Chưa có sản phẩm trong giỏ hàng.
Máy in 3D Bambu Lab H2S là hệ thống một vòi phun được trang bị vòi phun bằng thép tôi cứng tiêu chuẩn. Thép tôi cứng có thể chịu được các sợi in có tính mài mòn và nhiệt độ cao mà vẫn duy trì hiệu suất in đáng tin cậy. Vòi phun có nhiều kích cỡ khác nhau, cho phép bạn điều chỉnh bản in để đạt được tốc độ, độ bền hoặc độ chi tiết cao.
Vòi phun thép tôi cứng H2S có nhiều kích thước khác nhau, bao gồm: 0,2 mm, 0,4 mm, 0,6 mm và 0,8 mm.

Vòi phun 0,2 mm
Đầu phun 0,2 mm được thiết kế để tạo ra các chi tiết siêu nhỏ và độ chính xác cao. Nó tạo ra các bề mặt nhẵn, các cạnh sắc nét và các chi tiết phức tạp, lý tưởng cho các bản in quy mô nhỏ đòi hỏi độ chính xác hơn tốc độ. Vì nó đùn ra ít vật liệu hơn mỗi giây, thời gian in sẽ dài hơn đáng kể và các bộ phận thành phẩm thường kém bền hơn so với các bộ phận được in bằng đầu phun lớn hơn.
Trong các vật liệu được sử dụng, các sợi gia cường như sợi carbon hoặc sợi thủy tinh không phù hợp với vòi phun 0,2 mm vì các sợi này có thể dễ dàng làm tắc nghẽn lỗ nhỏ.
Các trường hợp sử dụng
- Ứng dụng chính : In ấn chi tiết siêu mịn, chẳng hạn như mô hình thu nhỏ, đồ trang sức hoặc các nguyên mẫu phức tạp đòi hỏi độ chính xác cao.
- Chiều cao lớp in : Thông thường từ 0,05mm đến 0,12mm (25-60% đường kính vòi phun để đạt kết quả tối ưu).
Hạn chế
- Tốc độ in: Yêu cầu tốc độ đùn chậm hơn (20-40 mm/s), thường kéo dài thời gian in gấp 2-3 lần.
- Nguy cơ tắc nghẽn: Dễ bị tắc nghẽn hơn, đặc biệt là với các sợi lông mài mòn hoặc có độ nhớt cao nếu cài đặt không được tối ưu hóa.
- Các mô hình lớn: Phương pháp này không hiệu quả đối với các bản in cồng kềnh do thời gian in dài và độ dày lớp in hạn chế.
Vòi phun 0,4 mm
Đầu phun 0,4 mm là kích thước mặc định và phổ biến nhất, mang lại sự cân bằng giữa chi tiết, tốc độ và độ bền. Nó tạo ra chất lượng bề mặt tốt và độ chính xác vừa phải, đồng thời cho phép thời gian in nhanh hơn so với đầu phun 0,2 mm. Kích thước này rất linh hoạt, phù hợp với nhiều dự án, từ các mô hình thẩm mỹ đến các bộ phận chức năng. Nó có thể được sử dụng với hầu hết các loại sợi in, bao gồm cả vật liệu pha sợi, mặc dù nó dễ bị tắc nghẽn hơn; do đó, nên sử dụng đầu phun lớn hơn khi in với các loại sợi này. Nói chung, nó lý tưởng cho người dùng tìm kiếm hiệu suất đáng tin cậy, toàn diện trong hầu hết các ứng dụng.
Các trường hợp sử dụng
- Ứng dụng chính : In ấn đa năng, bao gồm vỏ hộp, giá đỡ, sản phẩm tiêu dùng và nguyên mẫu.
- Chiều cao lớp in : từ 0,1mm đến 0,3mm (25-75% đường kính vòi phun), với 0,2mm là tiêu chuẩn.
Hạn chế
- Độ chi tiết trung bình : Độ chính xác thấp hơn 0,2mm đối với các chi tiết siêu nhỏ như chữ nhỏ hoặc các họa tiết lưới phức tạp.
- Tốc độ in chậm hơn đối với các bản in lớn : Không nhanh bằng độ phân giải 0.6mm hoặc 0.8mm đối với các mô hình cồng kềnh, làm tăng thời gian in đối với các bộ phận lớn.
Vòi phun 0,6 mm
Đầu phun 0,6mm được thiết kế để in nhanh hơn các mô hình lớn hơn hoặc các bộ phận chức năng mà độ bền và tốc độ quan trọng hơn chi tiết nhỏ. Nó hỗ trợ các lớp dày hơn và tốc độ đùn cao hơn, giảm đáng kể thời gian in trong khi vẫn duy trì chất lượng bề mặt tốt. Kích thước này hoạt động tốt với các sợi filament có độ mài mòn cao, thích hợp cho các bộ phận chắc chắn với độ bám dính lớp được cải thiện. Đầu phun 0,6 mm cũng có nguy cơ tắc nghẽn thấp hơn khi in với các sợi filament pha trộn sợi, chẳng hạn như composite sợi carbon hoặc sợi thủy tinh. Lỗ mở rộng hơn của nó cho phép các hạt bên trong sợi filament đi qua dễ dàng hơn, dẫn đến quá trình đùn mượt mà hơn và ít tắc nghẽn hơn.
Các trường hợp sử dụng
- Ứng dụng chính : Tạo mẫu nhanh, mô hình lớn và các bộ phận chức năng như đồ gá, khuôn mẫu hoặc linh kiện ô tô.
- Chiều cao lớp in : từ 0,15mm đến 0,45mm (25-75% đường kính vòi phun), thường là 0,3-0,4mm.
Hạn chế
- Độ chi tiết giảm : Độ phân giải thô hơn 0,2mm hoặc 0,4mm, dẫn đến các đường lớp in hiện rõ và các cạnh kém sắc nét hơn.
- Tiêu hao vật liệu cao hơn : Chiều rộng đùn lớn hơn (0,7-0,9mm) tiêu tốn nhiều sợi hơn, làm tăng chi phí cho các bản in lớn.
- Thách thức ở phần nhô ra : Các thanh đùn dày hơn có thể dẫn đến phần nhô ra hoặc nối các chi tiết không tốt nếu không tối ưu hóa quá trình làm mát và tốc độ in.
Vòi phun 0,8 mm
Đầu phun 0,8mm được tối ưu hóa cho việc in tốc độ cao các mô hình lớn, chắc chắn, nơi chi tiết không phải là yếu tố quan trọng hàng đầu so với tốc độ in và độ bền. Nó cho phép tạo ra các lớp dày và tốc độ dòng chảy tối đa, giúp giảm đáng kể thời gian in trong khi vẫn tạo ra các bộ phận chắc chắn nhờ độ bám dính giữa các lớp được cải thiện. Kích thước này lý tưởng cho việc tạo mẫu nhanh hoặc in một lớp duy nhất, chẳng hạn như chế độ in hình bình hoa, với các loại sợi in có tính mài mòn hoặc chịu nhiệt cao.
Các trường hợp sử dụng
- Ứng dụng chính : Nguyên mẫu quy mô lớn, các bộ phận cấu trúc và các bản in dạng bình hoa đòi hỏi tốc độ và độ bền cao.
- Chiều cao lớp in : từ 0,2mm đến 0,6mm (25-75% đường kính vòi phun), thông thường là 0,4-0,5mm.
Hạn chế
- Độ chi tiết thấp : Tạo ra bề mặt thô ráp với các đường lớp rõ ràng, không phù hợp cho các mô hình phức tạp hoặc mang tính thẩm mỹ cao.
- Tiêu hao vật liệu cao : Chiều rộng đùn lớn (0,9-1,2mm) sử dụng lượng sợi nhiều hơn đáng kể, làm tăng chi phí.
- Độ chính xác hạn chế : Không phù hợp cho các chi tiết nhỏ hoặc dung sai chặt chẽ do độ dày của sản phẩm đùn ép và khả năng kiểm soát các chi tiết nhỏ bị hạn chế.
Đầu gia nhiệt lưu lượng cao Bambu

Đầu phun Bambu High Flow là bản nâng cấp của đầu phun H2S tiêu chuẩn được tôi cứng, được thiết kế cho in 3D tốc độ cao, nhiệt độ cao. Nó có cấu trúc bên trong được tối ưu hóa với vùng gia nhiệt dài hơn và thiết kế vòi phun lưu lượng cao, cho phép lượng sợi in đi qua lớn hơn so với đầu phun H2S tiêu chuẩn.
Vùng nóng chảy được tối ưu hóa của vòi phun cho phép tăng đáng kể tốc độ thể tích, đạt được thông lượng tối đa cao hơn tới 62,5% và giảm thời gian in tới 30%. Tuy nhiên, nếu bạn đã in ở tốc độ cao và khai thác tối đa khả năng của vòi phun tiêu chuẩn, bạn có thể không nhận thấy sự cải thiện đáng kể về tốc độ in. Mô hình càng lớn, bạn càng tiết kiệm được nhiều thời gian, đặc biệt là đối với các bản in có nhiều chi tiết lấp đầy.
Chúng ta sẽ đi sâu hơn về tốc độ thể tích và tác động của nó đến việc in ấn trong chương sau.
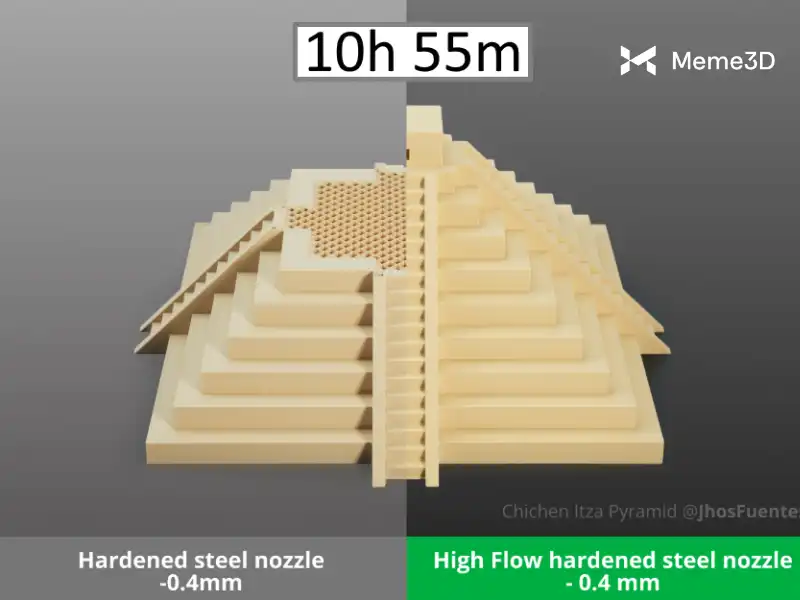
Đầu phun thép tôi cứng lưu lượng cao mang lại khả năng đùn chính xác và nhất quán, loại bỏ hiện tượng đùn thiếu, bề mặt thô ráp và mất chi tiết trong quá trình in tốc độ cực cao. Điều này đảm bảo các cạnh sắc nét, kết cấu hoàn hảo và bề mặt siêu mịn mọi lúc.
Hướng dẫn thay thế đầu phun H2S
QUAN TRỌNG : Việc tắt nguồn máy in trước khi tiến hành bất kỳ công việc bảo trì nào là vô cùng cần thiết , bao gồm cả việc bảo trì các bộ phận điện tử và đầu phun của máy in. Thực hiện các thao tác khi máy in đang hoạt động có thể gây ra đoản mạch, dẫn đến hư hỏng thiết bị điện tử và các nguy cơ về an toàn.
Ngoài ra, hãy đảm bảo cả hai vòi phun trên máy in đều đã nguội trước khi thao tác thay thế đầu phun.
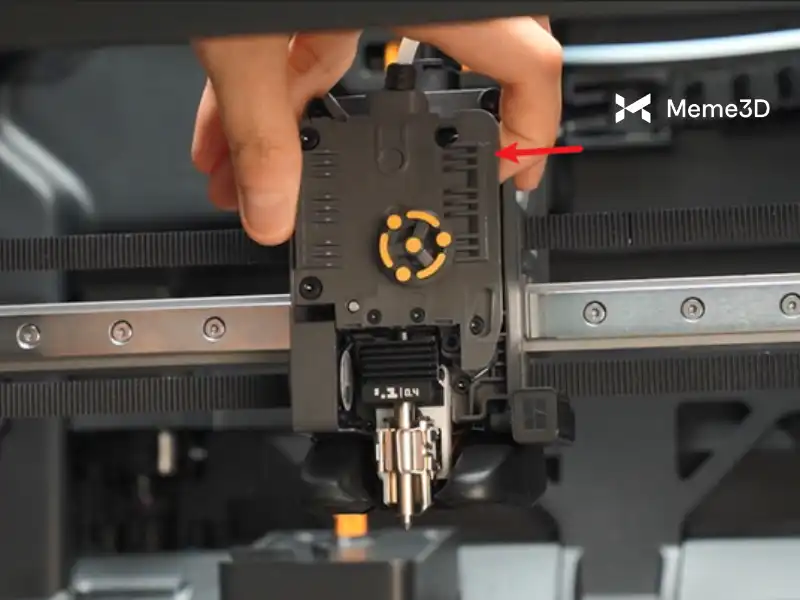
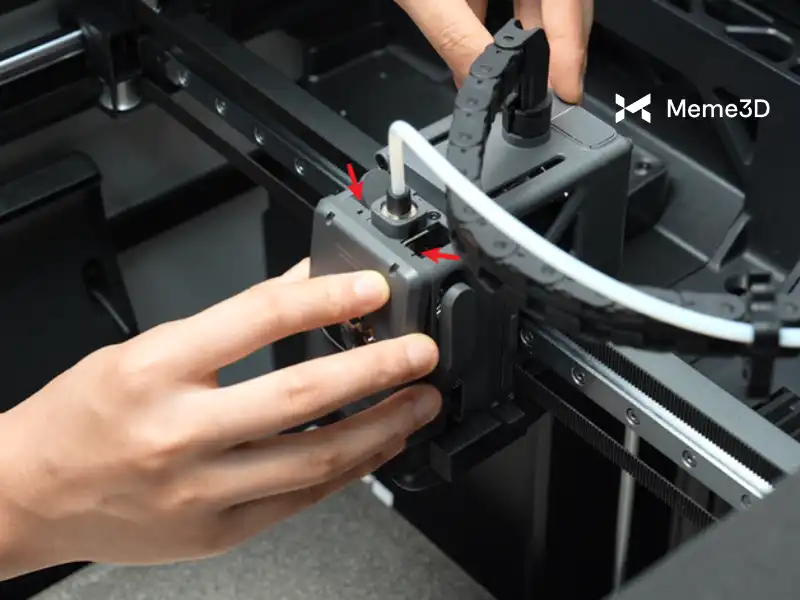
Bước 1: Tháo nắp trước của cụm đầu đùn
Ấn mạnh vào phần dưới của nắp trước cụm đầu đùn và nhẹ nhàng kéo nó về phía trước để tháo ra.

Bước 2: Tháo bỏ lớp bọc silicon
Dùng ngón tay giữ chặt hai bên của chiếc bọc silicon, kéo mạnh xuống và tháo chiếc bọ silicon ra.

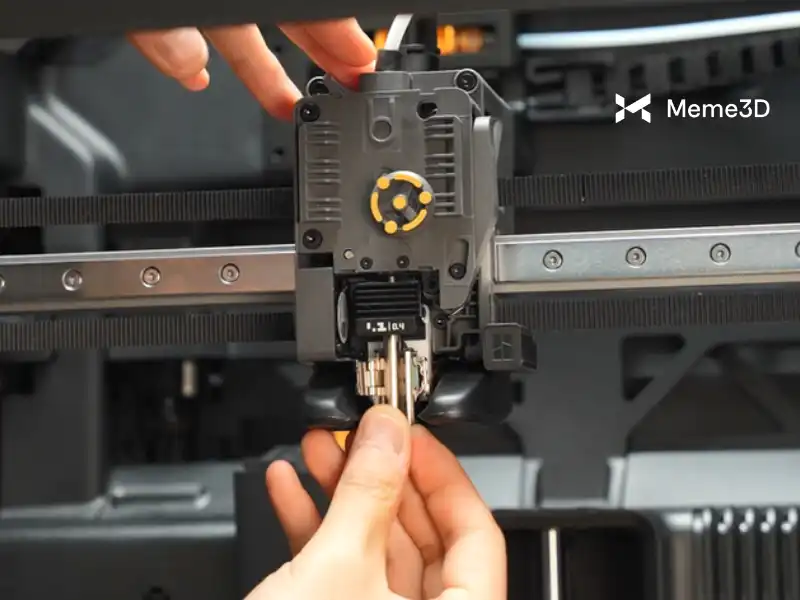
Bước 3: Tháo đầu phun
Hãy đảm bảo đầu phun đã nguội đến nhiệt độ phòng và sợi nhựa đã được cắt. Nếu chưa, hãy nhấn dụng cụ cắt để cắt sợi nhựa.
Tiếp theo, mở khóa chốt đầu phun, nắm lấy hai đầu trên và dưới của bộ tản nhiệt đầu phun, rồi tháo đầu phun ra, như hình ảnh GIF bên dưới.

Lắp đặt đầu phun nhiệt mới
Bước 1: Lắp đặt đầu phun nhiệt
Đảm bảo kẹp đầu phun được mở hoàn toàn và lắp đầu phun vào cụm gia nhiệt đầu phun.
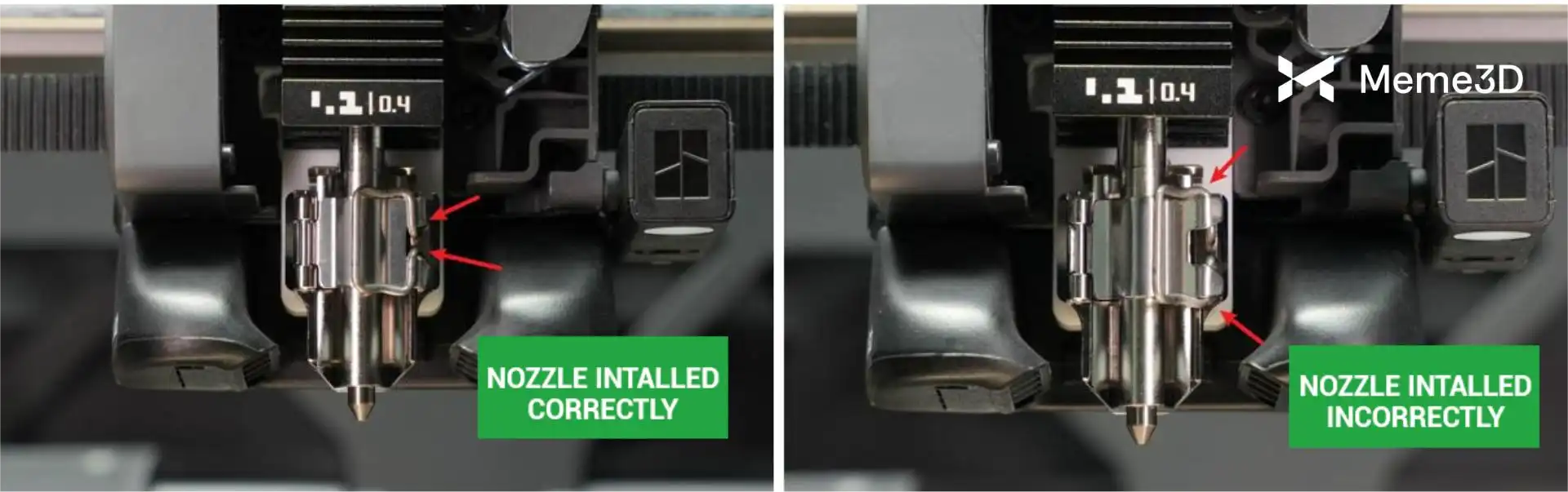
Sau khi xác nhận đầu phun khớp hoàn toàn với đế, hãy đóng tấm khóa bên trái trước, sau đó ấn khóa vào trong và khóa lại.

Dưới đây là hình ảnh vòi phun được lắp đặt đúng cách và sai cách.
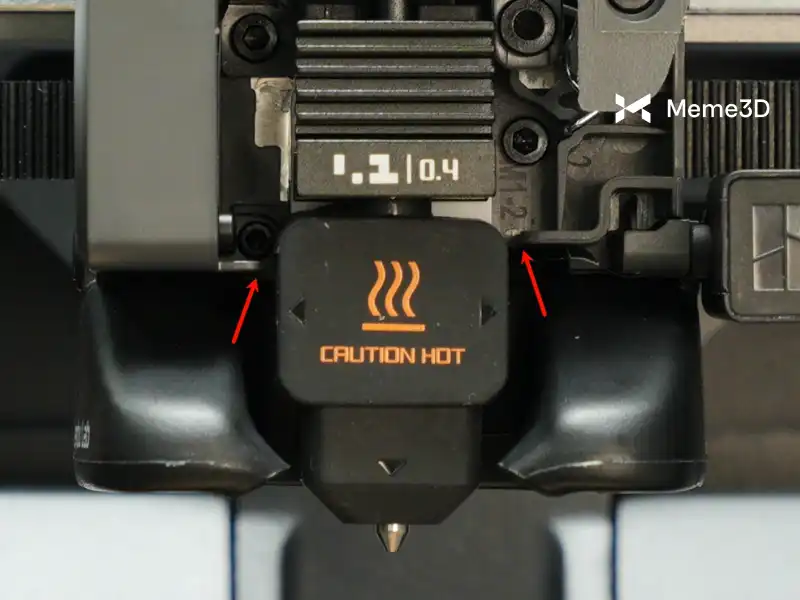
Bước 2: Lắp lại ống bọc silicon
Lắp ống bọc silicon vào đầu phun từ dưới lên trên.

Hãy đảm bảo ống silicon được lắp đặt khít và không tiếp xúc với các bộ phận nhựa xung quanh.
Bước 3: Lắp nắp trước cụm đầu đùn
Căn chỉnh các kẹp phía trên của nắp trước đầu dụng cụ, sau đó ấn nhẹ xuống cho đến khi nó được đặt đúng vị trí. Một tiếng “cạch” chắc chắn sẽ xác nhận rằng nó đã được khóa vào đúng chỗ.
Cách kiểm tra có lắp đặt đúng không
Hãy đảm bảo đầu phun không bị lỏng và lắc nhẹ đầu phun để kiểm tra xem nó có chắc chắn không. Nếu có chuyển động đáng kể, điều đó cho thấy đầu phun chưa được gắn chặt hoàn toàn.
Dưới đây là ví dụ về cách cài đặt đúng.
Nếu vòi phun có thể di chuyển như trong ảnh GIF bên dưới, nghĩa là nó chưa được lắp đặt đúng cách. Vui lòng lắp đặt lại theo các bước hướng dẫn.