Chưa có sản phẩm trong giỏ hàng.
Chúng là gì?
Nhựa in gia cường sợi thủy tinh là các loại nhựa nhiệt dẻo được bổ sung thêm các sợi thủy tinh. Sự gia cường này giúp cải thiện độ bền, độ cứng vững và khả năng chịu nhiệt, làm cho nhựa in trở nên phù hợp cho các ứng dụng kỹ thuật và cấu trúc.

Sợi thủy tinh là gì?
Sợi thủy tinh là một loại sợi vô cơ có đường kính kích thước micromet, được dùng để tăng cường sức mạnh cho nhựa. Nó được tạo ra bằng cách làm nóng chảy thủy tinh silicat (thành phần chính là SiO2) và kéo thành các sợi mịn. Trong ABS-GF và PA6-GF, nó giúp tăng cường hiệu suất cơ khí và độ ổn định kích thước.
Ưu điểm
- Độ cứng vững và Độ bền cao: Hoạt động giống như cốt thép trong bê tông. Các bộ phận in có khả năng chống uốn cong và chống biến dạng (creep) tuyệt vời, phù hợp cho các chi tiết thành mỏng nhưng cần chịu tải.
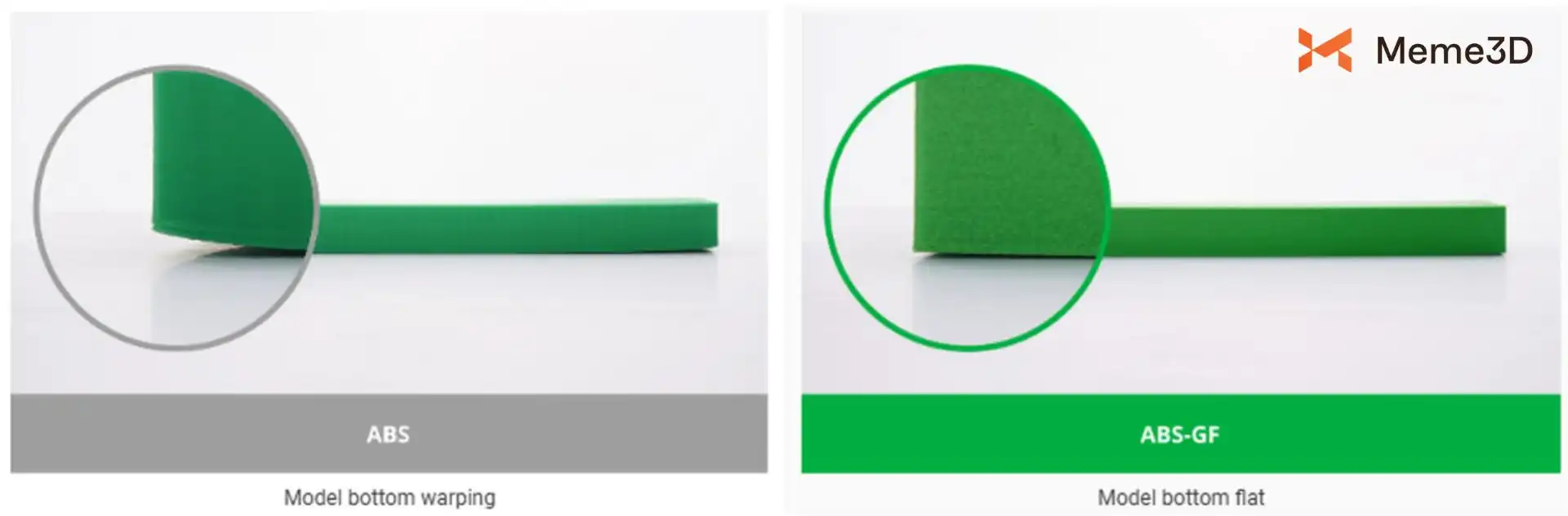
- Độ co ngót thấp: Các sợi thủy tinh giúp giảm sự co rút trong quá trình làm nguội, từ đó giảm thiểu hiện tượng cong vênh (warping). Các bề mặt phẳng lớn và các cụm chi tiết lắp ráp chính xác sẽ dễ in hơn.
- Cải thiện khả năng Chịu nhiệt: Nâng cao nhiệt độ biến dạng nhiệt, duy trì độ cứng và cấu trúc dưới tác động của nhiệt độ.
- Ví dụ: ABS-GF có độ ổn định kích thước tốt hơn ABS tiêu chuẩn, giảm cong vênh và biến dạng trong khi in.
ABS-GF và PA6-GF
- ABS-GF: Độ cứng vững và chịu nhiệt cao hơn.
- PA6-GF: Độ bền, độ dẻo dai và độ ổn định kích thước cao hơn.
Những loại nhựa này thường được sử dụng cho các linh kiện chức năng, cấu trúc cơ khí và đồ gá công nghiệp, đặc biệt là ở những nơi yêu cầu khắt khe về sức bền và độ chính xác.
Loại nhựa | Tương thích máy in | Tương thích đầu phun | Tương thích bàn in | Tương thích phụ kiện |
PA6-GF | Yêu cầu máy buồng kín; không hỗ trợ P1P / A1 | Chỉ tương thích đầu phun thép tôi, khuyên dùng 0.6 mm; Không dùng 0.2 mm; Không khuyến nghị đầu phun 0.4 mm high-flow | Yêu cầu keo thỏi; Không dùng bàn Cool Plate; Khuyên dùng Smooth Plate kèm keo | Không tương thích AMS lite |
ABS-GF | Yêu cầu máy buồng kín; không hỗ trợ P1P / A1 | Tương thích đầu phun thép tôi 0.4 mm trở lên; Hỗ trợ đầu phun high-flow | Yêu cầu keo thỏi; Không dùng bàn Cool Plate; Khuyên dùng Smooth Plate kèm keo | Không tương thích AMS lite |
Quản lý Sấy khô và Chuẩn bị In
Tại sao phải sấy? Nhựa gia cường sợi thủy tinh rất dễ hấp thụ độ ẩm. Trong quá trình in, nước bị kẹt bên trong có thể bay hơi, gây ra:
- Tiếng bóng khí hoặc tiếng xèo xèo khi đùn nhựa.
- Bề mặt nhám hoặc xuất hiện các lỗ nhỏ.
- Độ bám dính giữa các lớp kém và gây nứt.
- Tắc nghẽn đầu phun hoặc dòng nhựa chảy không ổn định.
Trước khi in, việc sấy khô nhựa thật kỹ là bắt buộc. Việc sấy đúng cách có tác động đến chất lượng bản in cuối cùng lớn hơn cả các thiết lập trong phần mềm cắt lớp.
Điều kiện sấy khô:
- Sử dụng AMS HT hoặc bàn nhiệt máy in.
- Lật cuộn nhựa mỗi 6 giờ để tránh quá nhiệt cục bộ.
- Bảo quản trong túi kín có gói hút ẩm hoặc trong AMS sau khi sấy.
- Nếu để ngoài không khí >12 giờ, cần sấy lại trước khi dùng.
Loại nhựa | Lò nướng thông thường | Sấy bằng bàn nhiệt | AMS HT |
PA6-GF | 80 °C, 8–12 h | 90–100 °C, 12 h | 85 °C, 12 h |
ABS-GF | 80 °C, 8 h | 90–100 °C, 8 h | 80 °C, 8 h |
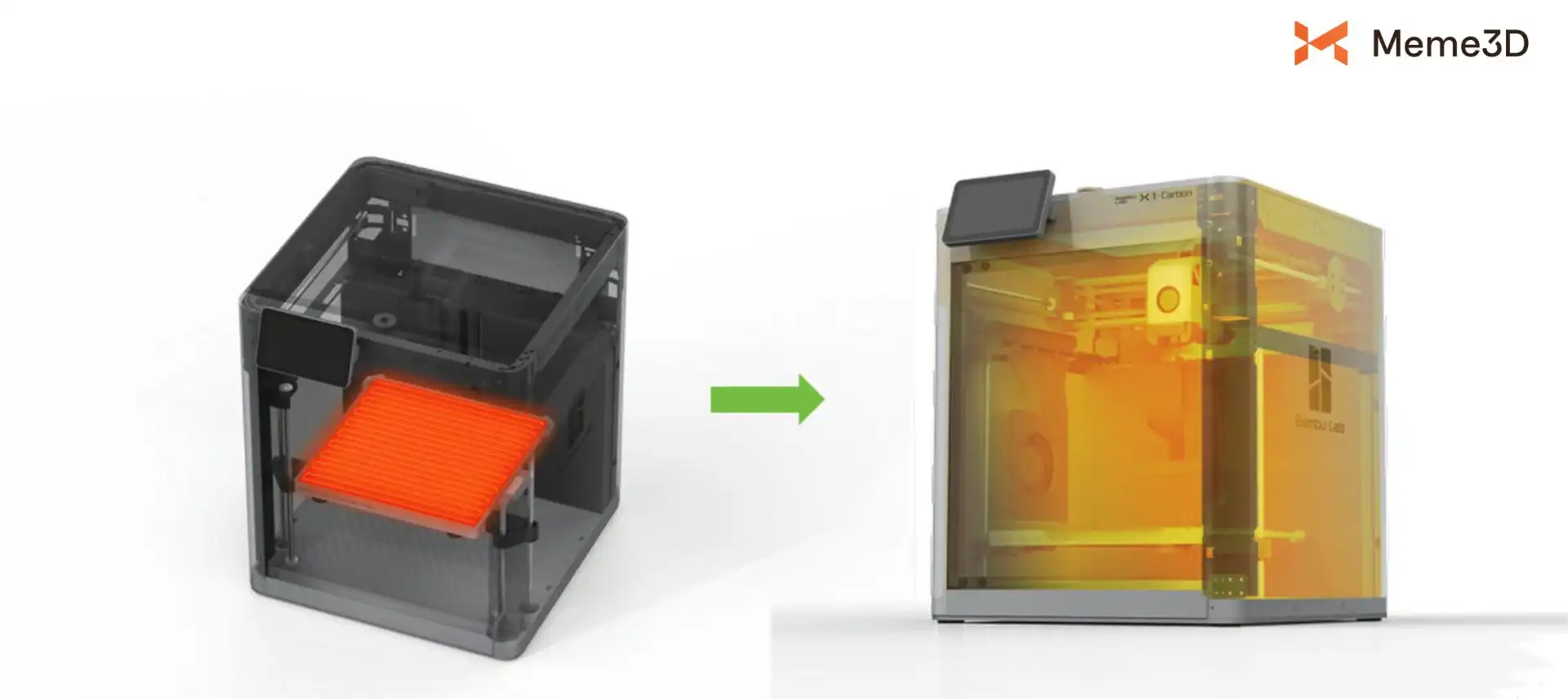
Khuyến nghị về môi trường in:
- Sử dụng máy in buồng kín.
- Luôn đóng cửa trước và lắp nắp đậy phía trên.
- Duy trì nhiệt độ buồng và giữ độ ẩm môi trường dưới 30% RH.
Sức khỏe và An toàn:
- Đảm bảo thông gió tốt; ABS-GF giải phóng khí có mùi.
- Đeo găng tay để tránh kích ứng da từ các sợi thủy tinh.
- Đối với dòng X/P/H2 có bộ lọc than hoạt tính, hãy thay lõi lọc sau mỗi 1440 giờ in tích lũy.
Bài tập thực hành: In dụng cụ sủi (Scraper) bằng PA6-GF
Chúng ta sẽ sử dụng máy H2D với nhựa Bambu PA6-GF để in dụng cụ sủi Bambu Print Scraper, minh họa toàn bộ quy trình từ sấy nhựa đến khi hoàn thành bản in.
Mẹo: Sử dụng đầu phun thép tôi (hardened steel). Các hạt sợi thủy tinh có tính mài mòn cao và sẽ làm mòn đầu phun thép không gỉ rất nhanh, vì vậy chúng không được khuyến khích sử dụng.

Bước 1: Sấy nhựa
- Đặt nhựa vào AMS HT ở 85°C trong 12 giờ.
- Hoặc sử dụng bàn nhiệt (90–100°C) của máy in buồng kín, đậy bằng hộp giấy, sấy trong 12 giờ và lật mỗi 6 giờ.
- Bảo quản trong thùng sấy của AMS sau khi sấy xong.

Bước 2: Chuẩn bị bàn in
- Thoa một lớp keo lỏng mỏng để ngăn chặn việc hếch mép (edge lifting).
- Làm khô keo bằng cách sử dụng bàn nhiệt.
 Lưu ý: Một vết trắng mờ có thể còn sót lại trên bàn in sau khi khô.
Lưu ý: Một vết trắng mờ có thể còn sót lại trên bàn in sau khi khô.

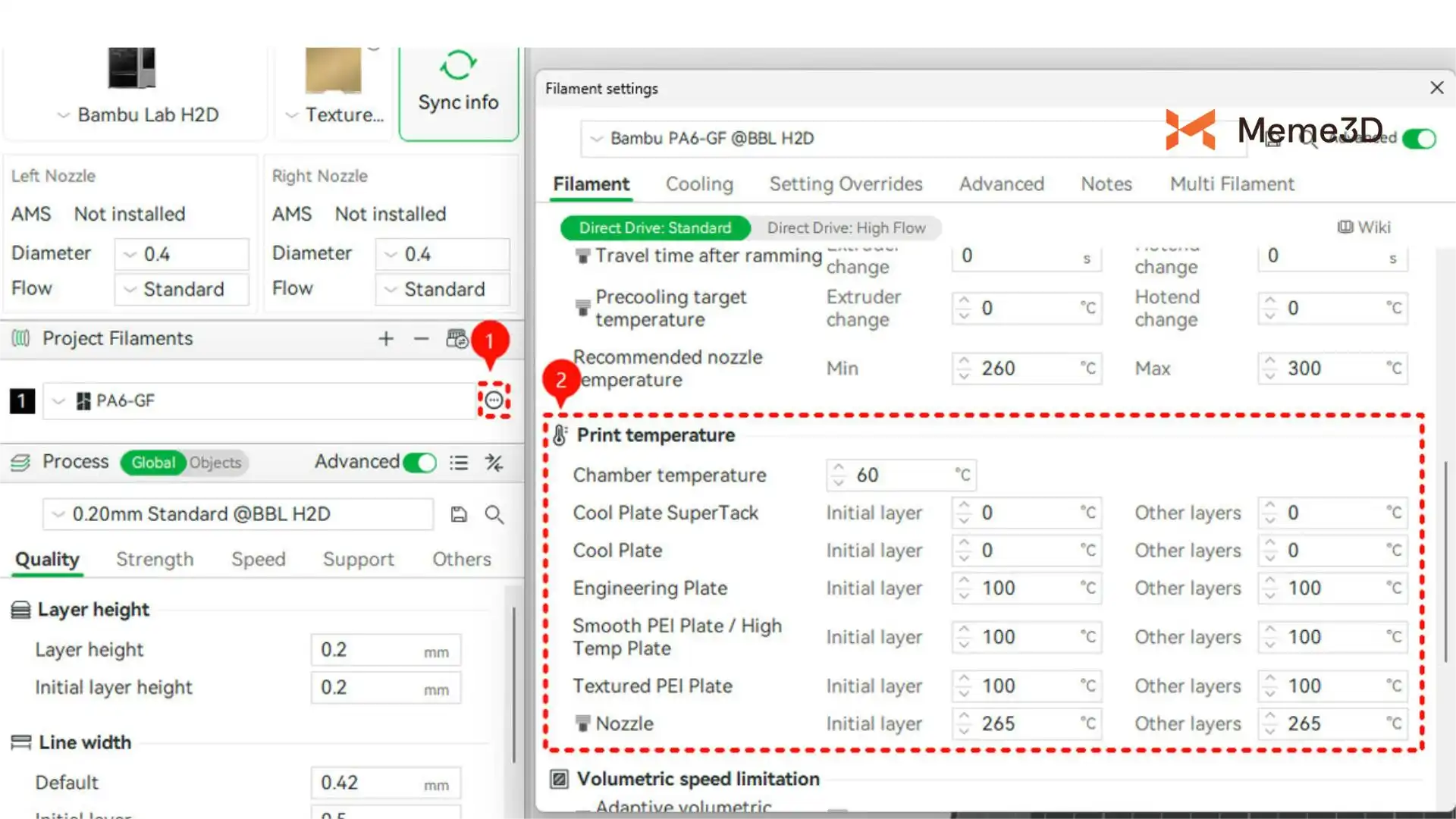
Bước 3: Bắt đầu in
- Sử dụng thiết lập mặc định của PA6-GF trong Bambu Studio.
- Đầu phun: 265°C
- Bàn nhiệt: 100°C
- Buồng in: ~60°C (Dòng H2 / X1E duy trì tự động).
Bước 4: Theo dõi quá trình in
- Lớp đầu tiên: Đảm bảo không bị cong vênh.
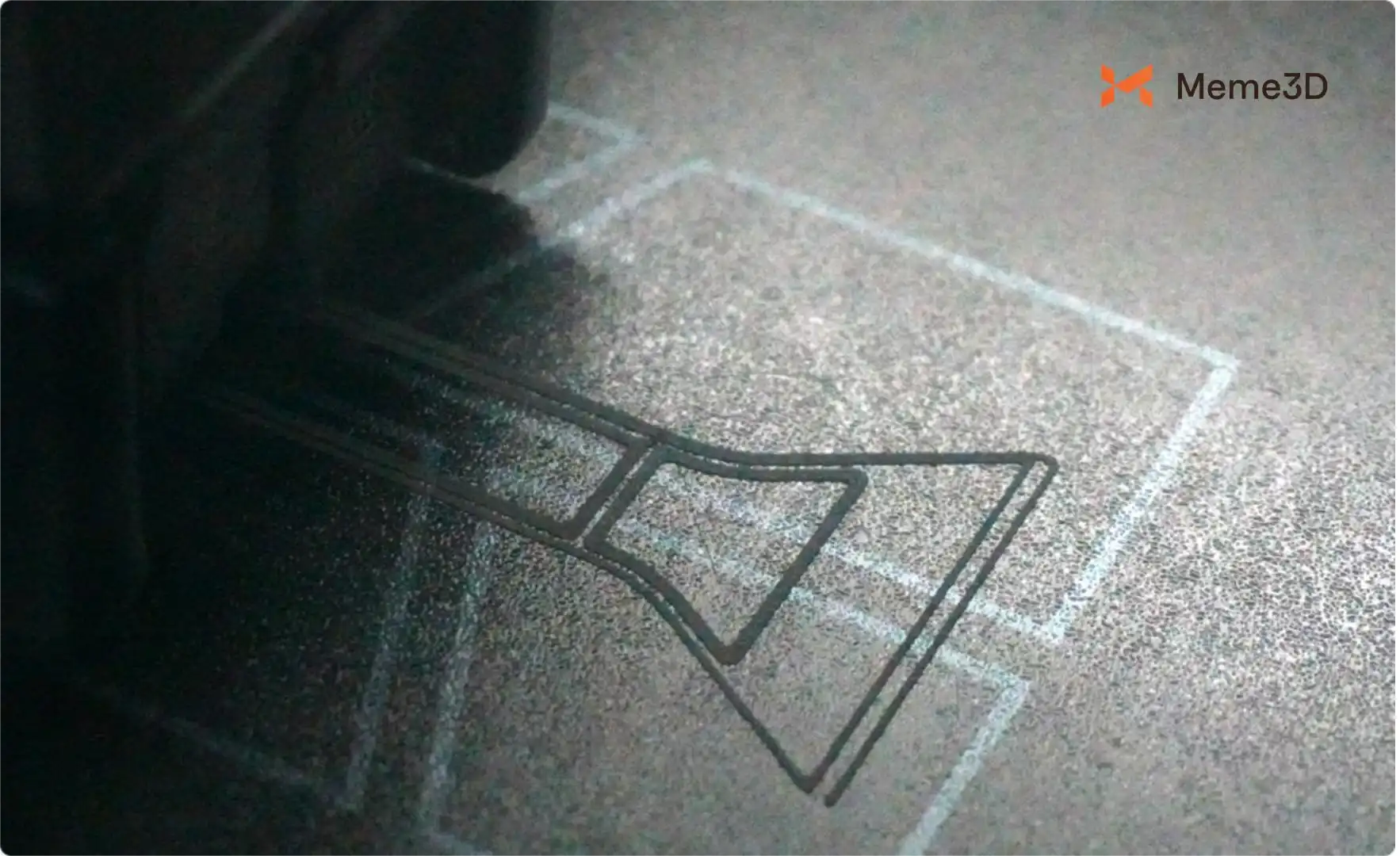
- Kiểm tra giữa chừng: Kiểm tra xem có hiện tượng nổi bong bóng hay kéo sợi (stringing) không. Nếu xuất hiện tiếng nổ lụp bụp hoặc lỗ trên bề mặt, hãy dừng lại và sấy khô lại nhựa.
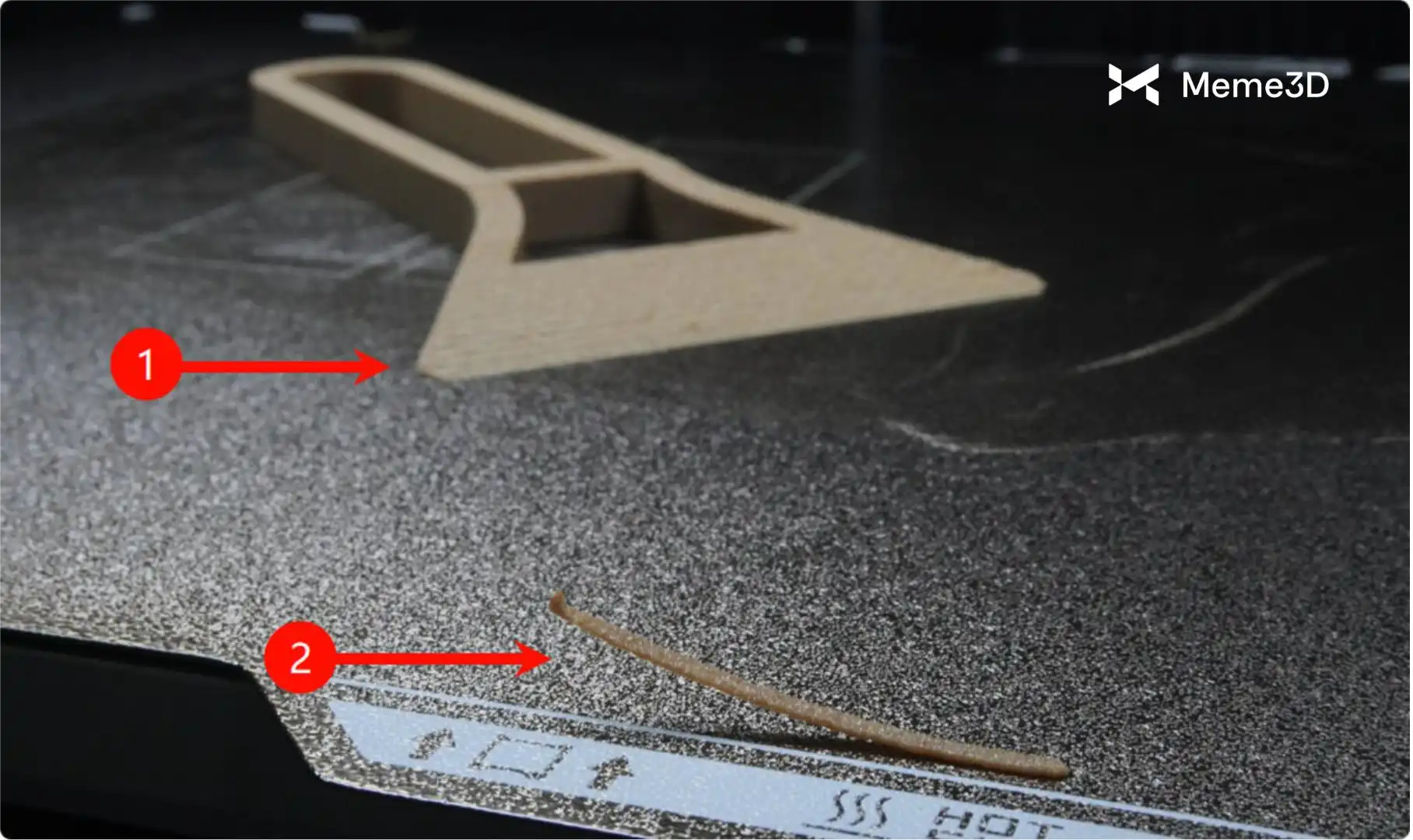
Bước 5: Đánh giá kết quả
- Thành công: Bề mặt mịn, độ bám dính giữa các lớp tốt.
- Thất bại: Cong vênh ở những vùng không bôi keo hoặc bị phồng rộp do ẩm.
Các vấn đề thường gặp và Giải pháp
Vấn đề | Nguyên nhân có thể | Giải pháp |
Bong bóng bề mặt / Kéo sợi | Nhựa bị hút ẩm | Sấy lại nhựa và bảo quản trong hộp sấy/kín. |
Tách lớp (Nứt) | Nhiệt độ buồng in thấp / Làm nguội quá nhanh | Đóng cửa trước, lắp nắp trên và tăng nhiệt độ buồng in. |
Cong vênh lớp đầu tiên | Độ bám dính không đủ | Bôi keo, sử dụng bàn in kỹ thuật và tăng nhiệt độ bàn nhiệt. |
Mòn đầu phun | Sử dụng nhựa sợi thủy tinh | Định kỳ thay đầu phun thép tôi mới. |
