Chưa có sản phẩm trong giỏ hàng.
Hướng Dẫn Sử Dụng, Tin tức
Cách Xử Lý Lỗi Nghẹt Nhựa (Clogging) Trên Bambu Lab P1S
Sau một thời gian làm việc liên tục với các dòng nhựa từ dễ tính đến khó tính, chắc chắn anh em nghiện nhựa nào cũng phải đối mặt với một “cơn ác mộng” mang tên: Nghẹt nhựa (Clogging). Hiện tượng này không tha cho một ai và ngay cả trên một dòng máy “quốc dân” có độ ổn định cực cao như Bambu Lab P1S, nghẹt nhựa vẫn có thể xảy ra nếu gặp các vấn đề setting về nhiệt độ, filament kém chất lượng hoặc đổi nhựa sai quy trình.
Nghẹt nhựa không chỉ làm hỏng bản in giữa chừng (gây thiếu hụt lớp – underextrusion, rỗng ruột) mà còn khiến máy đùn nhựa kêu “lạch cạch” liên tục do bánh răng extruder bị trượt. Tuy nhiên, thay vì hoang mang nghĩ đến chuyện tháo tung máy hay đặt mua cụm đầu đùn mới, anh em chỉ cần bình tĩnh xác định đúng nguyên nhân và áp dụng các quy trình xử lý từ nhẹ đến nặng.
Trong bài viết này, Meme 3D sẽ chia sẻ toàn bộ kiến thức thực tế về cách nhận biết và “thông tắc” thành công cho Bambu Lab P1S một cách an toàn, nhanh chóng nhất.
1. Tại Sao Bambu Lab P1S Lại Bị Nghẹt Nhựa?
Cơ chế nghẹt nhựa về cơ bản xảy ra khi filament không thể di chuyển mượt mà trong hệ thống, đi từ ống PTFE, qua bánh răng Extruder và cuối cùng xuống vòi phun (Nozzle). Trên dòng P1S, các nguyên nhân phổ biến nhất bao gồm:
- Nghẹt do nhiệt độ buồng in quá cao (Heat Creep): Đây là lỗi cực kỳ phổ biến khi anh em in nhựa nhiệt độ thấp như PLA nhưng lại đóng kín hoàn toàn cửa máy và nắp trên của P1S. Nhiệt từ bàn in (60°C) kết hợp với buồng kín làm chảy nhựa sớm ngay tại vị trí bánh răng đầu đùn (Extruder) hoặc đoạn trên của tản nhiệt (Heatsink), gây kẹt cứng.
- Đổi nhựa sai quy trình (Cross-contamination): Ví dụ, anh em vừa in nhựa chịu nhiệt cao như ABS/ASA (250°C), sau đó đổi sang in PLA (210°C) nhưng không đùn sạch lượng nhựa cũ. Nhựa ABS còn sót lại trong vòi phun không thể nóng chảy ở nhiệt độ của PLA, tạo thành nút thắt gây tắc nghẽn.
- Filament kém chất lượng hoặc dính tạp chất: Cuộn nhựa bị bám bụi bẩn bên ngoài môi trường hoặc đường kính không đồng đều (vượt quá 1.75mm) khiến bánh răng không thể đẩy nhựa đi tiếp.
- In nhựa có chứa sợi gia cường (CF/GF) trên nozzle mặc định: P1S thường đi kèm vòi phun Stainless Steel (Thép không gỉ). Nếu anh em cố tình in các dòng nhựa chứa sợi carbon như PLA-CF, PETG-CF trên nozzle 0.4mm này, các sợi carbon sẽ nhanh chóng tích tụ ở đầu vòi và gây nghẹt cứng.
Lưu ý: Trong phần lớn trường hợp, lỗi nghẹt nhựa trên Bambu Lab P1S không đồng nghĩa với việc cụm đầu đùn (Extruder) đã hỏng. Phần lớn sự cố xuất phát từ cặn nhựa tích tụ trong nozzle, hiện tượng Heat Creep hoặc filament kém chất lượng. Vì vậy, anh em nên thực hiện đầy đủ các bước kiểm tra và vệ sinh trước khi quyết định thay thế linh kiện.
2. Bảng Phân Loại Và Nhận Biết Mức Độ Nghẹt Nhựa
Trước khi bắt tay vào sửa, anh em cần kiểm tra xem máy đang bị nghẹt ở phân đoạn nào để áp dụng đúng quy trình.
| Dấu hiệu nhận biết | Vị trí nghẹt | Mức độ | Hướng xử lý nhanh |
| Nhựa ra đứt quãng, bản in bị xốp, giòn, thiếu lớp (Underextrusion). | Trong lòng Nozzle (Tắc một phần) | Nhẹ | Áp dụng phương pháp Cold Pull (Kéo nguội) |
| Extruder kêu lạch cạch, nhấn load nhựa nhưng hoàn toàn không có nhựa chảy ra. | Đầu vòi phun (Tắc hoàn toàn) | Trung bình | Dùng kim thông hoặc gia nhiệt đốt nóng đầu phun |
| Không thể rút filament ra ngoài, nhấn Unload nhựa không phản hồi, tháo ống PTFE thấy nhựa kẹt cứng tại bánh răng. | Cụm Extruder / Bộ cắt nhựa (Filament Cutter) | Nặng | Gia nhiệt đẩy tay hoặc tháo rời cụm đầu đùn (Extruder) để vệ sinh |
3. Quy Trình 3 Bước Xử Lý Nghẹt Nhựa Từ Nhẹ Đến Nặng
Bước 1: Phương pháp “Cold Pull” (Kéo Nguội)
Đây là cách tốt nhất khi vòi phun bị bám cặn nhựa cháy hoặc khi anh em chuyển từ nhựa nhiệt cao xuống nhựa nhiệt thấp. Nên sử dụng một đoạn nhựa Nylon hoặc chính nhựa PETG/PLA để thực hiện.
- Gia nhiệt vòi phun lên 250°C trong mục Điều khiển của P1S.
- Dùng tay đẩy trực tiếp một đoạn filament vào ống PTFE phía sau máy (sau khi đã gỡ khớp nối) cho đến khi nhựa chảy ra một chút ở đầu phun.
- Hạ nhiệt độ vòi phun xuống khoảng 90°C (đối với PLA) hoặc 100°C (đối với PETG) và đợi nhiệt độ giảm hẳn xuống mức này để nhựa đông đặc lại một phần.
- Bấm giữ lẫy khóa extruder (hoặc nhấn nút cắt nhựa) và dùng lực tay kéo mạnh đoạn filament ra theo hướng ngược lại. Nếu thành công, anh em sẽ rút ra được một đoạn đầu nhựa có hình dạng y hệt lòng trong của vòi phun, kéo theo toàn bộ bụi bẩn và cặn cháy ra ngoài.

Mẹo từ Meme 3D: Hãy lặp lại thao tác Cold Pull từ 2-3 lần cho đến khi đầu nhựa rút ra hoàn toàn sạch sẽ và không còn dính các chấm đen của cặn nhựa cũ.
Bước 2: Sử Dụng Kim Thông Vòi Kết Hợp Gia Nhiệt Cao
Áp dụng khi vòi phun của anh em bị tắc hoàn toàn do có hạt tạp chất cứng bên trong.
- Nâng nhiệt độ nozzle lên mức tối đa của loại nhựa vừa in (ví dụ 260°C cho ABS/ASA hoặc 220°C cho PLA).
- Sử dụng cây kim thông vòi phun chuyên dụng (đi kèm trong hộp phụ kiện của P1S).
- Đâm kim từ dưới đầu vòi phun lên theo chiều thẳng đứng, vừa đâm vừa xoay nhẹ để phá vỡ cục nghẹt, sau đó rút kim ra.
- Vào menu điều khiển, lệnh cho máy đùn nhựa (Extrude) liên tục xem nhựa đã chảy thành dòng đều và thẳng hay chưa.
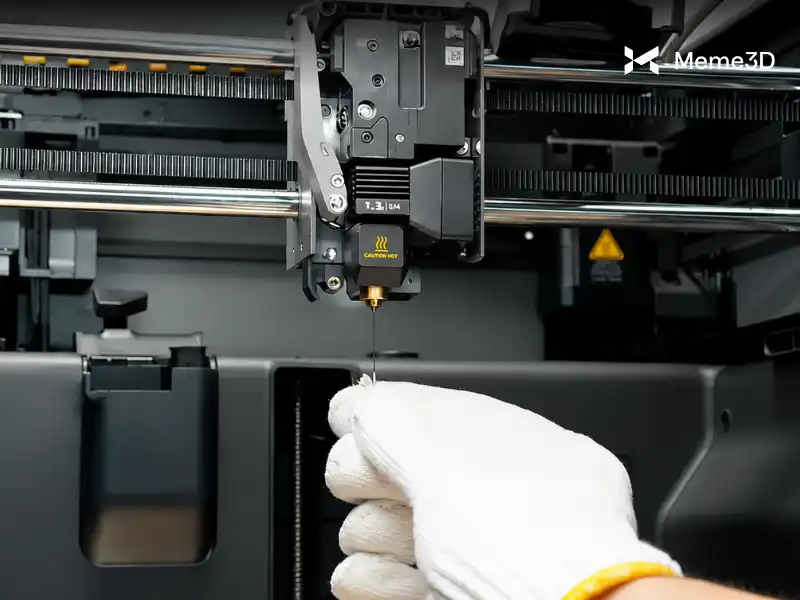
Chú ý an toàn: Vòi phun lúc này đang cực kỳ nóng (trên 200°C). Anh em phải dùng kìm kẹp kim thông và tuyệt đối không chạm tay vào cụm đầu in để tránh bị bỏng nặng.
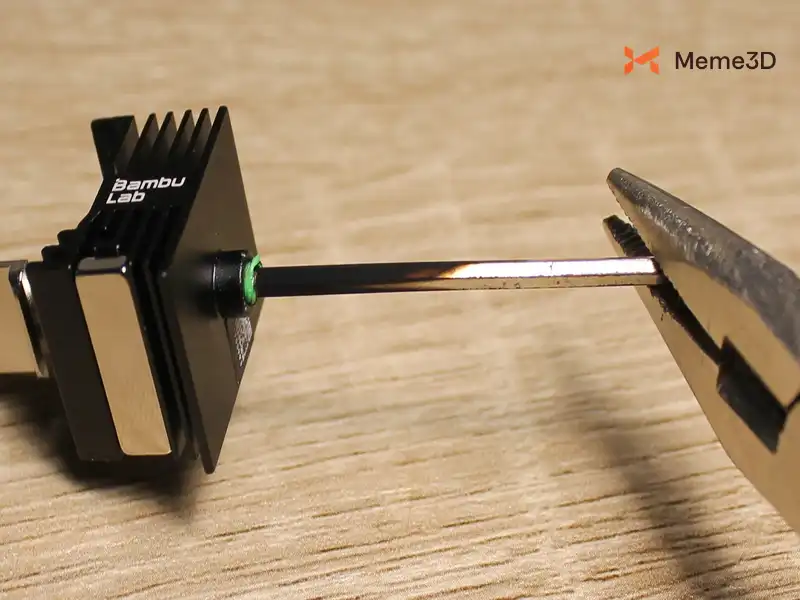
Bước 3: Gia Nhiệt Cố Định Bằng Khóa Lục Giác
Nếu nhựa bị kẹt ngay đoạn ống dẫn nhiệt phía trên vòi phun (Heat creep) khiến cây kim thông không tới, anh em hãy dùng khóa lục giác nhỏ (loại 1.5mm đi kèm máy).
- Tháo phần mặt nạ phía trước của đầu in P1S ra (mặt nạ hít nam châm rất dễ gỡ).
- Gia nhiệt vòi phun lên 250°C.
- Dùng kìm giữ chặt khóa lục giác 1.5mm, dùng bật lửa hoặc khò nhiệt đốt nóng phần đầu cây lục giác.
- Đút nhanh khóa lục giác đã nóng từ phía trên đỉnh cụm đầu đùn (vị trí ống PTFE đi vào) ấn thẳng xuống để làm nóng chảy cục nhựa đang kẹt cứng, đẩy nó thoát ra ngoài qua đầu phun.
4. Biện Pháp Phòng Ngừa Lỗi Nghẹt Nhựa Trên P1S
Để không phải mất thời gian xử lý sự cố giữa đêm khi đang chạy đơn hàng gấp, anh em nên lưu ý các nguyên tắc sau:
- Mở hé cửa khi in PLA/PETG: Đối với các bản in PLA kéo dài trên 3 tiếng có nhiệt độ bàn 55-60°C, hãy luôn mở hé cửa kính phía trước hoặc nhấc nhẹ tấm kính nắp trên của P1S. Việc này giúp hạ nhiệt độ không khí trong buồng, triệt tiêu hoàn toàn lỗi nghẹt do Heat Creep.
- Nâng cấp lên Nozzle Hardened Steel (Thép cứng): Nếu có nhu cầu in nhựa kỹ thuật hoặc các dòng nhựa chứa sợi carbon, sợi thủy tinh (PLA-CF, PETG-CF, ASA-CF), hãy thay thế vòi phun nguyên bản bằng cụm vòi phun thép cứng và cân nhắc chuyển sang size 0.6mm để khoảng không gian đùn rộng rãi hơn, hạn chế tối đa kẹt sợi.
- Vệ sinh bánh răng Extruder định kỳ: Nhựa in lâu ngày bị bào mòn sẽ để lại vụn bột nhựa bám đầy vào các kẽ rãnh của bánh răng extruder, làm giảm lực kéo. Sau mỗi 2-3 cuộn nhựa, anh em nên dùng bình xịt khí nén hoặc chổi cọ nhỏ để thổi sạch bụi nhựa này.
5. Tổng Kết
Xử lý nghẹt nhựa trên Bambu Lab P1S hoàn toàn là một kỹ năng cơ bản mà bất kỳ anh em nghiện nhựa hay maker nào cũng cần nắm vững. Đừng quá lo lắng khi thấy máy ngưng đùn nhựa, chỉ cần làm theo đúng thứ tự kiểm tra từ Cold Pull, thông kim cho đến đẩy lục giác nóng, anh em sẽ tự giải quyết được 95% số ca nghẹt nhựa tại nhà mà không cần mang máy đi bảo hành.