Chưa có sản phẩm trong giỏ hàng.
Kéo nguội là gì?
Kỹ thuật kéo nguội là một phương pháp bảo trì trong in 3D được sử dụng để làm sạch bên trong vòi phun của máy in bằng cách loại bỏ mảnh vụn, tắc nghẽn hoặc sợi nhựa thừa. Quá trình này bao gồm việc làm nóng vòi phun để làm mềm sợi nhựa, sau đó làm nguội để sợi nhựa đông cứng một phần, rồi kéo nó ra để loại bỏ các chất gây ô nhiễm.
Sợi nhựa hoạt động như một “nút bịt” liên kết với cặn bẩn bên trong vòi phun trong giai đoạn làm nguội. Việc rút sợi nhựa ra sẽ giúp loại bỏ các chất bẩn, chẳng hạn như sợi nhựa bị cháy, bụi bẩn hoặc các vật cản nhỏ.
Thực hiện quy trình kéo nguội thường xuyên giúp khôi phục dòng chảy sợi nhựa thích hợp để đảm bảo quá trình đùn nhựa diễn ra đều đặn và giúp ngăn ngừa các lỗi in như thiếu nhựa hoặc các đường in không đồng nhất. Nên thực hiện việc này định kỳ, đặc biệt là khi chuyển từ loại sợi nhựa này sang loại sợi nhựa khác.
Khi nào nên thực hiện chiết xuất lạnh?
- Nếu bản in hiển thị hiện tượng thiếu nhựa hoặc các đường kẻ không đều.
- Khi chuyển sang sử dụng TPU (vì chất liệu này rất nhạy cảm với cặn bẩn).
- Nếu máy đùn báo lỗi quá tải.
- Bảo trì định kỳ để giữ cho vòi phun luôn sạch sẽ.
Sợi đốt và nhiệt độ
PLA và PETG là lựa chọn tốt nhất cho phương pháp kéo nguội. Các loại sợi khác có thể bị đứt hoặc để lại cặn bên trong vòi phun.
- Sợi nhựa chịu nhiệt thấp (PLA, PETG, TPU, PVA): làm nóng ở nhiệt độ khoảng 250 °C
- Sợi in chịu nhiệt cao (ABS, ASA, PA, PC): làm mát ở nhiệt độ khoảng 290 °C
- Sợi đốt chịu nhiệt cực cao (PPS, PPA): làm mát ở nhiệt độ khoảng 320 °C
Nếu sợi nhựa dễ bị đứt, hãy tăng nhẹ nhiệt độ kéo nguội. Nếu nó trượt ra quá dễ dàng, hãy giảm nhiệt độ.
Cách thực hiện phương pháp kéo nguội (Cold Pull) đối với H2S
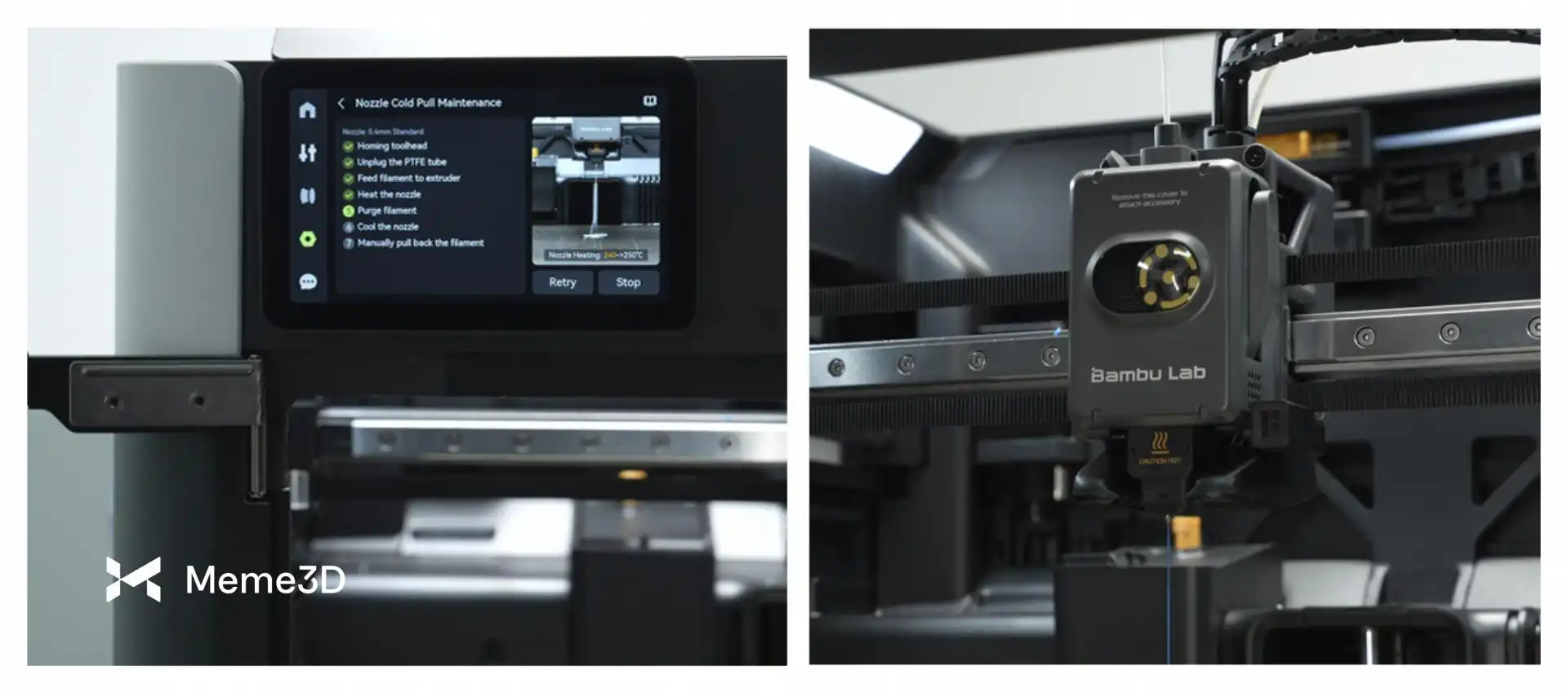
- Khởi động chức năng kéo nguội đầu phun. Trên màn hình cảm ứng, vào Hộp công cụ > Bảo trì kéo nguội đầu phun, sau đó nhấn Tiếp theo.

2. Thiết lập thông số Chọn kích thước vòi phun và loại sợi in bạn muốn sử dụng trên máy in. Ví dụ: chọn vòi phun 0.4 mm với sợi PLA để in nguội tiêu chuẩn. Xác nhận và nhấn Bắt đầu.

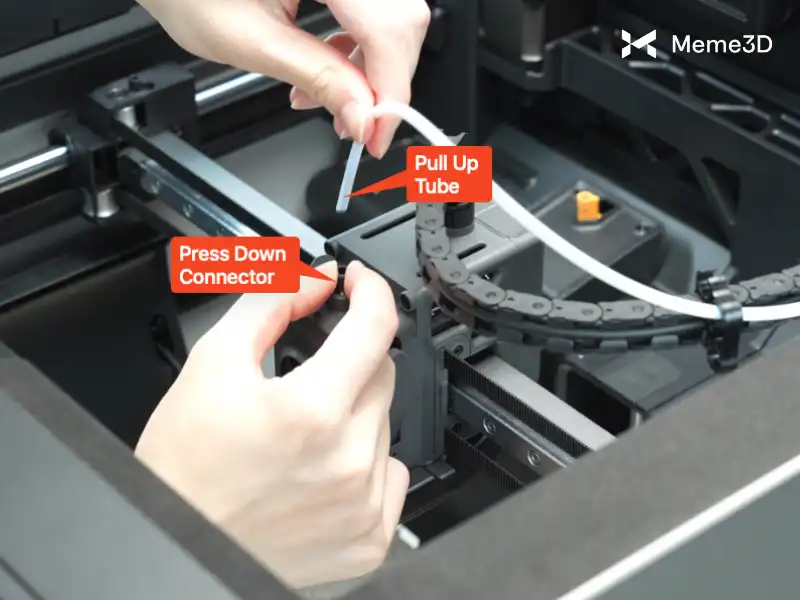
3. Tiến hành tháo ống PTFE Khi được nhắc, hãy ngắt kết nối ống PTFE khỏi đầu dụng cụ. Để làm điều này, hãy nhấn xuống đầu nối và đồng thời kéo ống PTFE lên cho đến khi nó được tháo rời.
4. Chức năng xả tự động và hút lạnh

Máy in sẽ tự động đẩy hết vật liệu cũ ra ngoài. Sau khi đẩy hết vật liệu, nhiệt độ sẽ giảm xuống mức cài đặt kéo nguội, và đầu phun sẽ từ từ rút sợi nhựa để làm sạch vòi phun.
Ghi chú:
Khi máy chuyển sang chế độ tự động, vòi phun sẽ nóng lên. Không chạm vào vòi phun để tránh bị bỏng.
Trong quá trình súc rửa tự động và kéo lạnh, bạn có thể thấy khói do nhiệt độ súc rửa cao. Hãy giữ cho nắp trước và nắp trên của máy đóng kín cho đến khi quá trình hoàn tất, sau đó mới mở chúng một cách an toàn.
- Kéo sợi tự động hoặc thủ công: Sau khi nguội, máy in sẽ từ từ thu sợi nhựa. Nếu cần kéo sợi thủ công, hãy giữ giá đỡ đầu phun bằng một tay và nhẹ nhàng kéo sợi nhựa thẳng lên bằng tay kia.

Kiểm tra kết quả
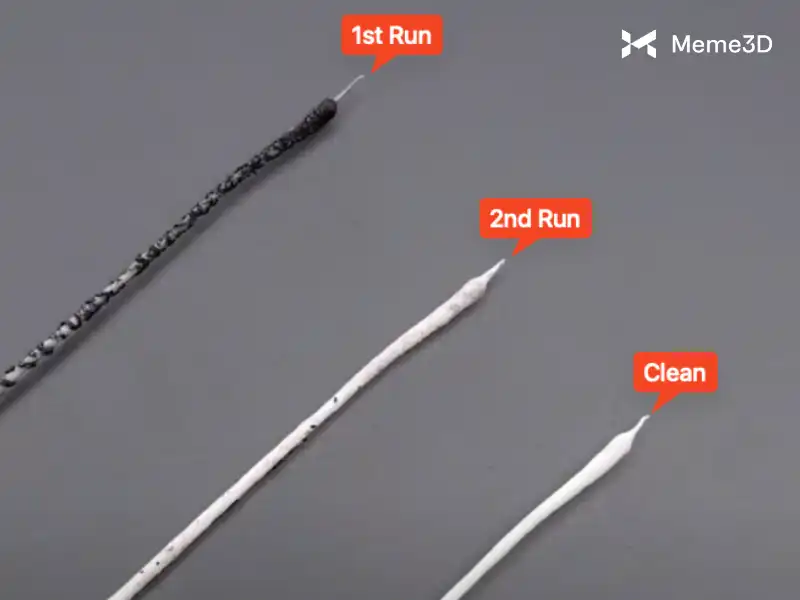
Hãy nhìn vào đầu sợi đốt:
- Hình ảnh khi kéo sạch cho thấy toàn bộ hình dạng vòi phun mà không có cặn bẩn.
- Các vết đen, vết loang lổ hoặc mảnh vụn cháy có nghĩa là bạn nên lặp lại quy trình cho đến khi sạch.
Sau khi hoàn thành
Sau khi quá trình kéo nguội hoàn tất, hãy đảm bảo lắp lại ống PTFE một cách chắc chắn vào đúng vị trí. Điều này đảm bảo đường dẫn sợi nhựa được bịt kín và sẵn sàng sử dụng. Sau đó, nạp lại sợi nhựa và chạy thử nghiệm đùn nhanh để xác nhận mọi thứ hoạt động trơn tru. Nếu sợi nhựa được đùn ra sạch sẽ, máy in của bạn đã sẵn sàng cho công việc tiếp theo.

