Chưa có sản phẩm trong giỏ hàng.
Hướng Dẫn Sử Dụng, Tin tức
Cách In Nhựa ABS/ASA Trên Bambu Lab P1S Không Cong Vênh
Sau khi đã quen với các dòng nhựa “quốc dân” như PLA hay PETG, nhiều anh em chơi in 3D bắt đầu chuyển sang ABS hoặc ASA để tạo ra các chi tiết kỹ thuật, phụ kiện cơ khí hay sản phẩm cần khả năng chịu nhiệt cao hơn. Tuy nhiên, đây cũng là hai loại vật liệu được đánh giá là “khó tính” trong cộng đồng in 3D, do dễ xảy ra hiện tượng cong vênh (warping), nứt lớp hoặc bong góc nếu không kiểm soát tốt nhiệt độ và môi trường in.
Dù anh em đang sở hữu Bambu Lab P1S – một trong những dòng máy in FDM buồng kín được đánh giá cao hiện nay – thì ABS và ASA cũng không phải loại nhựa cứ “cắm vào là in đẹp”. Để đạt được kết quả ổn định, anh em cần hiểu rõ đặc tính vật liệu, tối ưu thông số trong Bambu Studio và áp dụng đúng quy trình chuẩn bị trước khi in.
Trong bài viết này, Meme 3D sẽ chia sẻ toàn bộ kinh nghiệm thực tế để giúp anh em thiết lập Bambu Lab P1S in ABS và ASA không cong vênh, hạn chế nứt lớp và nâng cao chất lượng thành phẩm.
1. Tại Sao In Nhựa ABS/ASA Lại Dễ Cong Vênh?
Cách hình dung đơn giản nhất là ABS và ASA có hệ số co ngót nhiệt khá cao. Khi nhựa nóng vừa được đùn ra khỏi vòi phun gặp môi trường lạnh hơn, vật liệu sẽ co lại. Nếu quá trình co ngót diễn ra không đồng đều, lực kéo sinh ra sẽ làm các góc của vật thể nhấc khỏi mặt bàn, gây hiện tượng bong góc hoặc cong vênh.
Các nguyên nhân phổ biến khiến anh em dễ gặp tình trạng này gồm:
- Nhiệt độ bàn in không đủ cao khiến lớp đầu tiên bám không chắc.
- Buồng in bị thất thoát nhiệt do mở cửa máy hoặc có gió lạnh lùa vào.
- Quạt làm mát hoạt động quá mạnh khiến nhựa nguội quá nhanh.
- Filament bị hút ẩm làm giảm chất lượng liên kết giữa các lớp.
Trong quá trình in ấn với các dòng vật liệu như eSUN ABS+, Polymaker ASA và Creality ASA trên Bambu Lab P1S. Meme 3D nhận thấy hiện tượng cong góc thường xuất hiện ở các chi tiết có kích thước lớn hoặc nhiều góc vuông sắc cạnh. Và việc duy trì nhiệt độ buồng in khoảng 45-50°C kết hợp với brim từ 8-10 lines giúp giảm đáng kể tỷ lệ warping so với cấu hình mặc định.
Ngoài ra, các trường hợp nứt lớp giữa thân sản phẩm phần lớn xuất phát từ việc mở cửa máy trong quá trình in hoặc sử dụng quạt làm mát quá mạnh. Khi tắt hoàn toàn Aux Fan và Chamber Fan, độ bền liên kết giữa các lớp được cải thiện rõ rệt.
2. Thông Số Cấu Hình Tối Ưu Cho Bambu Lab P1S
Bambu Lab P1S có lợi thế rất lớn là hệ thống buồng kín giúp duy trì nhiệt độ tự nhiên trong khoảng 45-50°C. Tuy nhiên, để hạn chế tối đa hiện tượng ABS warping và ASA warping, anh em nên tinh chỉnh thêm một số thông số trong Bambu Studio thay vì sử dụng hoàn toàn cấu hình mặc định.
Cấu Hình Nhiệt Độ Khuyến Nghị
| Thông số | ABS | ASA | Ghi chú |
| Nhiệt độ vòi phun | 240-260°C | 250-260°C | Tùy hãng nhựa |
| Nhiệt độ bàn in | 100°C | 95-100°C | Mức tối đa của P1S |
| Nhiệt độ buồng in | 45-50°C | 45-50°C | Lý tưởng để giảm co ngót |
| Preheat | 15-20 phút | 10-15 phút | Đóng kín cửa máy |
Lưu ý: Nhiệt độ bàn in tối đa của P1S là 100°C. Nếu cuộn ABS hoặc ASA yêu cầu nhiệt độ bàn cao hơn, anh em nên sử dụng thêm keo hỗ trợ bám dính như Magigoo hoặc ABS Slurry.
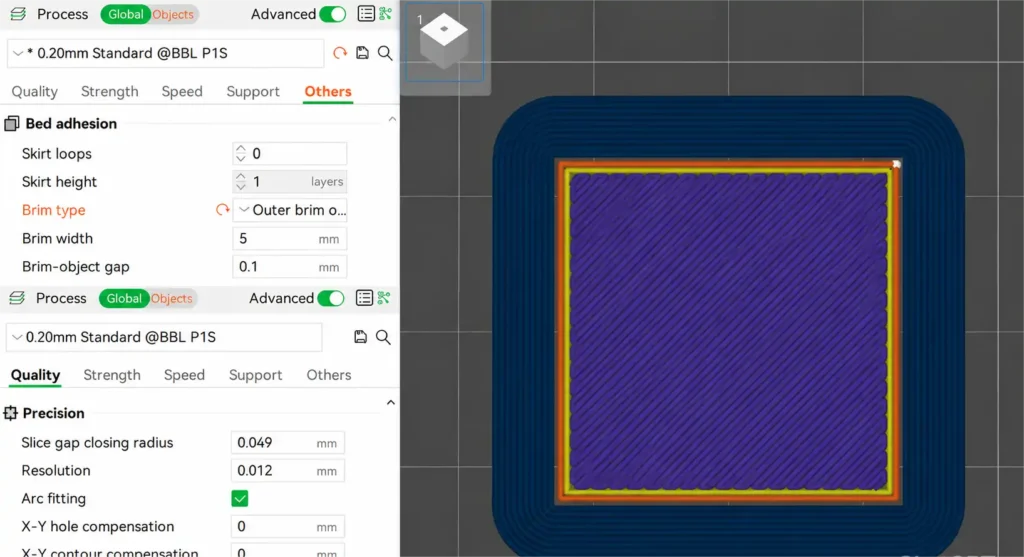
Cấu Hình Slicer Chống Cong Vênh
| Cài đặt | Giá trị khuyến nghị | Mục đích |
| Layer Fan | 0-10% | Hạn chế làm nguội quá nhanh |
| Chamber Fan | Tắt | Giữ nhiệt buồng in |
| Aux Fan | Tắt | Tránh gió lạnh thổi trực tiếp |
| First Layer Height | 0.2 mm | Tăng độ bám bàn |
| Tốc độ lớp đầu | 20-30 mm/s | Giúp lớp đầu ổn định |
| Brim | 5-10 lines | Tăng diện tích tiếp xúc |
| Infill Pattern | Gyroid hoặc Diagonal | Giảm ứng suất co ngót |
Đây là cấu hình nhiệt độ in ABS trên Bambu Lab P1S và nhiệt độ in ASA trên Bambu Lab P1S được nhiều người dùng áp dụng để hạn chế hiện tượng bong góc và cong vênh khi in các chi tiết kỹ thuật.
3. Quy Trình Chuẩn Bị Trước Khi In ABS/ASA
Thông số phần mềm chỉ quyết định một phần kết quả. Phần còn lại nằm ở khâu chuẩn bị trước khi nhấn nút Start.
Bước 1: Chuẩn Bị Bàn In
Ưu tiên sử dụng tấm PEI nhám hoặc tấm PEI kỹ thuật. Trước khi in, hãy rửa sạch bàn bằng nước ấm và nước rửa chén để loại bỏ dầu mỡ từ dấu vân tay. Giữa các lần in, lau lại bằng cồn IPA 90% trở lên để duy trì độ bám.
Bước 2: Bôi Keo Hỗ Trợ Bám Dính
Đối với ABS và ASA, đặc biệt là các chi tiết có diện tích đáy lớn, việc sử dụng keo hỗ trợ bám dính là rất cần thiết.
Anh em có thể dùng keo hồ khô thông thường hoặc các sản phẩm chuyên dụng như Magigoo ABS/ASA.
Lớp keo này giúp tăng độ bám giữa vật thể và bàn in trong giai đoạn đầu, đồng thời bảo vệ bề mặt PEI khi tháo sản phẩm sau khi hoàn thành.

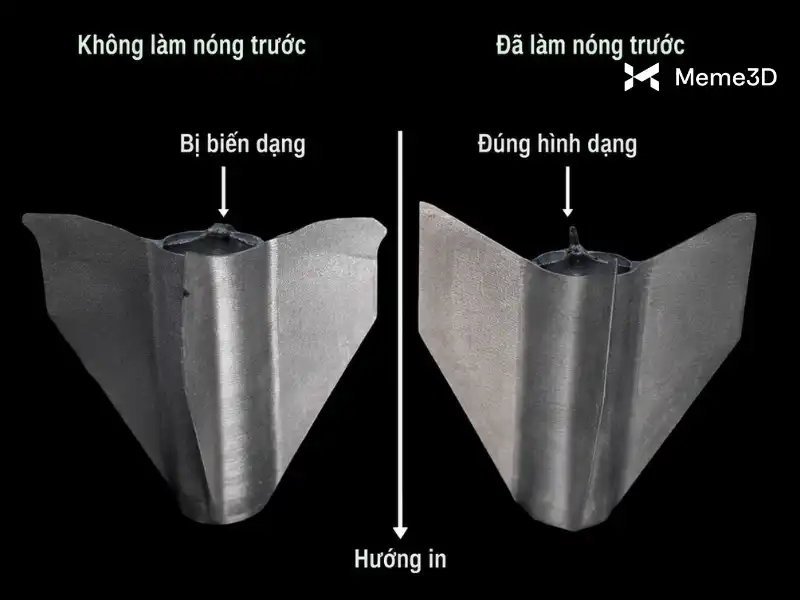
Bước 3: Gia Nhiệt Buồng In
Đừng vội nhấn in khi máy còn lạnh. Hãy nâng nhiệt độ bàn lên 100°C, đóng kín cửa trước và nắp trên của P1S, sau đó để máy hoạt động khoảng 15-20 phút để toàn bộ không khí bên trong đạt nhiệt độ ổn định.
Đây là một trong những mẹo đơn giản nhưng hiệu quả nhất để chống cong vênh ABS và ASA.
Bước 4: Làm Nguội Từ Từ Sau Khi In
Sau khi hoàn thành, đừng mở cửa máy ngay. Hãy để máy nguội tự nhiên trong khoảng 30-60 phút. Việc giảm nhiệt từ từ giúp hạn chế ứng suất dư trong vật liệu và giảm nguy cơ nứt lớp sau khi lấy sản phẩm ra khỏi máy.
4. Sấy Khô Filament – Bước Bị Bỏ Qua Nhiều Nhất
ABS và đặc biệt là ASA có khả năng hút ẩm khá mạnh. Đừng để việc cuộn nhựa còn nguyên seal đánh lừa anh em. Filament bị ẩm thường gây ra các dấu hiệu như:
- Tiếng lách tách ở vòi phun.
- Kéo tơ nhiều.
- Bề mặt sần sùi.
- Độ bền liên kết lớp giảm đáng kể.
Việc sấy nhựa ABS và sấy nhựa ASA trước khi in là yếu tố ảnh hưởng trực tiếp đến chất lượng bề mặt, độ bền cơ học và khả năng chống nứt lớp.

Khuyến nghị:
- ABS: 55-70°C trong 8 giờ.
- ASA: 70-80°C trong 8-12 giờ.
- ASA-CF: khoảng 80°C trong 12 giờ.
Sau khi sấy, nên bảo quản filament trong hộp chống ẩm có silica gel với độ ẩm dưới 40% RH.
5. Khắc Phục Nhanh Các Lỗi Thường Gặp
| Hiện tượng | Nguyên nhân | Cách xử lý |
| Cong góc, bong góc | Bàn in thiếu nhiệt, thiếu brim hoặc không dùng keo | Tăng bàn lên 100°C, thêm brim 10 lines, dùng Magigoo |
| Nứt lớp giữa thân | Buồng in thất thoát nhiệt hoặc quạt quá mạnh | Đóng kín cửa máy, tắt Chamber Fan và Aux Fan |
| Bề mặt lỗ chỗ, có tiếng nổ lách tách | Filament hút ẩm | Sấy lại nhựa trước khi in |
Nếu ABS bị bong góc hoặc xuất hiện hiện tượng ABS warping ở các góc của chi tiết, hãy ưu tiên tăng nhiệt độ bàn in và mở rộng brim trước khi thay đổi các thông số khác.
Tương tự, khi ASA bị nứt lớp hoặc ASA bị cong vênh ở các chi tiết lớn, hãy kiểm tra nhiệt độ buồng in và đảm bảo không có luồng gió lạnh tác động vào sản phẩm trong suốt quá trình in.
6. Tổng Kết
Theo kinh nghiệm thực tế trong quá trình làm việc với ABS và ASA, phần lớn các lỗi cong vênh không xuất phát từ máy in mà thường liên quan đến vật liệu chưa được sấy khô đúng cách hoặc môi trường buồng in chưa duy trì được nhiệt độ ổn định.
Việc chinh phục ABS hay ASA trên Bambu Lab P1S thực sự không phải là một bộ môn “tâm linh”. Chỉ cần anh em tuân thủ đúng quy trình gồm sấy filament đầy đủ, ủ nhiệt buồng in trước khi chạy, tắt các quạt không cần thiết và xử lý bề mặt bàn in cẩn thận, P1S hoàn toàn có thể tạo ra những bản in kỹ thuật chất lượng cao với độ ổn định rất tốt.