Chưa có sản phẩm trong giỏ hàng.
Nhựa Foam (Dạng bọt) là gì?
Nhựa in dạng bọt (Foaming filament) là một loại nhựa in chức năng, trải qua phản ứng vi tạo bọt khi được nung nóng trong quá trình in. Phản ứng này tạo ra một cấu trúc xốp bên trong, giúp giảm trọng lượng và thay đổi kết cấu bề mặt trong khi vẫn duy trì được hình dáng tổng thể của mô hình.
Nhựa foam thường được sử dụng cho các mô hình cấu trúc siêu nhẹ, cũng như các chi tiết trang trí và chức năng cần giảm thiểu khối lượng.

Các loại nhựa Aero Foaming
Nhựa Aero foaming của Bambu Lab có hai loại: PLA Aero và ASA Aero. Sự khác biệt chính nằm ở đặc tính vật liệu và các trường hợp sử dụng khuyến nghị.
- PLA Aero: Tập trung vào khả năng in siêu nhẹ. Loại nhựa này dễ in, tiết kiệm chi phí và phù hợp cho các bộ phận cấu trúc nhẹ trong nhà.
- ASA Aero: Kết hợp đặc tính siêu nhẹ với khả năng chống chịu thời tiết cao, kháng tia UV, kháng nước và độ bền cao hơn. Nó phù hợp hơn cho việc sử dụng ngoài trời hoặc các bộ phận chịu tác động từ môi trường, nhưng yêu cầu nhiệt độ in cao hơn và điều kiện in được kiểm soát chặt chẽ hơn.

PLA Aero
PLA Aero là loại nhựa PLA biến tính sử dụng công nghệ tạo bọt. Trong quá trình đùn ở nhiệt độ cao, sợi nhựa sẽ giãn nở bên trong và hình thành các lỗ rỗng mịn. Điều này làm giảm đáng kể mật độ khối lượng mà vẫn giữ được hình dạng mô hình.
Theo dữ liệu chính thức, các bộ phận in bằng PLA Aero có mật độ chỉ bằng 50%–80% so với PLA tiêu chuẩn. Với các mô hình có cùng thể tích, trọng lượng có thể giảm đi xấp xỉ một nửa. Điều này khiến PLA Aero trở nên lý tưởng cho các mô hình máy bay, drone, tàu lượn và các cấu trúc nhẹ nhạy cảm với tải trọng khác.

ASA Aero
ASA Aero là nhựa biến tính dựa trên nền ASA tích hợp đặc tính tạo bọt. Nó giữ lại các ưu điểm tuyệt vời của ASA như kháng tia UV, kháng nước và chịu thời tiết, đồng thời cung cấp độ bền va đập cao và mật độ có thể điều chỉnh.
Với nhiệt độ đầu phun cao và giảm tỷ lệ dòng chảy (Flow Ratio), mật độ của chi tiết thành phẩm có thể giảm xuống còn khoảng 0.45 g/cm³, tức là chưa đến 50% mật độ ASA tiêu chuẩn. Sự cân bằng giữa hiệu suất siêu nhẹ và độ bền giúp ASA Aero phù hợp cho các bộ phận cấu trúc ngoài trời, vỏ máy bay và các linh kiện kỹ thuật yêu cầu cả sức bền lẫn khả năng chống chịu môi trường.
Mẹo Sức khỏe và Yêu cầu Thiết bị
- Thông gió: Luôn in trong môi trường thông gió tốt để tránh tích tụ mùi.
- Cảnh báo Sức khỏe: Nhựa ASA giải phóng các chất có hại trong quá trình in. Không in trong thời gian dài ở không gian sinh hoạt như phòng ngủ hoặc phòng khách.
- Bảo trì thiết bị: Các máy in dòng X / P / H được trang bị bộ lọc than hoạt tính. Hãy thay bộ lọc định kỳ, khuyến nghị thay sau mỗi 1440 giờ (60 ngày) in tích lũy.
So sánh giữa PLA Aero và ASA Aero
Mục so sánh | PLA Aero | ASA Aero |
Độ bền cấu trúc | Trung bình | Cao |
Kháng thời tiết | Trung bình | Tuyệt vời |
Độ khó khi in | Tương đối dễ | Tương đối khó |
Chi phí | Tương đối thấp | Tương đối cao |
Mẹo in ấn
Các mẹo sau đây áp dụng cho cả hai loại nhựa Aero, đặc biệt quan trọng khi in ASA Aero.
Sấy nhựa
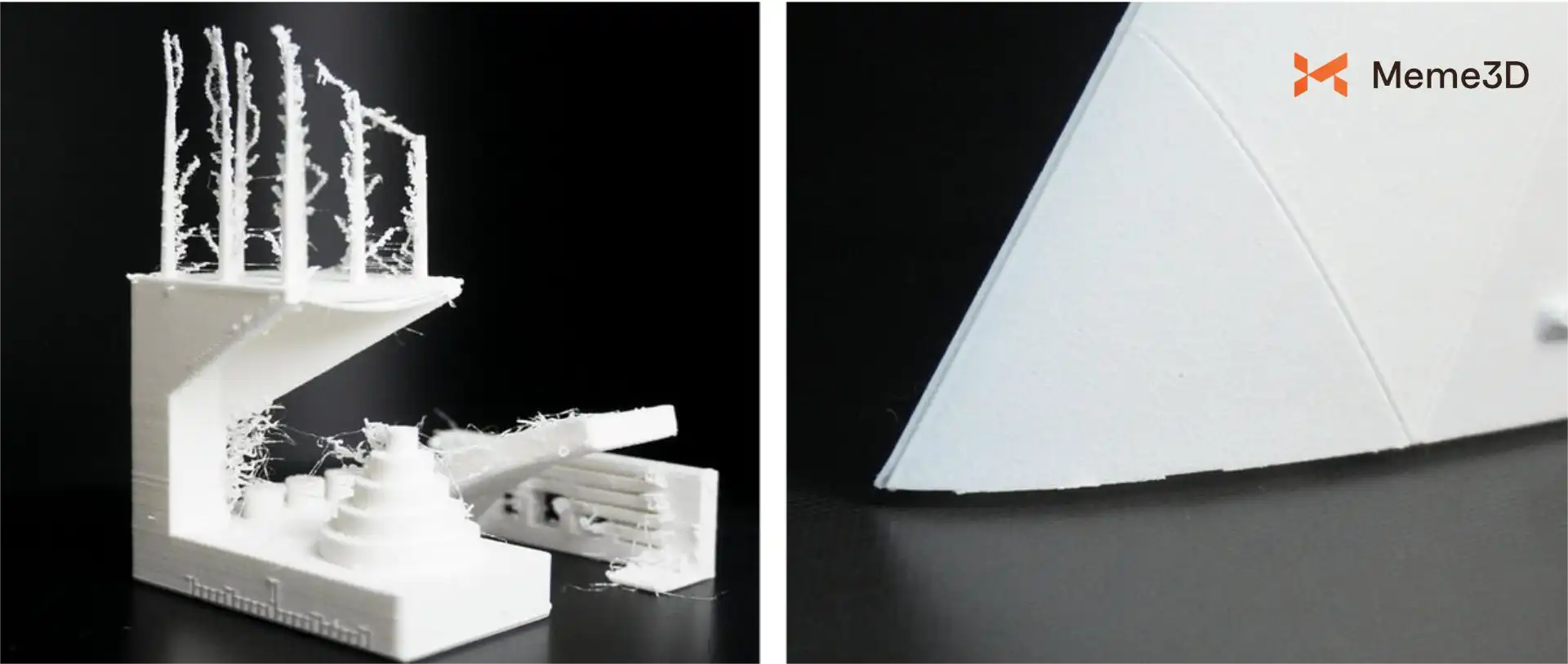
Nhựa dạng bọt cực kỳ nhạy cảm với độ ẩm. Độ ẩm có thể gây ra hiện tượng tạo bọt không kiểm soát, kéo sợi (stringing) nghiêm trọng và giảm độ bám dính giữa các lớp.
- PLA Aero: Sấy ở 55 °C trong 8 giờ. Độ ẩm môi trường in khuyến nghị là dưới 20% RH.
- ASA Aero: Sấy ở 80 °C trong ít nhất 8 giờ.

Kiểm soát tỷ lệ tạo bọt
Tỷ lệ tạo bọt ảnh hưởng trực tiếp đến trọng lượng và độ bền cuối cùng của mô hình. Tăng nhiệt độ đầu phun và giảm Tỷ lệ dòng chảy (Flow Ratio) sẽ thúc đẩy quá trình tạo bọt và làm giảm mật độ.
Mật độ thấp hơn giúp chi tiết nhẹ hơn nhưng cũng làm giảm độ bền cấu trúc. Hãy điều chỉnh cài đặt dựa trên mục đích sử dụng để cân bằng giữa tính siêu nhẹ và sức bền.
Cấu hình phần cứng và Môi trường in
- Đầu phun (Nozzle): Chỉ hỗ trợ đầu phun Thép tôi (Hardened Steel) 0.4 mm. Đầu phun 0.2 mm có thể bị tắc do sự giãn nở của nhựa; đầu phun 0.6 mm và 0.8 mm có thể gây chảy nhựa và kéo sợi quá mức.
- Nạp nhựa: Nhựa Aero tương đối mềm. Nếu gặp vấn đề về nạp nhựa, hãy sử dụng giá đỡ cuộn nhựa bên ngoài thay vì đi dây qua các đường ống dẫn kín.
- Bàn in và Môi trường: Sử dụng Bàn in Nhám PEI (Textured Plate) và không dùng keo. ASA Aero không tương thích với bàn in nhiệt độ thấp. Khi in ASA Aero, nên sử dụng buồng in kín để giảm hiện tượng cong vênh và nứt nẻ.
Thiết kế và Tối ưu hóa mô hình
- Thiết kế mô hình: Nhựa Aero rất phù hợp cho các cấu trúc thành mỏng và siêu nhẹ, chẳng hạn như cánh máy bay với thiết kế gân bên trong.
- Giảm kéo sợi (Stringing): Nhựa Aero có độ linh động cao và dễ bị kéo sợi, đặc biệt là ASA Aero. Hãy tối thiểu hóa khoảng cách di chuyển (travel distance), các hỗ trợ không cần thiết và các chi tiết bề mặt quá phức tạp khi cắt lớp (slicing).
- Độ dày thành (Wall Thickness): Do cấu trúc bên trong dạng xốp, hãy tăng Độ dày thành để bù đắp cho phần sức bền vật liệu bị giảm đi.
- Tốc độ và Làm nguội: Giảm tốc độ in để đảm bảo liên kết lớp tốt. Sau khi in, để mô hình nguội hoàn toàn về nhiệt độ phòng trước khi tháo để tránh biến dạng hoặc nứt.
Lưu ý quan trọng
- Chống cong vênh: ASA Aero dễ bị cong vênh và nứt trên các mô hình lớn. Hãy sử dụng buồng in kín và bàn nhiệt nhiệt độ cao. Nếu không có điều kiện này, hãy ưu tiên dùng PLA Aero.
- Thông gió: In ASA Aero ở nhiệt độ cao tạo ra mùi nồng. Luôn đảm bảo thông gió tốt.
- Bảo quản khô ráo: Nhựa dạng bọt rất dễ hút ẩm. Bảo quản nhựa chưa sử dụng trong túi kín kèm gói hút ẩm.
- Xử lý bề mặt: Bề mặt in có thể trông xốp hoặc nhám. Việc chà nhám, bả hoặc sơn lót có thể cải thiện vẻ ngoài của sản phẩm.
Mẹo: Để tìm hiểu thêm về cách điều chỉnh các thông số nhựa Aero trong Bambu Studio, hãy tham khảo phần Bambu Academy – Bambu Studio Advanced.

