Chưa có sản phẩm trong giỏ hàng.
Nhựa in Kỹ thuật là gì?
Nhựa in kỹ thuật được thiết kế cho các ứng dụng kỹ thuật thực tế. Chúng thường được làm từ các loại nhựa hiệu suất cao như Nylon, PPA, PPS hoặc được gia cường bằng sợi thủy tinh (GF) hoặc sợi carbon (CF) (ví dụ: ABS-GF). Các loại nhựa này đáp ứng các yêu cầu cao hơn về độ bền, độ ổn định nhiệt, khả năng chống chịu thời tiết và độ chính xác.
Chương này giới thiệu các đặc tính cốt lõi, điều kiện in và các tình huống ứng dụng của nhựa in kỹ thuật. Nội dung này giúp người dùng tiến bộ từ việc in mô hình thông thường sang sản xuất các bộ phận chức năng và đưa ra những lựa chọn nhựa in phù hợp.
Nhựa in Cơ bản và Nhựa in Kỹ thuật
Tiêu chí So sánh | Nhựa in Cơ bản (PLA / PETG / TPU) | Nhựa in Kỹ thuật (ABS / PC / ASA, v.v.) |
Độ khó khi in | Dễ sử dụng, nhiệt độ thấp | Nhiệt độ cao, yêu cầu môi trường in ổn định |
Độ bền & Độ dẻo dai | Trung bình | Độ bền cao, độ dẻo dai cao |
Độ ổn định Kích thước | Tương đối kém | Xuất sắc |
Chất lượng Bề mặt | Nhẵn và bóng | Tương đối nhám |
Chi phí | Tương đối thấp | Cao |
Tình huống Ứng dụng | Mô hình, các bộ phận trang trí | Các bộ phận cấu trúc, các bộ phận chức năng |
Nhựa in Kỹ thuật Cấp độ Mới bắt đầu
Đối với những người dùng chuyển từ nhựa in cơ bản sang các ứng dụng kỹ thuật, ABS, ASA và PC được khuyên dùng.
- Chúng mang lại độ bền và khả năng chịu nhiệt cao hơn so với PLA hoặc PETG.
- Chúng dễ in hơn so với các loại nhựa in kỹ thuật tiên tiến như PPA hoặc PPS.

Sự khác biệt chính của ABS, ASA và PC
Bảng dưới đây tóm tắt các đặc tính cốt lõi của chúng để so sánh nhanh:
Tiêu chí So sánh | ABS | ASA | PC |
Đặc tính Vật liệu | Độ dẻo dai tốt, chịu nhiệt. | Phiên bản nâng cấp của ABS, chống tia cực tím (UV). | Độ bền cao, độ dẻo dai cao, chịu nhiệt lên đến 120°C. |
Độ khó khi in | Mùi khó chịu, dễ bị cong vênh, yêu cầu buồng in kín. | Mùi khó chịu, yêu cầu buồng in kín. | Dễ bị cong vênh, yêu cầu buồng in nhiệt độ cao. |
Tình huống Ứng dụng | Vỏ đồ chơi, bộ phận cấu trúc, đồ gá. | Bộ phận sử dụng ngoài trời, bộ phận ngoại thất ô tô. | Linh kiện công nghiệp. |
Yêu cầu về Sức khỏe và Thiết bị
- Thông gió: Quá trình in phải được thực hiện ở khu vực thông thoáng để tránh tích tụ mùi.
- Cảnh báo Sức khỏe: ABS và ASA thải ra các chất độc hại trong quá trình in. Tránh in ở các khu vực sinh hoạt như phòng ngủ hoặc phòng khách.
- Bảo trì Thiết bị: Các dòng máy in X/P/H có bộ lọc than hoạt tính. Hãy thay bộ lọc sau mỗi 1440 giờ (khoảng 60 ngày) in tích lũy.
Nhựa in Kỹ thuật Nâng cao
Sau khi đã quen thuộc với các loại nhựa cơ bản, bạn có thể sử dụng các vật liệu composite gia cường bằng sợi: ASA-CF, PAHT-CF, PET-CF, PPA-CF, PPS-CF, PA6-GF.
Những loại nhựa này cung cấp:
- Độ bền và độ cứng vững cao hơn
- Khả năng chịu nhiệt tốt hơn
- Độ ổn định kích thước tuyệt vời
Chúng cực kỳ phù hợp cho các bộ phận cấu trúc.

Sợi Thủy tinh (GF) và Sợi Carbon (CF)
Tiêu chí So sánh | GF (Gia cường Sợi Thủy tinh) | CF (Gia cường Sợi Carbon) |
Độ bền | Độ bền cao, phù hợp cho bộ phận cấu trúc | Cực kỳ cao, độ bền xấp xỉ nhôm |
Độ cứng vững | Độ cứng cao | Cực kỳ cao, bản in cứng và vững hơn |
Trọng lượng | Nặng hơn (khoảng 2.5 g/cm³) | Nhẹ hơn (khoảng 1.7 g/cm³) |
Khả năng Chịu nhiệt | Chịu nhiệt tốt | Chịu nhiệt cực tốt |
Hao mòn Đầu phun | Cao (yêu cầu đầu phun thép tôi) | Thậm chí cao hơn (mài mòn nhiều hơn) |
Bề mặt Bản in | Hơi nhám, cảm giác sần sùi có phản quang | Mờ (matte), nhẵn mịn, kết cấu tốt |
Màu sắc | Đa dạng màu sắc hơn | Màu sắc hạn chế, chủ yếu là màu đen |
Giá cả | Tương đối rẻ | Tương đối cao |
Đặc tính Điện | Cách điện | Dẫn điện (tùy thuộc vào tỷ lệ sợi) |
Hướng dẫn Lựa chọn Nhựa in
Bạn có thể chọn nhựa in dựa trên các đặc tính cốt lõi hoặc tình huống ứng dụng.
Lọc nhanh theo Hiệu suất Cốt lõi
- Độ cứng vững cao
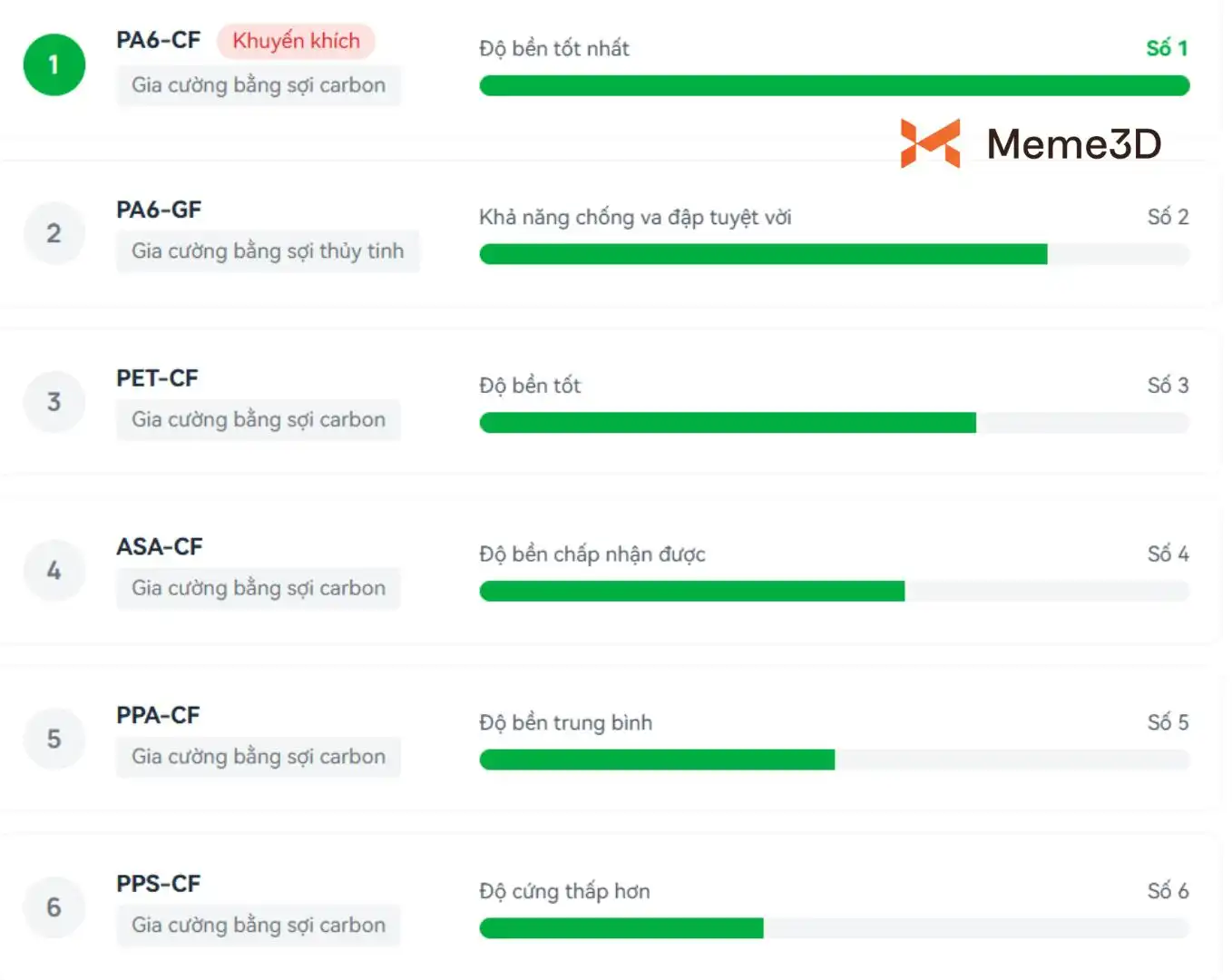
- Độ bền cao
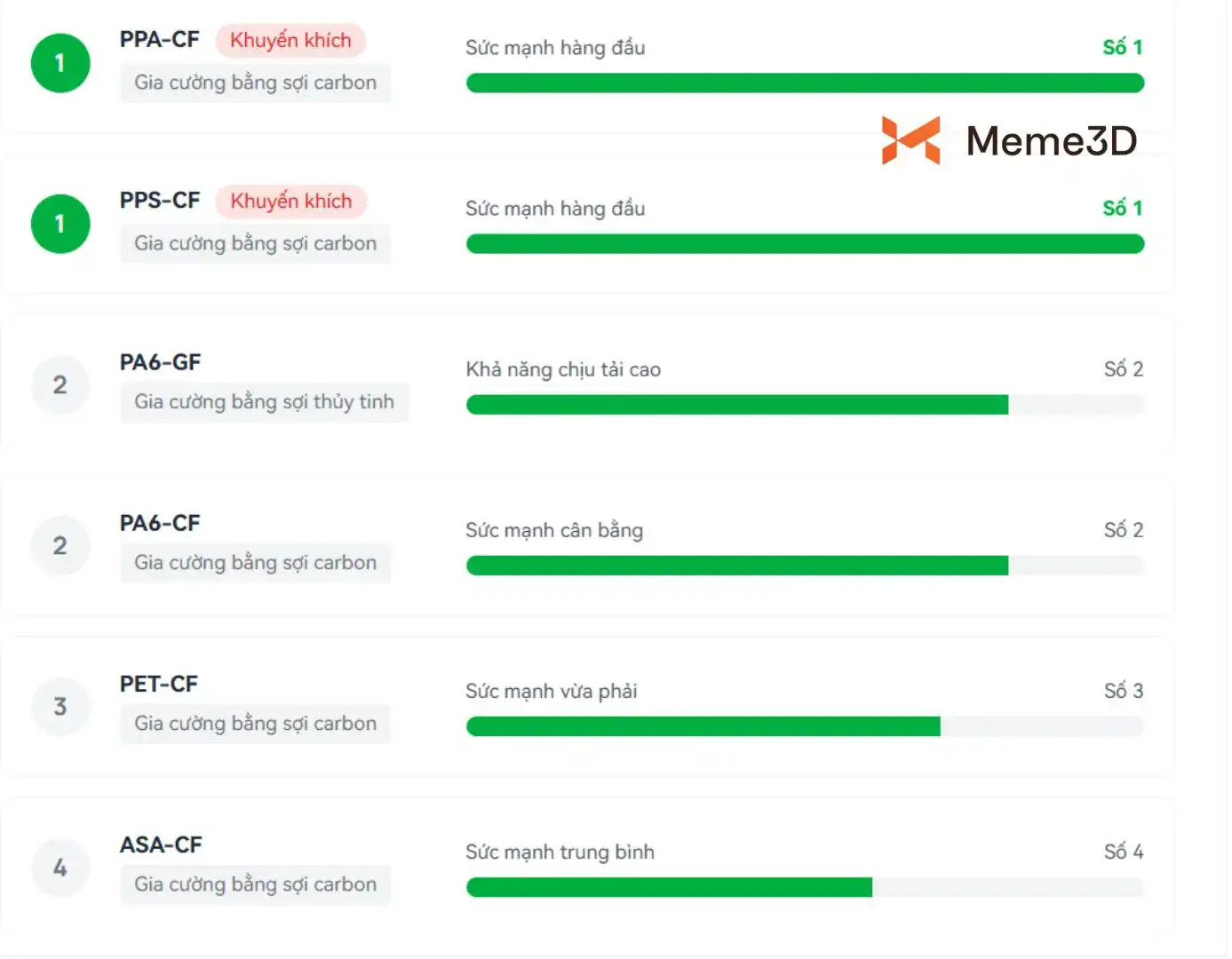
- Độ chịu tải cao
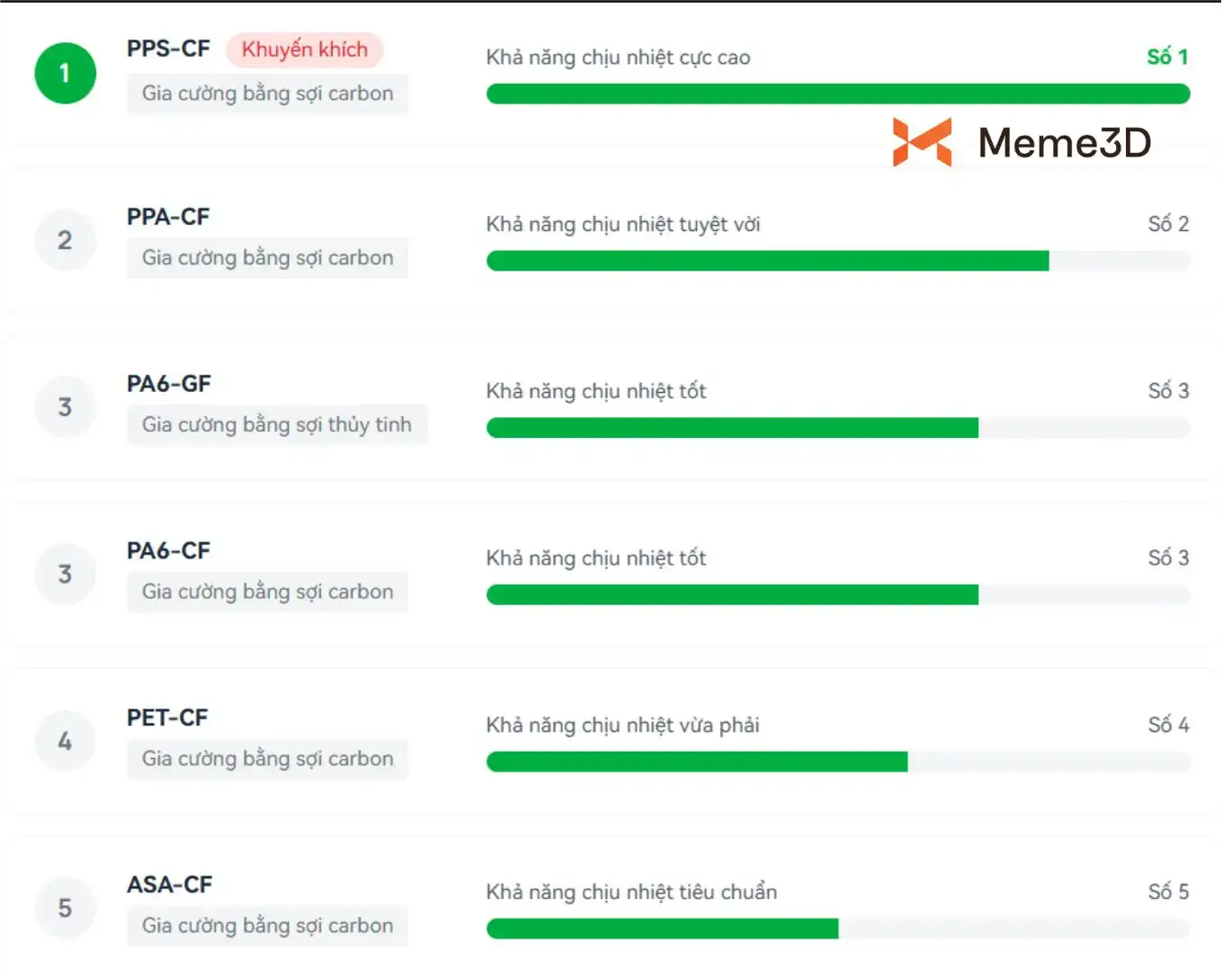
- Khả năng chịu nhiệt cao
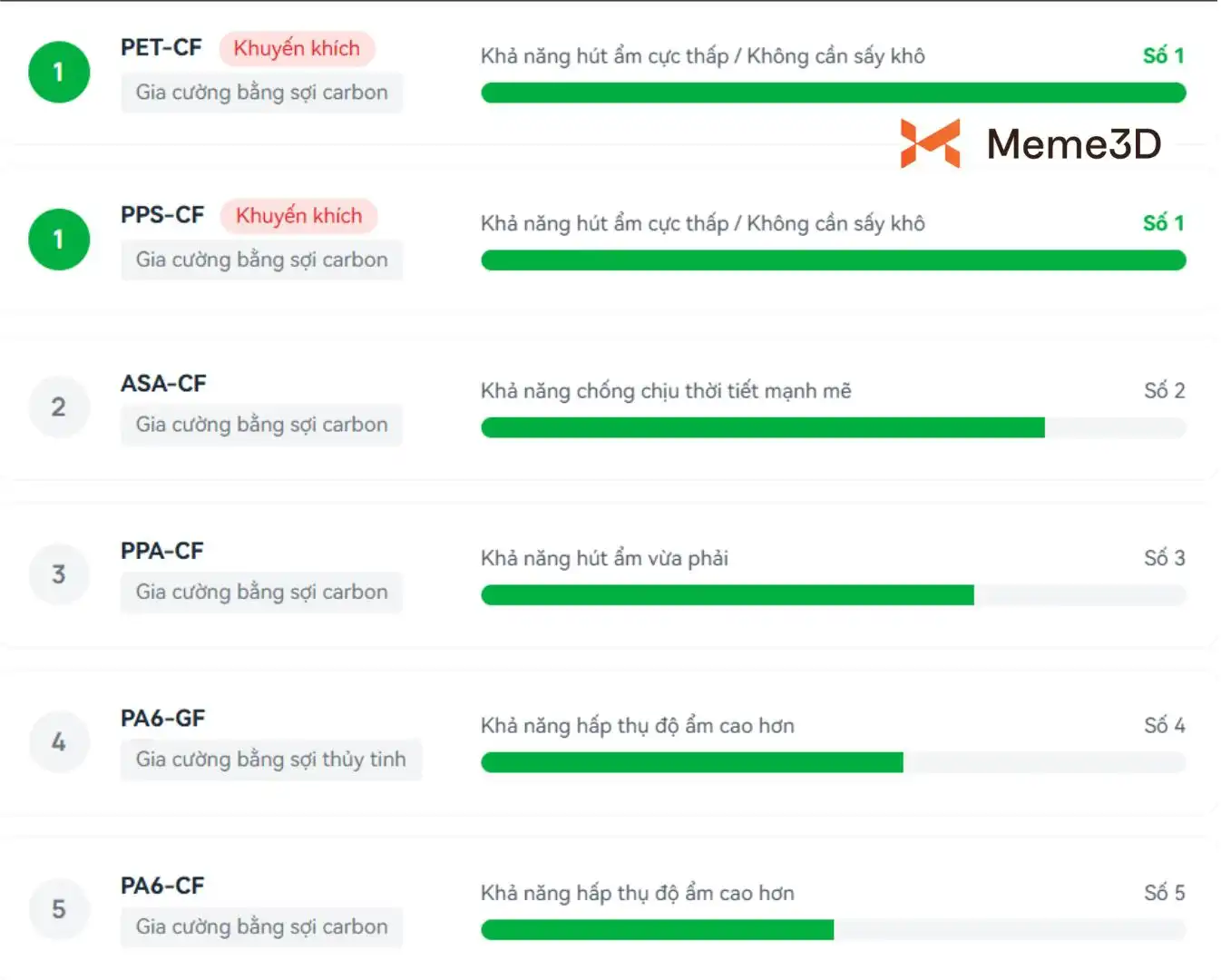
- Độ hút ẩm thấp
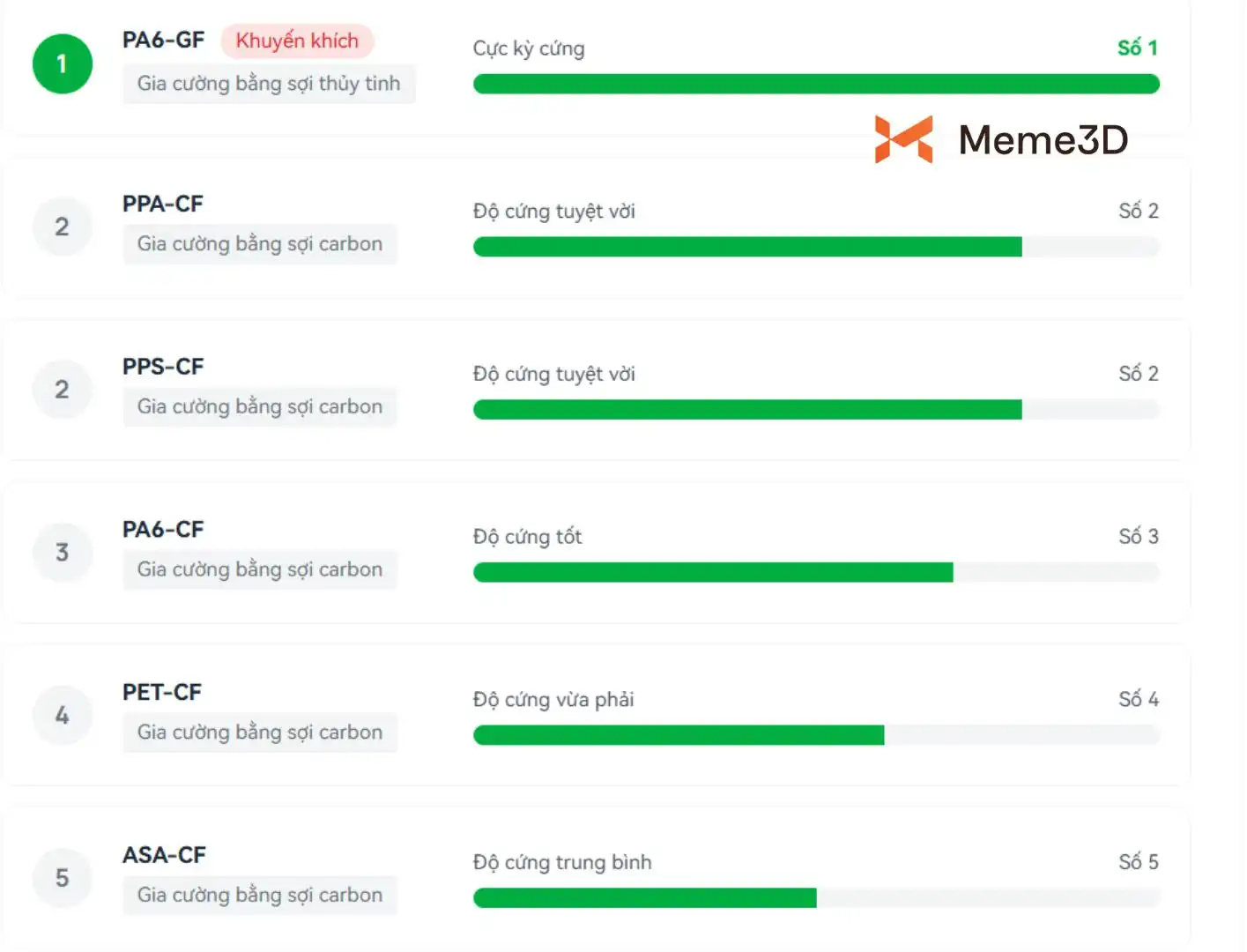
Bảng xếp hạng khuyến nghị theo “Độ cứng vững cao”
Phù hợp cho các bộ phận cấu trúc yêu cầu độ cứng vững và khả năng chống uốn cong
- PA6-GF (Khuyên dùng) – Gia cường Sợi thủy tinh – Cực kỳ cứng vững (Top 1)
- PPA-CF – Gia cường Sợi carbon – Độ cứng vững xuất sắc (Top 2)
- PPS-CF – Gia cường Sợi carbon – Độ cứng vững xuất sắc (Top 2)
- PA6-CF – Gia cường Sợi carbon – Độ cứng vững tốt (Top 3)
- PET-CF – Gia cường Sợi carbon – Độ cứng vững vừa phải (Top 4)
- ASA-CF – Gia cường Sợi carbon – Độ cứng vững trung bình (Top 5)
Lọc nhanh theo Tình huống Ứng dụng
- Dễ in + chống ẩm → PET-CF
- Độ dẻo dai cao + chống mài mòn → PA6-CF
- Độ ổn định nhiệt độ khắc nghiệt → PPA-CF / PPS-CF
- Chống tia cực tím, sử dụng ngoài trời → ASA-CF
- Độ cứng vững cao + chi phí thấp → PA6-GF
Các Điểm cốt lõi khi In Nhựa Kỹ thuật
Nhựa in kỹ thuật có xu hướng bị cong vênh (warp) do co rút khi nguội. Để giảm thiểu cong vênh, hãy thực hiện các bước chuẩn bị sau:
Sấy khô
- Kiểm tra bao bì cuộn nhựa xem có bị hỏng hoặc ẩm không.
- Sấy khô nếu cần thiết.
- Sau khi in, bảo quản nhựa trong hộp kín có gói hút ẩm trong khoảng hai tuần.
Thiết lập Sấy khô Khuyến nghị
Loại Nhựa | Yêu cầu Sấy khô | Lò nướng thông thường | Sấy bằng Bàn nhiệt | AMS HT |
ABS / ASA / PC | Khuyên dùng | 75–85 °C, 8h | 90–100 °C, 12h | 80 °C, 12h |
ASA-CF | Khuyên dùng | 80 °C, 8–12h | 90–100 °C, 12h | 85 °C, 12h |
PAHT-CF | Khuyên dùng | 80 °C, 8h | 90–100 °C, 12h | 85 °C, 12h |
PET-CF | Bắt buộc | 80 °C, 8–12h | 90–100 °C, 12h | 80 °C, 12h |
PPA-CF | Bắt buộc | 100–140 °C, 8–12h | 110–120 °C, 12h | 80 °C, 12h |
PPS-CF | Bắt buộc | 80 °C, 8–12h | 90–100 °C, 12h | 80 °C, 12h |
PA6-GF | Bắt buộc | 80 °C, 8–12h | 90–100 °C, 12h | 85 °C, 12h |
ABS-GF | Khuyên dùng | 80 °C, 8h | 90–100 °C, 8h | 80 °C, 8h |
Mẹo: Khi sử dụng Bàn in (Build Plate) để sấy nhựa, hãy lật cuộn nhựa mỗi 6 giờ và đậy bằng hộp giấy đóng gói để giảm thất thoát nhiệt.
Khả năng Tương thích Phần cứng
Tham khảo bảng tương thích để đảm bảo các phụ kiện phù hợp với loại nhựa được chọn.
Loại Nhựa | Tương thích Máy in | Tương thích Đầu phun (Nozzle) | Tương thích Bàn in (Build Plate) |
ABS / ASA / PC | Yêu cầu buồng kín (Không hỗ trợ P1P/A1) | Tương thích hoàn toàn | PEI Mịn / Nhám + Keo lỏng hoặc Keo thỏi |
Dòng CF / GF | Yêu cầu buồng kín (Không hỗ trợ P1P/A1) | Thép tôi (Khuyên dùng 0.6; cũng có thể dùng 0.4/0.8) | PEI Mịn / Nhám + Keo thỏi |
Tăng Nhiệt độ Buồng in
Nhiệt độ buồng in cao hơn giúp giảm ứng suất bên trong và ngăn ngừa cong vênh:
- Dòng H2 / X1E: Tích hợp kiểm soát nhiệt độ buồng in chủ động, được bật theo mặc định.
- X1C / P1S / P2S: Tăng nhiệt độ bàn nhiệt và làm nóng buồng trước khoảng 15 phút để tăng nhiệt độ bên trong.

Thiết lập Cắt lớp (Print Settings)
- Tránh in quá nhiều chi tiết nhỏ cùng một lúc. Thời gian in một lớp quá dài có thể làm nguội quá mức các lớp trước đó, làm giảm độ kết dính giữa các lớp.
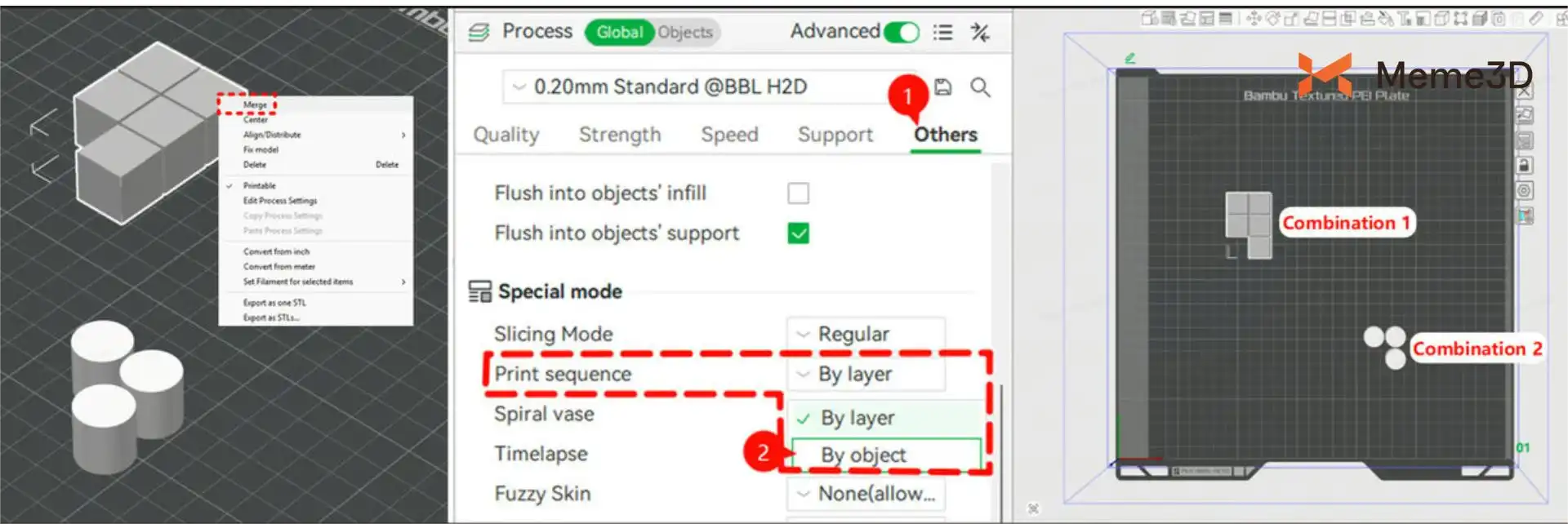
- Sử dụng chế độ “In Từng phần một” (Print By Object) trong Bambu Studio để mô hình có độ bền tốt hơn.
Mẹo trên Bambu Studio:
- Gộp mô hình: Ctrl + click chuột → Click chuột phải → Assemble / Combine (Gộp).
- Thứ tự in: Chọn in “từng phần một” (By Object), tránh in “từng lớp một” (By Layer).
Xử lý Hậu kỳ
- Tháo gỡ Support: Tháo gỡ trong vòng 2 giờ sau khi in. Các loại nhựa dễ hút ẩm (PA-CF, PAHT-CF) sẽ mềm ra theo thời gian và khó tháo gỡ hơn.
- Hoàn thiện Bề mặt: Chà nhám hoặc mài các khu vực thô ráp, đặc biệt là ở các phần nhô ra (overhangs) hoặc bề mặt tiếp xúc với support.
- Bảo quản Nhựa: Ngay lập tức bọc kín lượng nhựa thừa trong môi trường khô ráo cùng với gói hút ẩm.
Để biết thêm hướng dẫn về xử lý hậu kỳ, vui lòng tham khảo Wiki chính thức.
