Chưa có sản phẩm trong giỏ hàng.
Sau khi đã hiểu rõ các đặc tính cơ bản của PLA tiêu chuẩn, phần này sẽ giới thiệu một số loại Filament PLA đặc biệt, bao gồm PLA Wood, PLA-CF, PLA Aero và PLA Glow. Những loại nhựa này có các đặc tính riêng biệt và yêu cầu in ấn cụ thể. Hướng dẫn này sẽ giúp bạn sử dụng chúng một cách an toàn và hiệu quả cho các tình huống in ấn nâng cao.
Đặc tính Vật liệu và Các điểm Lưu ý khi Sử dụng
PLA Wood (Nhựa giả gỗ)
Đặc tính của nhựa:
- PLA Wood được tạo ra bằng cách trộn bột gỗ tự nhiên vào nhựa PLA.
- Trong quá trình in, nó tạo ra mùi giống như gỗ rất rõ rệt. Mùi này không độc hại và không gây kích ứng.
- Các mô hình sau khi in có kết cấu bề mặt mịn tương tự như gỗ thật.
- Có thể chà nhám hoặc sơn màu sau khi in.
- Bambu Lab PLA Wood
Các điểm lưu ý khi in:
- Đảm bảo thông gió tốt trong quá trình in.
- Bột gỗ rất dễ hấp thụ độ ẩm. Hãy sấy khô nhựa trước khi in (khuyến nghị: 55°C trong 8 giờ).
- Độ ẩm dư thừa có thể gây ra hiện tượng kéo sợi (stringing), tích tụ carbon bên trong đầu phun (Nozzle) hoặc bề mặt bị thô ráp.

PLA-CF (PLA gia cường sợi Carbon)
Đặc tính của nhựa:
- PLA-CF chứa các hạt sợi carbon, giúp tăng độ cứng và khả năng chịu nhiệt so với PLA tiêu chuẩn.
- Các bộ phận sau khi in mang lại cảm giác cứng cáp và lớp bề mặt đen mờ (matte).
- Bambu Lab PLA CF
Các điểm lưu ý khi in:
- Sử dụng Đầu phun Thép tôi (Hardened Steel Nozzle) (bao gồm cả loại thép tôi lưu lượng cao). Sợi carbon có thể làm mòn các đầu phun tiêu chuẩn rất nhanh.
- Sau khi in, các hạt sợi carbon có thể còn sót lại bên trong đầu phun. Khuyến nghị nên vệ sinh thường xuyên bằng phương pháp rút nguội (cold pull) với PLA Basic hoặc PLA Matte.
- Sau khi sấy khô, sợi nhựa trở nên giòn hơn. Việc uốn cong quá mức ống dẫn nhựa PTFE có thể làm gãy nhựa.
https://www.youtube.com/watch?v=FZd9LfbqSOE
PLA Aero (PLA xốp nhẹ)
Đặc tính của nhựa:
- PLA Aero chứa các phụ gia tạo xốp có kiểm soát. Trong quá trình in, vật liệu giãn nở và mật độ của nó giảm xuống.
- Điều này giúp nó phù hợp cho các bộ phận trọng lượng nhẹ như máy bay mô hình, drone và các cấu trúc nhạy cảm với trọng lượng khác.
- Mô hình in ra nhẹ hơn trong khi vẫn duy trì hình dạng và độ dẻo dai tốt.
- Bambu Lab PLA Aero
Các điểm lưu ý khi in:
- Tiến hành sấy khô kỹ lưỡng trước khi in.
- Trong phần mềm Bambu Studio, hãy tắt chức năng Dynamic Flow Calibration (Hiệu chuẩn lưu lượng động).
- Phù hợp nhất cho các mô hình có đường dẫn đơn giản và khép kín. Đối với các cấu trúc phức tạp, độ dày thành nên ≥ 1 mm.
- Vật liệu tạo xốp rất nhạy cảm với áp suất đùn. Việc rút nhựa (retraction) thường xuyên có thể gây rò rỉ, kéo sợi hoặc bong bóng.
- Tránh các mô hình có quá nhiều chuyển động không in (travel move) hoặc nhảy lớp thường xuyên.
- Sau khi in, hãy kiểm tra độ mòn của đầu phun. Vật liệu tạo xốp có thể làm biến dạng lỗ thoát của đầu phun. Hãy thay thế đầu phun bị mòn kịp thời.
Chuyển động không in (Travel Move) là gì?
Là chuyển động của cụm đầu in khi không có nhựa được đùn ra. Nó còn được gọi là “chuyển động không in”. Trong phần xem trước của phần mềm cắt lớp, các chuyển động này thường được hiển thị bằng các đường màu xanh lam.
PLA Glow (Phát sáng)
Đặc tính của nhựa:
- PLA Glow chứa bột phát quang, giúp mô hình in ra phát sáng trong môi trường tối sau khi hấp thụ năng lượng ánh sáng.
- Để có độ sáng mạnh và lâu hơn, hãy để vật in tiếp xúc với ánh sáng UV hoặc ánh nắng mặt trời trực tiếp trước khi sử dụng.
- Bambu Lab PLA Glow
Các điểm lưu ý khi in:
- Bột phát quang làm tăng độ nhám bề mặt và lực cản nạp nhựa.
- Khuyến nghị in từ Giá đỡ cuộn nhựa bên ngoài.
- Không khuyến nghị sử dụng với AMS lite do lực cản nạp nhựa cao hơn.
Các Câu hỏi Thường gặp và Giải pháp
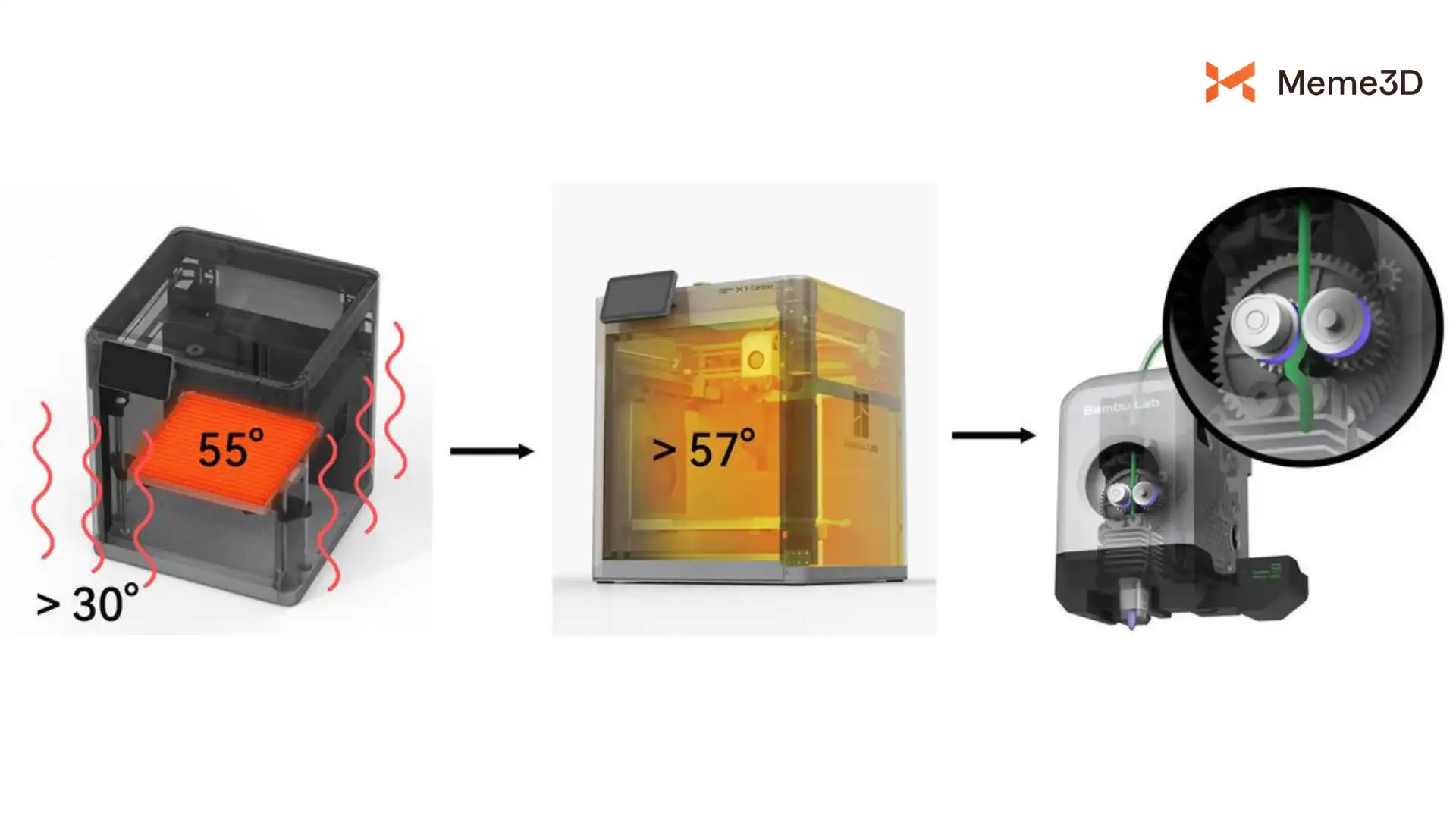
Tắc đầu phun do hiện tượng Nhiệt lan ngược (Heat Creep)
Vấn đề: PLA có nhiệt độ biến dạng nhiệt khoảng 57°C. Nếu nhiệt độ trong buồng in quá cao, PLA có thể bị mềm trước khi đi vào đầu phun, gây ra các vấn đề về nạp nhựa hoặc tắc nghẽn.
Giải pháp:
- Duy trì nhiệt độ môi trường in trong khoảng 10°C đến 30°C.
- Trong môi trường nóng, hãy mở cửa trước của máy in hoặc giảm nhiệt độ Bàn in (Build Plate) xuống 5–10°C (ví dụ: từ 55°C xuống 45°C).
- Đảm bảo thông gió tốt để tránh tích tụ nhiệt bên trong máy in.
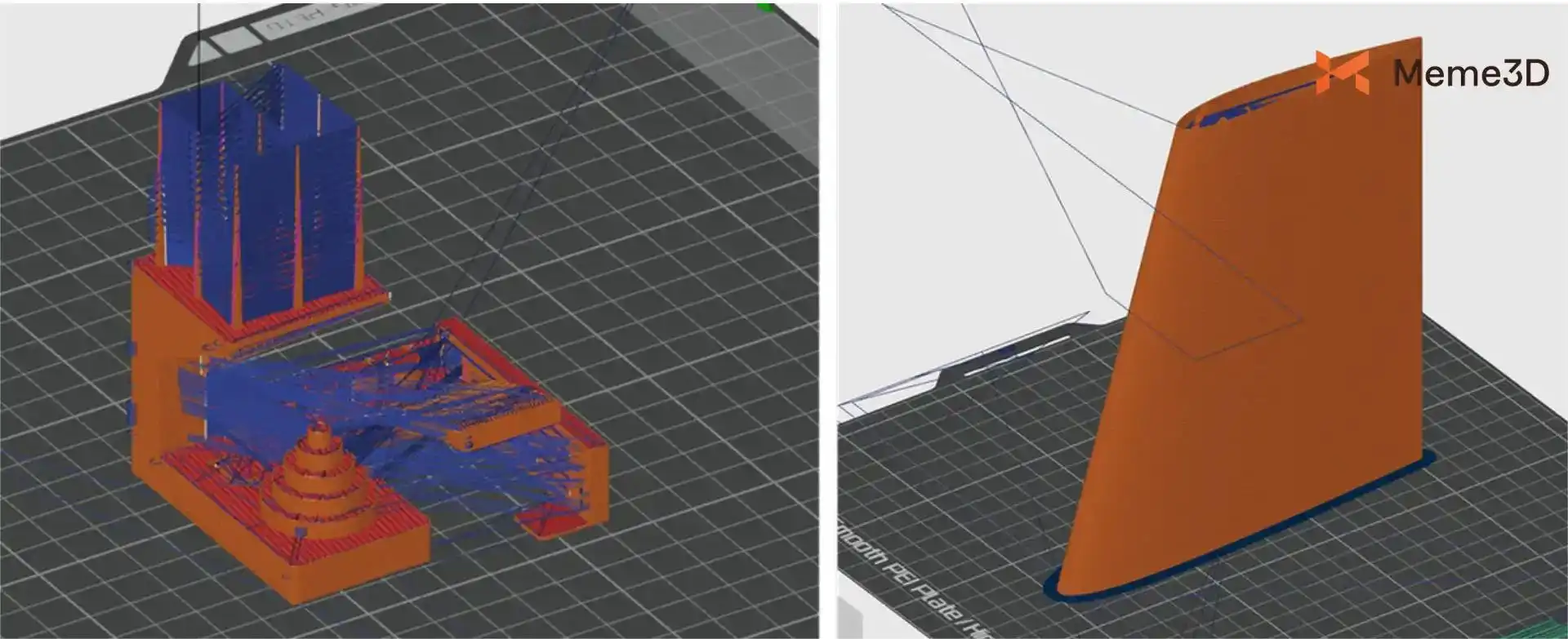
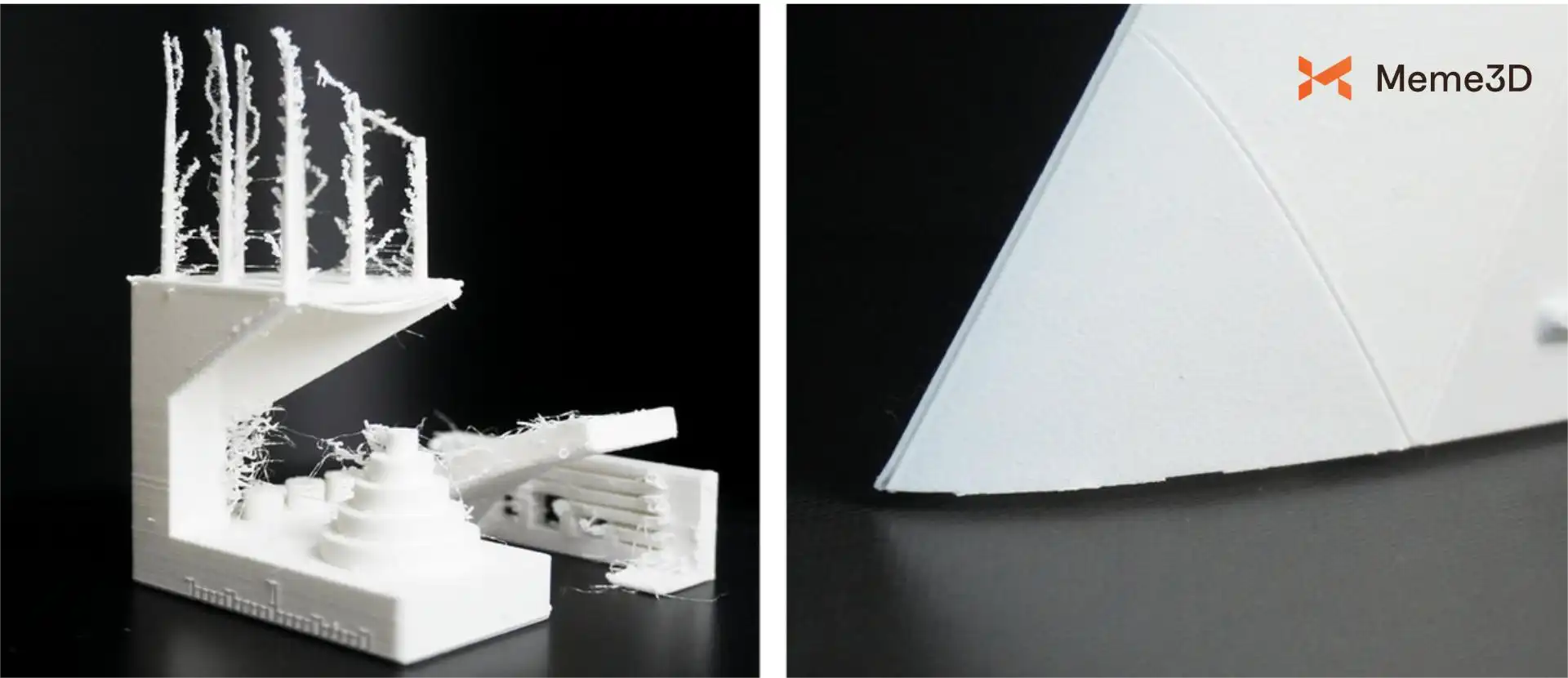
PLA Aero bị rò rỉ nhựa hoặc chất lượng in kém
Vấn đề: Đầu phun bị nhỏ giọt hoặc rò rỉ nhựa. Nhựa tiếp tục đùn ra trong khi tạm dừng hoặc trong các chuyển động không in.
Giải pháp:
- Sấy khô nhựa thật kỹ trước khi in.
- Vệ sinh Bàn in. Nếu lớp đầu tiên không bám dính, hãy rửa lại bàn in.
- Chọn cấu hình thông số tạo xốp phù hợp với cấu trúc mô hình.
- Kiểm tra độ mòn đầu phun sau khi in.
Vấn đề về độ bóng bề mặt và độ bền của PLA Silk
Vấn đề 1: Độ bóng không đều
Nguyên nhân: Tốc độ in có sự chênh lệch lớn giữa các vùng trên mô hình.
Giải pháp:
- Duy trì Tốc độ thành ngoài (Outer Wall Speed) ổn định (khuyến nghị: 40–60 mm/s).
- Tốc độ thấp hơn → bề mặt mịn và bóng hơn.
- Tốc độ cao hơn → bề mặt mờ hơn.
- Hãy in thử một mẫu kiểm tra tốc độ trước, sau đó chọn tốc độ mang lại bề mặt mong muốn.
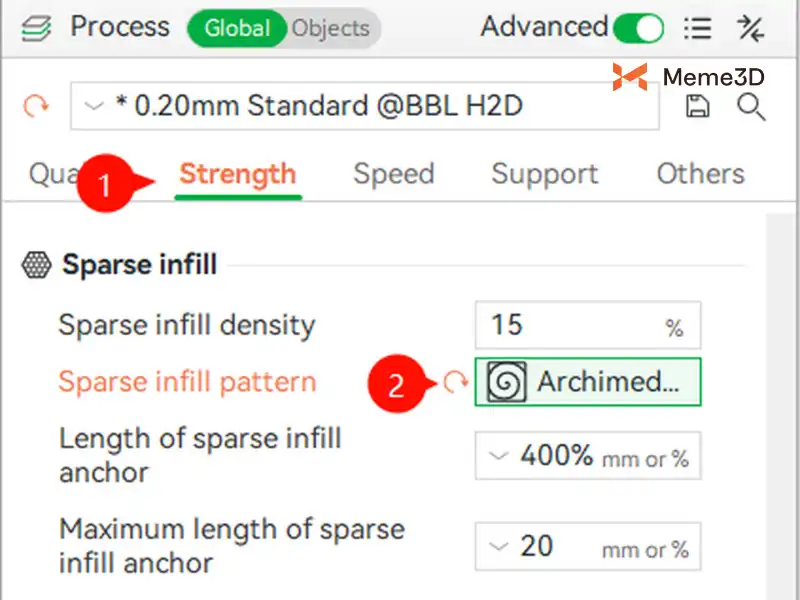
- Đối với bề mặt trên cùng (top surface), sử dụng kiểu lấp đầy Archimedean Chords có thể cải thiện độ bóng. Kiểu này không phù hợp cho tất cả mô hình, hãy chọn tùy theo ứng dụng của bạn.
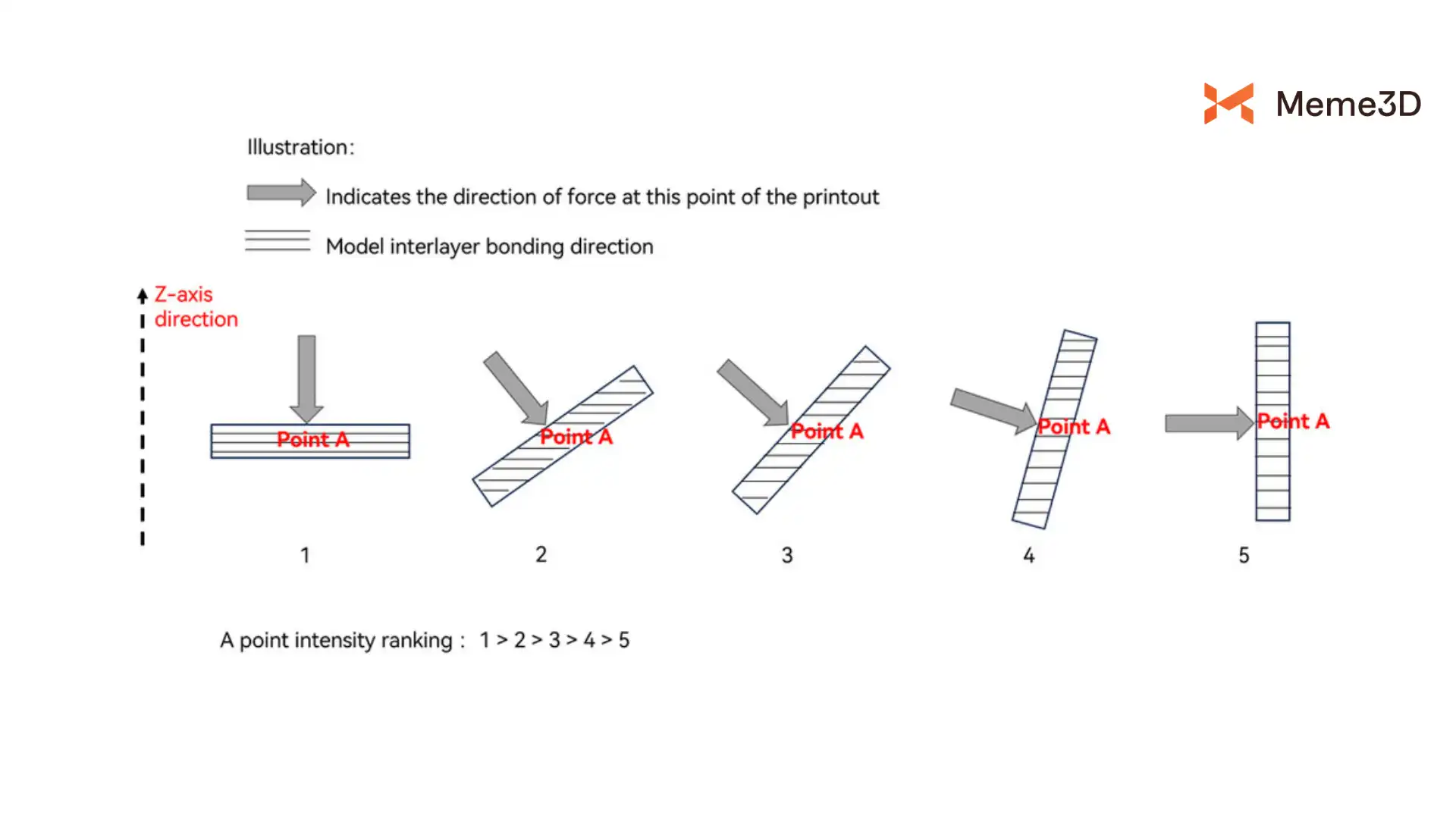
Vấn đề 2: Độ bền không đủ
Nguyên nhân: Liên kết lớp theo phương Z yếu (chỉ bằng khoảng 65% so với PLA Basic).
Giải pháp:
- Điều chỉnh hướng đặt mô hình sao cho tải trọng chính nằm trên mặt phẳng XY.
- Tăng số lượng thành (wall count) và mật độ lấp đầy (infill density).
- Giảm tốc độ in và thêm các cấu trúc hỗ trợ (Support) nếu cần để tránh bị gãy.
Các Kỹ thuật Nâng cao
Cải thiện độ trong suốt cho các loại nhựa trong suốt (Transparent)
- Sấy khô nhựa thật kỹ.
- Sử dụng đầu phun 0.8 mm để giảm các đường vân lớp có thể nhìn thấy.
- Giảm tốc độ in cho tất cả các lớp xuống còn 20 mm/s.
- Đặt Top Shell Layers và Bottom Shell Layers (Số lớp vỏ trên và dưới) thành 0. Sử dụng kiểu lấp đầy Rectilinear.
- Tăng nhẹ nhiệt độ đầu phun và Tỷ lệ lưu lượng (Flow Ratio) trong phần Filament Settings.
- Trong Filament Settings → Cooling, đặt tất cả tốc độ quạt thành 0% để cho phép làm nguội tự nhiên.
Lưu ý: Các hình dạng phức tạp sẽ làm giảm độ trong suốt. Để có độ rõ nét quang học cao hơn, nhựa PETG trong suốt có thể mang lại kết quả tốt hơn.
Mẹo in máy bay mô hình với PLA Aero
- Vật liệu tạo xốp giúp giảm đáng kể trọng lượng mô hình, rất phù hợp cho cánh và thân máy bay.
- Việc kiểm soát chính xác nhiệt độ và lưu lượng đùn là cực kỳ quan trọng.
- Chế độ in bình hoa (Spiral Vase Mode) có thể loại bỏ các đường nối (seam) và cải thiện độ mịn bề mặt. Chỉ sử dụng chế độ này cho các mô hình được thiết kế riêng cho nó.
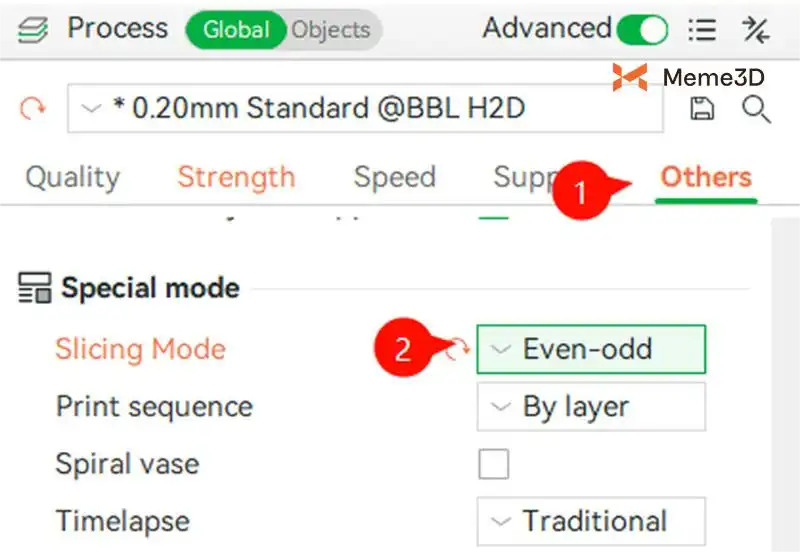
Chế độ cắt lớp | Trường hợp áp dụng | Các thiết lập chính |
Spiral Vase Mode | Các mô hình chú trọng ngoại hình, mô hình tán xạ ánh sáng | Wall count = 1; Lớp trên và dưới = 0; Tắt rút nhựa (retraction); tốc độ đồng nhất; Bật chế độ Spiral Vase |
Standard Mode | Các bộ phận chi tiết, cấu trúc không liên tục | Bật hoặc giảm rút nhựa; Vị trí đường nối (Seam): Nearest; Bật Z-hop; Bật Even–Odd Layer Slicing có thể cải thiện độ chính xác của cấu trúc cơ khí bên trong |
- Theo dõi sự giãn nở của vật liệu và bong bóng bề mặt trong khi in.
- Cẩn thận trong quá trình xử lý hậu kỳ như chà nhám hoặc sơn để tránh làm hỏng bề mặt.
Mẹo: Phần Nâng cao của Bambu Academy có một chương riêng về in máy bay mô hình trong Bambu Studio. Hãy tham khảo chương đó để biết cách tinh chỉnh thông số chi tiết nếu bạn có ý định sử dụng PLA Aero thường xuyên.
