Chưa có sản phẩm trong giỏ hàng.
Định hướng mô hình
Khi cắt lát mô hình cho máy in 3D, hướng đặt mô hình rất quan trọng để đạt được chất lượng in tối ưu và giảm thiểu nhu cầu sử dụng vật liệu hỗ trợ. Hướng đặt đúng cách có thể giúp giảm thiểu các phần nhô ra – những vùng nhô ra ngoài mà không có lớp hỗ trợ bên dưới – vì các phần nhô ra lớn cần cấu trúc hỗ trợ để in đúng cách. Việc định hướng mô hình để giảm thiểu các phần nhô ra này không chỉ giảm lượng vật liệu hỗ trợ cần thiết mà còn tiết kiệm thời gian và vật liệu.
Đôi khi, việc định hướng thậm chí có thể tạo ra sự khác biệt giữa việc cần xử lý hậu kỳ và không cần xử lý hậu kỳ. Các bề mặt tiếp xúc trực tiếp với vật liệu hỗ trợ có thể có bề mặt thô ráp hơn, vì vậy việc định vị mô hình để tránh các điểm hỗ trợ trên các bề mặt dễ nhìn thấy hoặc có chức năng sẽ cải thiện vẻ ngoài cuối cùng. Hơn nữa, hướng đặt có thể ảnh hưởng đến độ bền của chi tiết bằng cách sắp xếp các lớp theo cách tốt nhất để chống lại các ứng suất cụ thể mà chi tiết sẽ gặp phải trong quá trình sử dụng.
Chúng ta sẽ sử dụng mô hình máy bay này từ MakerWorld .
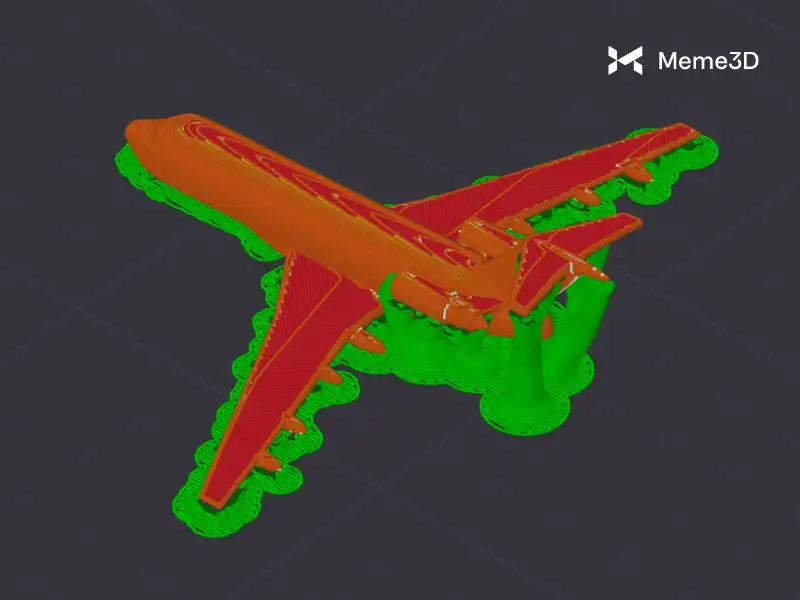
Trong hình ảnh bên dưới, mô hình được định hướng theo cách tạo ra chất lượng in không đồng nhất, với các đường lớp và yêu cầu vật liệu hỗ trợ tăng lên bên dưới mô hình. Do hướng định vị của mô hình, vật liệu hỗ trợ có thể làm hỏng mô hình và khiến việc loại bỏ trở nên khó khăn hơn.
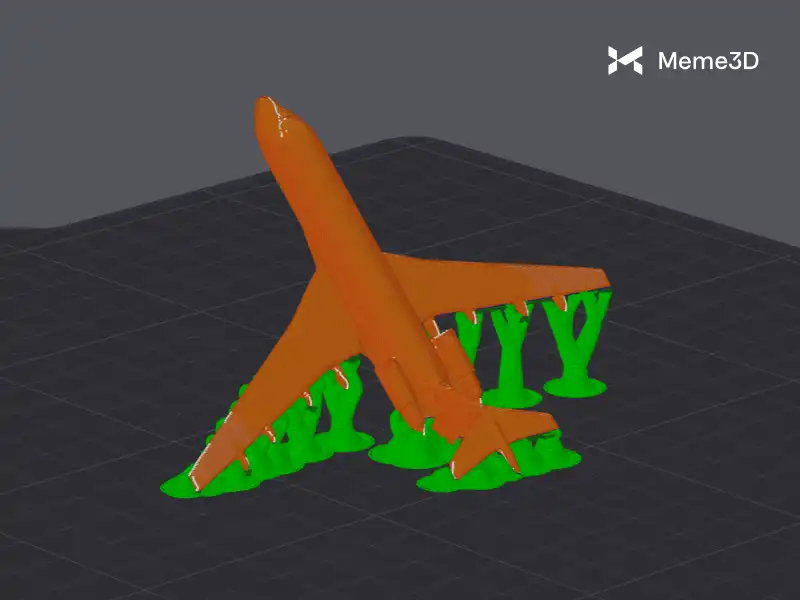
Khi mô hình được định hướng chính xác, vật liệu hỗ trợ sẽ được giảm thiểu và chất lượng in tăng lên đáng kể. Vật liệu hỗ trợ chỉ được áp dụng trên một phần nhỏ của mô hình, giúp việc loại bỏ dễ dàng hơn, và độ phân giải của bản in sẽ cao hơn nhiều.
Sử dụng giá đỡ hỗ trợ (Supports)
Trong một số trường hợp, không thể định hướng mô hình theo cách loại bỏ hoặc giảm thiểu việc sử dụng giá đỡ. Khi đó, bạn nên bật tính năng tạo giá đỡ trong Bambu Studio.
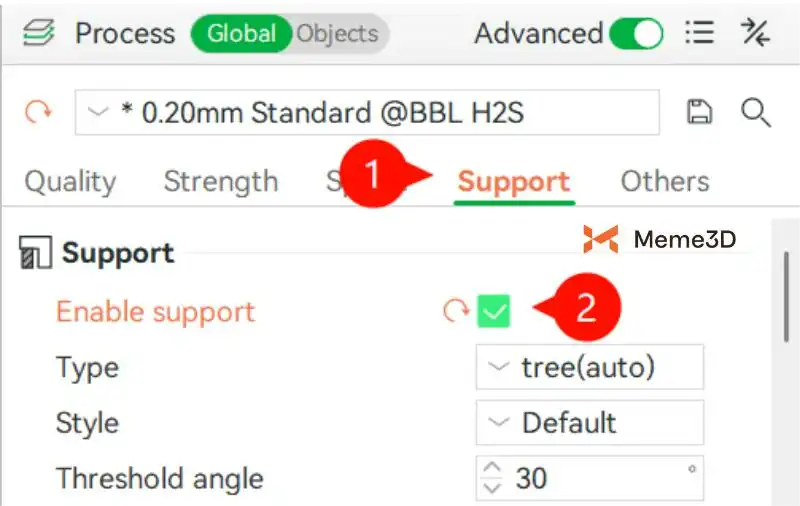
Khi bật tính năng này, Bambu Studio sẽ phát hiện tất cả các phần nhô ra của mô hình và tạo giá đỡ cho chúng.
Một trong những tính năng hữu ích nhất để hỗ trợ in 3D trong Bambu Studio là Tô màu hỗ trợ (Support Painting). Với tùy chọn này, bạn có thể tô màu các phần trên mô hình nơi bạn muốn tạo ra cấu trúc hỗ trợ, trong ví dụ này, được đánh dấu bằng màu tím. Với Tô màu hỗ trợ, bạn có thể giảm thiểu lượng sợi nhựa cần dùng cho việc tạo cấu trúc hỗ trợ.
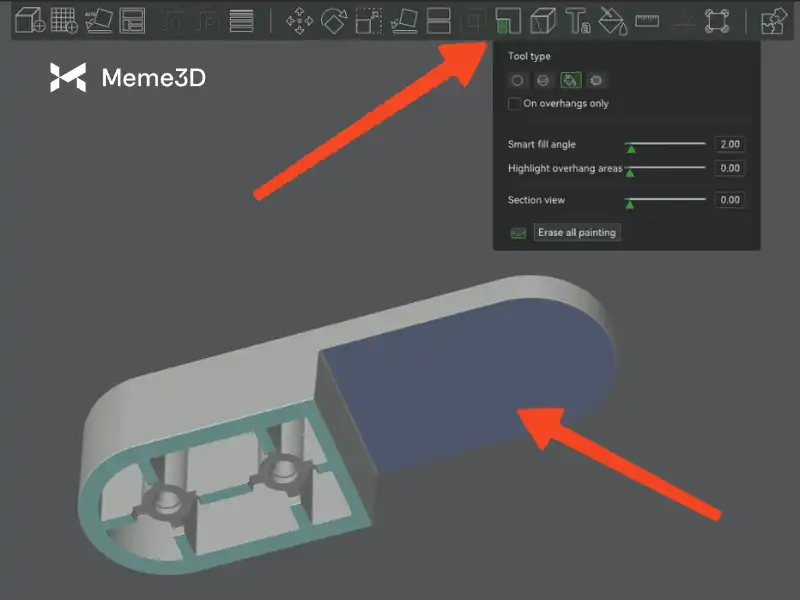
Nên sơn vật liệu hỗ trợ cho các phần sẽ được in lơ lửng giữa không trung hoặc cho các phần nhô ra có góc lớn hơn 45-50 độ.
Máy in H2S có khả năng in với các sợi nhựa hỗ trợ riêng biệt, nhưng vì chỉ có một vòi phun, máy in phải chuyển đổi giữa các sợi nhựa bằng hệ thống AMS. Không giống như H2D, sử dụng hai vòi phun để tránh phải làm sạch nhựa, H2S yêu cầu thay đổi sợi nhựa và làm sạch nhựa khi chuyển đổi giữa vật liệu in chính và vật liệu hỗ trợ.
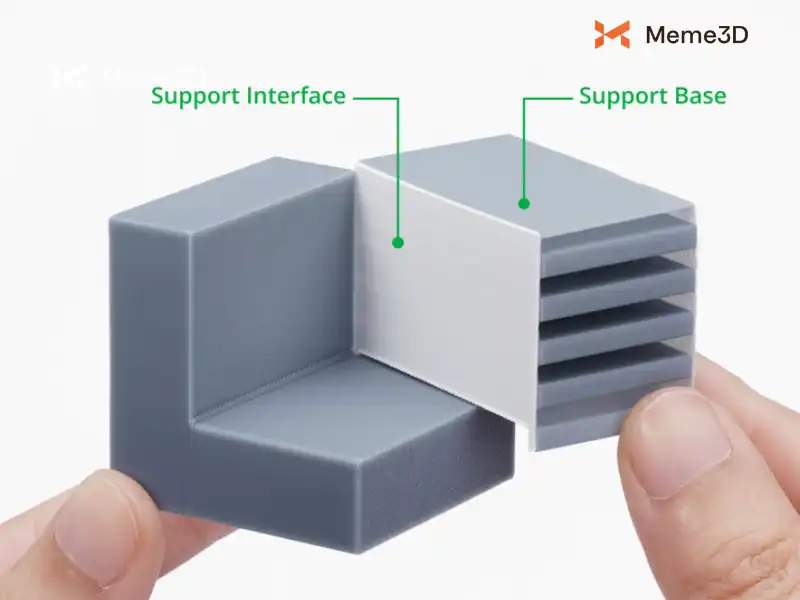
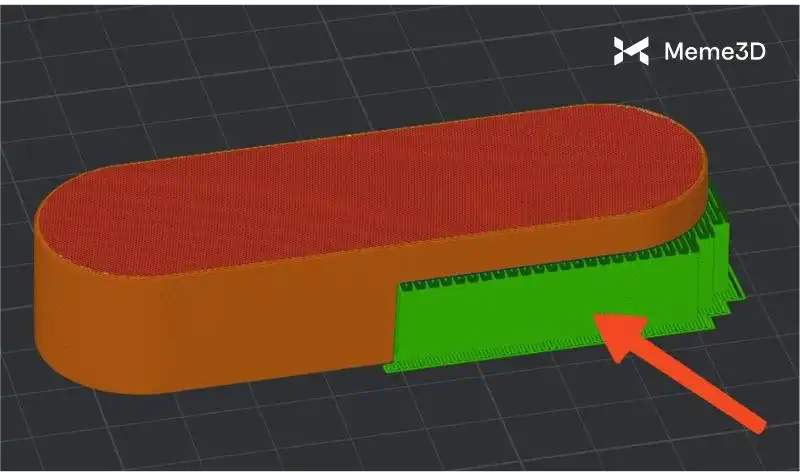
Khi sử dụng sợi nhựa hỗ trợ chuyên dụng trên máy in một vòi phun như H2S, có thể chỉ sử dụng sợi nhựa hỗ trợ ở các lớp giao diện. Cách tiếp cận này tránh được việc thay đổi sợi nhựa nhiều lần trong quá trình in, điều này sẽ làm tăng thời gian in và lãng phí vật liệu. Với phương pháp này, các phần hỗ trợ vẫn dễ dàng loại bỏ, giống như khi toàn bộ cấu trúc được in bằng sợi nhựa hỗ trợ chuyên dụng, đồng thời giảm đáng kể việc thay đổi sợi nhựa không cần thiết.
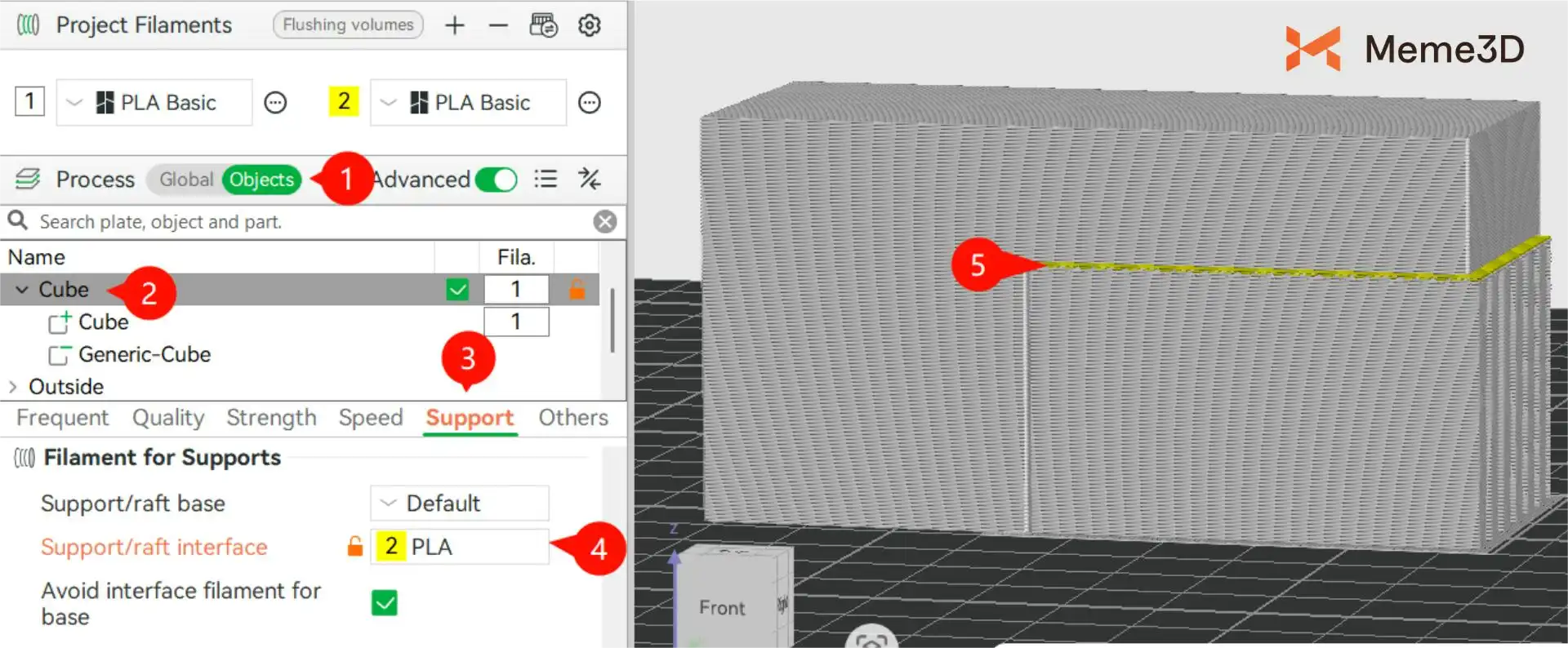
Trên tab Đối tượng (1), tìm đối tượng cần hỗ trợ (2) và chuyển đến phần Hỗ trợ (3). Cuộn xuống “Hỗ trợ/đế. Giao diện” (4) và chọn sợi hỗ trợ. Sau khi cắt lát tấm, bạn sẽ thấy rằng chỉ các lớp giao diện được in bằng sợi hỗ trợ (5).
Bạn có thể tìm thêm thông tin về hướng in, giá đỡ và cách điều chỉnh vị trí của chúng trong các video sau của Bambu Studio:
https://www.youtube.com/watch?v=3MYKsbd7k0c
https://www.youtube.com/watch?v=KcMBajgOzS0
Số vòng lặp tường (Wall Loops)
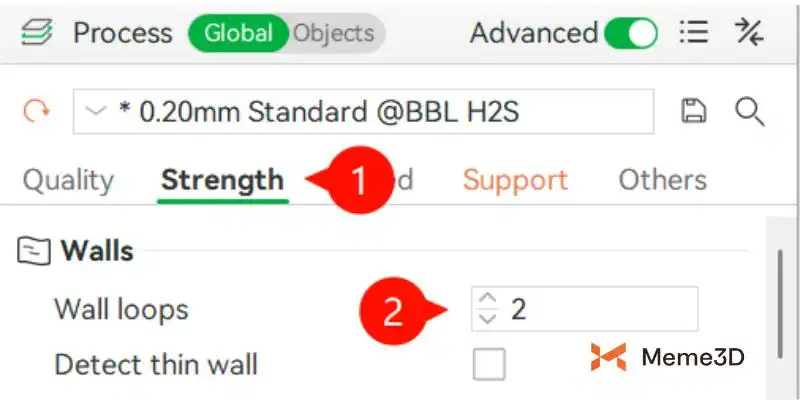
Trong Bambu Studio, bạn có thể sử dụng tùy chọn Wall Loops (có sẵn trong tab Strength ), tùy chọn này đề cập đến các đường viền ngoài cùng của mỗi lớp in và tạo thành phần lớn lớp vỏ ngoài của mô hình.
Số lượng vòng tường có thể được điều chỉnh độc lập với mật độ lấp đầy, cho phép bạn kiểm soát độ dày của các bức tường bên ngoài khi in. Số lượng vòng tường càng nhiều thì càng có nhiều lớp vật liệu được xếp chồng lên nhau xung quanh chu vi của chi tiết, tạo thành lớp vỏ dày hơn và chắc chắn hơn.
Việc tăng số lượng lớp vỏ ngoài có thể tăng cường đáng kể độ bền của một bộ phận in 3D, thường hiệu quả hơn so với việc chỉ tăng mật độ lấp đầy. Khi một bộ phận in chịu tác động của ứng suất—như uốn cong, kéo căng hoặc nén—các lớp vỏ ngoài sẽ chịu phần lớn tải trọng đó, vì chúng tạo thành một cấu trúc liền mạch và vững chắc. Mỗi lớp vỏ bổ sung sẽ cải thiện khả năng hấp thụ và phân bổ lực của bộ phận, giảm nguy cơ hư hỏng. Hiệu ứng phân bổ này rất có lợi cho các bộ phận dự kiến phải chịu tải trọng hoặc va đập cơ học đáng kể.
Một “quy tắc chung” tốt cho các bản in thông thường không yêu cầu độ bền cao là sử dụng 2-3 vòng tường, tổng cộng tạo thành độ dày tường khoảng 1,2mm khi in bằng vòi phun 0,4mm.
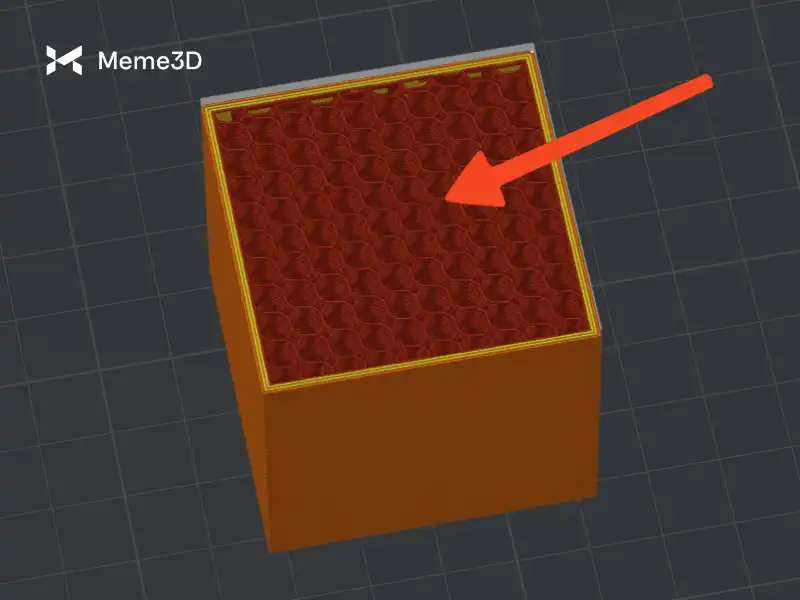
Lấp đầy thưa (Sparse Infill)
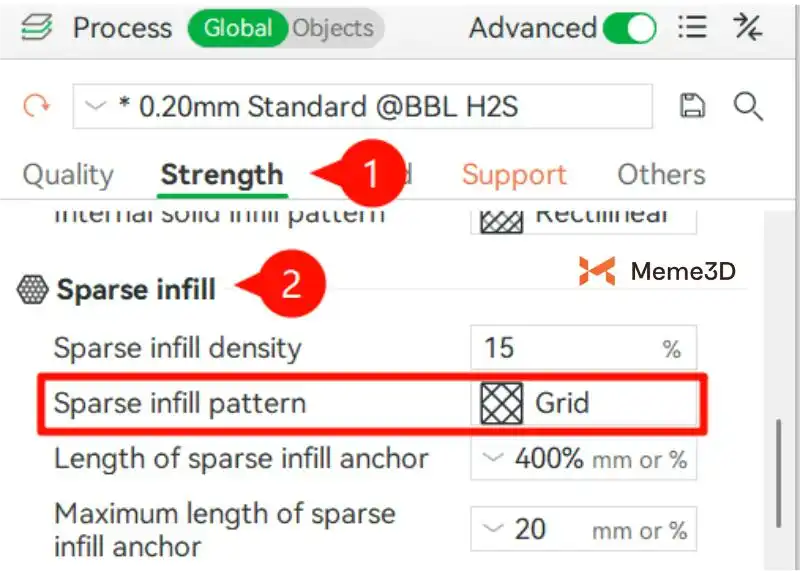
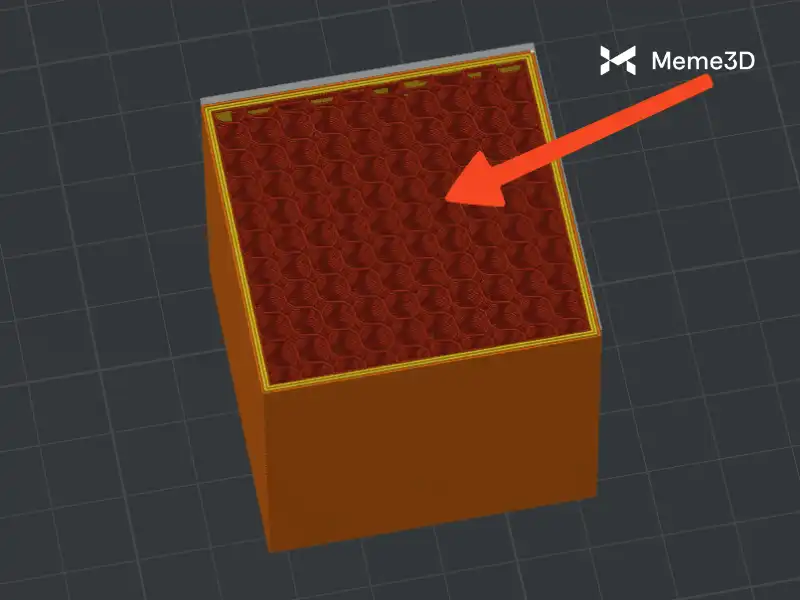
Tùy chọn Lớp lấp đầy thưa (có sẵn trong tab Độ bền ) thể hiện cấu trúc bên trong lấp đầy không gian bên trong một bộ phận được in, cung cấp sự hỗ trợ và độ bền mà không làm cho bộ phận đó trở nên đặc.
Lớp lấp đầy (Infill) có thể được in theo nhiều kiểu khác nhau, tùy thuộc vào sự cân bằng mong muốn giữa độ bền, trọng lượng và lượng vật liệu sử dụng. Các kiểu lấp đầy phổ biến bao gồm lưới (cấu trúc đan chéo đơn giản), tổ ong (các ô hình lục giác giống như tổ ong), gyroid (cấu trúc lượn sóng liên tục) và tam giác (các ô hình tam giác).
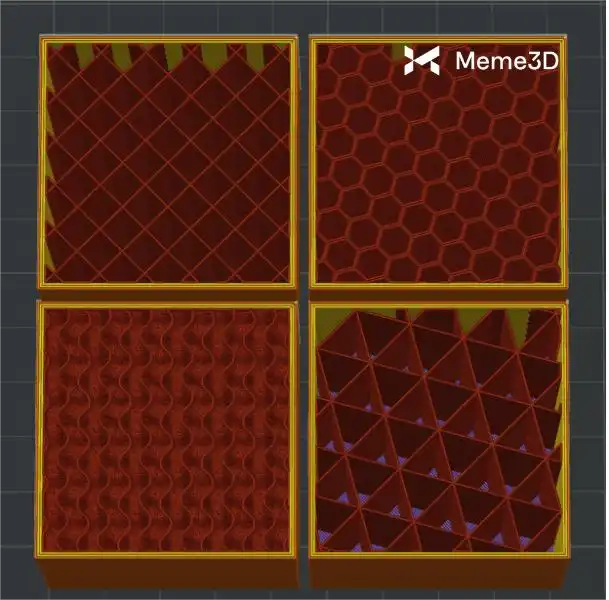
Mỗi kiểu cấu trúc đều có những đặc tính riêng biệt: ví dụ, kiểu tổ ong và kiểu xoắn ốc mang lại tỷ lệ độ bền trên trọng lượng tốt, trong khi kiểu lưới và kiểu tam giác cung cấp khả năng hỗ trợ cấu trúc đơn giản với tốc độ nhanh hơn.
Bambu Studio cũng đã triển khai kiểu điền đầy Cross Hatch , kết hợp giữa kiểu điền đầy dạng lưới và dạng xoắn ốc để tăng tốc độ in đồng thời góp phần tăng độ bền cho mô hình in.
Lớp vật liệu lấp đầy giúp gia cố chi tiết bằng cách phân bổ tải trọng khắp thể tích bên trong, làm tăng khả năng chịu lực nén, lực kéo và lực uốn của chi tiết. Bằng cách điều chỉnh mật độ và kiểu phân bố vật liệu lấp đầy, người dùng có thể kiểm soát độ cứng của chi tiết, với mật độ cao hơn sẽ tăng độ bền nhưng sẽ tốn thêm vật liệu và thời gian in.
Nhìn chung, tỷ lệ lấp đầy 15%-20% được khuyến nghị cho các mô hình thông thường không yêu cầu độ bền cao. Tăng tỷ lệ lấp đầy lên 35%-45% và thêm 1-2 vòng tường bổ sung có thể giúp tăng độ cứng của chi tiết.
Vỏ trên/vỏ dưới (Top/Bottom Shells)
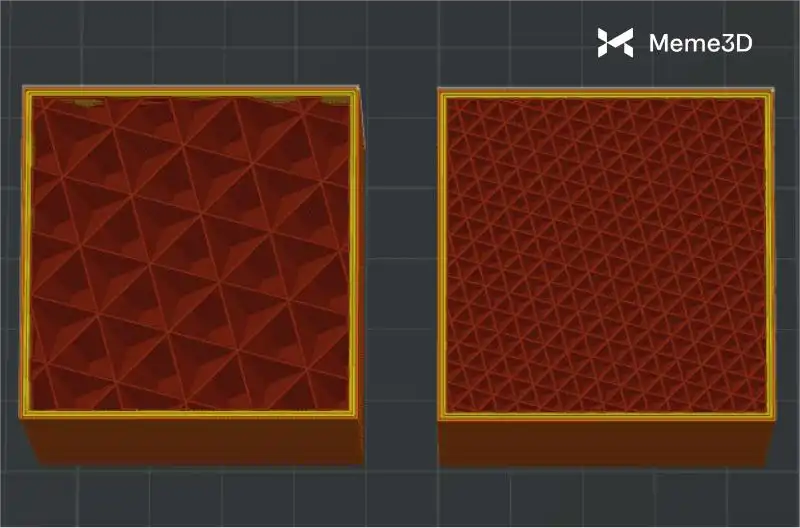
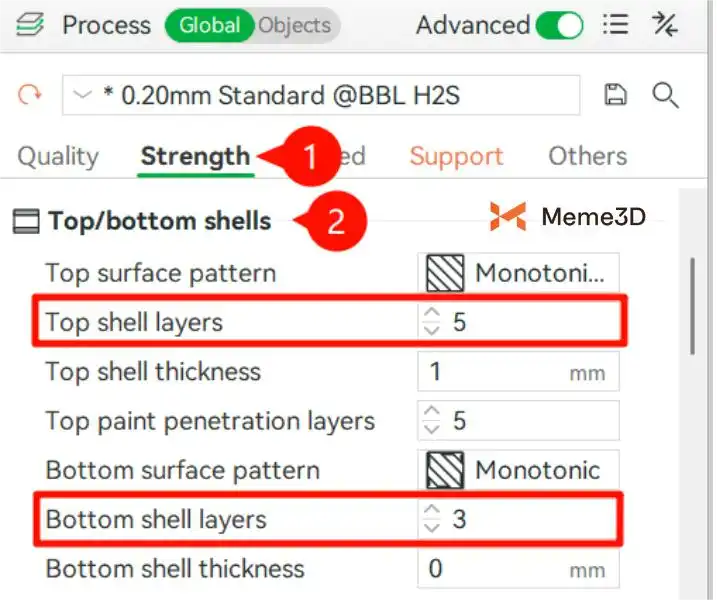
Lớp vỏ trên/dưới (có sẵn trong tab Độ bền ) là các lớp ngoài rắn chắc bao phủ phần được in ở mặt trên và mặt dưới. Cùng với các vòng nối tường, lớp vỏ trên và dưới tạo nên toàn bộ lớp vỏ ngoài của một chi tiết.
Các lớp vỏ này tạo ra một bề mặt nhẵn, kín trên chi tiết, góp phần vào vẻ ngoài thẩm mỹ và độ bền cấu trúc. Lớp vỏ dưới cung cấp một nền tảng vững chắc, đảm bảo độ bám dính tốt với bàn in, trong khi lớp vỏ trên bịt kín phần bên trong, phân bổ tải trọng đồng đều hơn trên bề mặt và ngăn ngừa sự sụp đổ dưới áp lực.
Việc tăng số lượng lớp vỏ trên và dưới có thể cải thiện độ bền tổng thể và khả năng chống chịu các lực gây biến dạng hoặc tách lớp của chi tiết, đồng thời nâng cao chất lượng của lớp trên cùng.
Khi quyết định số lượng lớp vỏ trên và dưới, nên sử dụng độ dày gần bằng hoặc tương tự với độ dày của các vòng tường. Ví dụ, nếu bạn in với 3 vòng tường có tổng độ dày khoảng ~1,2mm, thì số lượng lớp trên và dưới nên được đặt ở mức ~6, tổng cộng khoảng ~1,2mm, in ở độ cao lớp 0,2mm.
Đường nối bản in (Seam)
Đường nối in hình thành do cách máy in FDM tạo ra vật thể từng lớp một. Trong quá trình in, vòi phun di chuyển xung quanh chu vi của mỗi lớp, đùn sợi nhựa nóng chảy. Khi một lớp hoàn thành, máy in phải di chuyển lên lớp tiếp theo và bắt đầu một chu trình mới.
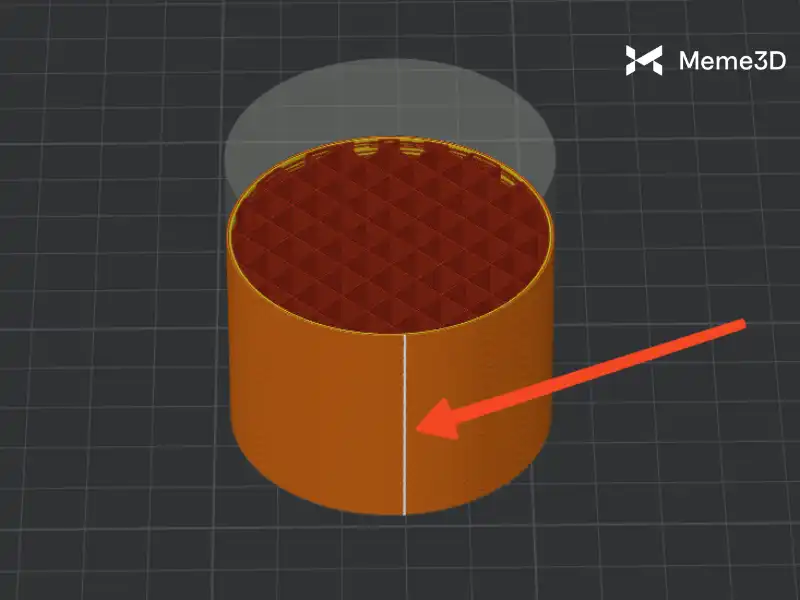
Điểm mà vòi phun bắt đầu hoặc ngừng đùn sợi nhựa – thường là ở đầu hoặc cuối mỗi đường viền – là nơi đường nối có thể xuất hiện.
Đường nối này xuất hiện vì một số lý do:
- Điểm bắt đầu/kết thúc đùn : Vòi phun phải bắt đầu và kết thúc quá trình đùn ở một vị trí nào đó trên mỗi lớp. Điều này có thể tạo ra một khoảng trống nhỏ.
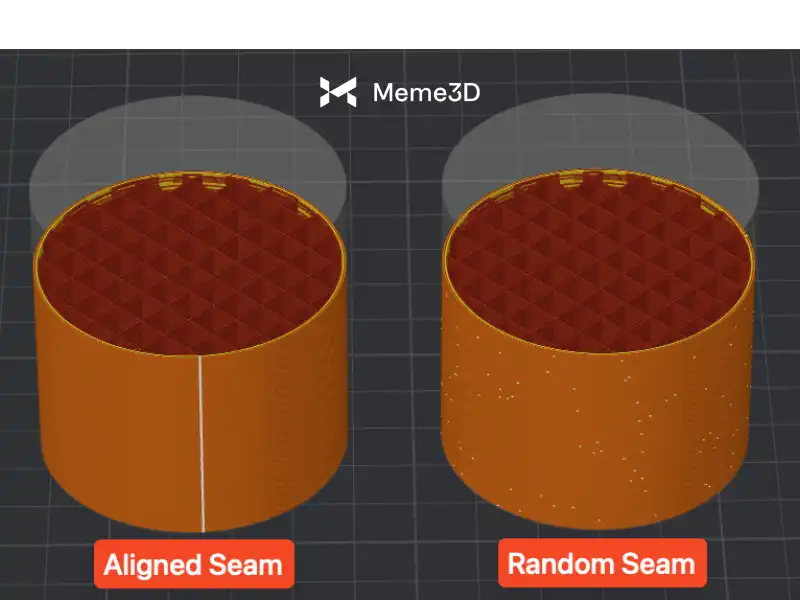
- Căn chỉnh đường nối Z : Nếu máy in sử dụng cùng một điểm bắt đầu cho mỗi lớp (đường nối được căn chỉnh), đường nối sẽ xuất hiện dưới dạng một đường thẳng đứng. Nếu điểm bắt đầu đường nối được chọn ngẫu nhiên, nó sẽ trải rộng trên bề mặt nhưng có thể tạo ra kết cấu thô ráp.
Bambu Studio cho phép bạn kiểm soát hành vi đường may bằng cách cung cấp các tùy chọn như:
- Gần nhất (để giảm thời gian di chuyển)
- Được căn chỉnh (để xếp các đường may thành một đường thẳng, thường hướng theo một cạnh sắc)
- Phía sau (luôn ở phía sau của mô hình)
- Ngẫu nhiên (để che giấu bằng cách phân bố đường nối)
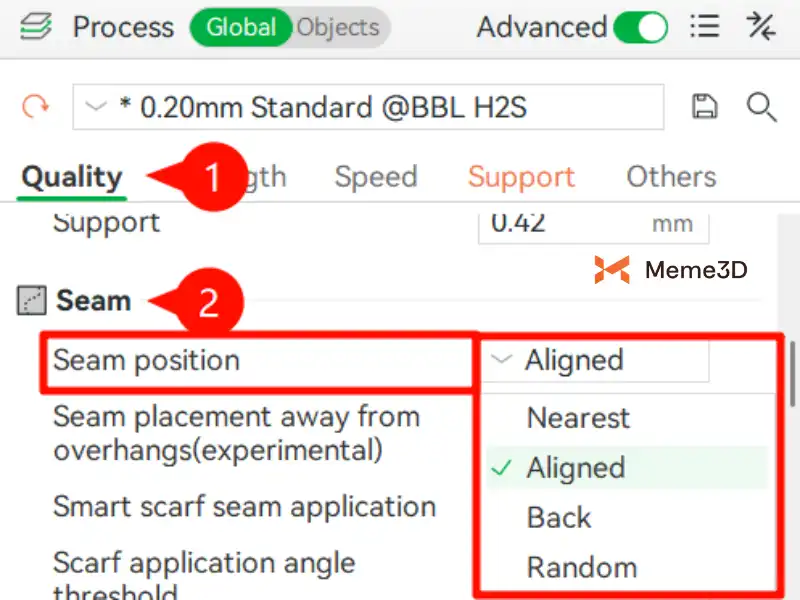
Các đường nối là một phần bình thường của in FDM, nhưng việc thiết lập và tinh chỉnh cẩn thận có thể làm cho chúng gần như vô hình. Thông thường, tùy chọn “Aligned” sẽ cố gắng ẩn đường nối một cách thông minh ở những phần ít nhìn thấy hơn của mô hình, nhưng đối với các vật thể tròn như hình trên, việc ẩn hoàn toàn đường nối là không thể.
Ủi bề mặt bản in
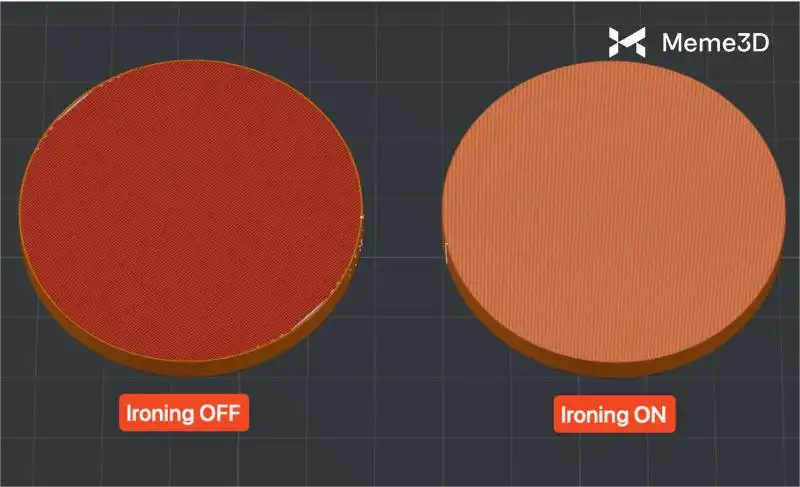
Trong in 3D, “ủi” là một tính năng của phần mềm cắt lát được sử dụng để cải thiện bề mặt trên cùng của bản in, làm cho nó mịn hơn và bóng hơn. Nó hoạt động bằng cách thực hiện thêm một lần xử lý trên lớp trên cùng sau khi đã in xong.
Dưới đây là cách thức hoạt động chi tiết hơn:
- Sau lớp in cuối cùng (thường là lớp trên cùng), vòi phun của máy in di chuyển trên bề mặt đã in mà không đùn ra nhiều hoặc thậm chí không đùn ra sợi nhựa nào .
- Trong quá trình này, vòi phun sẽ ấn nhẹ xuống và có thể đùn ra một lượng nhỏ sợi nhựa , lấp đầy những khoảng trống nhỏ hoặc những vùng không bằng phẳng do lớp trước để lại.
- Quá trình này làm tan chảy và làm phẳng bề mặt trên cùng, làm mịn các đường đùn riêng lẻ và giảm khả năng nhìn thấy các hoa văn hoặc kết cấu lớp.
- Việc ủi quần áo thường được thực hiện bằng chuyển động qua lại , gần giống như cách hoạt động của bàn là, do đó có tên gọi như vậy.
- Bên trong tab Chất lượng (1), bạn có thể điều khiển các cài đặt ủi (2).
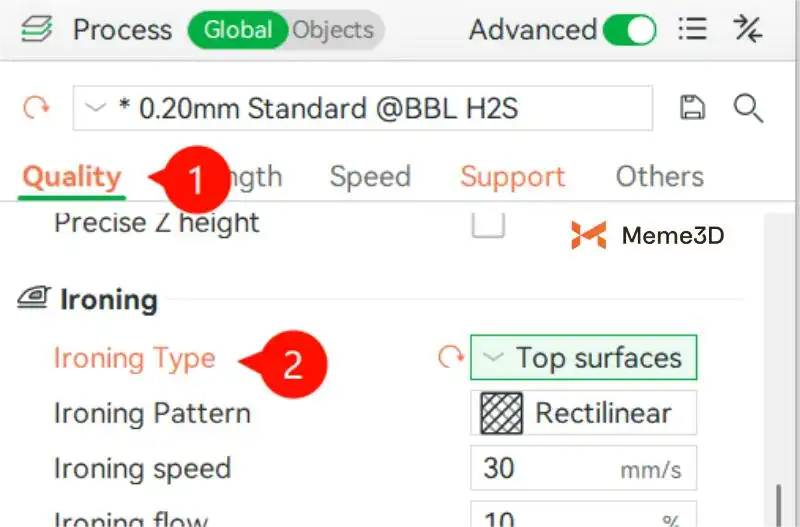
Các cài đặt mặc định thường hoạt động tốt, nhưng việc tinh chỉnh có thể cải thiện kết quả hơn nữa.
Ủi tạo ra bề mặt phẳng, bóng loáng và rất tốt cho các bộ phận trang trí hoặc các bề mặt chức năng cần tiếp xúc trơn tru, nhưng nó cũng làm tăng thời gian in và có thể không hiệu quả với một số loại sợi in (như sợi dẻo hoặc sợi dính).
Nhìn chung, ủi là một kỹ thuật đơn giản nhưng hiệu quả để cải thiện chất lượng bề mặt của các bản in FDM.
Tìm hiểu thêm
Để khám phá chi tiết tất cả các tính năng và tùy chọn của Bambu Studio, chúng tôi khuyên bạn nên tham gia Khóa học Học viện Bambu Studio . Khóa học này cung cấp hướng dẫn chuyên sâu về mọi chức năng, giúp bạn tận dụng tối đa máy in Bambu Lab của mình.
