Chưa có sản phẩm trong giỏ hàng.
Đạt được độ chính xác về kích thước và hiệu suất cơ học là điều thiết yếu trong in 3D, đặc biệt đối với các bộ phận chức năng, cụm lắp ráp hoặc linh kiện phải đáp ứng dung sai chính xác, nơi ngay cả những sai lệch nhỏ cũng có thể ảnh hưởng đến độ khít, độ bền hoặc khả năng sử dụng. Việc tinh chỉnh các thiết lập trong Bambu Studio đảm bảo rằng các vật thể được in trên Bambu Lab H2S khớp chặt chẽ với thiết kế kỹ thuật số của chúng đồng thời tăng cường độ bền cấu trúc cho các ứng dụng đòi hỏi cao.
Lợi ích của việc tinh chỉnh để đạt độ chính xác về kích thước
- Đạt được dung sai chính xác cho các bộ phận chức năng: Đảm bảo các bộ phận được in khớp với thiết kế CAD, điều này rất quan trọng đối với các cụm lắp ráp chức năng như bánh răng, các chi tiết ép hoặc đồ gá.
- Tăng cường độ khớp và chức năng trong các cụm lắp ráp: Đảm bảo các thành phần như vỏ hoặc cơ cấu khớp nhanh được căn chỉnh liền mạch, giảm thiểu khe hở hoặc ma sát. Điều này rất quan trọng đối với các bản in lớn, nơi sai sót có thể tăng lên, đảm bảo các cụm lắp ráp đáng tin cậy như giá đỡ máy bay không người lái hoặc vỏ thiết bị y tế.
Lợi ích của việc tinh chỉnh để cải thiện hiệu suất cơ khí
- Cải thiện độ bền và khả năng chịu lực cơ học: Nó tăng cường liên kết giữa các lớp và tính toàn vẹn cấu trúc, đạt được độ bền kéo. Điều này giúp tăng cường độ bền của các bộ phận như giá đỡ kỹ thuật hoặc nguyên mẫu chức năng, giúp chúng chống chịu được ứng suất hoặc va đập mà không cần sử dụng quá nhiều vật liệu.
Cách tinh chỉnh để đạt độ chính xác về kích thước
Ngoài việc hiệu chuẩn hoàn chỉnh H2S và hiệu chuẩn ép đùn (động lực học dòng chảy và tốc độ dòng chảy) đã được đề cập trong các chương trước, bạn có thể tinh chỉnh độ chính xác về kích thước thông qua các bước sau:
1. Điều chỉnh độ co rút
Bambu Studio bao gồm các thiết lập co ngót để bù đắp cho những thay đổi kích thước đặc trưng của vật liệu xảy ra trong quá trình in 3D, chủ yếu là do sự nguội đi và co lại của sợi nhựa sau khi đùn. Bằng cách chỉ định tỷ lệ phần trăm co ngót, phần mềm sẽ điều chỉnh tỷ lệ kích thước X, Y và Z của mô hình trước khi in để chống lại sự co ngót dự kiến, đảm bảo sản phẩm cuối cùng có kích thước gần giống với kích thước mong muốn.
Không giống như bù lỗ XY và đường viền (chỉ nhắm vào các lỗ bên trong và điều chỉnh chu vi bên ngoài), bù co ngót sẽ đồng đều thu nhỏ toàn bộ mô hình theo trục X, Y và Z để chống lại sự co ngót vật liệu trong quá trình làm nguội.
Để tìm giá trị cần sử dụng trong phần Độ co ngót, bạn cần in 3D mẫu thử 3 trục 100mm của Nyjchq6j2t , mẫu này có thể tìm thấy trên Makerworld .
Sau khi in 3D, hãy đo kích thước bằng thước kẹp.

Ví dụ, kích thước CAD của thiết kế thử nghiệm 3 trục ở trên là 100 mm x 100 mm x 100 mm. Tuy nhiên, sau khi đo, chúng tôi thấy kích thước thực tế là 99,89 mm ở mỗi chiều. Để tính phần trăm co ngót, lấy chiều dài đo được của bản in, sau đó chia cho chiều dài và nhân với 100%.
Hệ số bù co ngót (%) = (Chiều dài đo được / Chiều dài thiết kế) × 100. Tỷ lệ co ngót sẽ là (99,89/100) x 100 % = 99,89%.
Sau đó, chúng ta sẽ nhập giá trị đó vào phần Độ co ngót của hồ sơ sợi in. Để làm điều này, hãy mở Bambu Studio và chọn loại sợi in bạn sẽ sử dụng trong dự án, nhấp vào ba dấu chấm ở cuối sợi in, sau đó nhấp vào Chỉnh sửa.
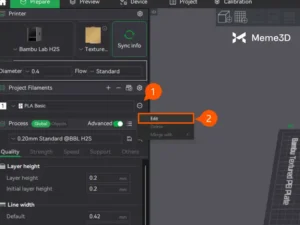
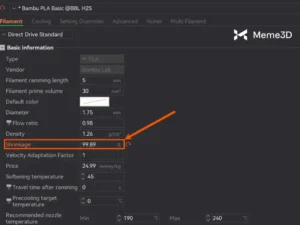
Trong cửa sổ Cài đặt Sợi in hiện ra, bạn sẽ thấy cài đặt Độ co rút.
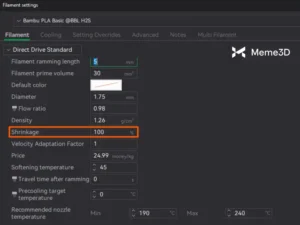
Áp dụng 99,89%.
Ghi chú:
- Chức năng điều chỉnh độ co ngót hữu ích nhất khi in các tệp tin mà độ chính xác kích thước tổng thể trên toàn bộ mô hình là rất quan trọng, đặc biệt là đối với các bộ phận chức năng, cụm lắp ráp, các bộ phận có độ chính xác cao hoặc các mô hình lớn được làm từ vật liệu có độ co ngót đáng kể. Tuy nhiên, nó kém hiệu quả hơn đối với các mô hình trang trí hoặc các tệp tin có hình dạng bên trong phức tạp, nơi cần điều chỉnh cục bộ (thông qua bù đường viền/lỗ XY).
- Một số vật liệu in 3D, như ABS và ASA, dễ bị co ngót, điều này có thể ảnh hưởng đến độ chính xác về kích thước và đòi hỏi sự cẩn thận hơn trong quá trình in do tỷ lệ co ngót nhiệt cao hơn. Ngược lại, PLA và PETG có độ co ngót tối thiểu, giúp chúng dễ sử dụng hơn và ổn định kích thước hơn.
- Việc sử dụng các sợi gia cường bằng sợi carbon (CF) , chẳng hạn như CF-PLA hoặc CF-PETG , có thể giảm thiểu sự co ngót và cải thiện độ ổn định kích thước hơn nữa. Các sợi carbon được nhúng bên trong giúp tăng cường độ cứng và độ ổn định nhiệt, giảm thiểu sự co ngót trong quá trình làm nguội so với các sợi tiêu chuẩn.
2. Bù trừ lỗ và đường viền XY
Việc đạt được kích thước chính xác trong in 3D có thể gặp khó khăn do nhiều yếu tố như loại sợi in, tốc độ in, làm mát, độ bám dính của bàn in và độ mòn của vòi phun. Nếu không có sự bù trừ, các bộ phận được in có thể bị lớn hơn một chút ở bên ngoài (đường viền) hoặc nhỏ hơn một chút ở bên trong (lỗ).
Điều này có thể làm hỏng các bản in chức năng. Tính năng Bù trừ Lỗ và Đường viền XY , một tính năng trong Bambu Studio, là một tính năng tinh chỉnh quan trọng cho phép bạn điều chỉnh kích thước ngang (mặt phẳng XY) của vật thể được in, cho phép hiệu chỉnh lặp đi lặp lại, chính xác để đảm bảo các bộ phận khớp với nhau mà không cần thử và sai.

Nó giải quyết các lỗi thường gặp trong bản in 3D do các yếu tố như co ngót vật liệu, đường nối, sự không nhất quán khi đùn, đặc tính sợi in, hiệu chuẩn máy in hoặc giãn nở nhiệt. Sự co ngót và giãn nở thường xảy ra dọc theo các đường lớp (mặt phẳng XY).
Hãy tưởng tượng bạn đang in 3D một giá đỡ động cơ máy bay không người lái tùy chỉnh được thiết kế để giữ bốn động cơ hình trụ và gắn vào khung bằng bốn lỗ vít. Tuy nhiên, sau khi in, các động cơ không vừa khít trong các khe, các lỗ vít quá chật so với bu lông, cần lực siết quá mạnh, và các cạnh ngoài của giá đỡ hơi quá khổ, gây lệch so với khung máy bay không người lái. Áp dụng bù lỗ XY và đường viền có thể giải quyết hiệu quả những vấn đề này.
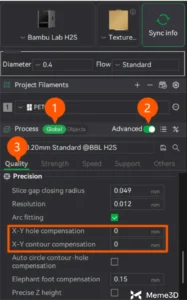
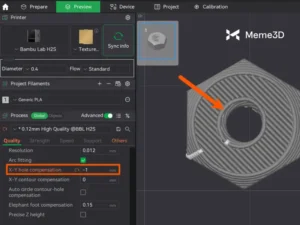
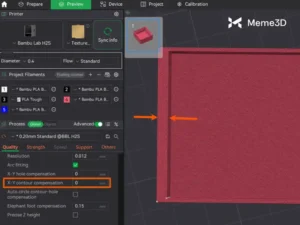
Bạn có thể truy cập chức năng bù lỗ XY và đường viền trong tab Chất lượng sau khi bật cài đặt Nâng cao.
Bù trừ lỗ XY
Chức năng bù lỗ XY điều chỉnh kích thước các lỗ bên trong mô hình 3D bằng cách tăng hoặc giảm đường kính của chúng để bù cho sự co ngót hoặc đùn quá mức vật liệu. Để minh họa cách sử dụng tùy chọn này, chúng ta sẽ sử dụng thiết kế bu lông và đai ốc hệ inch của Makidev trên Makerworld . Chúng ta sẽ chỉ sử dụng đai ốc.
Thông số bù lỗ XY được chỉ định bằng milimét, với giá trị mặc định là 0 mm. Hình ảnh bên dưới cho thấy lỗ của đai ốc trước và sau khi điều chỉnh mặt phẳng lỗ XY.
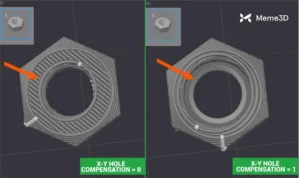
Việc sử dụng giá trị âm sẽ làm giảm nó, như minh họa bên dưới.
Để xác định giá trị bù lỗ XY cần sử dụng, bạn có thể in 3D một thiết kế thử nghiệm, chẳng hạn như mô hình bù lỗ XY do Mattiamagno_3D thiết kế, có thể tìm thấy trên Makerworld.

Để sử dụng bản in thử ở trên, hãy in 3D bản in đó và đo đường kính của từng lỗ bằng thước kẹp.

Sau khi đo từng lỗ và ghi lại kết quả, bước tiếp theo là tính toán sai số. Bạn thực hiện điều này bằng cách trừ giá trị đo được khỏi giá trị thiết kế dự định, sau đó lấy trung bình cộng của tất cả các sai số. Nghĩa là, bạn cộng tất cả chúng lại, rồi chia cho 5. Ví dụ, sau khi in 3D các hình trên, chúng ta thấy đường kính đo được là 9,40 mm, 14,35 mm, 19,42 mm, 29,45 mm và 39,50 mm, cho thấy các lỗ bị co lại. Để tính sai số, chúng ta trừ chúng khỏi giá trị đo được: 0,60, 0,55, 0,58, 0,55 và 0,50. Sai số đường kính trung bình = 0,60 + (0,55) + (0,58) + (0,55) + (0,50) / 5 = 0,556 mm.
Để có được giá trị bù lỗ XY, ta sẽ chia giá trị thu được cho 2. 0,556/2 = 0,278 mm . Sau đó, ta sẽ nhập giá trị này vào phần bù lỗ XY.

Tiếp theo, in lại mô hình và đo lại các lỗ để xác nhận rằng kích thước hiện tại khớp chính xác hơn với thiết kế ban đầu của bạn. Nếu không, hãy tiếp tục điều chỉnh giá trị cho đến khi khớp.
Lưu ý: Nếu bạn nhận được giá trị bù lỗ XY dương, điều đó cho thấy lỗ được in nhỏ hơn so với thiết kế. Áp dụng giá trị dương này vào phần mềm cắt lát sẽ làm tăng đường kính lỗ lên một lượng nhất định, đạt được kích thước mong muốn. Ngược lại, nếu bạn nhận được giá trị âm, điều đó cho thấy lỗ được in lớn hơn so với thiết kế, và việc áp dụng giá trị âm đó sẽ làm giảm đường kính xuống một lượng nhất định.
Bù trừ đường viền XY
Không giống như chức năng Bù trừ Lỗ XY, vốn chỉ phóng to hoặc thu nhỏ các lỗ bên trong, chức năng Bù trừ Đường viền XY nhắm vào hình dạng bên ngoài tổng thể hoặc “đường viền” của mô hình. Nó bù trừ các lỗi kích thước ở ranh giới của một chi tiết rắn, mở rộng hoặc thu nhỏ các thành ngoài mà không ảnh hưởng đến các lỗ bên trong.
Bù sai lệch đường viền XY tương tự như co ngót ở chỗ cả hai đều giải quyết các sai số kích thước trong in 3D; tuy nhiên, chúng khác nhau về nguyên nhân và ứng dụng. Co ngót, một hiệu ứng do vật liệu gây ra , khiến toàn bộ chi tiết co lại do thay đổi nhiệt độ, đòi hỏi phải điều chỉnh tỷ lệ đồng đều trong thiết kế. Ngược lại, bù sai lệch đường viền XY khắc phục các lỗi cụ thể của quy trình , chẳng hạn như sai số của vòi phun , bằng cách điều chỉnh đường chạy dao để tinh chỉnh các cạnh ngoài trên mặt phẳng XY, giữ nguyên các lỗ bên trong.
Để minh họa cách hoạt động, hãy xem xét một mô hình 3D, chẳng hạn như Hộp trò chơi mini chống nhàm chán của LeeBob, có thể tìm thấy trên MakerWorld. Hộp bao gồm các tấm lót mô-đun và các quân cờ phải khớp khít vào phần vỏ chính.
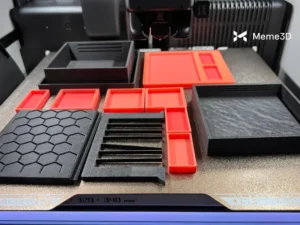
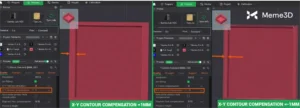
Bất kỳ sai lệch nào ở các bức tường ngoài hoặc đường viền chèn đều có thể dẫn đến sự cố. Khi chúng ta nhập các chi tiết và sử dụng một trong các khay để minh họa, tệp sẽ hiển thị như thế này với độ lệch XY mặc định.
Sau khi nhập giá trị +1, bạn sẽ thấy kích thước của các bức tường đã tăng lên. Giá trị này sẽ được áp dụng nếu chúng ta muốn khay này vừa khít hơn với hộp trò chơi. Nhập giá trị âm sẽ làm giảm kích thước của chúng. Điều này sẽ cần thiết nếu chúng ta thấy rằng các khay không vừa với hộp trò chơi và cần phải nhỏ hơn ở các cạnh bên ngoài.
Để có được giá trị tối ưu, bạn có thể in 3D thiết kế thử nghiệm bù XY của 3dprint123 có trên Makerworld . Tệp này có đường viền đo được 10 mm.
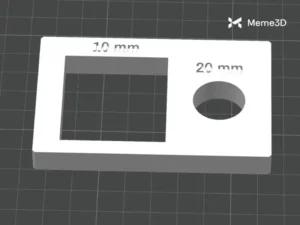
Sau khi in 3D, bạn có thể đo đường viền, sau đó tính toán độ lệch XY bằng cách trừ kích thước đo được khỏi kích thước trong phần mềm CAD hoặc slicer.
Ví dụ, trong hình bên trái bên dưới, đo đường viền sau khi in 3D cho ta kết quả 9,92 mm. Bù trừ đường viền XY = 10 mm – 9,92 mm = 0,08 mm . Đó là giá trị chúng ta cần nhập vào Bambu Studio. Trong hình bên phải, giá trị đo được là 10,01 mm, do đó;
Bù sai lệch đường viền XY = 10 mm – 10,01 mm = -0,01 mm . Sau đó, chúng ta sẽ nhập giá trị này và in một mẫu mới để xác nhận giá trị.

Lưu ý: Giá trị dương làm cho đường viền lớn hơn, và giá trị âm làm cho đường viền nhỏ hơn.
3. In với vòi phun nhỏ hơn

In 3D với vòi phun nhỏ hơn, chẳng hạn như 0,2 mm, giúp tăng độ chính xác về kích thước bằng cách cho phép độ phân giải lớp tốt hơn và kiểm soát quá trình đùn chính xác hơn, dẫn đến các bộ phận có dung sai chặt chẽ hơn, thường là ±0,1 mm.
Các thiết kế được hưởng lợi nhiều nhất từ phương pháp này bao gồm các nguyên mẫu kỹ thuật chính xác, chẳng hạn như bánh răng hoặc cụm cơ khí, các phụ kiện tùy chỉnh như cấy ghép y tế hoặc đầu nối, và các mô hình chi tiết như mô hình thu nhỏ hoặc đồ trang sức có kết cấu tinh xảo. Mặc dù phương pháp này có thể làm tăng thời gian in, nhưng độ chính xác được cải thiện khiến nó trở nên lý tưởng cho các ứng dụng yêu cầu độ chính xác về kích thước cao.
4. Sử dụng bộ mã hóa hình ảnh (Vision Encoder)
Đối với in 3D độ chính xác cao, bạn cũng nên sử dụng Vision Encoder, có thể mua tại Bambu Store . Bambu Lab Vision Encoder giúp theo dõi và hiệu chỉnh ngay cả những sai lệch nhỏ nhất trong chuyển động trong quá trình hiệu chuẩn độ chính xác chuyển động. Nó có thể nâng cao độ chính xác chuyển động xuống dưới 50μm, nhỏ hơn cả sợi tóc người, cho phép sản xuất các bộ phận với chất lượng lắp ráp tương đương với phương pháp ép phun.
Điều này đặc biệt có giá trị đối với các bản in quy mô lớn, chẳng hạn như các nguyên mẫu kiến trúc hoặc các bộ phận chức năng, nơi mà các lỗi tích lũy có thể ảnh hưởng đến độ chính xác và hiệu suất. Ngoài ra, Vision Encoder duy trì độ chính xác theo thời gian, cho phép nó hiệu chỉnh hiện tượng lỏng dây đai, hao mòn linh kiện và các thay đổi nhỏ khác để đảm bảo độ chính xác lâu dài trong suốt vòng đời của máy H2S.
Cách tinh chỉnh để đạt hiệu suất cơ học tối ưu
Khi in 3D các linh kiện chức năng, hiệu suất cơ học trở nên quan trọng không kém độ chính xác về kích thước, vì các bộ phận phải chịu được ứng suất, va đập hoặc sử dụng lặp đi lặp lại mà không bị hỏng. Để tinh chỉnh hiệu suất cơ học, hãy xem xét những điều sau:
1. Tăng độ dày thành
Thành dày hơn giúp tăng khả năng chống uốn cong, va đập hoặc mài mòn, lý tưởng cho các bộ phận yêu cầu đặc tính cơ học mạnh mẽ. Để thực hiện điều này trong Bambu Studio, hãy vào Strength > Wall loops . Giá trị mặc định là 3, và nó cân bằng giữa độ bền và lượng vật liệu sử dụng cho hầu hết các thiết kế chức năng.
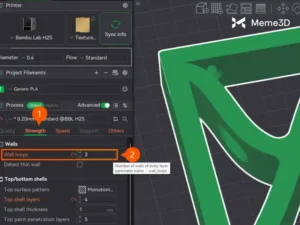
Đối với các bộ phận chịu tải trọng, va đập hoặc mài mòn đáng kể, bạn có thể tăng số vòng lặp trên thành lên khoảng 4-5. Bạn có thể xác định độ dày thành bằng cách nhân tổng số vòng lặp trên thành (chu vi bên trong + chu vi bên ngoài) với chiều rộng đường kẻ.
2. Chọn kiểu và kích thước vật liệu lấp đầy phù hợp

Các kiểu cấu trúc lấp đầy như hình khối lập phương , hình xoắn ốc hoặc hình tổ ong mang lại tỷ lệ độ bền trên trọng lượng tuyệt vời nhờ tính ổn định hình học của chúng.
- Cubic – Cung cấp độ bền đồng đều theo mọi hướng (X, Y và Z), lý tưởng cho các bộ phận chịu ứng suất đa trục.
- Gyroid – Có tỷ lệ sức mạnh trên trọng lượng tuyệt vời, phân bổ lực đều và cung cấp khả năng hỗ trợ bên trong tốt mà không có sự thiên lệch hướng yếu.
- Cấu trúc tổ ong – Nhẹ nhưng bền, có độ bền nén cao và sử dụng vật liệu hiệu quả, rất phù hợp cho các bộ phận chịu va đập.
Bạn có thể điều chỉnh các kiểu lấp đầy bằng cách vào Strength > Sparse infill pattern.

Tỷ lệ mật độ lấp đầy phụ thuộc vào thiết kế bạn đang in 3D. Mật độ lấp đầy 15% là giá trị mặc định và phù hợp cho các nguyên mẫu hoặc các bộ phận có tải trọng thấp hoặc không có tải trọng. Sử dụng 20-40% cho các bộ phận chức năng hàng ngày có nhu cầu về độ bền vừa phải, 40-60% cho các bộ phận chức năng mạnh hơn hoặc các vật dụng chịu tải thường xuyên.
Thông thường, để in ấn hiệu quả và bền chắc, người ta thường chọn độ lấp đầy khoảng 15-30% với kiểu in đậm (như kiểu in chéo kết hợp giữa họa tiết xoắn ốc và các đường dài hơn để tăng tốc độ).
Thông thường, việc tăng số lượng vòng tường sẽ mang lại độ bền cao hơn so với việc tăng mật độ vật liệu lấp đầy.
Hãy xem hướng dẫn về kiểu bố trí vật liệu lấp đầy để tìm hiểu thêm về các kiểu bố trí vật liệu lấp đầy khác nhau.
3. Xem xét hướng đặt
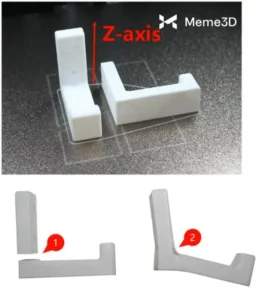
Cách đặt mô hình trên bàn in trong quá trình in ảnh hưởng đáng kể đến độ bền vật liệu của chi tiết cuối cùng. Định hướng chi tiết sao cho các khu vực chịu tải trọng quan trọng thẳng hàng với hướng song song với các lớp (mặt phẳng XY) thay vì vuông góc với các lớp (trục Z) sẽ tối đa hóa độ bền. Ví dụ, một chi tiết chịu lực căng sẽ bền hơn nếu lực song song với các lớp thay vì vuông góc, vì nếu vuông góc có thể kéo các lớp ra xa nhau.
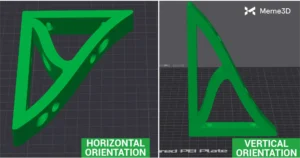
Quan trọng! Thông thường, nên in mô hình theo chiều ngang thay vì chiều dọc. In ngang giúp các lớp được sắp xếp thẳng hàng, phân bổ ứng suất đồng đều hơn trên toàn bộ chi tiết, cải thiện khả năng chống uốn cong và gãy vỡ. In ngang cũng giảm nguy cơ lỗi in.
Ngược lại, các bộ phận được in theo chiều dọc sẽ yếu hơn dọc theo các đường lớp, nơi dễ xảy ra hiện tượng tách lớp hoặc nứt vỡ dưới tác động của tải trọng. Tuy nhiên, điều này thực sự phụ thuộc vào các lực cụ thể mà bộ phận đó sẽ phải chịu.
Việc định hướng đúng cách cũng giúp bạn tránh cần đến giá đỡ. Tính năng Tự động định hướng của Bambu Studio có thể hỗ trợ xác định hướng tốt nhất cho mô hình cụ thể của bạn.
4. Sử dụng vật liệu có độ bền cao
Một số vật liệu có độ bền tự nhiên cao hơn những vật liệu khác, và khi in 3D các bộ phận hoặc linh kiện chức năng chịu tải nặng, việc lựa chọn vật liệu phù hợp sẽ cải thiện đáng kể độ bền và hiệu suất. Các lựa chọn như ABS, PETG và nylon gia cường sợi carbon (PA6-CF) có độ bền, khả năng chống va đập và chống mài mòn cao hơn so với PLA tiêu chuẩn, khiến chúng trở nên lý tưởng cho các bộ phận hoặc dụng cụ cơ khí đòi hỏi khắt khe.
