Chưa có sản phẩm trong giỏ hàng.
TPU là gì?
TPU (Thermoplastic Polyurethane) là một loại nhựa in linh hoạt với độ đàn hồi cao. Nó có thể được kéo giãn và sẽ trở lại hình dáng ban đầu sau khi biến dạng. TPU thường được sử dụng để in các bộ phận mềm và dẻo, chẳng hạn như ốp điện thoại, đế giày và các thành phần đồ chơi. Ví dụ minh họa dưới đây sử dụng loại TPU 95A HF.
Hãy tham khảo bộ sưu tập nhựa in của Bambu Lab!

Giải thích về Độ cứng TPU
Độ cứng của TPU được xác định bằng thang đo Độ cứng Shore (Shore Hardness). Các thang đo phổ biến nhất là Shore A (mềm hơn) và Shore D (cứng hơn). Độ cứng thường được viết dưới dạng một con số đi kèm với một chữ cái, chẳng hạn như 90A, 95A hoặc 77D. Giá trị càng cao nghĩa là nhựa càng cứng và ít linh hoạt hơn.
Thứ tự độ cứng thông thường (từ cứng nhất đến mềm nhất):

- Cứng nhất: TPU 77D
- Trung bình: TPU 95A / 90A
- Mềm nhất: TPU 85A / 83A / 80A
Để in ấn ổn định, bạn nên sử dụng TPU có độ cứng từ 85A trở lên. Các loại TPU mềm hơn (như 83A hoặc 80A) rất dễ bị uốn cong trong quá trình nạp nhựa, có thể gây ra hiện tượng kẹt nhựa (buckling), rối hoặc đùn nhựa không ổn định trên các máy in tiêu chuẩn.
Sấy khô nhựa in
TPU cực kỳ nhạy cảm với độ ẩm. TPU bị ẩm có thể gây ra hiện tượng kéo sợi (stringing), bong bóng và liên kết lớp yếu. Việc sấy khô trước khi in là điều bắt buộc.
Các phương pháp sấy thông dụng:
- Lò sấy khí nóng: 70°C trong 8 giờ.
- Sấy bằng Bàn in (H2 Series / X Series / P2S): 90°C trong 16 giờ.
- AMS HT: 75°C trong 18 giờ.

Khả năng tương thích Phần cứng
TPU đặt ra yêu cầu cao hơn về phần cứng máy in so với các loại nhựa cứng. Bảng dưới đây cho thấy các mức độ cứng TPU được hỗ trợ trên các dòng máy in khác nhau.
Mục | TPU 85A | TPU 90A | TPU 95A HF | TPU cho AMS |
Máy in tương thích | H2 / X1 / P1 / P2 Series (A1: Không khuyến nghị) | H2 / X1 / P1 / P2 / A1 Series | H2 / X1 / P1 / P2 / A1 Series | Tương thích tất cả các dòng |
Đầu phun khuyến nghị | 0.6 / 0.8 mm (Không hỗ trợ 0.2 / 0.4 mm) | 0.4 / 0.6 / 0.8 mm (Không hỗ trợ 0.2 mm) | 0.4 / 0.6 / 0.8 mm (Không hỗ trợ 0.2 mm) | 0.4 / 0.6 / 0.8 mm (Không hỗ trợ 0.2 mm) |
Bàn in / AMS | Bàn in PEI Mịn/Nhám; Chỉ tương thích AMS HT | Bàn in PEI Mịn/Nhám; Chỉ tương thích AMS HT | Bàn in PEI Mịn/Nhám; Chỉ tương thích AMS HT | Bàn in PEI Mịn/Nhám; Tương thích mọi AMS |
In đa vật liệu | Không hỗ trợ | Chỉ H2D / H2C hỗ trợ in cùng PLA / PETG | Chỉ H2D / H2C hỗ trợ in cùng PLA / PETG | Tương thích tất cả các dòng |
Lưu ý quan trọng:
- Kích thước đầu phun: Không nên dùng đầu phun 0.2 mm và một số đầu phun High-flow vì dễ gây tắc nghẽn. TPU rất mềm (như 85A) có thể không tương thích ngay cả với đầu phun 0.4 mm.
- Vệ sinh đầu phun: Nếu đầu phun trước đó đã dùng để in nhựa pha sợi carbon hoặc sợi thủy tinh, các sợi dư thừa có thể làm tăng lực cản khi in TPU. Hãy thực hiện rút nguội (cold pull) nhiều lần trước khi in.
Chọn nhựa hỗ trợ (Support)
Khi in TPU, PLA được khuyến nghị sử dụng làm nhựa hỗ trợ.
Sử dụng PLA làm support mang lại:
- Quá trình in ổn định hơn.
- Dễ dàng tháo gỡ hỗ trợ.
- Giảm biến dạng so với việc dùng chính TPU làm support.
Để có kết quả tốt nhất, hãy dùng PLA màu sáng (như màu trắng) hoặc màu gần giống với mô hình để giảm nguy cơ bị lem màu.
Cách nạp nhựa TPU
TPU mềm và có độ bám dính cao. Lực cản nạp nhựa lớn có thể khiến bánh răng đùn bị trượt, bào mòn sợi nhựa hoặc làm gián đoạn quá trình nạp. Chìa khóa để in TPU tin cậy là giảm thiểu lực cản trên đường đi của sợi nhựa.
Đối với tất cả các dòng máy in, khuyến nghị nên:
- Tháo các ống PTFE dài kết nối với cụm đầu in (Toolhead).
- Giảm các đoạn uốn cong trên đường dẫn nhựa.
- Sử dụng đường nạp nhựa trực tiếp và thẳng nhất có thể.
Phương pháp nạp TPU theo từng dòng máy:
- Dòng A1: Nạp trực tiếp.

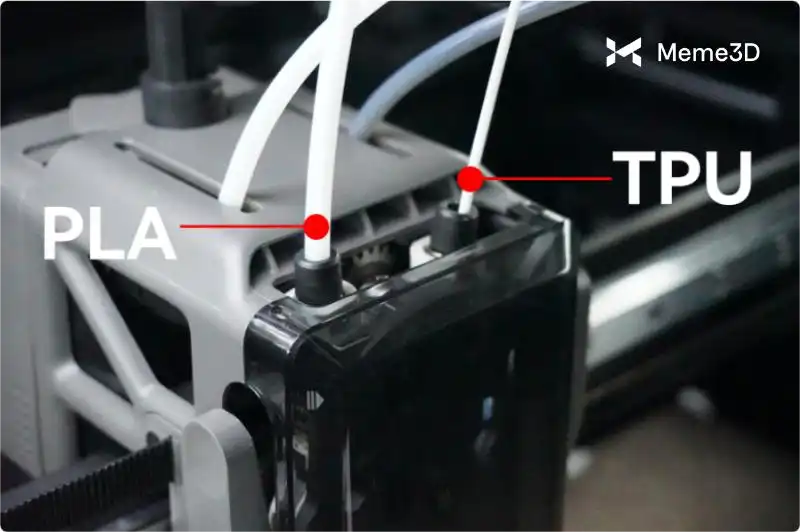
- Dòng X / P: Tháo ống PTFE khỏi đầu in và nạp thủ công.
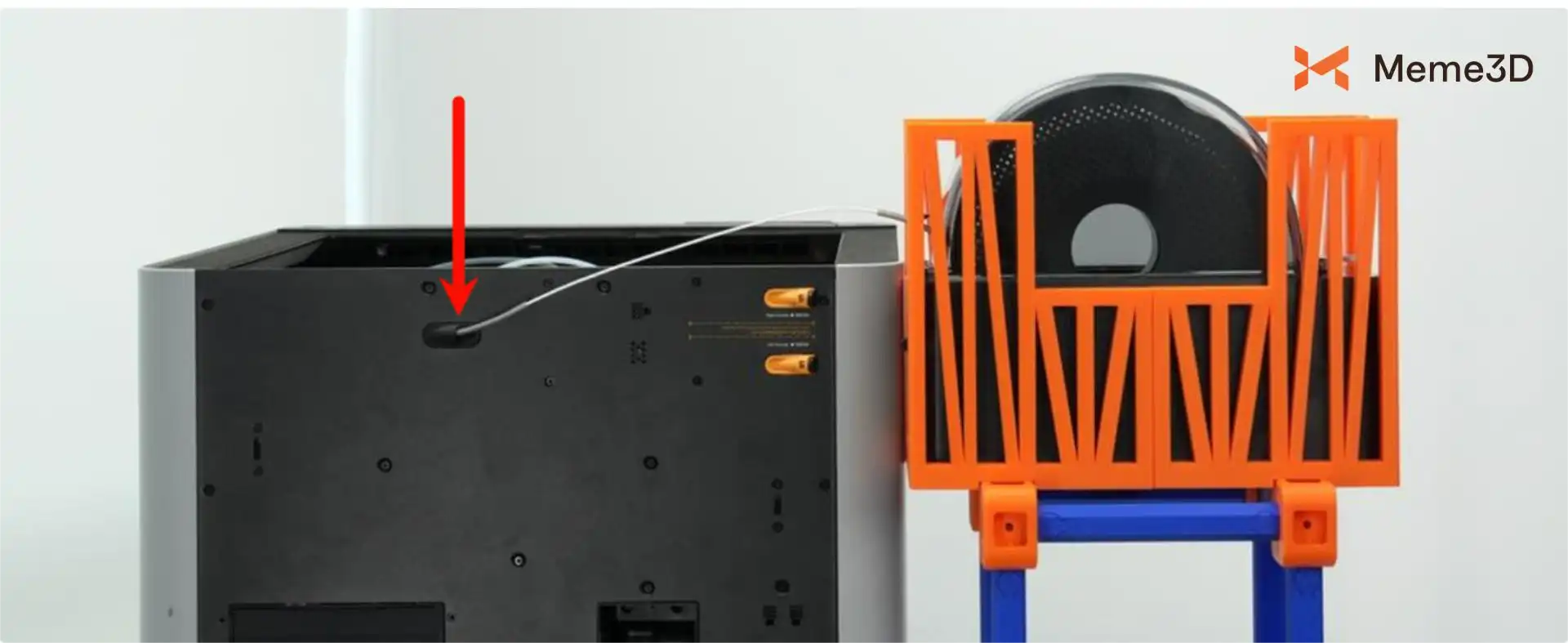
- Dòng H2:


- Nạp từ phía trên (Khuyến nghị): Nạp trực tiếp từ phía trên khi mở nắp giá đỡ vật liệu. Đây là đường dẫn ngắn nhất và ít lực cản nhất, lý tưởng cho TPU 90A và 85A.
- Nạp qua AMS HT (Tùy chọn phụ): Tháo ống PTFE bên phải và nạp qua cửa nạp TPU chuyên dụng. Phương pháp này có lực cản cao hơn và không phù hợp cho TPU 85A.
Bảo quản Chống ẩm
Sau khi in, hãy niêm phong ngay phần TPU chưa sử dụng. Bảo quản cùng gói hút ẩm trong môi trường có độ ẩm RH dưới 20%.
Tùy chọn bảo quản:
- Hộp đựng kín khí với gói hút ẩm.
- Sử dụng AMS HT làm hộp bảo quản kín.
Nếu TPU đã được lưu trữ trong thời gian dài, hãy sấy khô lại trước khi tái sử dụng.
Mẹo: Hãy bắt đầu với các mô hình TPU được khuyến nghị để làm quen!
