Chưa có sản phẩm trong giỏ hàng.
Tin tức, Hướng Dẫn Sử Dụng
Cách In Nhựa TPU: 10 Mẹo Cho Anh Em Nghiện Nhựa
Sau khi đã quá quen tay với PLA hay PETG, phần lớn anh em chơi in 3D đều muốn thử sức với TPU – loại vật liệu dẻo đàn hồi cực kỳ tuyệt vời. Nếu anh em đang muốn in lốp xe mô hình RC, đế giày, gioăng chống thấm, ống mềm hay ốp lưng điện thoại, TPU gần như là sự lựa chọn duy nhất.
Tuy nhiên, đây không phải là kiểu nhựa “cắm vào là in ngay” vì rất dễ bị kéo tơ (stringing), tắc đùn (clog) hay thiếu nhựa. Để xử lý triệt để, cách in nhựa TPU chuẩn xác nhất là anh em phải ưu tiên sử dụng cơ cấu đùn trực tiếp (Direct Drive), bắt buộc sấy khô cuộn nhựa trước khi in, đồng thời giảm tốc độ in xuống mức chậm (15-30 mm/s) và kiểm soát chặt chẽ biên độ rút nhựa (Retraction).
Hãy cùng Meme 3D tìm hiểu và bỏ túi hơn 10 mẹo thực tế cùng bảng thông số chi tiết để xem việc chinh phục TPU có thật sự khó nhằn như lời đồn hay không.
1. Tại Sao In Nhựa TPU Lại Khó Hơn PLA Hay ABS?
Cách hình dung đơn giản nhất cho anh em về việc in TPU là: Nó giống hệt như việc cố gắng “đẩy một cọng bún qua ống hút”. TPU là nhựa nhiệt dẻo đàn hồi thuộc nhóm TPE (Thermoplastic Elastomer), với độ cứng phổ biến dao động từ 85A đến 95A (Shore A).
Khác với PLA cứng cáp và dễ dẫn hướng, đặc tính của TPU mang lại hàng loạt rắc rối khi cấp liệu:
- Dẻo và đàn hồi cao: Sợi nhựa rất dễ bị uốn cong, thắt nút ngay bên trong ống dẫn hoặc cụm đùn (extruder) trước khi kịp chui vào đầu phun.
- Hút ẩm cực kỳ mạnh (Hydroscopic): Nếu không sấy, TPU sẽ ngậm nước, dẫn đến hiện tượng nổ lạch cạch tạo bọt khí, kéo tơ và bề mặt bản in sẽ cực kỳ xấu.
- Dễ kéo tơ (Stringing): Việc rút nhựa (retraction) quá mức để chống kéo tơ lại chính là nguyên nhân gây tắc nghẽn bộ đùn.
2. 7 Bước Chuẩn Bị (Workflow) Trước Khi Bấm In TPU
Không giống như in PLA, quy trình chuẩn bị cho TPU đòi hỏi anh em phải kiểm tra con máy và vật liệu kỹ hơn một chút. Các bước cơ bản được thực hiện tuần tự như sau:
1. Chọn máy in và cơ cấu đùn phù hợp:
Ưu tiên tuyệt đối cụm đùn trực tiếp (Direct Drive). Cơ cấu này đẩy nhựa thẳng vào vòi phun (nozzle), triệt tiêu khoảng trống khiến sợi nhựa bị cong gập. Các dòng máy như Bambu Lab A1/P1S “nuốt” TPU rất ngọt. Nếu dùng cụm đùn gián tiếp (Bowden), anh em bắt buộc phải dùng ống PTFE chất lượng cao và giảm tốc độ rút nhựa về gần bằng 0.
2. Kiểm tra cụm đầu in (Toolhead):
Khuyến khích dùng cụm đầu in kim loại toàn phần (All-metal hotend). Ống lót PTFE bên trong các đầu in đời cũ rất dễ gây kẹt nhựa dẻo ở nhiệt độ cao.
3. Sấy nhựa TPU (BƯỚC BẮT BUỘC):
Đừng để thông số “nhựa mới bóc seal” đánh lừa. Luôn sấy TPU trước khi in ở 70°C trong 8 tiếng hoặc đặt lên bàn nhiệt 90°C trong 12 tiếng.
4. Chọn bề mặt bàn in (Build Plate):
Tấm PEI nhám hoặc trơn đều tốt. Nhưng hãy quét một lớp keo dán bàn (PVP) mỏng. Nó không chỉ tăng độ bám mà còn đóng vai trò như một lớp đệm (release agent) để anh em dễ bóc phôi dẻo ra mà không làm hỏng bàn in.
5. Lắp cuộn nhựa (Filament) đúng cách:
Đặt cuộn nhựa ở vị trí sao cho sợi nhựa đi thẳng một đường vào cụm đùn, không bị xoắn hay đi qua các khúc cua gắt.
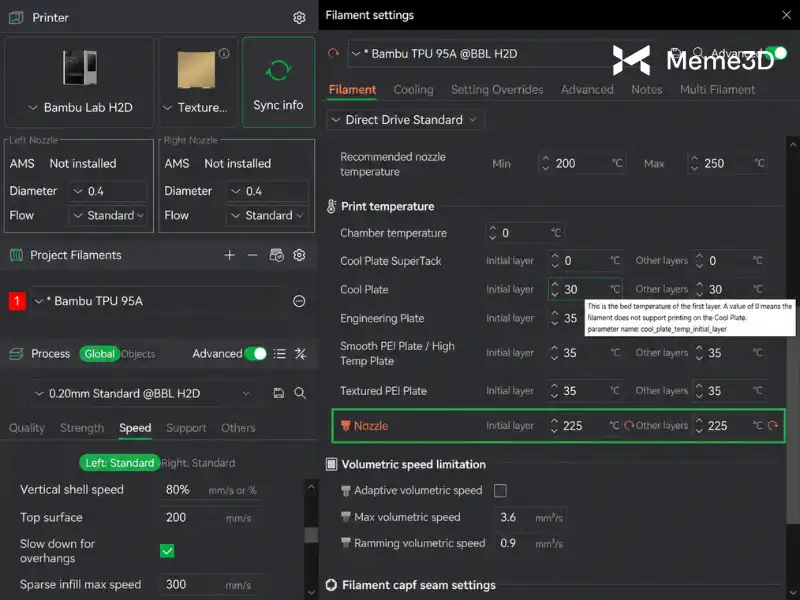
6. Thiết lập Slicer:
Chọn đúng profile TPU (ví dụ: Generic TPU hoặc TPU 95A) trong Bambu Studio hoặc Cura. Tuyệt đối không dùng profile của PLA để in TPU.
7. Kiểm tra trước khi in:
Đảm bảo sợi nhựa khô ráo, mượt mà và khoảng cách vòi phun (Z-offset) không quá sát mặt bàn để tránh cản trở dòng chảy (flow rate) của nhựa dẻo.
3. Thông Số In TPU Hoàn Chỉnh
Trước khi đi sâu vào các mẹo, Meme 3D sẽ điểm qua bảng thông số kỹ thuật cốt lõi cần thiết lập trong phần mềm để anh em có thể dễ dàng setting và bắt đầu in với nhựa TPU:
Bảng Thông Số Chuẩn Cho Nhựa TPU 95A
| Tham số cấu hình | Giá trị thiết lập | Ghi chú thực tế |
| Nhiệt độ vòi phun (Nozzle) | 220°C – 240°C | Thường tối ưu nhất ở mức 230°C (tùy hãng). |
| Nhiệt độ bàn nhiệt (Bed) | 30°C – 60°C | Tấm PEI nhám chỉ cần để ở mức 30°C-35°C kèm keo mỏng. |
| Tốc độ in (Print Speed) | < 80 mm/s | Các lớp vỏ ngoài (Outer wall) nên hạ về 20-40 mm/s. |
| Quạt làm mát (Fan Speed) | 100% | Bật tối đa để nhựa đông nhanh, giữ form tốt. |
| Rút nhựa (Retraction) | Direct: 0.8-1.2 mm Bowden: 0.3-0.5 mm | Với Bowden, đôi khi tắt hẳn Retraction lại cho anh em kết quả tốt hơn. |
| Chiều cao lớp (Layer Height) | 0.2 mm-0.28 mm | In lớp dày (0.28mm) giúp giảm áp lực đùn liên tục. |
So Sánh TPU Thường Và TPU 95A High-Flow (HF)
| Tiêu chí | TPU Thường | TPU 95A HF (High-Flow) |
| Tốc độ tối đa | < 80 mm/s | Lên đến 200 mm/s |
| Độ thân thiện | Khó in, dễ kẹt | Dễ in hơn, dòng chảy (flow rate) mượt mà |
| Mức giá | Rẻ hơn, dễ tiếp cận | Cao hơn đáng kể |
| Phù hợp với | Anh em cày hobby cơ bản | Máy in tốc độ cao (CoreXY, Bed-slinger thế hệ mới) |

4. 10+ Mẹo Xương Máu Để In Nhựa TPU Không Fail
Thực tế trải nghiệm cho thấy, phần mềm và máy móc chỉ chiếm 50% tỷ lệ thành công. Dưới đây là những mẹo mà Meme 3D cần anh em “nằm lòng” khi in nhựa TPU:
- Luôn sấy nhựa: Nhấn mạnh lại lần nữa, không sấy nhựa là nguyên nhân số 1 gây kéo tơ và rỗng ruột bản in.
- Giảm Retraction về gần 0 (với Bowden): Rút nhựa quá nhiều lần sẽ khiến sợi nhựa dẻo bị “nhai nát” ở bánh răng đùn.
- In lớp đáy đầu tiên (First Layer) cực chậm: Set tốc độ 30-45 mm/s và tắt quạt ở 2-3 lớp đầu để nhựa có thể bám bàn tốt hơn.
- Tăng nhiệt độ vòi phun thêm 5°C nếu bản in kéo tơ: Nghe có vẻ ngược đời, nhưng nhiệt độ cao hơn giúp TPU chảy lỏng hơn, giảm áp lực tích tụ gây rỉ nhựa.
- Luôn dùng keo PVP cho bàn in: Đừng để khả năng bám dính siêu hạng của TPU phá hỏng bề mặt tấm PEI của anh em lúc gỡ phôi.
- Tắt tính năng làm phẳng mặt (Ironing): Cọ xát vòi phun nóng lên bề mặt TPU chỉ tạo ra thảm họa kéo tơ và làm bề mặt bản in xù xì thêm.
- Giảm tốc độ nếu bị thiếu nhựa (Under-extrusion): Nếu thấy vách in bị rỗ, hãy hạ tốc độ từ 60 mm/s xuống 30-40 mm/s để máy kịp nung chảy nhựa.
- Setup cuộn nhựa thẳng: Tránh mọi ma sát không cần thiết trên đường đi của sợi nhựa.
- Quan sát kỹ 3-5 lớp đầu: Đừng bấm in rồi bỏ đi. Lỗi kéo tơ hoặc tắc nghẽn bộ đùn thường bộc lộ ngay ở những phút đầu tiên.
- Không cần đóng buồng kín (Enclosure): TPU không cần giữ nhiệt như ABS, anh em chỉ cần tránh để gió quạt thổi trực tiếp vào máy là được.
- Bảo quản ngay sau khi in: Cất ngay vào hộp chống ẩm có túi hạt hút ẩm (silica gel) để tránh nhựa hút nước trở lại.
5. Khắc Phục Nhanh Các Lỗi Thường Gặp
| Biểu hiện lỗi | Nguyên nhân cốt lõi | Cách khắc phục nhanh |
| Kéo tơ chằng chịt (Stringing) | Rút nhựa (Retraction) quá mức hoặc nhựa bị ẩm nặng. | Giảm quãng đường Retraction, sấy nhựa, tăng nhẹ nhiệt độ 5°C. |
| Thiếu nhựa, rỗng ruột (Under-extrusion) | Tốc độ in quá nhanh khiến bánh răng đùn bị trượt. | Hạ tốc độ in, kiểm tra lại lực ép của cụm đùn, sấy nhựa. |
| Tắc cụm đùn (Clog) | Ống PTFE cản trở hoặc Retraction liên tục làm nát sợi dẻo. | Chuyển sang dùng All-metal hotend, tắt/giảm Retraction. |
| Bong lớp, cong vênh (Warping) | Bàn in không đủ nhiệt hoặc bị gió lạnh thổi vào. | Tăng nhiệt bàn in thêm 5°C, che chắn gió lùa. |
| Nổ lép bép, có bọt khí | Sợi nhựa ngậm nước bị bốc hơi đột ngột tại vòi phun. | Bắt buộc dừng in và mang cuộn nhựa đi sấy ở 70°C/8h. |
6. Tổng Kết
Theo đánh giá từ Meme 3D, việc chinh phục nhựa TPU không phải là một bộ môn “tâm linh”. Miễn là anh em tuân thủ đúng quy trình làm việc (workflow): Sấy nhựa khô, dùng cụm đùn trực tiếp (Direct Drive), in ở tốc độ chậm và quản lý tốt Retraction, TPU sẽ cho ra những bản in cực kỳ chất lượng và bền bỉ.
TPU không phải là loại nhựa dễ chiều. Nhưng một khi đã hiểu đúng workflow và setup đúng cơ khí, anh em sẽ thấy đây là một trong những vật liệu “đáng chơi” nhất của thế giới in 3D.