Chưa có sản phẩm trong giỏ hàng.
Chế độ tốc độ là gì?
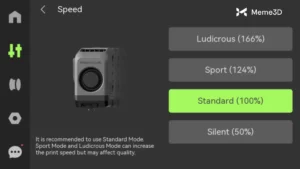
Chế độ tốc độ là các thiết lập tốc độ đơn giản mà bạn có thể chọn, chẳng hạn như Chế độ im lặng, Chế độ tiêu chuẩn, Chế độ thể thao và Chế độ siêu tốc như hình ảnh bên dưới. Chúng điều chỉnh tất cả tốc độ chuyển động trong quá trình in, mà không ảnh hưởng đến các cài đặt chi tiết khác của Bambu Studio.
Các Chế độ Tốc độ có sẵn trong menu Điều khiển nằm ở phía bên trái giao diện. Xin lưu ý rằng các chế độ này chỉ có thể được chọn hoặc điều chỉnh khi đang thực hiện công việc in.
Khi chuẩn bị bản in trong Bambu Studio hoặc Bambu Handy, một Hồ sơ in sẽ được chọn. Hồ sơ này xác định các thông số chính như Chiều cao lớp, Số đường viền, Kiểu lấp đầy và Cài đặt tốc độ.
Các thiết lập tốc độ này hoạt động cùng với các thông số khác dành riêng cho từng loại sợi in, bao gồm Tốc độ thể tích tối đa, Động lực dòng chảy, Làm mát, v.v. Vì các loại sợi in khác nhau có hành vi khác nhau khi được làm nóng và đùn ra, nên các yếu tố này phải được cân bằng cẩn thận. Để đơn giản hóa quá trình này, Bambu Lab cung cấp các cấu hình được hiệu chỉnh sẵn cho các loại sợi in được hỗ trợ, đảm bảo chất lượng in tối ưu.
Tuy nhiên, điều quan trọng cần lưu ý là Chế độ Tốc độ chỉ điều chỉnh tốc độ chuyển động tổng thể của máy . Các thông số cụ thể cho từng loại sợi in vẫn không thay đổi. Do đó, việc thay đổi Chế độ Tốc độ trong khi đang in có thể gây ra sự không khớp giữa các thông số đã được cấu hình sẵn và tốc độ máy đã điều chỉnh.
Trong một số trường hợp, điều này hầu như không ảnh hưởng đến phần được in, nhưng trong một số trường hợp nhất định, nó có thể ảnh hưởng đến cả chất lượng bề mặt và độ bền cấu trúc của mô hình.
Cách thức hoạt động của tốc độ thể tích và lý do tại sao đây là yếu tố quan trọng cần xem xét khi lựa chọn chế độ tốc độ.
Tốc độ thể tích hay lưu lượng thể tích biểu thị thể tích sợi nhựa được đùn ra theo thời gian, được biểu thị bằng mm³/s. Tốc độ này bị ảnh hưởng bởi nhiều yếu tố, bao gồm đường kính vòi phun, chiều rộng đường in, chiều cao lớp in, thiết kế đầu phun, đặc tính sợi nhựa và nhiệt độ vòi phun. Tổng hợp lại, các thông số này thiết lập một giới hạn trên, được gọi là tốc độ thể tích tối đa.
Phần mềm cắt lát sử dụng giá trị này để ngăn bạn cố gắng đẩy lượng nhựa qua đầu phun nhiều hơn mức nó có thể làm tan chảy một cách đáng tin cậy, ngăn ngừa hiện tượng đùn thiếu hoặc lỗi in. Mặc dù tốc độ thể tích có thể được tính toán bằng công thức bên dưới, nhưng tốc độ thể tích tối đa chỉ có thể được xác định thông qua thử nghiệm thực tế.
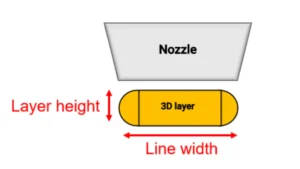
Lưu lượng thể tích (mm³/s) = Chiều rộng đường kẻ (mm) × Chiều cao lớp in (mm) × Tốc độ in (mm/s)
Chiều cao lớp đề cập đến chiều cao của mỗi lớp trong mô hình in 3D, trong khi chiều rộng đường in là chiều rộng của một sợi nhựa nóng chảy được vòi phun đùn ra trong quá trình in. Tìm hiểu thêm chi tiết về chiều cao lớp và chiều rộng lớp trên Bambu Wiki.
Trong một ví dụ thực tế, nếu bạn in với vòi phun 0,4mm và sử dụng độ rộng lớp 0,45mm, chiều cao lớp 0,2mm với tốc độ 200mm/s, máy sẽ cho ra lưu lượng 18mm³/s. Nếu giữ nguyên các thiết lập lớp, nhưng tăng tốc độ lên 300mm/s, kết quả sẽ là 27mm³/s.
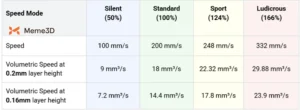
Chúng ta hãy tóm tắt thông tin trên vào một bảng, luôn sử dụng chiều cao lớp in là 0,2mm và chiều rộng lớp in là 0,45mm:

Việc thay đổi chế độ tốc độ có tác động lớn đến tốc độ thể tích, như đã được chứng minh. Giờ đây, chúng ta phải so sánh tốc độ thể tích thực tế với tốc độ thể tích tối đa cho mỗi ứng dụng. Không cần phải thực hiện các thí nghiệm phức tạp với các loại sợi, vòi phun hoặc nhiệt độ khác nhau, tất cả những gì bạn cần làm là điều hướng đến phần sợi của Bambu Studio (1), sau đó chọn vật liệu mong muốn của bạn (2) và nhấp để chỉnh sửa cài đặt trước (3).
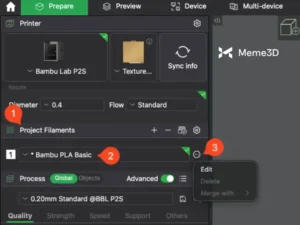
Sau đó, đảm bảo bạn đang ở tab sợi (4) và cuộn xuống hết cỡ (5) cho đến khi bạn tìm thấy Tốc độ thể tích tối đa (6).
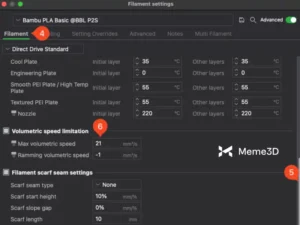
Trên máy in 3D Bambu Lab P2S được trang bị đầu phun tiêu chuẩn và nhựa Bambu PLA Basic, tốc độ thể tích tối đa được đặt ở mức 21 mm³/s . Giá trị này thể hiện giới hạn đùn tối đa mà đầu phun và sợi nhựa có thể duy trì một cách đáng tin cậy.
Trong quá trình cắt lát, nếu lưu lượng thể tích được tính toán vượt quá giới hạn này, cho dù là do tốc độ in cao hơn, chiều cao lớp tăng lên hay độ rộng đường in lớn hơn, phần mềm cắt lát sẽ tự động điều chỉnh bằng cách giảm tốc độ. Điều này đảm bảo rằng tốc độ dòng chảy thực tế vẫn nằm trong giới hạn tốc độ thể tích tối đa đã được xác định, ngăn ngừa hiện tượng đùn thiếu vật liệu và duy trì chất lượng in.
Tuy nhiên, khi chế độ tốc độ được thay đổi trực tiếp trên màn hình máy in trong khi quá trình in đang diễn ra, cơ chế bảo vệ này sẽ bị bỏ qua. Trong trường hợp đó, tốc độ thể tích tối đa không còn được áp dụng và máy in có thể cố gắng đùn vật liệu với tốc độ vượt quá khả năng vật lý của nó.
Các vấn đề có thể phát sinh do thay đổi chế độ tốc độ
Việc chuyển đổi chế độ tốc độ có thể dẫn đến một số vấn đề về chất lượng in nếu tốc độ thể tích tối đa bị vượt quá. Khi đầu phun không thể đáp ứng được nhu cầu dòng chảy tăng lên, hiện tượng đùn thiếu (1) có thể xảy ra, để lại các khoảng trống trong mô hình được in. Sự cân bằng giữa làm mát và tốc độ in cũng có thể bị phá vỡ, điều này có thể dẫn đến các phần nhô ra yếu hoặc không nhất quán (2) và hiệu suất cầu nối kém (3).
Ngoài ra, những thay đổi đột ngột về dòng chảy có thể ảnh hưởng đến cách sợi nhựa nóng chảy, gây ra sự thay đổi về độ bóng bề mặt hoặc màu sắc (4). Cuối cùng, nếu sợi nhựa không được nóng chảy hoàn toàn, liên kết giữa các lớp có thể bị suy yếu (5), làm cho bộ phận được in kém bền hơn và dễ bị nứt hơn.
Sự khác biệt giữa các dòng máy in
Tốc độ thể tích tối đa quyết định tốc độ làm tan chảy sợi nhựa và bộ đùn điều khiển độ ổn định khi đẩy sợi nhựa. Cả máy P2S và H2 đều sử dụng cùng một đầu gia nhiệt. Kết hợp lại, các yếu tố này tạo nên giới hạn vật lý cho lượng vật liệu có thể được đùn ra mỗi giây.
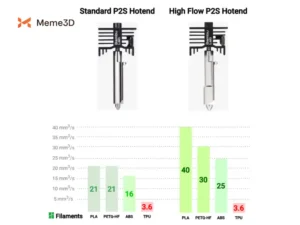
Có hai biến thể chính của đầu phun nhiệt được sử dụng trong dòng máy Bambu Lab P2S / H2: đầu phun nhiệt tiêu chuẩn và đầu phun nhiệt lưu lượng cao. Hình ảnh bên dưới hiển thị tốc độ thể tích tối đa được thiết lập trong Bambu Studio cho mỗi loại đầu phun nhiệt.
Dòng P2S được thiết kế với công nghệ ép đùn tiên tiến, đã đưa điều này lên một tầm cao mới.
Với đầu phun tiêu chuẩn, hiệu suất của nó cao hơn một chút so với X1 và P1, đạt 25 mm³/s với PLA Basic. Tuy nhiên, việc bổ sung đầu phun High Flow (HF) làm tăng đáng kể khả năng nóng chảy nhờ sử dụng vùng nóng chảy được sửa đổi và thiết kế nhiệt được cải tiến.
Với vòi phun HF 0,4 mm, máy in P2S có thể đạt tốc độ in lên đến 40 mm³/s với nhựa PLA Basic, một bước nhảy vọt đáng kể so với các dòng máy khác. Điều này cho phép in nhanh hơn nhiều trong khi vẫn duy trì độ bám dính lớp tốt và độ đồng nhất bề mặt.
Đối với người dùng chuyển sang sử dụng đường kính vòi phun lớn hơn (chẳng hạn như 0,6 mm hoặc 0,8 mm), lợi ích càng trở nên rõ ràng hơn, vì đầu phun HF cho phép đùn các đường rộng hơn mà không đạt đến tốc độ thể tích tối đa.
Các hình ảnh bên dưới cho thấy bên trong đầu phun HF P2S và thiết kế tản nhiệt được cải tiến của nó.

Cách sử dụng đúng các chế độ tốc độ
Nếu bạn không chắc chắn về việc thay đổi chế độ tốc độ, hãy yên tâm rằng việc sử dụng chế độ tốc độ Tiêu chuẩn luôn đảm bảo chất lượng và độ chính xác tối đa. Việc thay đổi chế độ tốc độ đôi khi là cần thiết, hoặc để rút ngắn thời gian in tổng thể hoặc để giảm tiếng ồn khi hoạt động của máy in. Trong những trường hợp này, có một số hướng dẫn chúng ta có thể thực hiện để giảm thiểu tác động của việc thay đổi chế độ tốc độ.
Sử dụng chiều cao lớp thấp hơn
Nhìn chung, chiều cao lớp in thấp hơn sẽ làm giảm tốc độ thể tích. Sử dụng công thức trên, duy trì tốc độ 200 mm/s và chiều rộng lớp 0,45 mm , việc giảm chiều cao lớp từ 0,2 xuống 0,16 mm sẽ dẫn đến giảm tốc độ thể tích từ 18 mm³/s xuống 14,4 mm³/s. Sự giảm này tạo ra một khoảng dự phòng cho tốc độ thể tích trong trường hợp tốc độ in được tăng lên. Hãy lặp lại bảng trên và so sánh các giá trị ở chiều cao lớp 0,2 mm với chiều cao lớp 0,16 mm.
Bằng cách giảm chiều cao lớp in, chúng tôi đã giữ cho chế độ Sport và Ludicrous nằm trong giới hạn tốc độ thể tích tối đa của máy in P2S với nhựa Bambu PLA Basic, đảm bảo chất lượng in tốt. Ngoài ra, cần lưu ý rằng với chiều cao lớp in nhỏ, mô hình của bạn sẽ có độ phân giải tốt hơn nhiều.

Nhiệt độ đầu phun
Nhìn chung, việc tăng nhiệt độ đầu phun thêm vài độ, khoảng 5-10 ºC, có thể giúp máy tăng thêm một chút tốc độ in. Khi thay đổi chế độ tốc độ, hãy kiểm tra mô hình xem có dấu hiệu thiếu vật liệu đùn (khoảng trống, thành yếu) hoặc độ bám dính lớp kém hay không. Trong trường hợp bất khả kháng, có thể tăng nhiệt độ đầu phun thêm vài độ để hy vọng lượng vật liệu đùn ra đủ để hoàn thành mô hình.
Loại sợi in
Một số loại sợi in có khả năng chịu đựng tốt hơn với sự thay đổi tốc độ đột ngột, PLA hoặc ABS thường có thể xử lý được. Mặt khác, các vật liệu như TPU hoặc PA-CF sẽ không hoạt động tốt với sự thay đổi chế độ tốc độ. Hãy ghi nhớ điều này khi thay đổi chế độ tốc độ, vì vật liệu đang sử dụng có thể bị hỏng hoàn toàn nếu chế độ tốc độ bị thay đổi.
Đường kính vòi phun
Với đường kính vòi phun lớn hơn, mỗi sợi nhựa có diện tích mặt cắt ngang lớn hơn. Điều này có nghĩa là máy đùn có thể đẩy nhiều nhựa hơn qua vòi phun với cùng tốc độ di chuyển của đầu phun. Vì lỗ vòi phun rộng hơn, sợi nhựa nóng chảy gặp ít lực cản hơn so với khi bị ép qua một lỗ nhỏ. Điều này cho phép đầu phun đạt tốc độ dòng chảy cao hơn trước khi đạt đến giới hạn của nó.
Tôi có nên thay đổi chế độ tốc độ không?
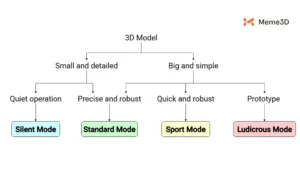
Bạn không chắc có nên điều chỉnh Chế độ Tốc độ hay không? Biểu đồ hướng dẫn sau đây cung cấp thông tin tham khảo chung giúp bạn quyết định khi nào nên chuyển đổi chế độ.
Khi nào nên sử dụng chế độ im lặng
Chế độ im lặng là lựa chọn phù hợp khi bạn cần máy in hoạt động êm ái nhất có thể, chẳng hạn như khi in qua đêm hoặc khi đặt máy in trong văn phòng hoặc phòng khách. Chế độ này làm chậm chuyển động của đầu in, giảm thiểu tiếng ồn đồng thời cho phép sợi nhựa có thêm thời gian để tan chảy và liên kết. Kết quả là, Chế độ im lặng không chỉ giúp máy hoạt động êm ái mà còn mang lại chất lượng bề mặt tuyệt vời và độ bám dính lớp chắc chắn.
Khi nào nên sử dụng Chế độ tiêu chuẩn
Chế độ Tiêu chuẩn là chế độ mặc định cân bằng cho hầu hết các công việc in. Nó cung cấp sự cân bằng tốt giữa tốc độ, chất lượng và độ tin cậy. Nếu tiếng ồn không phải là vấn đề đáng lo ngại và chi tiết cần độ chính xác và độ bền cao, Chế độ Tiêu chuẩn thường là lựa chọn an toàn nhất. Chế độ này duy trì tốc độ, làm mát và cài đặt đùn được khuyến nghị đã được tinh chỉnh sẵn trong Bambu Studio cho từng loại vật liệu, đảm bảo chất lượng in nhất quán trên nhiều loại mô hình khác nhau.
Khi nào nên sử dụng Chế độ Thể thao
Chế độ Thể thao (Sport Mode) được thiết kế cho những trường hợp cần tốc độ in nhanh hơn, nhưng chất lượng và chức năng của sản phẩm vẫn quan trọng. Chế độ này đặc biệt hữu ích cho các bộ phận tiện ích, nguyên mẫu hoặc mô hình mà độ hoàn thiện bề mặt không quá quan trọng, nhưng sản phẩm vẫn phải đảm bảo độ bền cơ học. Chế độ Thể thao giúp tăng tốc độ in trong khi vẫn duy trì giới hạn an toàn cho quá trình đùn và làm mát, do đó đây là lựa chọn tốt khi bạn muốn tiết kiệm thời gian nhưng vẫn cần độ tin cậy về chức năng.
Khi nào nên sử dụng chế độ Ludicrous Mode
Chế độ Siêu tốc (Ludicrous Mode) ưu tiên tốc độ hơn tất cả. Chế độ này được thiết kế cho các mô hình hoặc nguyên mẫu rất đơn giản, nơi mục tiêu chính là sản xuất một bộ phận nhanh nhất có thể. Ở chế độ này, máy hoạt động ở tốc độ tối đa, điều này có thể gây ra các khuyết tật bề mặt, chi tiết kém chính xác hơn hoặc liên kết lớp yếu hơn. Vì lý do này, chế độ Siêu tốc chỉ nên được dành cho các bộ phận mà hình thức và độ bền không quan trọng, chẳng hạn như bản in nháp hoặc các mẫu thử nhanh.
Những điểm chính cần ghi nhớ
Các chế độ tốc độ là một công cụ mạnh mẽ trên máy in Bambu Lab, nhưng cần phải sử dụng chúng một cách có ý thức. Luôn luôn tuân thủ tốc độ thể tích tối đa của sợi nhựa và đầu phun.
Hãy sử dụng Chế độ Tiêu chuẩn để đảm bảo an toàn và độ tin cậy, và chỉ sử dụng các chế độ nhanh hơn một cách chọn lọc cho các nguyên mẫu hoặc hình dạng đơn giản. Luôn kiểm tra mô hình xem có dấu hiệu suy giảm chất lượng hay không. Những dấu hiệu này có thể cho thấy chế độ đã chọn quá mạnh đối với sợi in hoặc hình dạng mô hình.
