Chưa có sản phẩm trong giỏ hàng.
PETG là gì?
PETG (Polyethylene Terephthalate Glycol) là loại nhựa in cân bằng giữa khả năng in ấn dễ dàng và hiệu suất cơ học tốt.
So với PLA, PETG có độ dẻo dai và khả năng chống va đập cao hơn. So với ABS, nó dễ in hơn, ít bị cong vênh hơn và ít mùi hơn khi in.
Nói một cách đơn giản, PETG có thể được coi là một lựa chọn nâng cao sau khi bạn đã làm quen với PLA. Nó duy trì trải nghiệm in mượt mà trong khi cải thiện độ bền cho các bộ phận được in ra.
Hãy tham khảo bộ sưu tập nhựa in PETG của Bambu Lab!

Lựa chọn loại PETG phù hợp cho ứng dụng của bạn
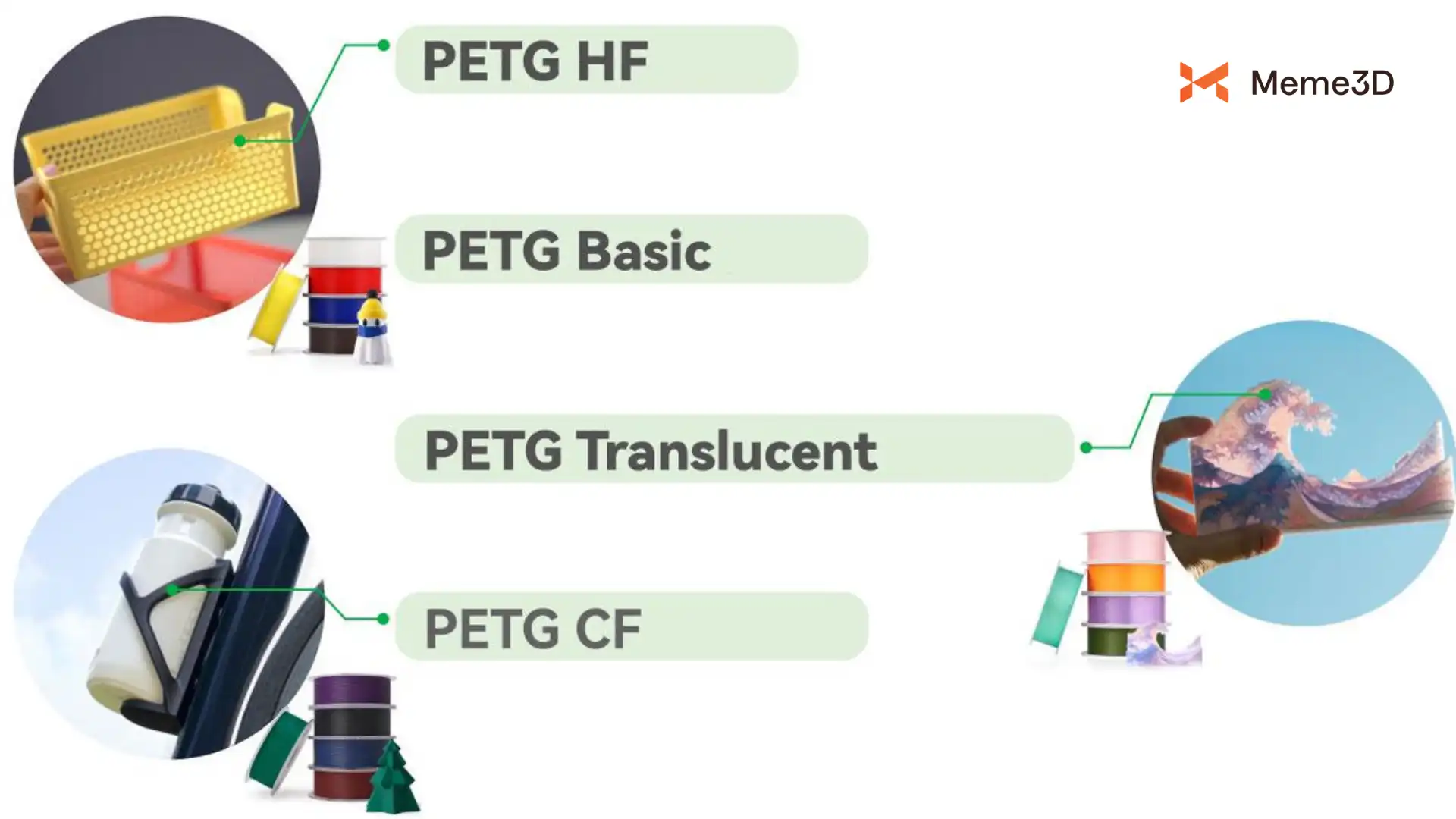
Phần này giúp bạn chọn loại PETG phù hợp nhất dựa trên các trường hợp sử dụng phổ biến.
- Độ bền và hiệu quả chi phí: Nếu bạn ưu tiên hiệu suất ổn định và độ tin cậy cho các vật dụng hàng ngày, PETG Basic được khuyến nghị. Nó mang lại kết quả đồng nhất với chi phí hợp lý.
- In tốc độ cao và hiệu quả: Nếu trọng tâm của bạn là in nhanh và năng suất cao, PETG HF (High Flow) được thiết kế để in ở tốc độ cao trong khi vẫn duy trì quá trình đùn nhựa ổn định. Phù hợp cho sản xuất hàng loạt.
- Khả năng xuyên sáng và thiết kế chiếu sáng: Đối với các mô hình yêu cầu độ trong mờ hoặc hiệu ứng ánh sáng, PETG Translucent cho phép điều chỉnh khả năng xuyên sáng bằng cách thay đổi độ dày của thành (wall thickness).
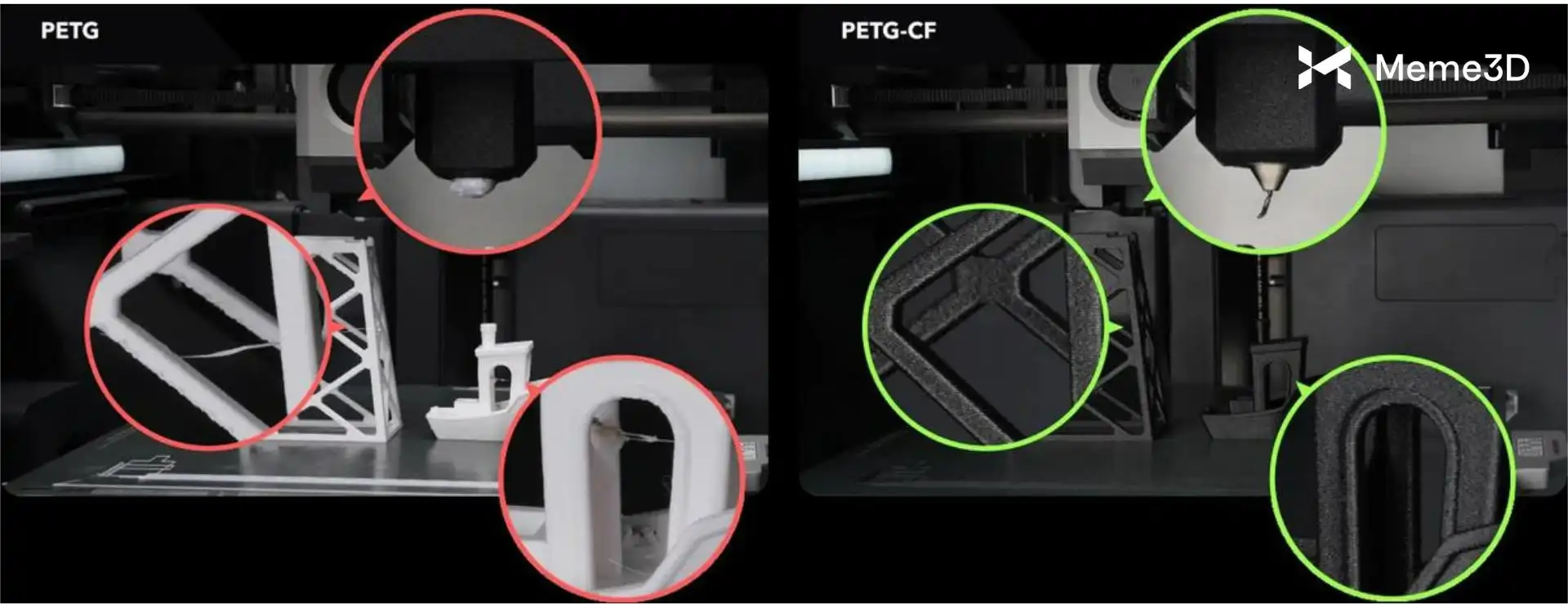
- Các bộ phận cấu trúc và độ bền cao: Đối với các ứng dụng yêu cầu độ bền và khả năng chịu tải cao hơn, PETG-CF cung cấp độ cứng tăng cường nhờ gia cường sợi carbon, phù hợp cho các thành phần cấu trúc.
Sấy khô nhựa in (Filament Drying)
PETG hấp thụ độ ẩm dễ dàng hơn PLA. Việc sấy khô đúng cách trước khi in là rất cần thiết. Nhựa bị ẩm có thể gây ra hiện tượng kéo sợi (stringing), bong bóng và các khuyết tật trên bề mặt.
Tất cả các loại nhựa PETG đều chia sẻ chung các thông số sấy khuyến nghị:
Loại Filament | Lò nướng thông thường | Sấy bằng Bàn nhiệt | AMS HT / AMS 2 Pro |
PETG Basic / HF / CF / Translucent | 60–65℃, 8 giờ | 80℃, 12 giờ | 65℃, 8 giờ |
Lưu ý khi sấy:
- Nếu sấy trên Bàn in (Build Plate), hãy lật cuộn nhựa sau mỗi 6 giờ. Việc che cuộn nhựa bằng hộp đựng nhựa có thể giúp giữ nhiệt và cải thiện hiệu quả sấy.
- Khi sử dụng AMS HT hoặc AMS 2 Pro để sấy, hãy kiểm tra nhiệt độ cẩn thận để tránh làm mềm nhựa.
Mẹo: Nếu không thể sấy khô, hãy sử dụng các thiết lập in thận trọng hơn (giảm tốc độ và nhiệt độ) để giảm bớt các vấn đề liên quan đến độ ẩm.
Khả năng tương thích phần cứng
Loại Filament | Tương thích Đầu phun | Tương thích Bàn in | Tương thích Phụ kiện |
PETG Basic / PETG HF | Tương thích tất cả đầu phun tiêu chuẩn | Tương thích tất cả bàn in | Tương thích tất cả hệ thống AMS |
PETG-CF | Chỉ dùng Đầu phun Thép tôi (Hardened Steel); (Không khuyến nghị đầu phun High Flow 0.4 mm) | Tương thích tất cả bàn in | Không tương thích với AMS lite |
PETG Translucent | Tương thích đầu phun tiêu chuẩn (ngoại trừ 0.2 mm) | Tương thích tất cả bàn in | Tương thích tất cả hệ thống AMS |
Các vấn đề thường gặp và Giải pháp
Nhựa dính vào đầu phun (Filament Sticking to the Nozzle)
Vấn đề: Trong quá trình in, PETG bị nóng chảy một phần có thể dính vào mặt ngoài của đầu phun. Trường hợp nhẹ có thể gây ra bề mặt thô ráp, thiếu nhựa (under-extrusion) hoặc kéo sợi. Trường hợp nặng có thể dẫn đến việc nhựa tích tụ thành khối lớn quanh đầu phun và làm hỏng bản in.
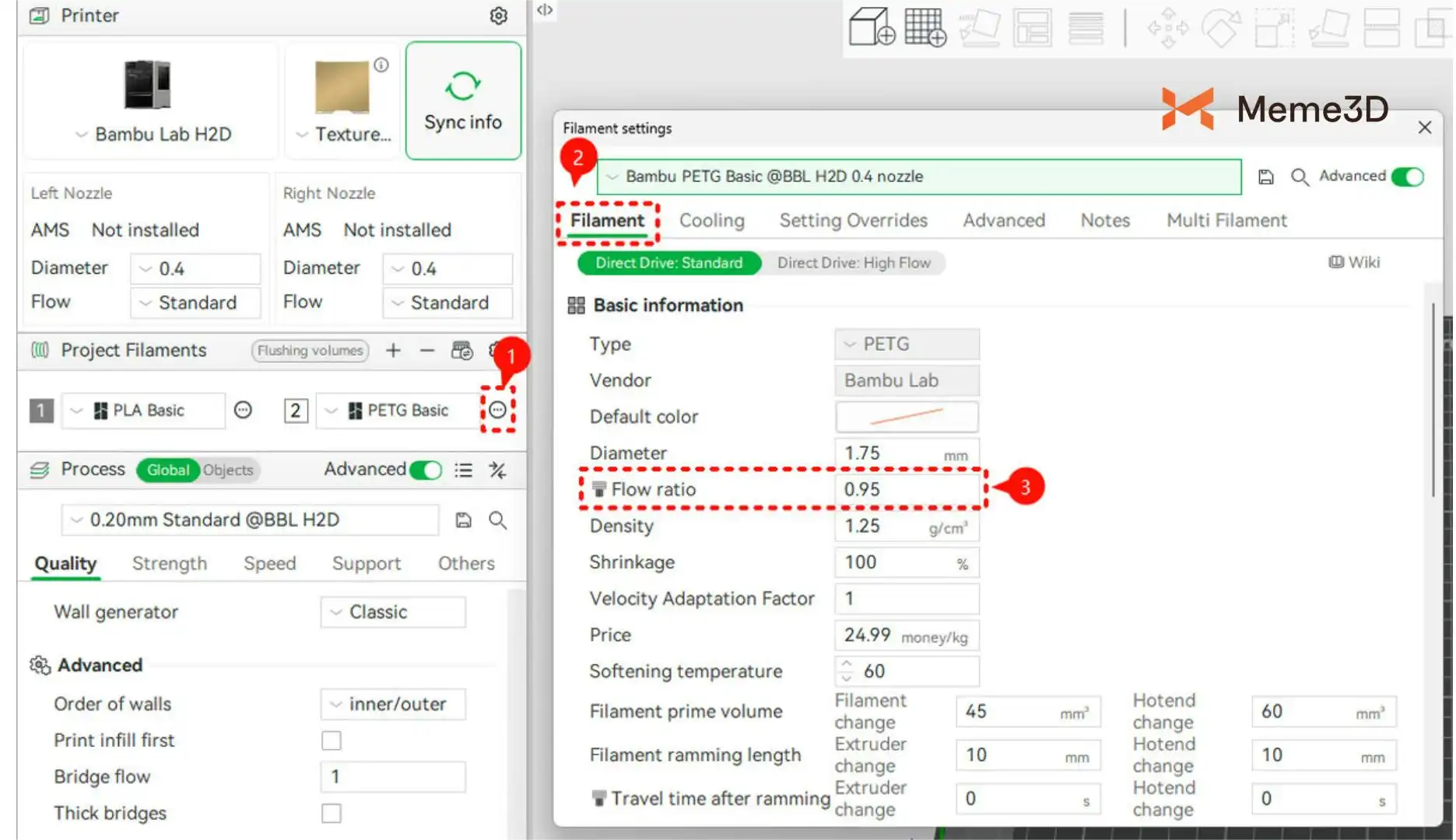
Giải pháp: Điều chỉnh các thông số sau trong Bambu Studio.
- Cách 1 – Điều chỉnh Tỷ lệ lưu lượng (Flow Ratio): Giảm giá trị xuống khoảng 0.93 – 0.94 (mặc định là 0.95). Giá trị thấp hơn giúp giảm tích tụ vật liệu trên đầu phun.
- Cách 2 – Điều chỉnh Nhiệt độ đầu phun: Tăng nhiệt độ giúp nhựa chảy tốt hơn ở tốc độ cao nhưng có thể làm tăng kéo sợi. Hãy điều chỉnh trong khoảng ±5–10 °C để tìm điểm cân bằng.
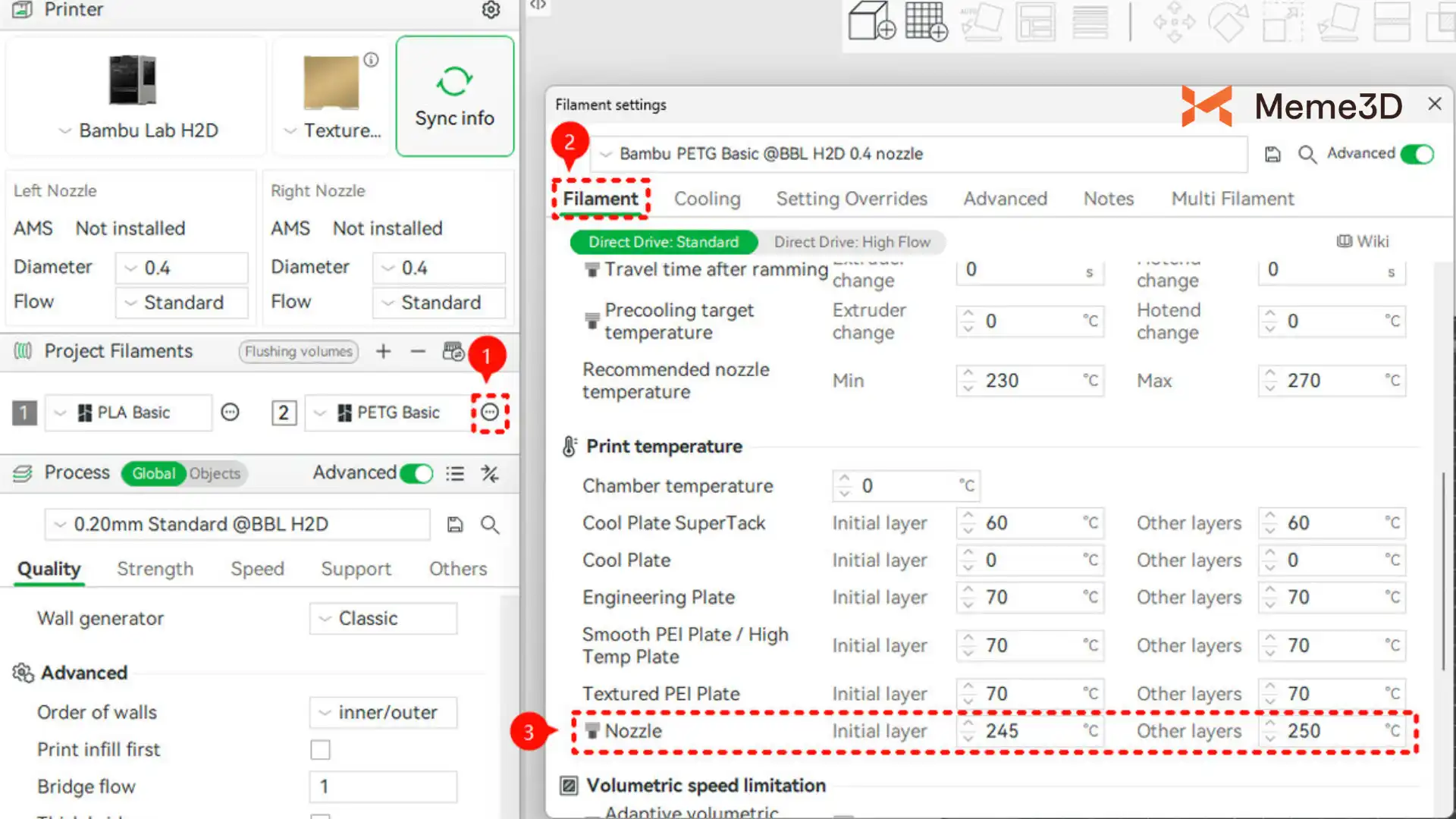
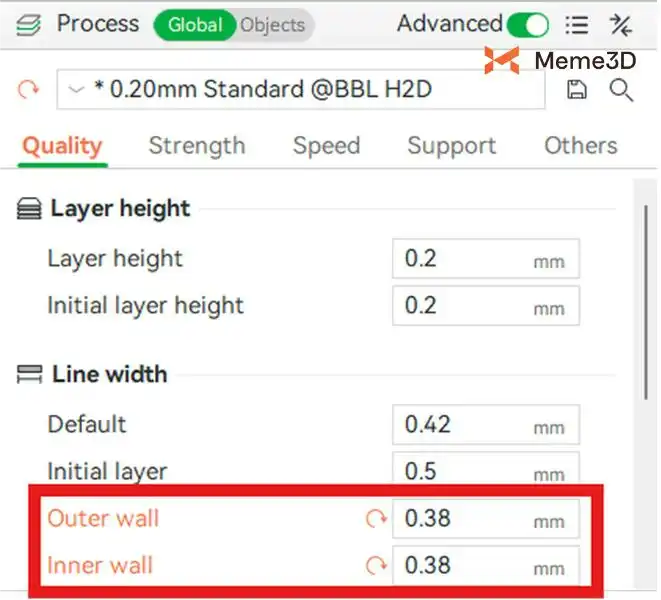
- Cách 3 – Điều chỉnh Độ rộng đường in (Line Width): Khuyến nghị dùng 0.36 – 0.40 mm khi sử dụng đầu phun 0.4 mm. Độ rộng nhỏ hơn giúp giảm tích tụ nhựa.
Thiếu nhựa cục bộ trên bề mặt mô hình (Local Under-Extrusion)
Vấn đề: Khi thành ngoài chuyển từ lưu lượng thấp sang lưu lượng cao (ví dụ: sau khi in cầu – bridge), các vết lồi nhỏ hoặc vùng lõm có thể xuất hiện.

Giải pháp:
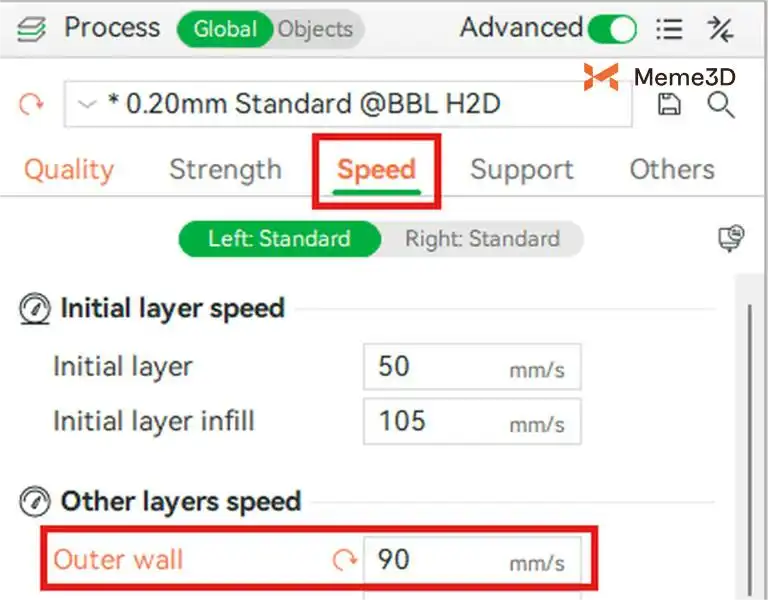
- Cách 1 – Điều chỉnh Tốc độ in: PETG ưu tiên sự ổn định hơn là tốc độ. Hãy đặt Tốc độ thành ngoài (Outer Wall Speed) khoảng 90 mm/s.
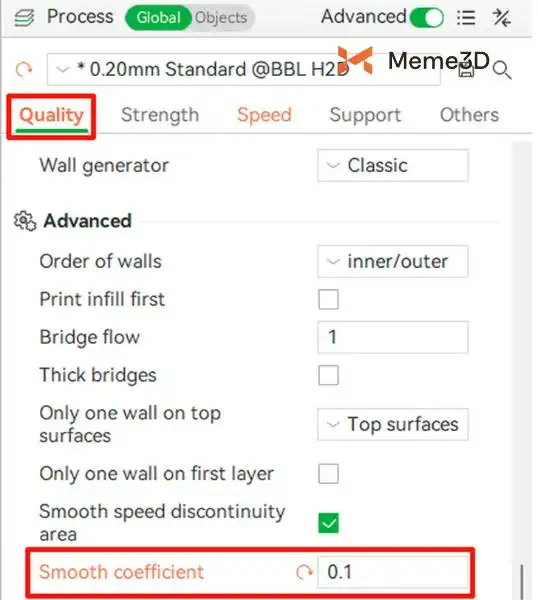
- Cách 2 – Điều chỉnh Hệ số làm mịn (Smoothing Coefficient): Nếu khuyết tật vẫn còn, hãy giảm Hệ số làm mịn xuống 0.1. Thiết lập này giúp làm mượt quá trình tăng/giảm tốc, duy trì việc đùn nhựa ổn định khi thay đổi tốc độ.
Mô hình bị cong vênh (Model Warping)
Vấn đề: PETG dễ bị cong vênh hơn PLA. Việc làm nguội quá nhanh có thể tạo ra ứng suất nội bộ giữa các lớp, dẫn đến hiện tượng nhấc mép.
Giải pháp: Cải thiện độ bám dính lớp đầu tiên
- Vệ sinh Bàn in thật sạch trước khi in.
- Bật tính năng Brim (viền) hoặc sử dụng keo dán bàn in phù hợp.
- Tăng nhiệt độ bàn nhiệt thêm 5°C đến 10°C.
Độ bám dính lớp đầu tiên tốt sẽ giúp giảm ứng suất và cải thiện độ ổn định của bản in.