Chưa có sản phẩm trong giỏ hàng.
PVA là gì?
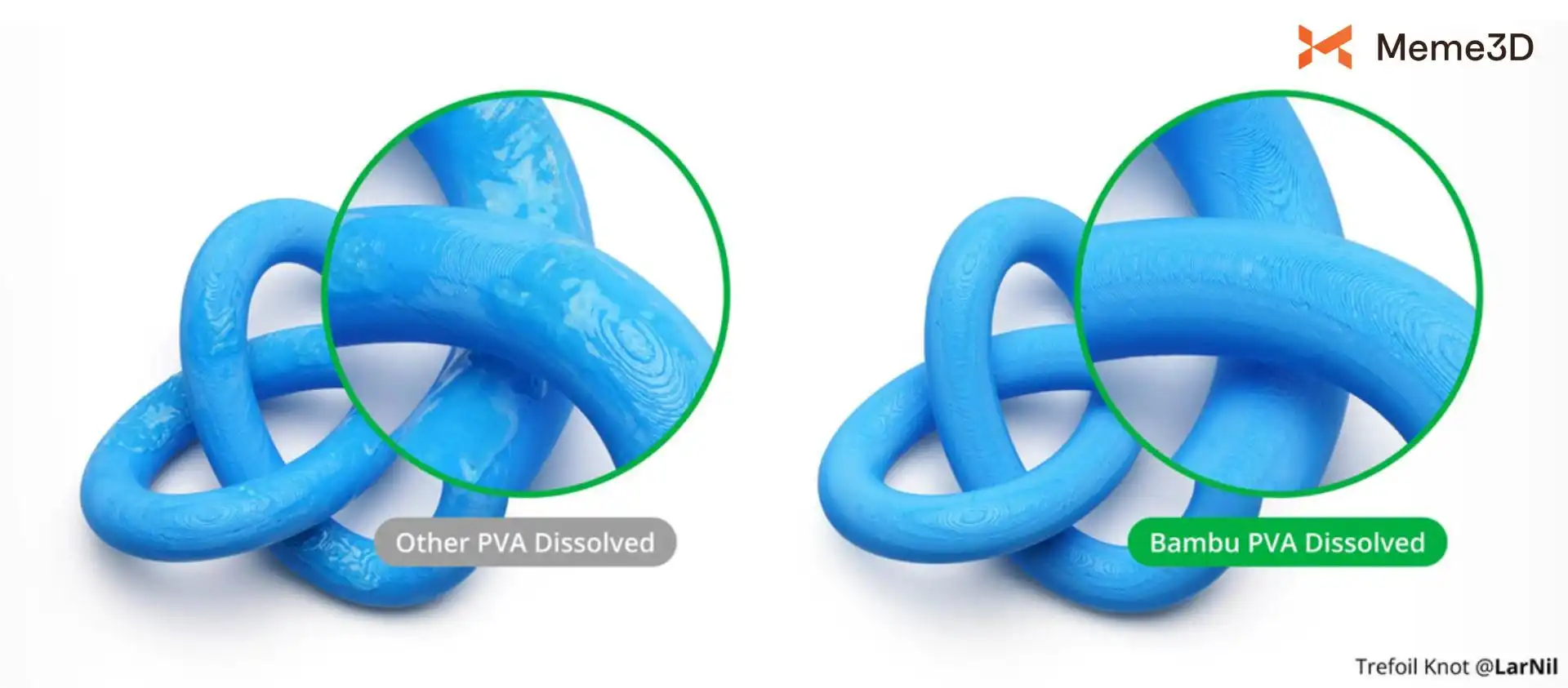
PVA (Polyvinyl Alcohol) là loại nhựa hỗ trợ tan trong nước được sử dụng trong in 3D. Nó cung cấp sự hỗ trợ tạm thời cho các cấu trúc phức tạp và có thể được loại bỏ hoàn toàn bằng cách hòa tan trong nước sau khi in. PVA đặc biệt hữu ích cho các mô hình có phần nhô ra (overhang) phức tạp, các kênh dẫn bên trong hoặc các cấu trúc khép kín khó làm sạch bằng cách tháo gỡ cơ học.

Đặc tính của PVA
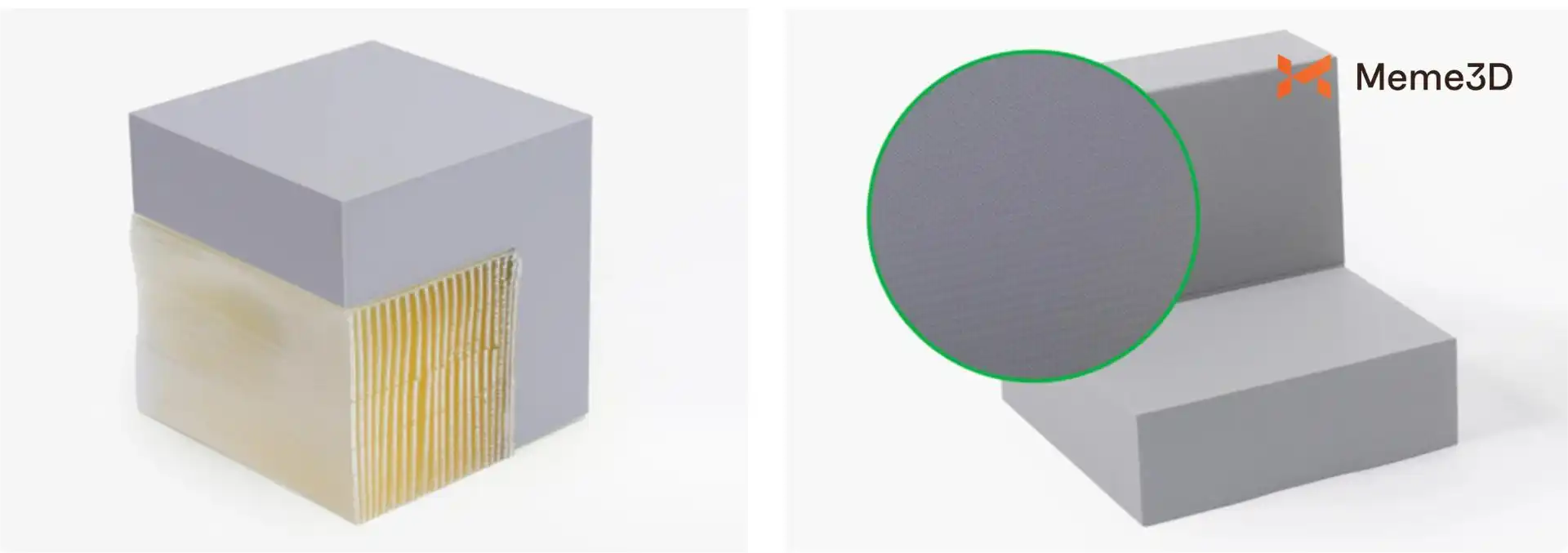
- Tan trong nước: Support có thể được hòa tan trong nước ở nhiệt độ phòng hoặc nước ấm sau khi in. Không cần tháo gỡ thủ công, giảm nguy cơ làm hỏng bề mặt mô hình.
- Tương thích vật liệu tốt: Tương thích với các loại nhựa phổ biến như PLA và PETG. Phù hợp cho các tình huống in đa vật liệu.
- Khả năng hỗ trợ mạnh mẽ: Hỗ trợ hiệu quả các phần nhô ra phức tạp, kênh dẫn nội bộ và các hình học khép kín.
- Cực kỳ dễ hút ẩm: Rất nhạy cảm với độ ẩm. Yêu cầu sấy khô nghiêm ngặt và bảo quản kín để duy trì khả năng đùn nhựa ổn định.
- Giá thành cao hơn: Đắt hơn so với các loại nhựa support tháo gỡ cơ học tiêu chuẩn.
Tóm tắt: Nếu mô hình của bạn có hình học phức tạp, nhiều phần nhô ra hoặc cấu trúc bên trong khó làm sạch, PVA là lựa chọn nhựa support đáng tin cậy.
Hướng dẫn in PVA
Phần này cung cấp danh sách kiểm tra dành cho người mới bắt đầu in với PVA.
Kiểm tra thiết bị
- Đảm bảo máy in hỗ trợ in đa vật liệu và có thể gán nhựa chính và PVA riêng biệt.
- Xác nhận phạm vi nhiệt độ in của nhựa chính (như PLA hoặc PETG) tương thích với PVA. Nhiệt độ in PVA điển hình: 180–210 °C.
Quan trọng: PVA và PETG không được in đồng thời trên đầu in (Toolhead) trái và phải của máy H2D hoặc H2C. PETG thường yêu cầu nhiệt độ bàn in (Build Plate) trên 70 °C. Mức nhiệt này vượt quá nhiệt độ làm mềm của PVA (khoảng 50 °C). Trong môi trường buồng in chung, nhiệt độ bàn in cao có thể khiến PVA bị mềm sớm và dẫn đến tắc đầu phun.
Nếu bắt buộc dùng PVA để hỗ trợ cho PETG:
- Chỉ sử dụng đầu in bên phải trên H2D hoặc H2C.
- In ở chế độ đơn đầu in (single-toolhead) thông qua bộ AMS.
- Không in PVA ở đầu in bên trái khi đang hỗ trợ cho PETG.
Sấy khô
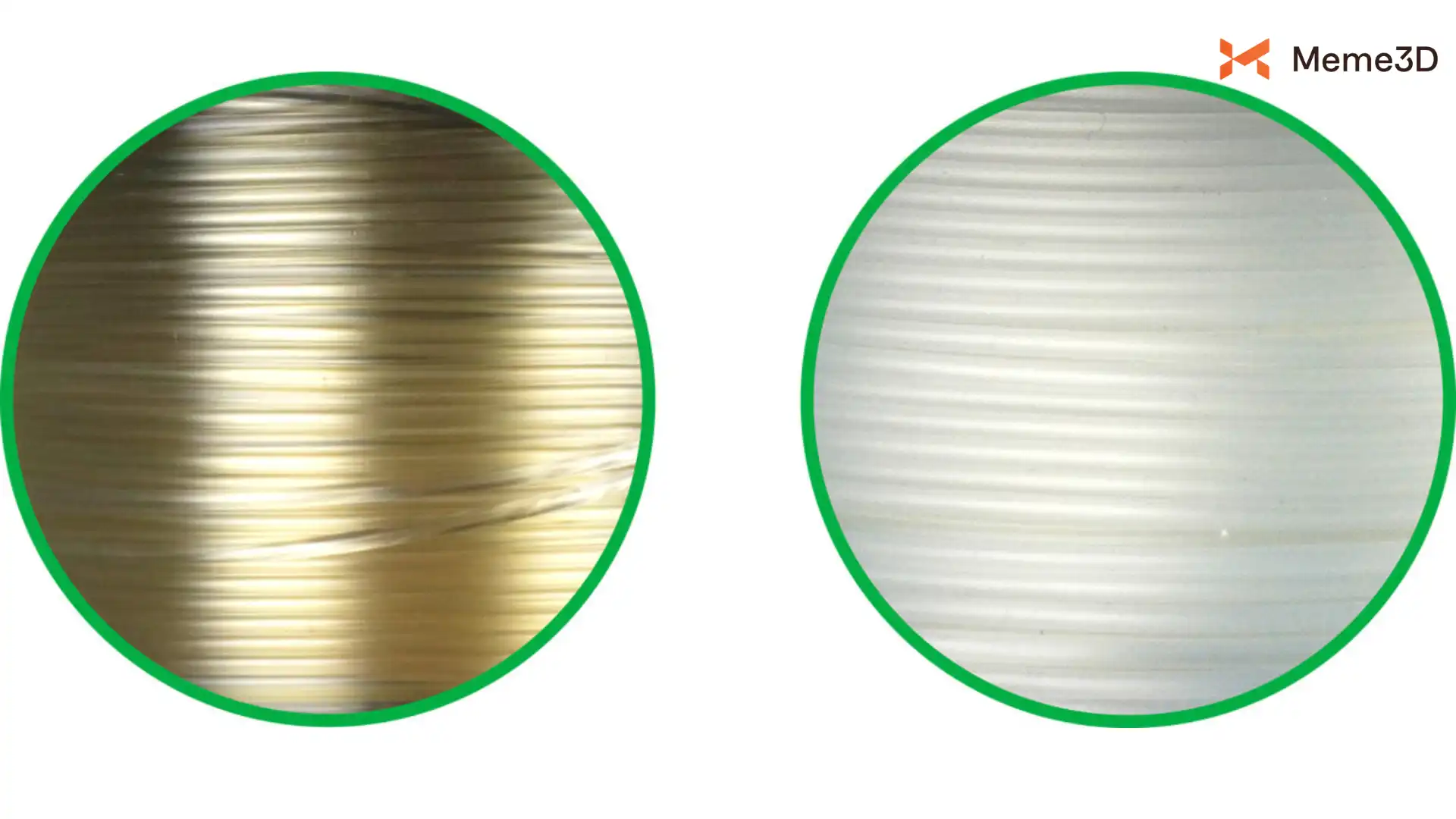
Kiểm tra tình trạng: Nhựa PVA được sấy khô đúng cách sẽ có cảm giác cứng (firm). Nếu sợi nhựa có cảm giác mềm, mất độ bóng bề mặt hoặc hơi ngả vàng, có nghĩa là nó đã bị hút ẩm.
Yêu cầu sấy khô:
- Sấy PVA theo các thông số khuyến nghị trước khi in.
- Trong khi in, hãy để PVA trong bộ AMS HT đã được niêm phong hoặc hộp sấy chuyên dụng có gói hút ẩm.
- Duy trì độ ẩm môi trường dưới 20% RH.
- Khi sử dụng AMS HT ở chế độ gia nhiệt, nó chỉ đóng vai trò là buồng sấy. Tính năng nạp và nhả nhựa tự động có thể không khả dụng.
Cài đặt thông số
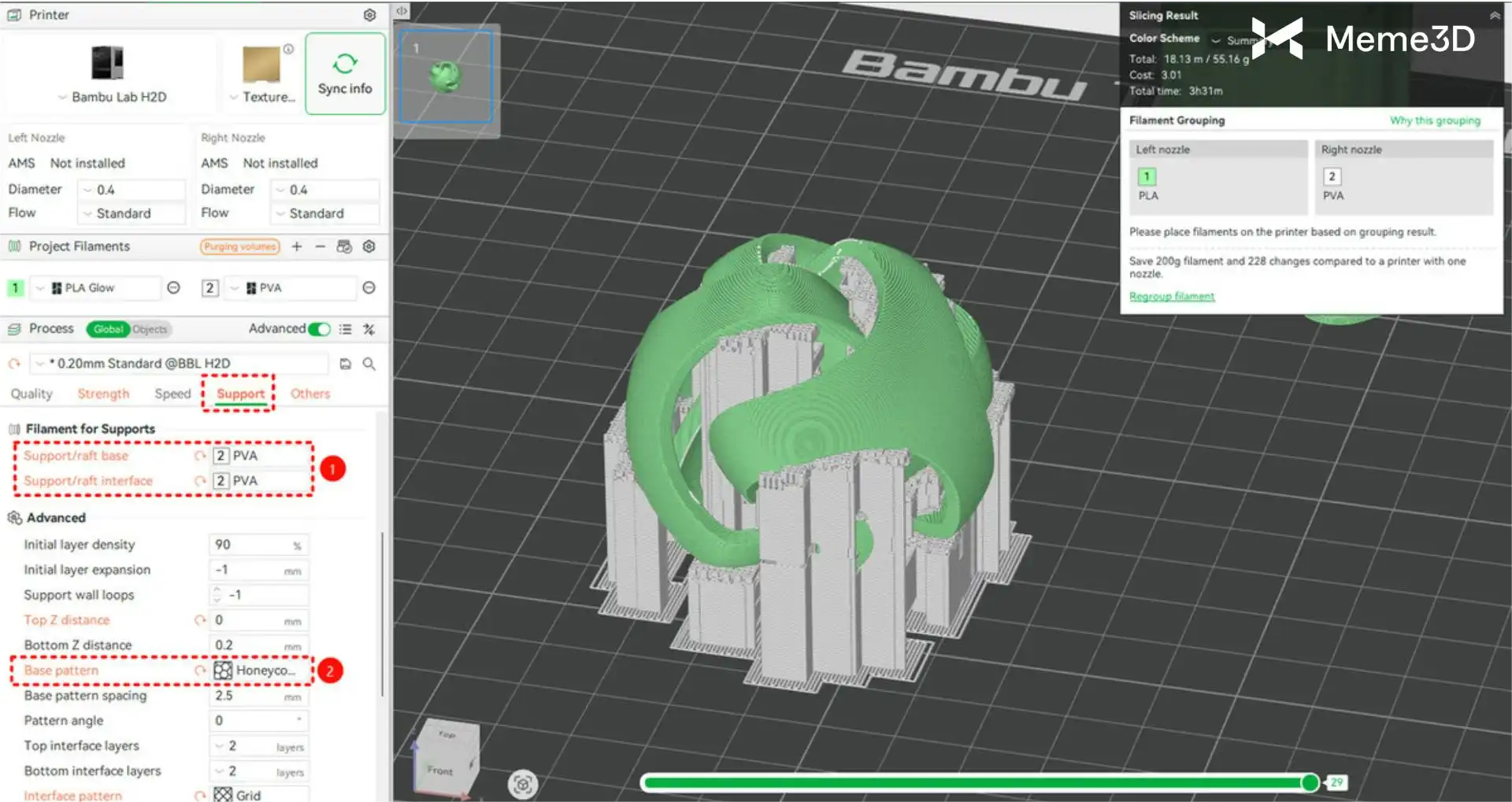
- Trong Bambu Studio, gán PVA làm nhựa Support, bao gồm cả phần Support Body (Thân) và Support Interface (Giao diện).
- Sử dụng các kiểu hoa văn support dày và ổn định cho phần Thân, chẳng hạn như Grid (lưới) hoặc Honeycomb (tổ ong).
Vì support sẽ được tháo bỏ bằng cách hòa tan, hãy ưu tiên độ bền cấu trúc hơn là độ dễ tháo.
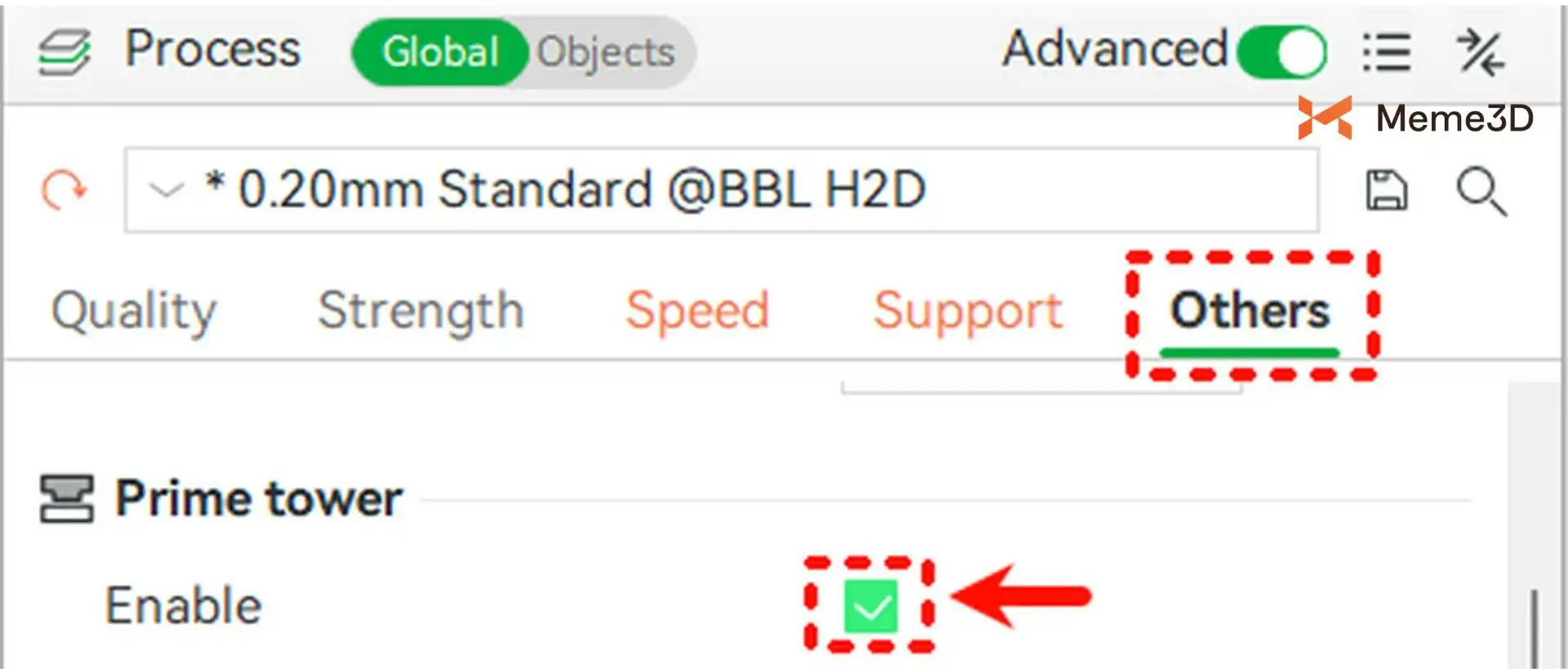
- Bật tính năng Wipe Tower (Tháp lau nhựa) để giảm thiểu sự nhiễm chéo nhựa khi chuyển đổi đầu in.
Kiểm tra lớp đầu tiên
Kiểm tra xem lớp PVA đầu tiên có bám dính tốt vào cả bàn in và nhựa chính hay không.
Các vấn đề thường gặp
- Tắc đầu phun hoặc đùn nhựa không ổn định: Thường do nhựa bị nhiễm ẩm hoặc có nhựa thừa sót lại bên trong đầu phun.
- Support bám dính kém hoặc mô hình bị cong vênh: Kiểm tra nhiệt độ bàn in và độ sạch của bàn. Bôi keo lên bàn in có thể giúp ích.
Ghi chú: Các mô hình có nhiều cấu trúc bên trong hoặc phần nhô ra có thể yêu cầu thời gian in lâu hơn đáng kể khi sử dụng PVA.

Hòa tan PVA sau khi in
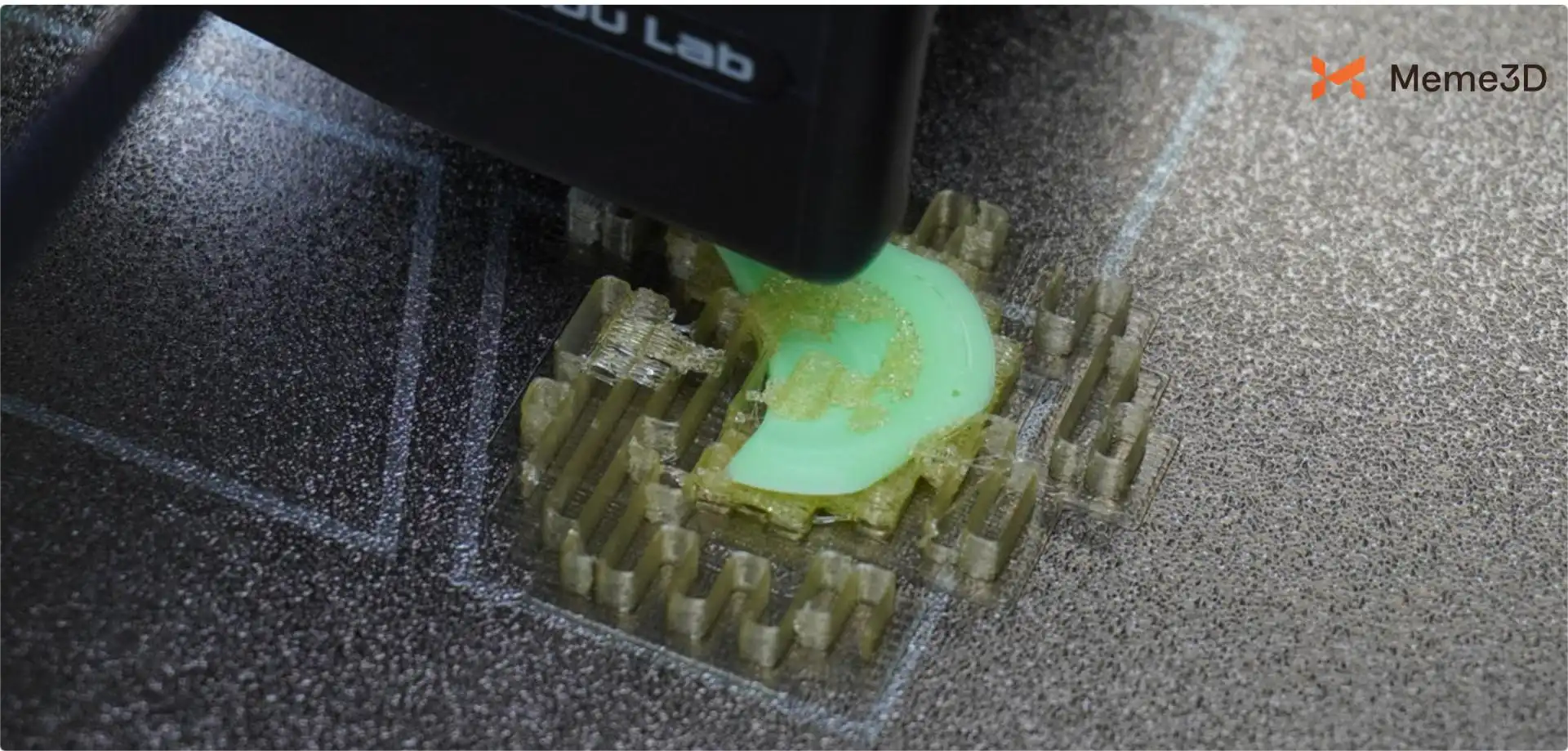
Sau khi in xong, hãy ngâm hoàn toàn mô hình vào nước ấm để hòa tan cấu trúc support PVA.
- Nhiệt độ nước khuyến nghị: 30–40 °C.
- Đối với mô hình PLA, không vượt quá 50 °C để tránh biến dạng.
- Thời gian hòa tan phụ thuộc vào thể tích và mật độ của cấu trúc support, có thể mất từ vài phút đến vài giờ.
Có thể đẩy nhanh quá trình hòa tan bằng cách:
- Khuấy nước thường xuyên.
- Thay nước ấm mới.
- Sử dụng bể rửa siêu âm (ultrasonic cleaner).
Sau khi support tan hết, rửa sạch mô hình bằng nước sạch và để khô tự nhiên.
Lưu ý: Nước hòa tan PVA thường có thể đổ bỏ qua hệ thống thoát nước gia đình. Hãy tuân thủ các quy định về môi trường tại địa phương của bạn.
Bảo quản và Bảo trì
- Sau khi in: Cất nhựa PVA còn thừa ngay lập tức vào túi nilon kín hoặc hộp sấy có gói hút ẩm.
- Tiếp xúc lâu với không khí có thể gây oxy hóa và ngả vàng.
- Nhựa PVA bị ngả vàng có thể tạo ra bong bóng hoặc lỗi đùn nhựa. Trong hầu hết các trường hợp, việc sấy khô kỹ lưỡng có thể phục hồi hiệu suất bình thường.
Mẹo: Nếu bạn không hài lòng với các thông số PVA mặc định trong Bambu Studio, bạn có thể tải xuống tệp cấu hình .3mf mẫu từ Wiki chính thức để sử dụng trực tiếp.
Mẹo in và Lưu ý
- Tương thích vật liệu: PVA chỉ phù hợp với PLA và PETG. Không sử dụng PVA để hỗ trợ các loại nhựa nhiệt độ cao như ABS, ASA, hoặc PC.
- Cải thiện tỷ lệ thành công: Gán PVA cho cả phần Support Body và Support Interface.
- Đảm bảo bám dính lớp đầu tiên: Lớp PVA đầu tiên phải bám chắc vào bàn in. Hãy vệ sinh bàn in thật sạch và thực hiện cân bàn tự động trước khi in.

