Chưa có sản phẩm trong giỏ hàng.
Chương này là hướng dẫn thực hành nâng cao về in vật liệu Bambu Lab TPU 90A. Nó giải thích cách sử dụng máy in Bambu Lab H2D kết hợp với AMS HT để in một đôi giày dạo phố in 3D Veloform (người tạo mô hình: Madai).
Hướng dẫn bao gồm toàn bộ quy trình làm việc:
- Chuẩn bị vật tư tiêu hao và phần cứng
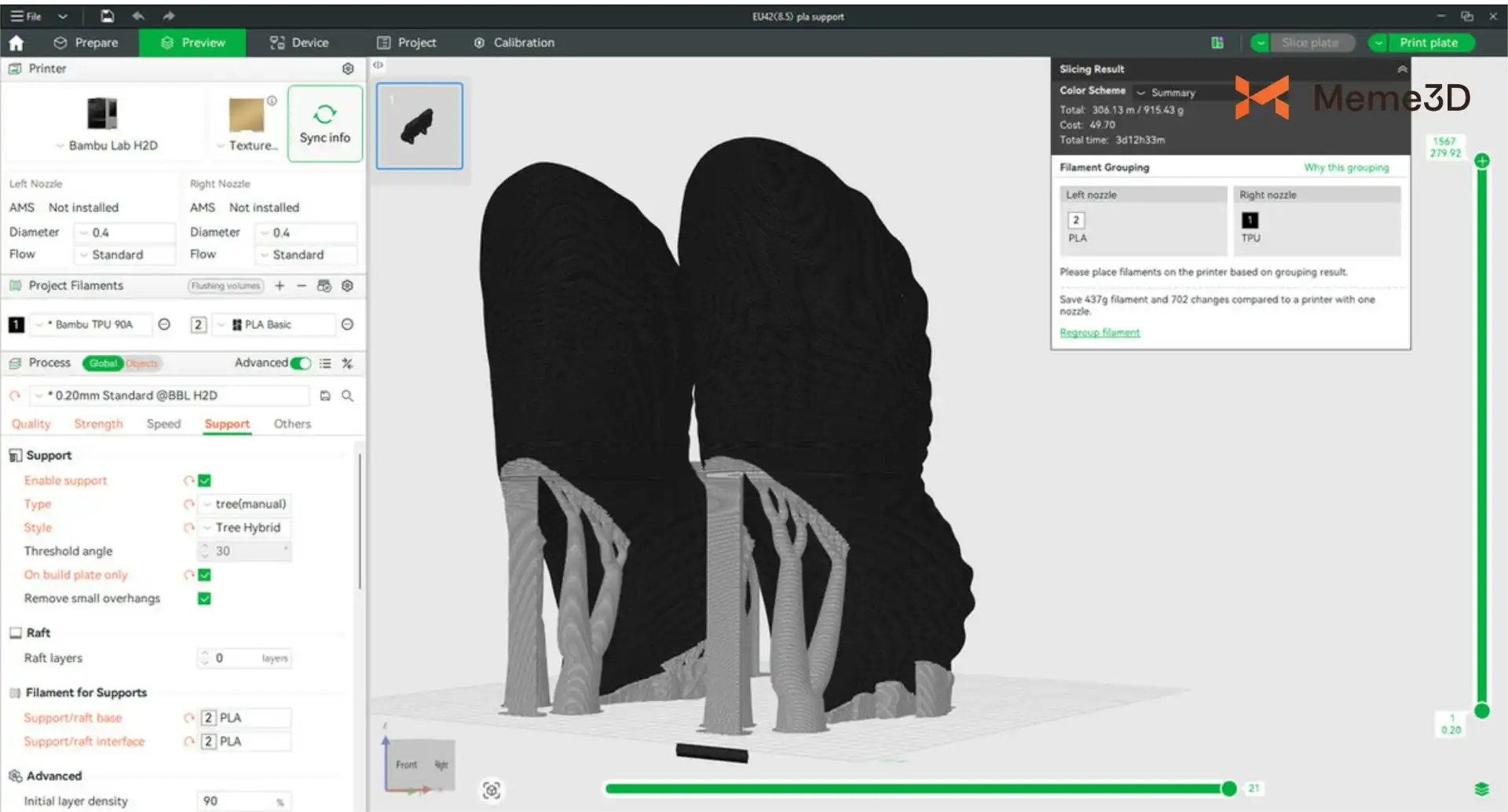
- Thiết lập cắt lớp (slicing) trên Bambu Studio
- Thực hiện và theo dõi quá trình in
Nội dung này dành cho những người dùng đã có kinh nghiệm in 3D và muốn nâng cao kỹ năng in TPU của mình.

Tổng quan Dự án
- Tệp mô hình: Veloform – một đôi giày dạo phố in 3D
- Phần mềm: Bambu Studio
- Máy in: Bambu Lab H2D
- Hệ thống Nhựa in: AMS HT
- Nhựa in:
- Nhựa in chính: Cuộn nhựa TPU 90A × 1
- Lớp giao diện hỗ trợ (Support Interface): Cuộn nhựa PLA (Trắng Ngọc hoặc màu tương tự) × 1
- Phụ kiện: Ống PTFE (nhiều ống)
- Kích thước Đầu phun (Nozzle)
- 0.4 mm (khuyên dùng)
- 0.6 mm hoặc 0.8 mm (tùy chọn)
- Thời gian In Dự kiến
- Khoảng 3 ngày (Phụ thuộc vào kích cỡ giày và chiều cao lớp in)
Quan trọng: Trong hướng dẫn này, AMS HT chỉ được sử dụng làm hộp bảo quản nhựa in. Nó không cần phải được kết nối với máy in.
Chuẩn bị Nhựa in
Sấy khô Nhựa in
TPU rất dễ hấp thụ độ ẩm. TPU bị ẩm có thể gây ra:
- Đùn nhựa không ổn định
- Bong bóng
- Liên kết lớp yếu
Trước khi nạp nhựa, hãy sấy khô hoàn toàn cuộn nhựa như đã mô tả ở chương trước.
Thiết lập Sấy TPU Khuyến nghị
- Lò sấy khí nóng: 70 °C × 8 giờ
- Sấy bằng Bàn in (Build Plate) H2 / X Series / P2S: 90 °C × 16 giờ
- AMS HT: 75 °C × 18 giờ
Sau khi sấy, TPU có thể giãn nở nhẹ. Điều này là bình thường.
Chuẩn bị AMS HT
Nếu bạn sử dụng AMS HT (hoặc hộp đựng nhựa ngoài dung tích 5.8 L) để bảo quản TPU:
- Hãy giữ nó được làm nóng trước và ở độ ẩm thấp
- Chuyển cuộn nhựa vào ngay sau khi sấy khô
- Giảm thiểu việc tiếp xúc với không khí
Thiết lập Đường dẫn Nhựa
- Chuẩn bị một ống PTFE dài 50 mm.

- Cắm ống PTFE vào cổng nạp TPU của AMS HT.

- Đặt cuộn nhựa vào bên trong AMS HT.

- Niêm phong AMS HT và đảm bảo cuộn nhựa quay trơn tru, sợi nhựa không bị rối.


Để quá trình nạp nhựa ổn định hơn, hãy sử dụng Giá đỡ Cuộn nhựa TPU như hình bên dưới.
Lưu ý: Trong quá trình in, hãy giữ cho đường dẫn nhựa giữa AMS HT và máy in luôn ổn định.

Chuẩn bị Máy in H2D
Kiểm tra Khả năng Tương thích
Trước khi in TPU:
- Không sử dụng đầu phun 0.2 mm.
- Không sử dụng Đầu phun Lưu lượng cao (High-Flow Nozzles).
- TPU 85A không tương thích với đầu phun 0.4 mm.
- Tránh sử dụng lại các đầu phun trước đó đã dùng để in nhựa pha Sợi Carbon hoặc Sợi Thủy tinh. Các sợi dư thừa làm tăng lực cản và có thể gây tắc nghẽn.
- Nếu bắt buộc phải sử dụng lại, hãy thực hiện kỹ thuật Rút nguội (Cold Pull) từ 3–5 lần trước.
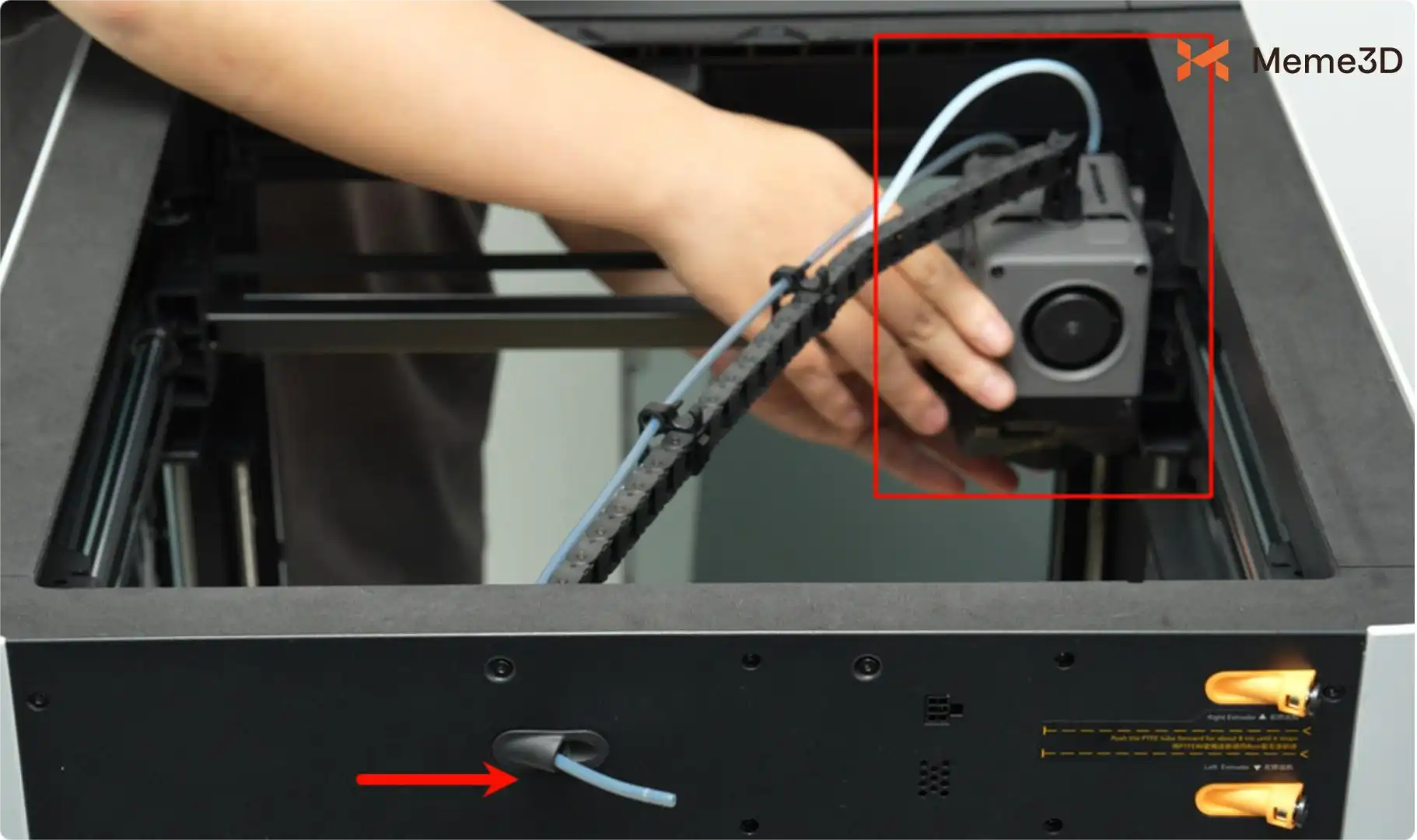
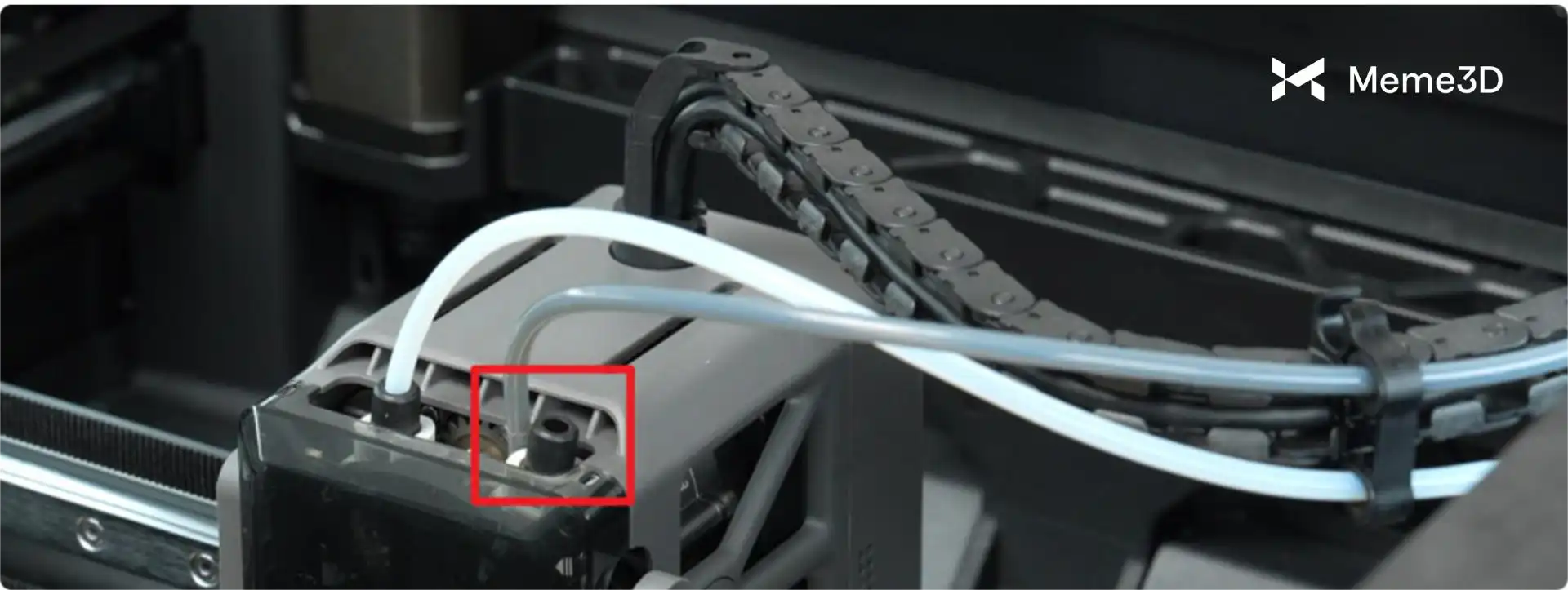
Thiết lập Đường dẫn Nhựa cho Cụm đầu in Bên phải (Right Toolhead)
Quan trọng: Khi in TPU trên máy H2D, nhựa phải được nạp qua Cụm đầu in Bên phải.
- Ngắt kết nối ống PTFE khỏi bộ đệm (buffer) đang kết nối với đầu phun bên phải.

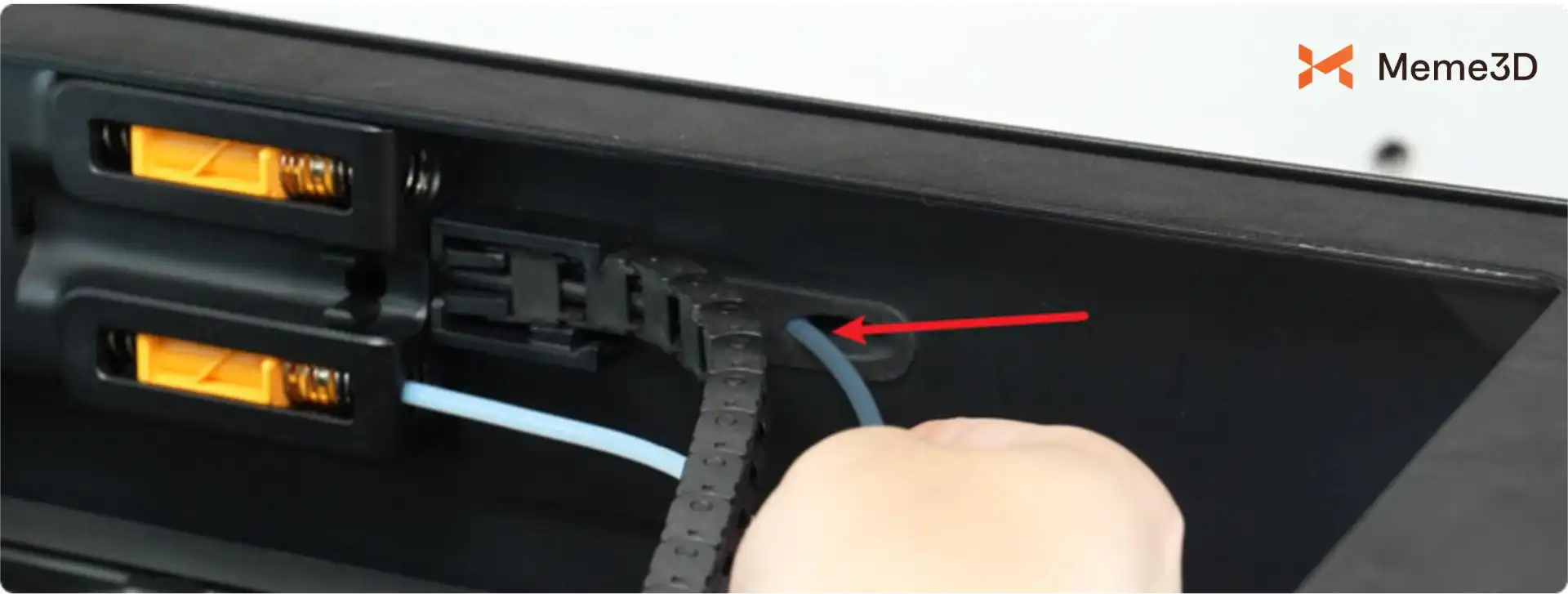
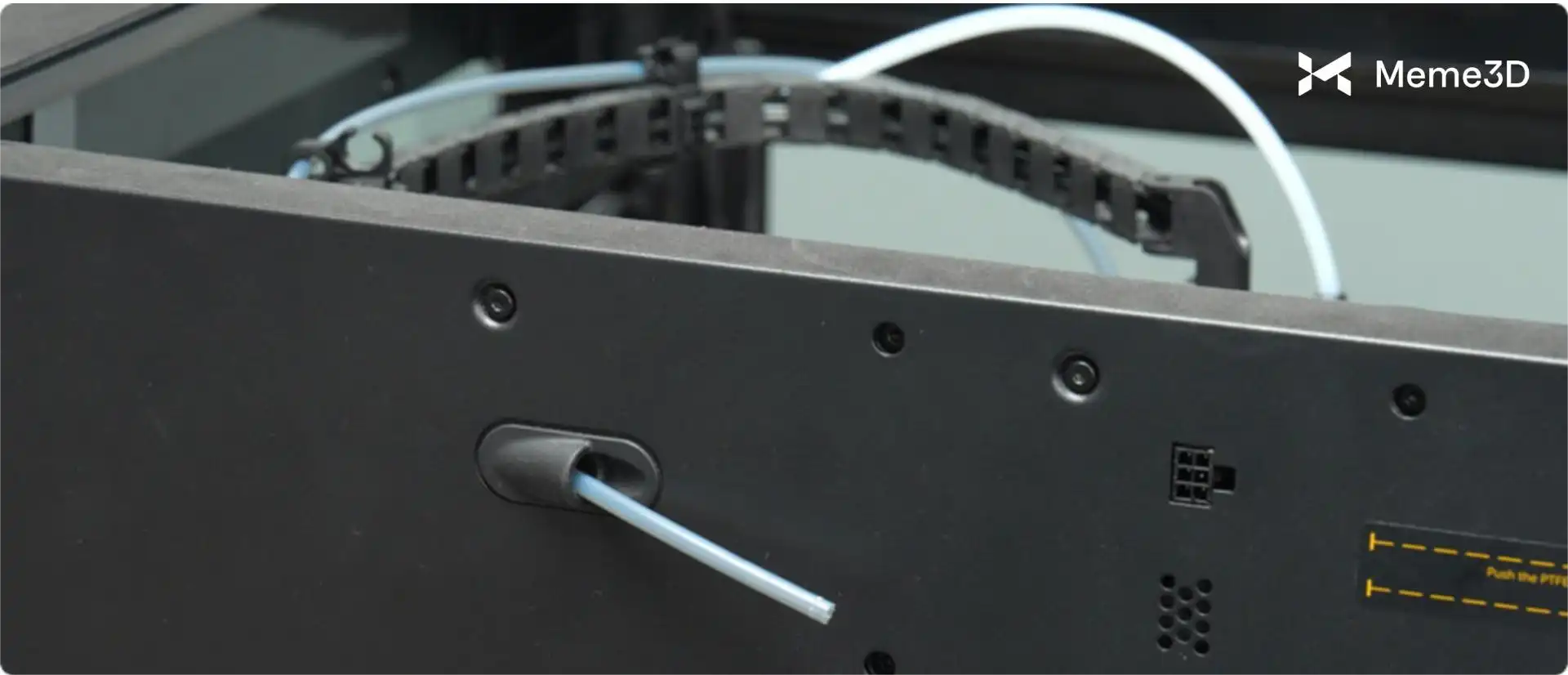
- Cắm ống PTFE vào cổng nạp nhựa chuyên dụng cho TPU ở mặt sau của máy H2D.

- Xác nhận rằng ống PTFE có thể nhìn thấy được ở cổng nạp TPU phía sau.

- Di chuyển Cụm đầu in (Toolhead) đến vị trí xa nhất so với cổng nạp TPU. Điều chỉnh chiều dài ống PTFE cho phù hợp.

- Tạm thời ngắt kết nối ống PTFE khỏi đầu phun bên phải.


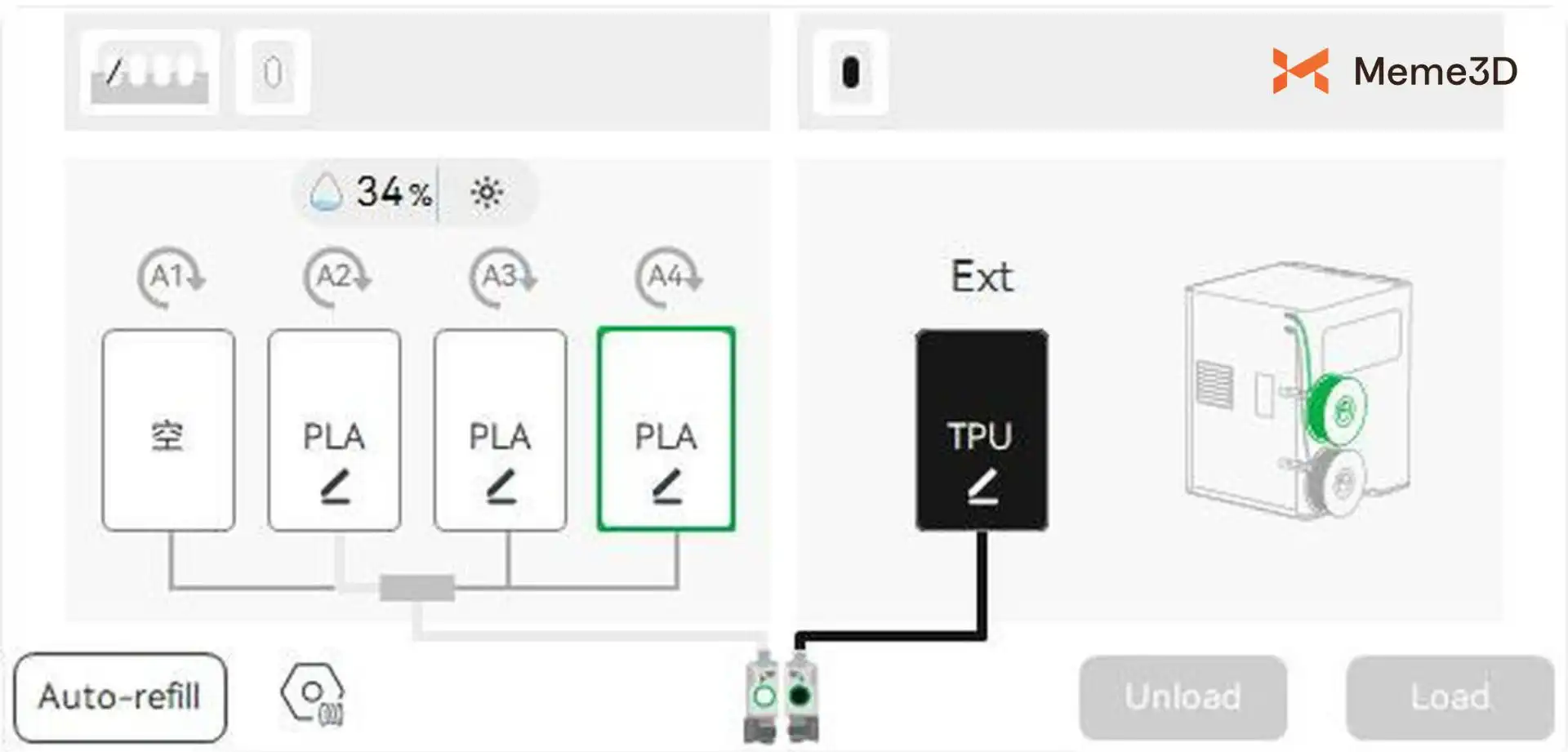
Nạp Nhựa TPU
- Kéo sợi nhựa TPU 90A từ đầu ra của AMS HT. Luồn nó vào cổng nạp TPU ở mặt sau của máy H2D.
- Đẩy sợi nhựa tới trước cho đến khi nó thoát ra khỏi ống PTFE.

- Trên Màn hình cảm ứng (Touchscreen), thiết lập loại nhựa là TPU và nhấn Nạp (Feed).

- Xác nhận nhựa đùn ra mượt mà từ đầu phun bên phải.





Thiết lập Nhựa cho Cụm đầu in Bên trái (Left Toolhead)
- Nạp Nhựa PLA Basic (khuyên dùng: Trắng Ngọc – Jade White) vào Cụm đầu in Bên trái.
- Kết nối thông qua AMS hoặc cuộn nhựa ngoài như bình thường.
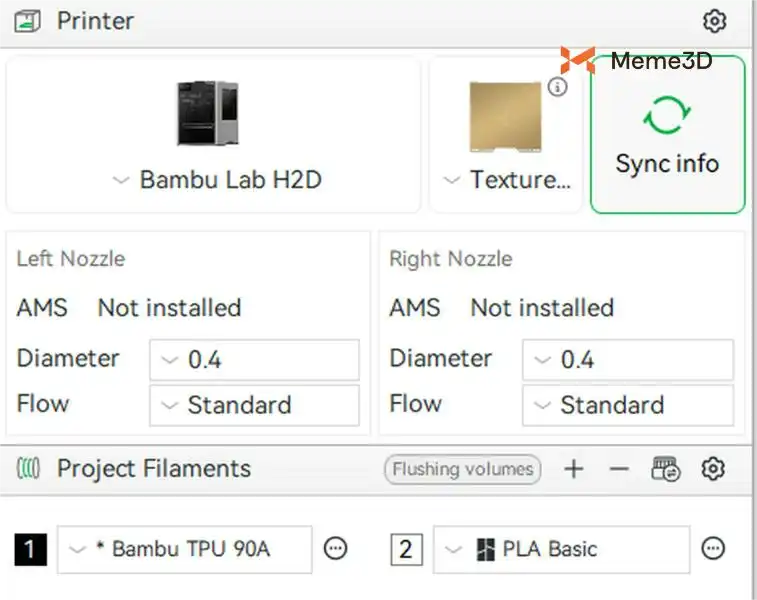
- Trong Bambu Studio:
- Cụm đầu in Bên trái → PLA
- Cụm đầu in Bên phải → TPU
Mẹo: Khi PLA được sử dụng cùng với AMS, hãy bật tính năng Tự động Chuyển đổi Nhựa (Automatic Filament Switching). AMS sẽ tự động chuyển sang cuộn nhựa giống hệt khi cuộn hiện tại hết.
Chuẩn bị Đầu phun và Bàn in
- Hướng dẫn này sử dụng Đầu phun 0.4 mm cho TPU 90A.
- Có thể sử dụng trực tiếp Bàn in PEI Nhám (Textured PEI Build Plate).
- Độ bám dính của TPU rất mạnh, nhưng luôn phải kiểm tra chất lượng lớp in đầu tiên.
Vì thời gian in rất dài:
- Hãy vệ sinh Bàn in thật kỹ.
- Loại bỏ dầu mỡ, bụi và mảnh vụn trước khi in.
Bắt đầu In
- Tải xuống mô hình từ MakerWorld.
- Mở nó trong Bambu Studio.
- Chọn máy in, Bàn in và các thiết lập nhựa.
- Bắt đầu cắt lớp (slice).
 Các mô hình phức tạp có thể mất nhiều thời gian cắt lớp hơn. Vui lòng đợi cho đến khi quá trình cắt lớp hoàn tất.
Các mô hình phức tạp có thể mất nhiều thời gian cắt lớp hơn. Vui lòng đợi cho đến khi quá trình cắt lớp hoàn tất.
Quá trình In và Theo dõi
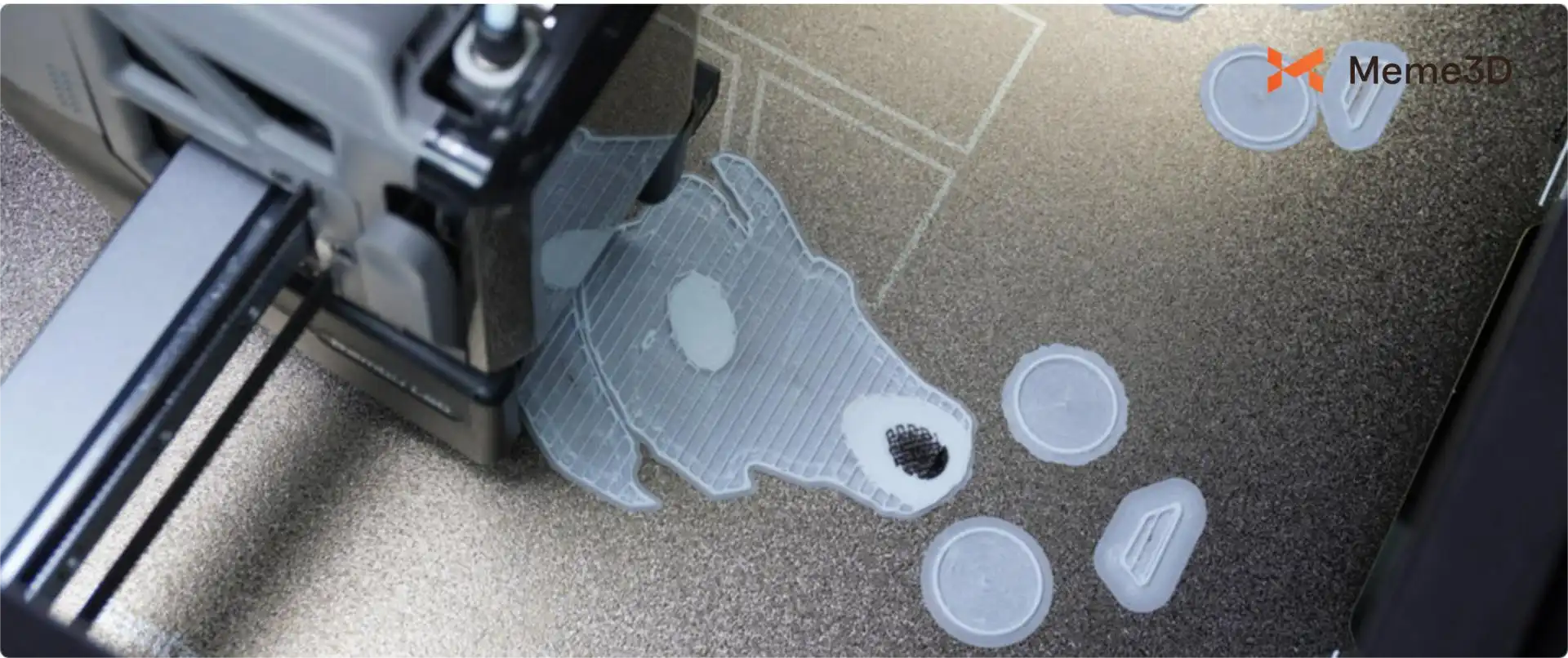
- Nạp nhựa và Hiệu chuẩn: Xác nhận TPU 90A đùn ra mượt mà, không có bong bóng và độ căng ổn định.
- Kiểm tra Lớp đầu tiên: Đảm bảo độ bám dính tốt và không bị nhấc mép. Nếu xuất hiện vấn đề, hãy tạm dừng in và điều chỉnh:
- Vệ sinh Bàn in
- Giảm tốc độ
- Tăng nhiệt độ Bàn in
- Theo dõi Giữa quá trình In: Quan sát xem nhựa có bị trượt, đứt hoặc có lỗi ở phần lấp đầy (infill) không. Giảm tốc độ hoặc kiểm tra lực cản của nhựa nếu cần.
- Các Lớp cuối cùng và Làm nguội: Sau khi in xong:
- Tắt quạt làm mát.
- Giữ Bàn in hơi ấm.
- Chỉ gỡ mô hình sau khi nó đã nguội.
- Điều này giúp giảm sự biến dạng và đàn hồi (rebound).

Mẹo Xử lý Hậu kỳ và Sử dụng
Để tháo gỡ lớp giao diện hỗ trợ bằng PLA:
- Nhẹ nhàng mở một khe hở nhỏ ở mép.
- Xịt cồn vào khe hở đó.
- Chờ cho cồn thấm vào.
- Tách ra một cách chậm rãi và cẩn thận.
Cẩn thận: Việc dùng lực cưỡng ép gỡ bỏ support có thể làm hỏng mô hình.

Việc sấy khô TPU giúp giảm thiểu tình trạng kéo sợi (stringing), nhưng không thể loại bỏ hoàn toàn.
Để loại bỏ các sợi tơ:
- Sử dụng khí nóng từ máy sấy tóc.
- Hoặc lướt nhanh ngọn lửa qua các sợi tơ.
- Tránh làm mô hình quá nóng.
- Miếng lót giày hoặc lớp màng lót bên trong có thể cải thiện sự thoải mái và độ bền.
- Trước khi sử dụng ngoài trời, hãy đi giày trong nhà khoảng vài giờ.
- Quan sát độ đàn hồi và sự mỏi của cấu trúc (structural fatigue).
Tổng kết
Việc in giày dép bằng TPU 90A đầy thách thức nhưng mang lại kết quả xứng đáng.
Kết quả thành công phụ thuộc vào:
- Sấy khô nhựa đúng cách.
- Đường dẫn nhựa mượt mà, lực cản thấp.
- Các thông số cắt lớp chính xác (nhiệt độ, tốc độ, làm mát).
- Việc theo dõi quá trình in liên tục.
Bằng cách cẩn thận làm theo từng bước, bạn có thể tạo ra những đôi giày TPU cân bằng giữa độ đàn hồi, sức mạnh và ngoại hình.
