Chưa có sản phẩm trong giỏ hàng.
Hướng Dẫn Sử Dụng, Tin tức
Máy In 3D Báo Hết Nhựa Khi Đang In? Hướng Dẫn Thay Nhựa Đúng Kỹ Thuật
Đang in một file 3D kéo dài 10-20 tiếng mà máy bất ngờ báo “Out of filament” hoặc “Filament runout detected” là tình huống khiến nhiều anh em lo lắng vì sợ hỏng toàn bộ bản in. Tuy nhiên, với hầu hết máy in 3D hiện nay, bạn hoàn toàn có thể thay filament giữa chừng và tiếp tục in mà không cần thực hiện các thao tác lại từ đầu nếu xử lý đúng kỹ thuật.
Trong bài viết này, Meme 3D sẽ hướng dẫn chi tiết cách thay nhựa khi máy in 3D báo hết filament, quy trình 5 bước thay nhựa an toàn và đúng chuẩn, đồng thời chia sẻ các mẹo hữu ích như đổi màu filament giữa chừng, hạn chế rối cuộn nhựa và cách xử lý với máy không có cảm biến báo hết nhựa.
1. Máy in 3D báo hết nhựa khi đang in – chuyện gì sẽ xảy ra?
Hầu hết các máy in 3D đời mới đều được trang bị cảm biến hết nhựa (filament runout sensor). Khi đầu sợi nhựa tuột khỏi cảm biến hoặc không còn feed vào đầu đùn, cảm biến (sensor) sẽ gửi tín hiệu để ngừng bản in, đưa đầu phun ra khỏi chi tiết và chờ người dùng thay cuộn nhựa mới.
Tuy nhiên, không phải lúc nào báo “hết nhựa” cũng có nghĩa là cuộn đã hết sạch. Một số tình huống phổ biến:
- Cuộn nhựa bị rối dây, kẹt mép cuộn, ma sát cao, đầu đùn không kéo nổi nhưng cảm biến vẫn “thấy” là có nhựa, dẫn tới hiện tượng đầu in vẫn chạy nhưng không ra nhựa, chi tiết bị thiếu lớp.
- Với các máy in không có cảm biến, khi nhựa hết, máy vẫn im lặng chạy “chay”, đến khi bạn phát hiện thì bản in đã hỏng mất một phần.
Vì vậy, việc hiểu rõ cách máy ngừng và tiếp tục in khi hết nhựa là chìa khóa để cứu bản in của anh em thay vì phải in lại từ đầu.
2. Chuẩn bị trước khi thay filament khi đang in
Trước khi vào các bước thao tác cụ thể, bạn nên chuẩn bị:
- Xác định loại nhựa đang in: PLA, PETG, ABS… để cài đặt đúng nhiệt độ khi unload/load.
- Chuẩn bị cuộn nhựa mới:
- Tốt nhất cùng loại vật liệu, cùng nhiệt độ in.
- Nếu khác loại (ví dụ PLA → PETG), bạn cần cân nhắc và cài đặt lại toàn bộ profile in.
- Đảm bảo khu vực quanh máy thoáng, dễ thao tác, tránh vô tình va chạm làm lệch trục khi đang pause.
Nếu mọi thứ đã sẵn sàng, bạn có thể bắt đầu quy trình thay nhựa đúng kỹ thuật.
3. Hướng dẫn thay nhựa đúng kỹ thuật khi máy báo hết nhựa
Đây là quy trình cơ bản mà anh em có thể áp dụng cho hầu hết máy in 3D có cảm biến hết nhựa (filament runout sensor) và hỗ trợ tính năng đổi filament giữa chừng mà đội ngũ kỹ thuật viên của Meme 3D đã áp dụng.
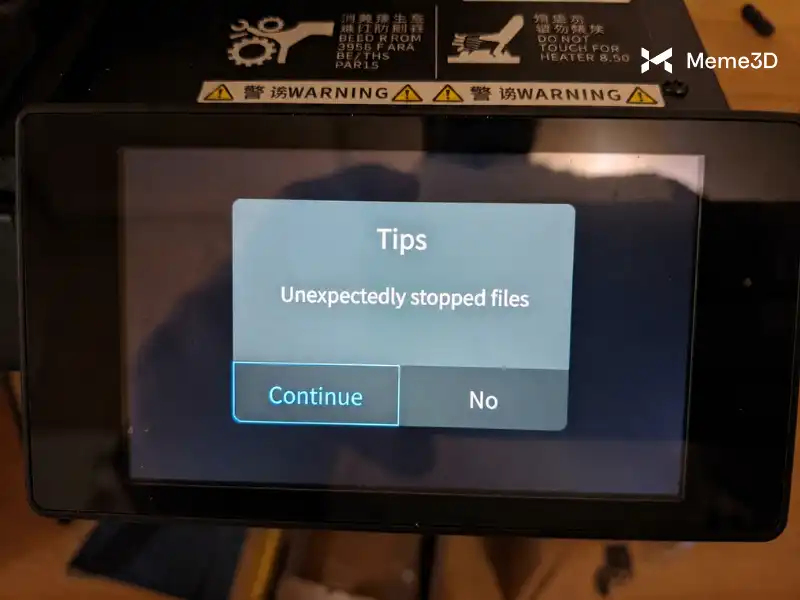
Bước 1: Xác nhận thông báo “Out of filament”
Khi cảm biến phát hiện filament đã hết hoặc không còn đi qua đầu đọc, máy sẽ tự động pause bản in để tránh tình trạng đầu in tiếp tục chạy nhưng không còn nhựa đùn ra. Lúc này, màn hình thường hiển thị các thông báo như:
- “Out of filament”
- “Filament runout detected”
- “Please replace filament”
Đồng thời, máy sẽ:
- Nâng đầu in lên để tránh cạ vào chi tiết đang in.
- Di chuyển nozzle sang một góc riêng để dễ thao tác.
- Giữ nhiệt hotend nhằm tránh nhựa còn lại bị đông cứng.
Bạn chỉ cần bấm Máy sẽ bắt đầu kéo filament mới xuống hotend và đùn nhựa ra khỏi nozzle. Filament để bắt đầu quá trình thay nhựa. Trong lúc này, không nên tắt nguồn hoặc di chuyển thủ công các trục máy vì có thể làm lệch vị trí bản in.

Bước 2: Tháo filament cũ khỏi đầu đùn
Sau khi xác nhận thay nhựa, máy sẽ làm nóng nozzle về đúng nhiệt độ in và tự động retract filament cũ. Lúc này:
- Tháo đầu sợi khỏi cảm biến hoặc bộ đùn (extruder).
- Kéo nhẹ filament ra khỏi hotend và ống PTFE.
Nếu cảm thấy sợi nhựa bị kẹt, không nên giật mạnh khi nozzle còn lạnh vì dễ làm đứt filament bên trong hotend. Hãy chờ nozzle nóng ổn định rồi rút lại nhẹ nhàng.
Sau khi tháo xong, nên cố định đầu sợi vào mép spool để tránh cuộn nhựa bị rối cho lần sử dụng tiếp theo.

Bước 3: Gắn cuộn filament mới đúng chiều
Lắp spool mới sao cho filament được kéo ra theo hướng tự nhiên, không bị gập hoặc cạ vào khung máy. Đây là chi tiết nhỏ nhưng ảnh hưởng khá nhiều tới khả năng cấp nhựa ổn định trong các bản in dài.
Trước khi nạp filament:
- Cắt đầu sợi thật phẳng hoặc hơi vát nhọn.
- Kiểm tra spool quay trơn, không bị ma sát quá mạnh.
Việc lắp đúng chiều sẽ giúp extruder kéo nhựa ổn định hơn và hạn chế lỗi thiếu nhựa giữa chừng.

Bước 4: Nạp filament mới và purge nozzle
Đưa đầu filament vào lỗ dẫn cho tới khi extruder bắt đầu kéo sợi xuống hotend. Trên màn hình, chọn:
- Load Filament
- Feed
- Extruder
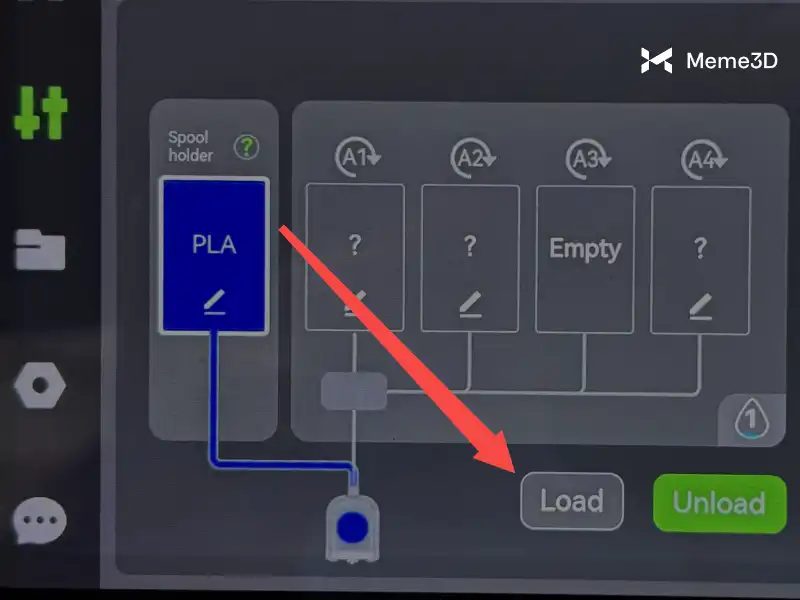
Máy sẽ bắt đầu kéo filament mới xuống hotend và đùn nhựa ra khỏi nozzle. Hãy quan sát tới khi:
- màu nhựa ra đều,
- dòng nhựa ổn định,
- không còn lẫn màu cũ.
Nếu đổi màu filament, nên purge thêm vài giây để tránh lem màu trên bản in.
Trong trường hợp không thấy nhựa ra:
- thử đẩy nhẹ filament bằng tay,
- kiểm tra bánh răng extruder có bị trượt hoặc bám bột nhựa không.
Khi nhựa đã ra ổn định và không còn lẫn màu cũ, bạn có thể tiếp tục bản in.
Bước 5: Resume – tiếp tục bản in
Sau khi purge ổn định, nhấn Continue/Resume Print để máy tiếp tục in tại lớp đang dở. Máy sẽ tự đưa nozzle quay lại đúng vị trí trước khi pause và tiếp tục quá trình in như bình thường.
Trong vài phút đầu sau khi resume, nên quan sát:
- nhựa có ra đều không,
- lớp in mới có bám tốt không,
- có hiện tượng thiếu lớp hoặc kéo sợi bất thường không.
Nếu mọi thứ ổn định, bản in sẽ tiếp tục hoàn thành mà gần như không nhìn thấy dấu vết thay filament giữa chừng.
4. Mẹo nâng cao: đổi màu, tránh lỗi và xử lý khi máy in không có cảm biến
1. Đổi filament giữa chừng một cách chủ động
Bạn không cần đợi hết nhựa mới đổi cuộn. Trong nhiều trường hợp, bạn nên chủ động swap filament:
- Dùng menu Pause trên máy, sau đó chọn Change Filament để vào đúng quy trình nạp/rút như trên.
- Một số slicer (PrusaSlicer, Cura…) cho phép chèn lệnh M600 tại một layer cụ thể để tạo “color change”, máy sẽ tự pause đúng lớp đó chờ bạn đổi màu.
Cách này rất hữu ích khi muốn in logo nhiều màu, text nổi trên bề mặt, hoặc muốn đảm bảo đổi cuộn trước khi spool gần hết.
2. Mẹo “butt-join” nối sợi để không bị pause (nâng cao)
Trên vài hệ thống, người chơi lâu năm áp dụng chiêu:
- Cắt đầu sợi cũ còn trên spool thật phẳng,
- Áp đầu sợi mới sát vào, cho cả hai đi liên tục vào ống dẫn,
- Khi sợi cũ chạy hết, sợi mới nối đuôi đi theo, cảm biến không mất tín hiệu nên máy vẫn in liên tục không cần pause.
Cách này đòi hỏi kinh nghiệm và chỉ nên dùng khi bạn kiểm soát tốt đường đi filament, tránh kẹt trong ống PTFE.
3. Nếu máy không có cảm biến hết nhựa
Khi máy không hỗ trợ runout sensor, nếu lỡ hết nhựa giữa chừng, bạn có thể:
- Chấp nhận dừng và in lại từ đầu (an toàn nhất).
- Hoặc áp dụng cách “cắt model” nâng cao:
- Đo chiều cao Z của phần đã in.
- Trong slicer, đẩy phần đã in xuống dưới bed, chỉ in phần còn lại.
- Sau đó dán/ghép hai phần bằng keo, chốt, hoặc bắt vít.
Cách thứ hai đỡ tốn thời gian, nhưng không phải file nào cũng phù hợp và đòi hỏi kỹ năng thiết kế/slice tốt.
5. Lỗi thường gặp khi thay nhựa giữa chừng và cách tránh
| Tình huống | Nguyên nhân chính | Cách xử lý |
| Máy báo hết nhựa nhưng cuộn nhựa còn | Rối dây, ma sát cao, hướng cuộn nhựa bị sai | Sắp xếp lại cuộn filament, chỉnh hướng cuộn, dùng guide/ống PTFE hợp lý. |
| Resume xong, chỗ nối bị hở lớp | Chưa xả đủ nhựa mới, nhiệt/flow chưa ổn | Đùn dư nhựa 1 đoạn trước khi resume, kiểm tra thiết lập nhiệt độ. |
| Không rút được sợi cũ | Nozzle quá lạnh hoặc sợi phình trong hotend | Tăng nhiệt lên mức in, chờ vài chục giây rồi rút lại nhẹ nhàng. |
| Máy không resume được | Tắt nguồn khi đang tạm ngừng in, thao tác sai trình tự | Tuyệt đối không tắt máy trong lúc tạm ngừng in, làm theo hướng dẫn trên màn hình. |
6. Kinh nghiệm thực tế để không “toát mồ hôi” khi hết nhựa
Từ kinh nghiệm cộng đồng in 3D tại Việt Nam và các nhà sản xuất:
- Đừng bắt đầu công việc quá dài bằng cuộn nhựa sắp hết; hãy dùng cuộn filament mới, đầy cho các file in từ 10-30 giờ, còn cuộn nhựa cũ hãy để in các chi tiết nhỏ hơn.
- Luôn đảm bảo lõi nhựa quay trơn, dùng giá đỡ có vòng bi hoặc thiết kế vị trí cuộn nhựa hợp lý.
- Nếu bản in thực sự quan trọng, anh em nên ở gần máy trong khoảng thời gian dự đoán sẽ hết nhựa, để kịp thời thay hoặc chủ động ngừng bản in để thay cuộn filament mới.
7. Kết luận
Hết nhựa giữa chừng không còn là “thảm họa” nếu anh em nắm vững quy trình xử lý chuẩn. Việc làm chủ kỹ thuật thay filament giúp cứu vãn những bản in hàng chục giờ và khẳng định kỹ năng vận hành máy in chuyên nghiệp của anh em.
Đừng để sự cố nhỏ làm gián đoạn cảm hứng. Nếu cần hỗ trợ kỹ thuật hoặc vật liệu in, Meme 3D luôn sẵn sàng đồng hành cùng anh em trên con đường sáng tạo!