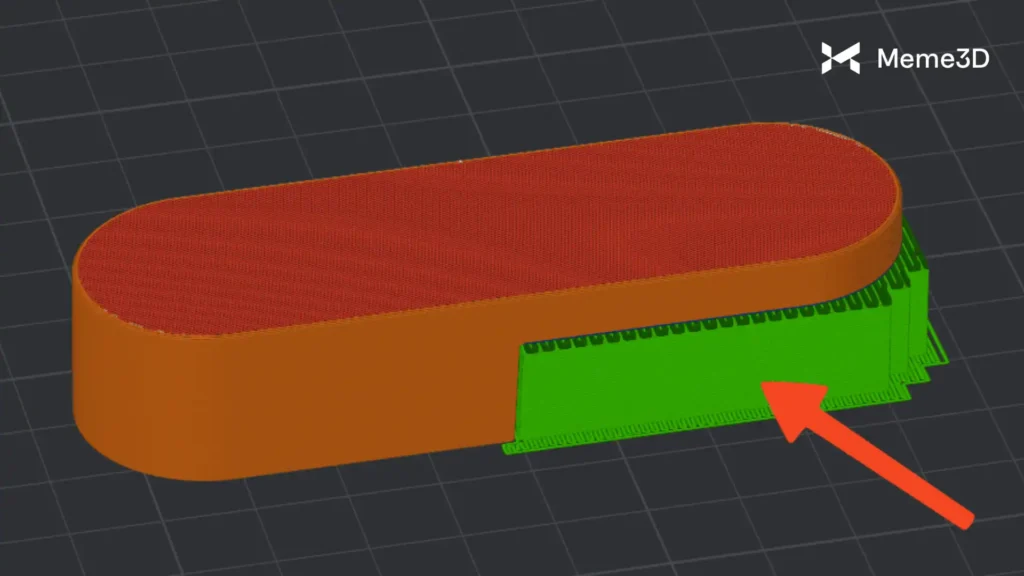
Support
Các chi tiết tạm thời được thêm vào trong quá trình cắt lát giúp hỗ trợ các phần nhô ra của mô hình mà nếu không có chúng thì không thể in được. Điều này đặc biệt quan trọng đối với các phần nhô ra hoặc cầu nối , nơi các lớp vật liệu cần được xếp chồng lên nhau mà không bị sụp đổ do trọng lực.
Đường nối
Đường nối là vạch hoặc dấu hiệu có thể nhìn thấy trên bề mặt mô hình, biểu thị điểm bắt đầu của mỗi lớp. Nó xuất hiện vì mỗi lớp của mô hình được in trên máy in FDM đều được cấu tạo từ các đường kẻ có hoa văn, và mỗi đường kẻ cần phải bắt đầu và kết thúc ở một điểm nào đó. Đường nối có thể xuất hiện dưới dạng một chỗ phồng nhẹ, một điểm gồ ghề hoặc một đường không đều, tùy thuộc vào cài đặt phần mềm cắt lát và chất lượng in.
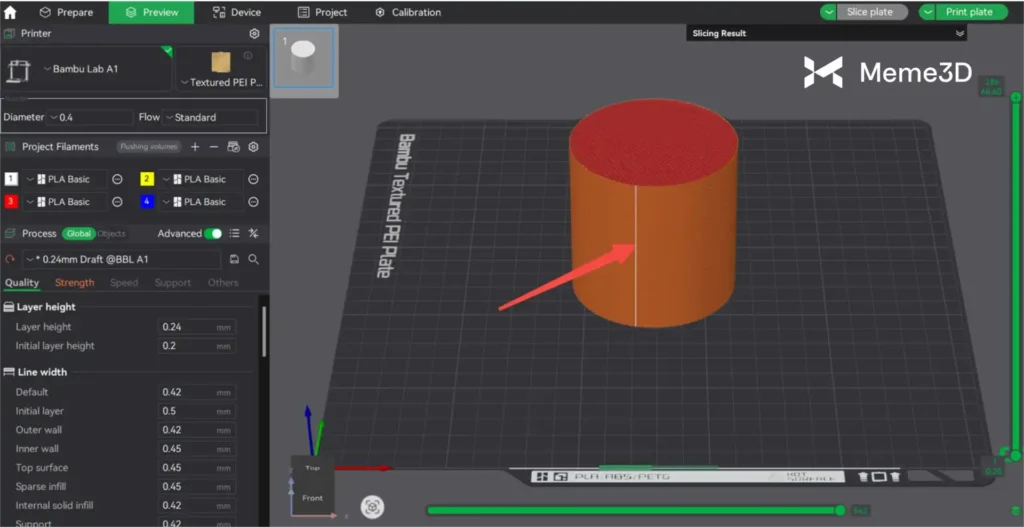
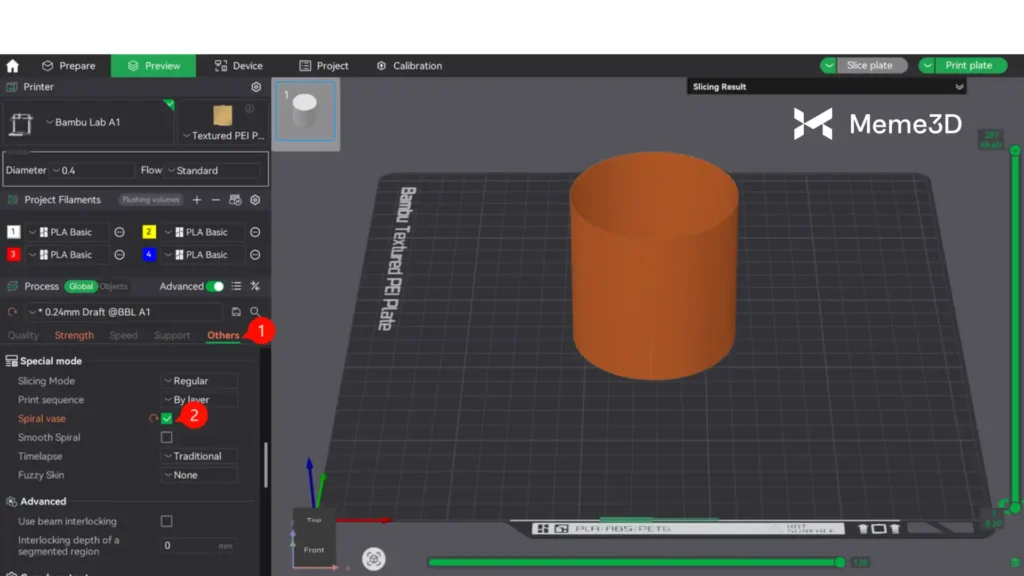
Các đường nối dễ nhận thấy nhất trên các bản in hình trụ hoặc cong, nơi các thay đổi lớp được căn chỉnh theo chiều dọc. Khi sử dụng tùy chọn Chế độ Bình hoa (Vase Mode) , đường nối có thể được loại bỏ hoàn toàn vì mô hình được in bằng một đường liên tục duy nhất. Nhược điểm là không phải tất cả các mô hình đều tương thích với tùy chọn này, và mô hình sẽ chỉ có một thành được in.
Để giảm độ hiển thị của chúng, bạn có thể sử dụng các cài đặt khác nhau trong Bambu Studio để căn chỉnh hoặc ẩn chúng tốt hơn bằng cách đặt thủ công vào vị trí ít dễ thấy hơn.
Các kỹ thuật xử lý sau như chà nhám hoặc làm mịn cũng có thể được sử dụng để loại bỏ đường nối và làm cho nó ít lộ rõ hơn.
Lỗi Stringing
Những sợi nhựa mỏng không mong muốn có thể xuất hiện giữa các phần khác nhau của bản in khi vòi phun di chuyển. Điều này thường xảy ra do cài đặt rút nhựa không phù hợp, nhiệt độ vòi phun quá cao hoặc làm mát không đủ, và có thể làm giảm tính thẩm mỹ và chất lượng tổng thể của vật in.

Lỗi không bám bàn in
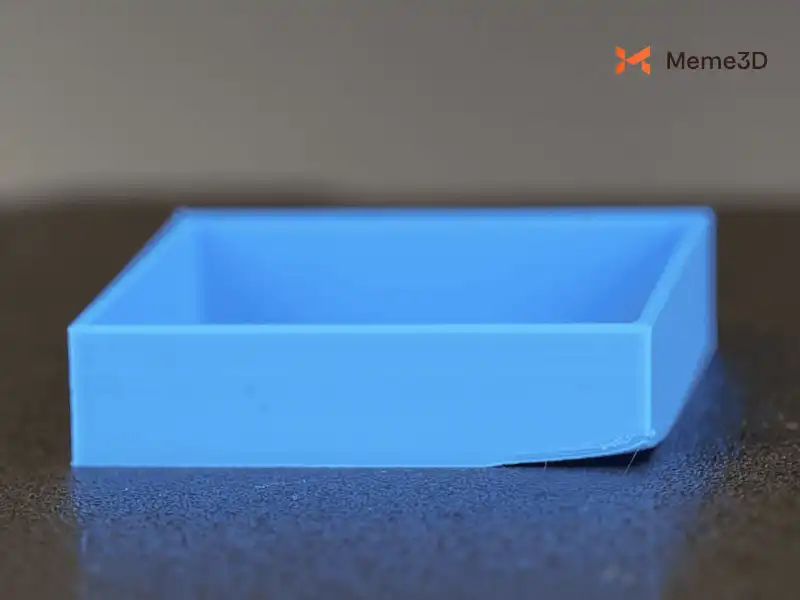
Hiện tượng biến dạng của vật thể in thường xảy ra khi vật liệu nguội không đều và co lại, khiến các góc hoặc cạnh bị bong ra khỏi bàn in. Điều này có thể dẫn đến độ bám dính kém, sai lệch và cuối cùng là bản in bị lỗi, do đó việc kiểm soát nhiệt độ in, độ bám dính của bàn in và các đặc tính vật liệu là rất cần thiết để giảm thiểu hiện tượng cong vênh.
Trong ví dụ bên dưới, hiệu ứng biến dạng có thể được nhìn thấy ở góc của mô hình.
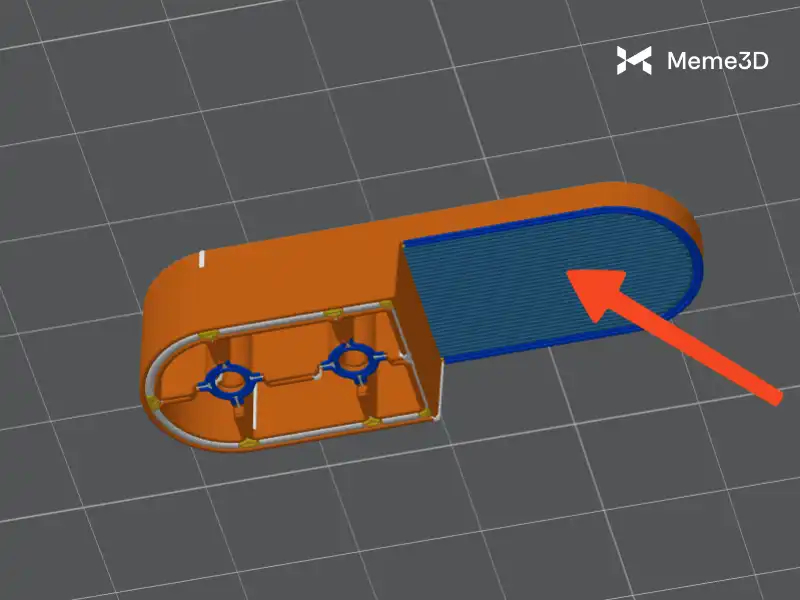
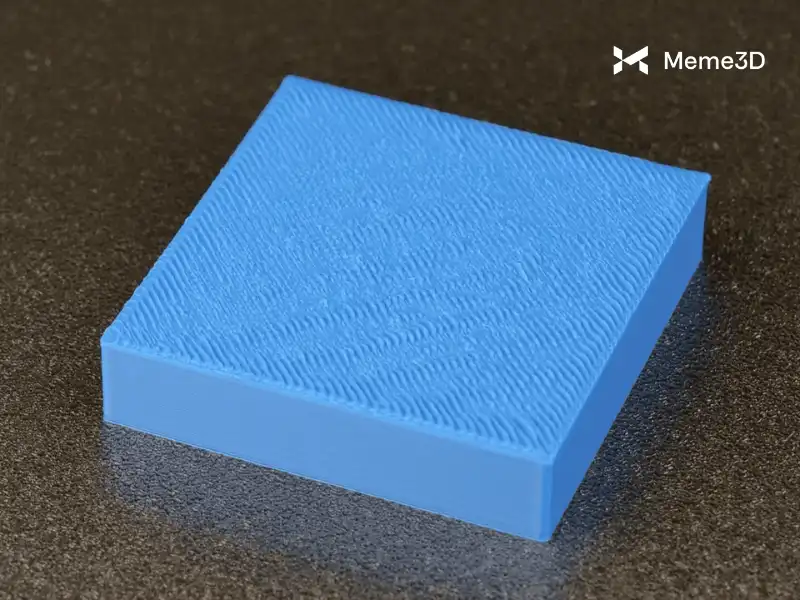
Thiếu đùn
Hiện tượng này xảy ra khi máy in không cung cấp đủ sợi nhựa đến vòi phun, dẫn đến các khoảng trống, lớp in yếu hoặc các phần không hoàn chỉnh trong vật in. Vấn đề này có thể do các yếu tố như lực kẹp đầu đùn không đủ, vòi phun bị tắc, cài đặt nhiệt độ không chính xác hoặc các vấn đề với chính sợi nhựa.
Trong ví dụ bên dưới, hiệu ứng đùn thiếu có thể được nhìn thấy trên bề mặt mô hình.

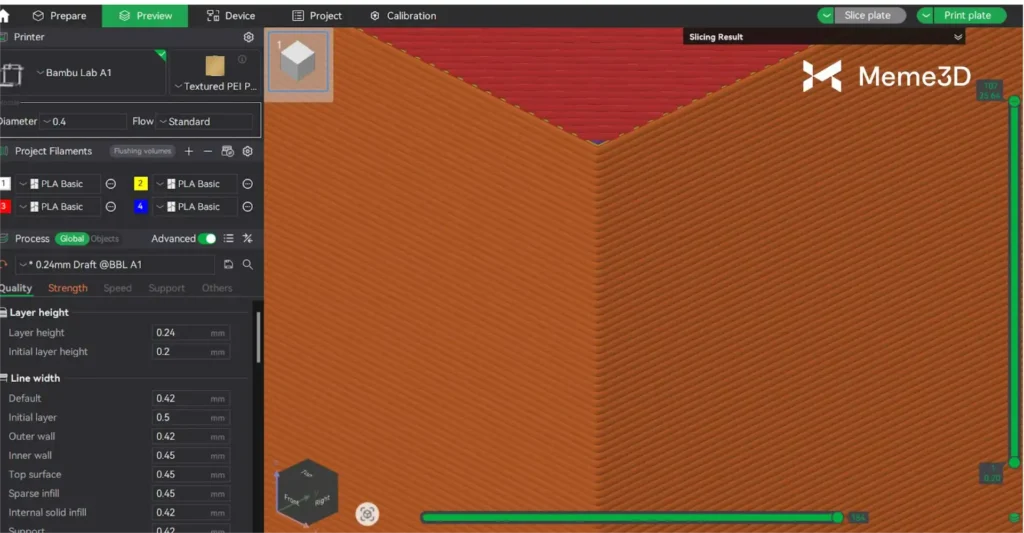
Ép đùn quá mức
Hiện tượng này xảy ra khi quá nhiều sợi nhựa được đùn ra từ vòi phun, dẫn đến sự lắng đọng vật liệu quá mức và gây ra các vấn đề như vón cục, kéo sợi và mất chi tiết trên vật thể in. Vấn đề này có thể phát sinh từ các cài đặt không chính xác như tốc độ dòng chảy quá cao, hiệu chỉnh máy đùn không đúng cách hoặc sử dụng sợi nhựa quá lớn so với vòi phun.
Trong ví dụ bên dưới, hiệu ứng đùn quá mức có thể được nhìn thấy trên bề mặt mô hình.
Để tìm hiểu thêm, hãy xem mục Thuật ngữ trên Wiki của Bambu Lab.
