Chưa có sản phẩm trong giỏ hàng.
Nhựa in Support là gì?
Nhựa in support (vật liệu hỗ trợ) là các loại nhựa phụ trợ được sử dụng để đỡ tạm thời các cấu trúc nhô ra (overhang) hoặc các hình học phức tạp trong quá trình in. Chúng sẽ được gỡ bỏ sau khi bản in hoàn thành.
Hãy xem bộ sưu tập nhựa Support của Bambu Lab!
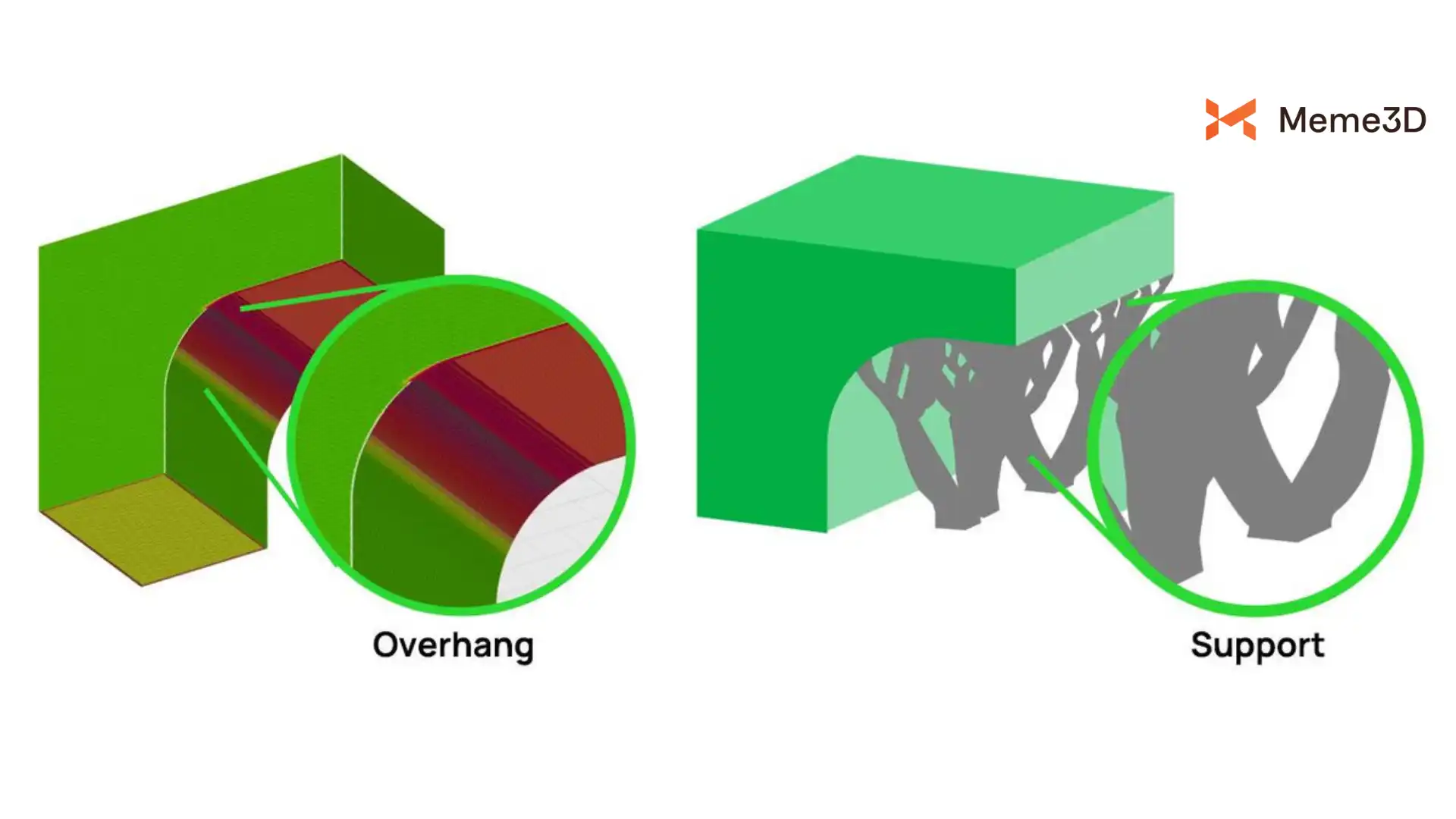
Khi in các mô hình có đặc điểm nhô ra, chẳng hạn như các đoạn cầu (bridge) hoặc các góc dốc, nhựa nóng chảy có thể bị đổ sập hoặc biến dạng nếu không có vật đỡ bên dưới. Nhựa support đóng vai trò như một hệ thống “giàn giáo”, đảm bảo các lớp phía trên được đắp lên một cách ổn định.
Lợi ích và Nguyên tắc phối hợp
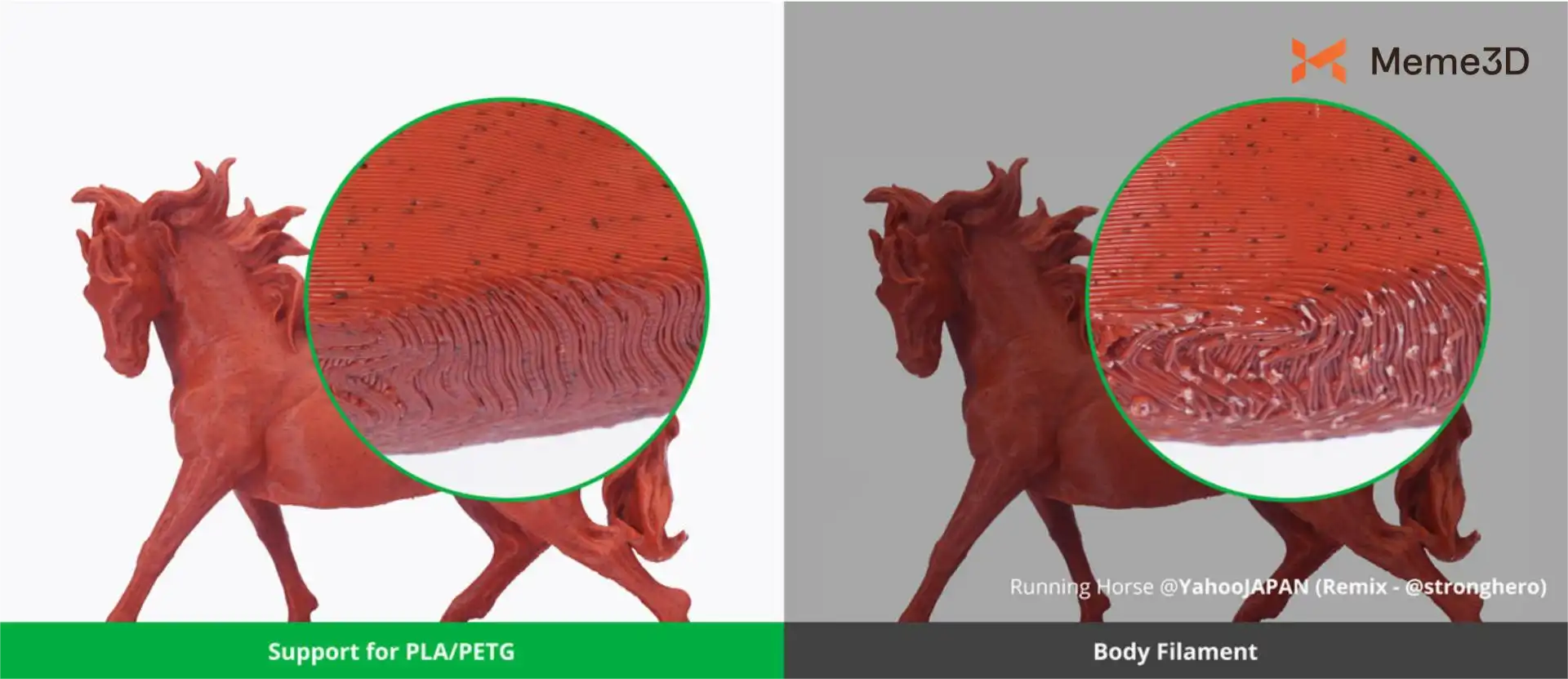
Việc sử dụng nhựa support chuyên dụng mang lại nhiều ưu điểm so với việc dùng chính loại nhựa in mô hình để làm support:
- Dễ tháo gỡ: Bề mặt tiếp xúc với nhựa chính được thiết kế để tách rời sạch sẽ mà không làm hỏng mô hình.
- Chất lượng bề mặt: Cải thiện độ mịn của các bề mặt tiếp xúc và giảm thiểu việc xử lý hậu kỳ.
- Tương thích vật liệu: Có thể lựa chọn loại nhựa phù hợp với điểm nóng chảy và đặc tính nhiệt của nhựa chính, bao gồm cả các tùy chọn hỗ trợ tan trong nước.
Đặc tính nhiệt của nhựa in
Đặc tính nhiệt mô tả cách một loại nhựa phản ứng với nhiệt độ. Điều này bao gồm độ ổn định và hành vi trong quá trình nung nóng, làm nguội, nóng chảy và đông đặc. Hiểu các đặc tính này giúp lựa chọn thông số in chính xác và dự đoán hiệu suất của bộ phận thành phẩm.
Các loại nhựa Support phổ biến và Nguyên tắc phối hợp
Việc lựa chọn nhựa support tương thích với nhựa in chính là cực kỳ quan trọng. Việc phối hợp sai có thể gây tắc đầu phun, bám dính kém hoặc khó tháo gỡ.
Loại nhựa Support | Nhựa in tương thích | Đặc điểm |
Support for ABS | ABS | Không tan trong nước; tan trong Limonene. Lý tưởng khi việc tháo support thủ công gặp khó khăn. |
Support for PLA | PLA (Không hợp với PLA Aero) | Ít bị ảnh hưởng bởi độ ẩm; yêu cầu thấp về việc sấy khô hoặc bảo quản chống ẩm. |
Support for PLA / PETG | PLA & PETG | Có nguy cơ hút ẩm; khuyến nghị bảo quản trong môi trường khô ráo. |
Support for PA / PET | Dòng PA và PET (v.d. PA6-CF, PET-CF) | Rất dễ hút ẩm; yêu cầu sấy khô nghiêm ngặt và bảo quản kín. |
PVA | PLA & PETG | Cực kỳ dễ hút ẩm, bắt buộc phải niêm phong kín. Tan trong nước; lý tưởng cho các hốc bên trong phức tạp. |

Sấy khô và Chống ẩm
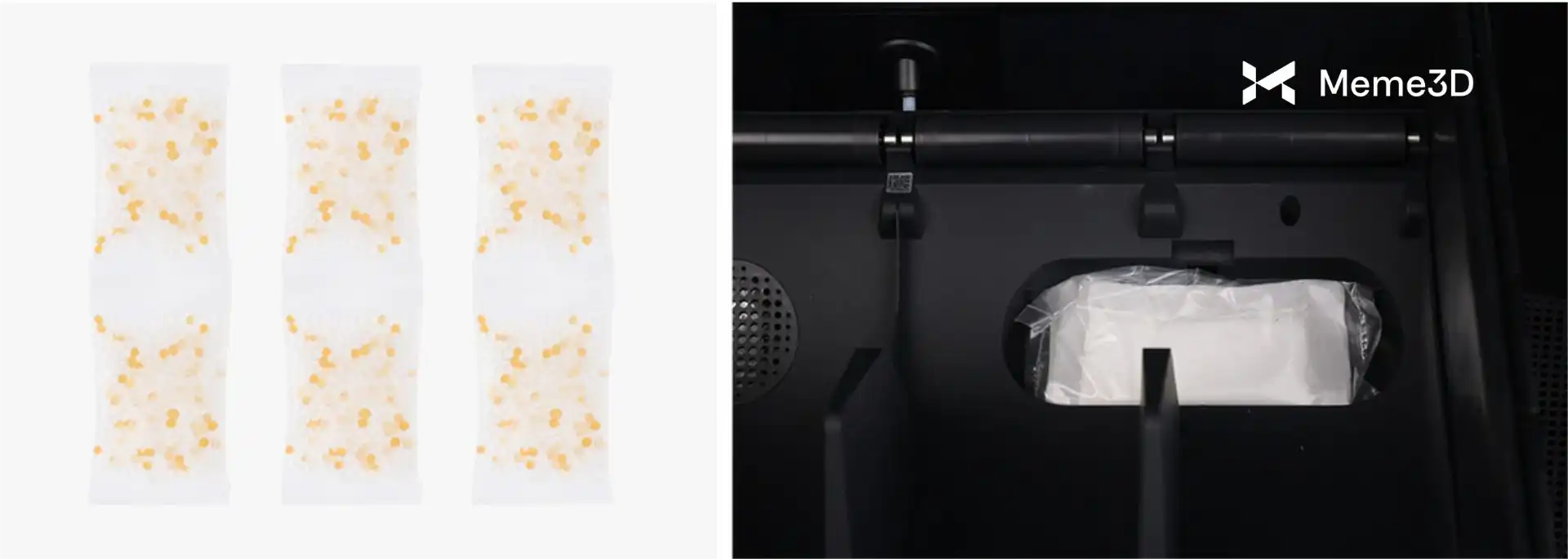
Hầu hết các loại nhựa support đều rất dễ hấp thụ độ ẩm. Nhựa bị ẩm có thể tạo ra bong bóng ở nhiệt độ cao, dẫn đến cấu trúc yếu hoặc bám dính không mong muốn vào bề mặt mô hình.
Khuyến nghị:
- Sấy khô PVA, Support for PA/PET, và Support for PLA trước khi in.
- Bảo quản tất cả nhựa support trong hộp kín ngay sau khi sấy.
Loại nhựa | Cách tháo gỡ | Lò nướng thông thường | Sấy bằng bàn nhiệt | AMS HT / AMS 2 Pro |
Support for PA/PET | Cơ học | 75 °C, 8 h | 65-75 °C, 12h | AMS HT: 80℃, 12h |
Support for PLA / PETG | Cơ học | 75 °C, 8 h | 65-75℃, 12h | 60℃, 12h |
Support for PLA | Cơ học | 55℃, 8h | 65-75℃, 12h | 60℃, 12h |
Support for ABS | Cơ học | 80 °C, 4 h | 85-95 °C, 6h | AMS HT: 80℃, 4h |
PVA | Tan trong nước | 80℃, 8-12h | 90-100 °C, 12h | AMS HT: 85℃, 18h |
Mẹo sấy khô:
- Khi sử dụng bàn in hoặc môi trường có nhiệt độ cao để sấy khô, hãy lật cuộn dây sau mỗi 6 giờ và đậy nắp để tránh quá nhiệt.
- Ngay sau khi sấy khô, hãy bịt kín các sợi để tránh hút ẩm.
- Đối với vật liệu in PVA , cần duy trì độ ẩm môi trường dưới 20% RH. Có thể theo dõi dữ liệu độ ẩm và nhiệt độ từ máy in hoặc bảng điều khiển thiết bị Bambu Studio.
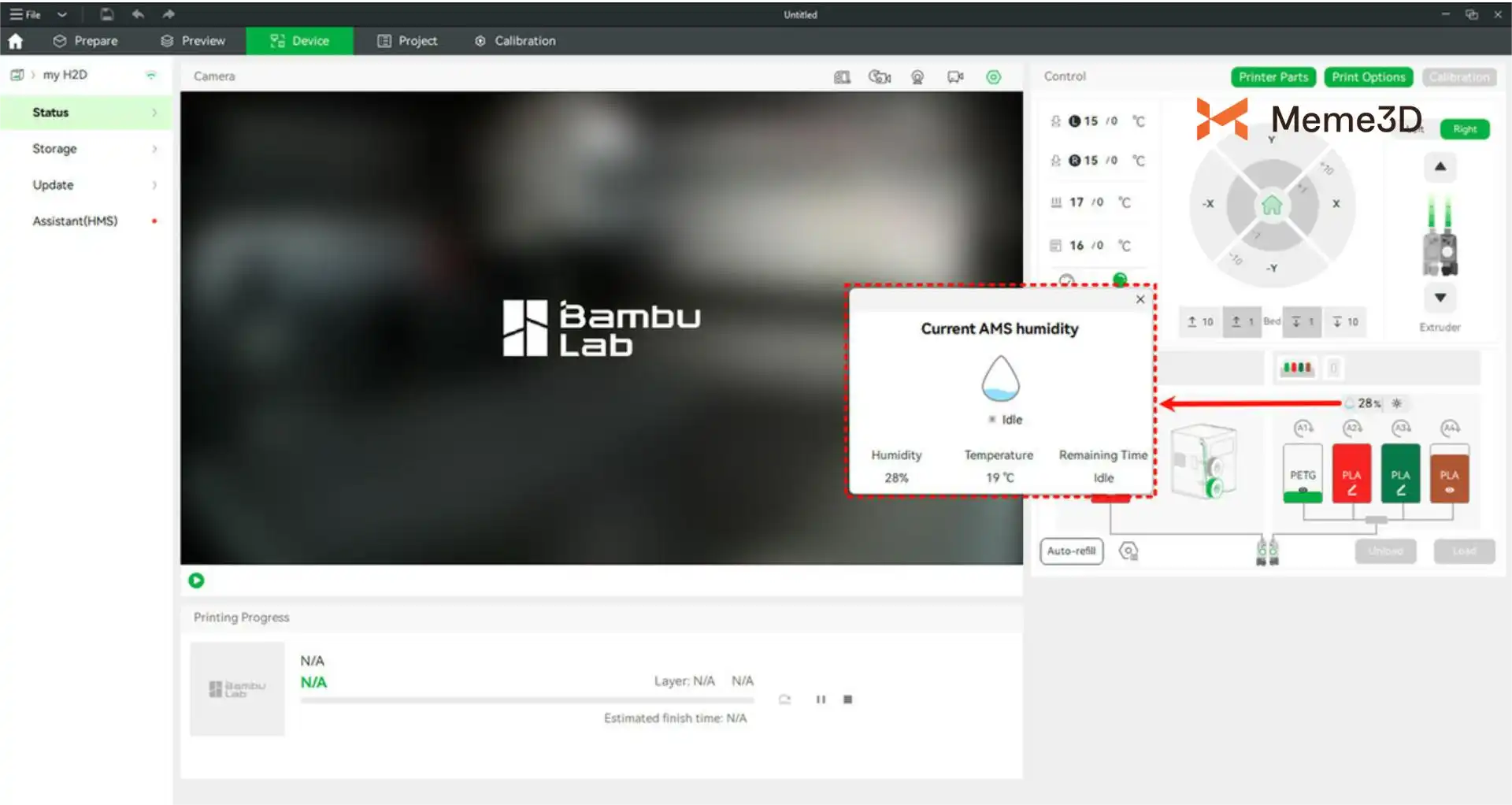
Lưu ý: RH là viết tắt của Độ ẩm tương đối (Relative Humidity). RH thấp nghĩa là không khí khô; RH cao nghĩa là không khí ẩm. Đối với nhựa PVA, cần duy trì độ ẩm môi trường dưới 20% RH.
Cài đặt thông số Support
Cấu trúc support phải cân bằng giữa việc đỡ ổn định và dễ tháo gỡ.
Cấu trúc của Support
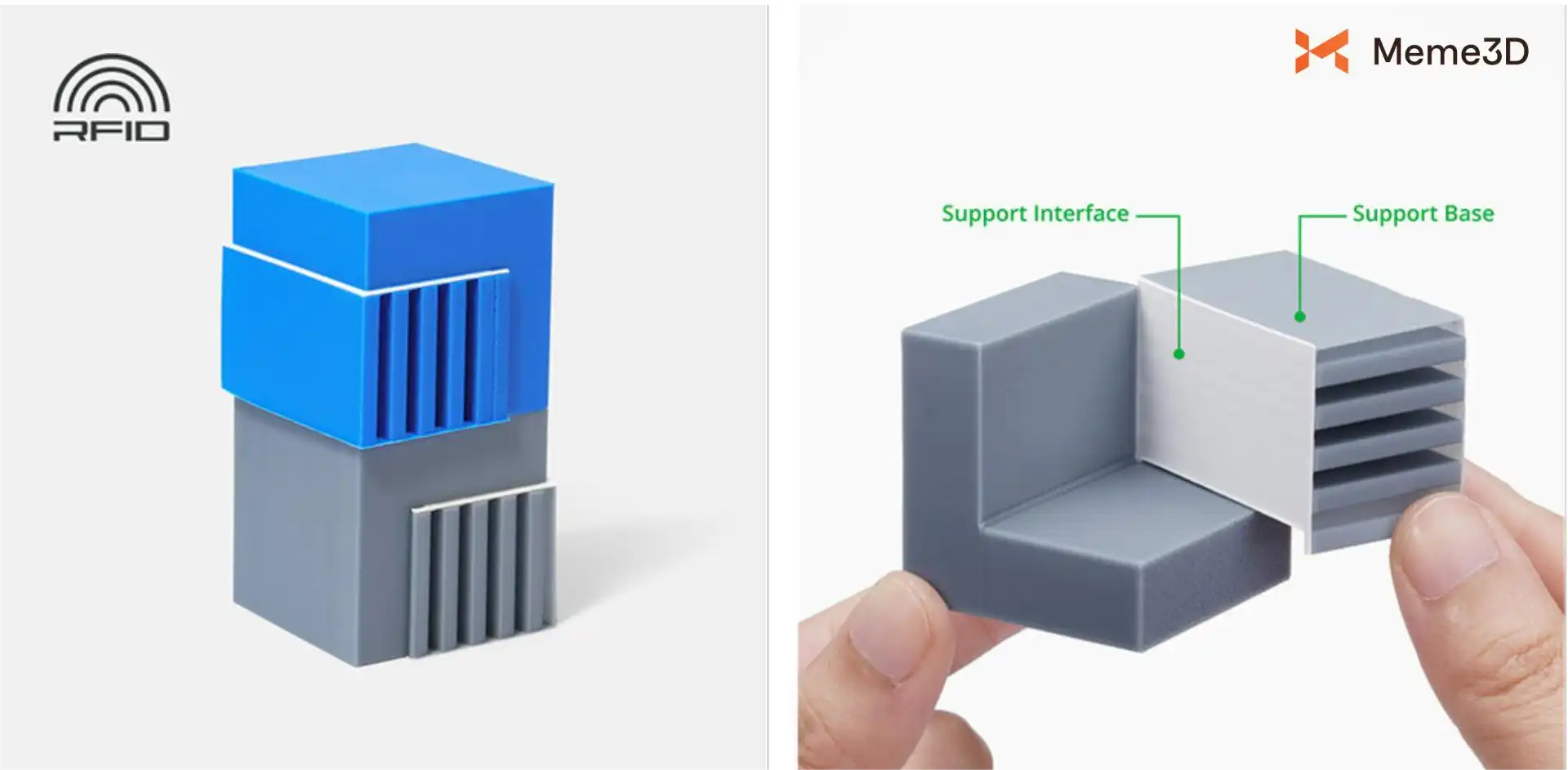
Support thường bao gồm:
- Support Body (Thân Support): Phần “khung xương” lấp đầy chiều cao và chịu trọng lượng.
- Support Interface (Giao diện Support): Các lớp dày đặc tiếp xúc trực tiếp với mô hình. Nó quyết định độ mịn bề mặt và độ dễ tháo.
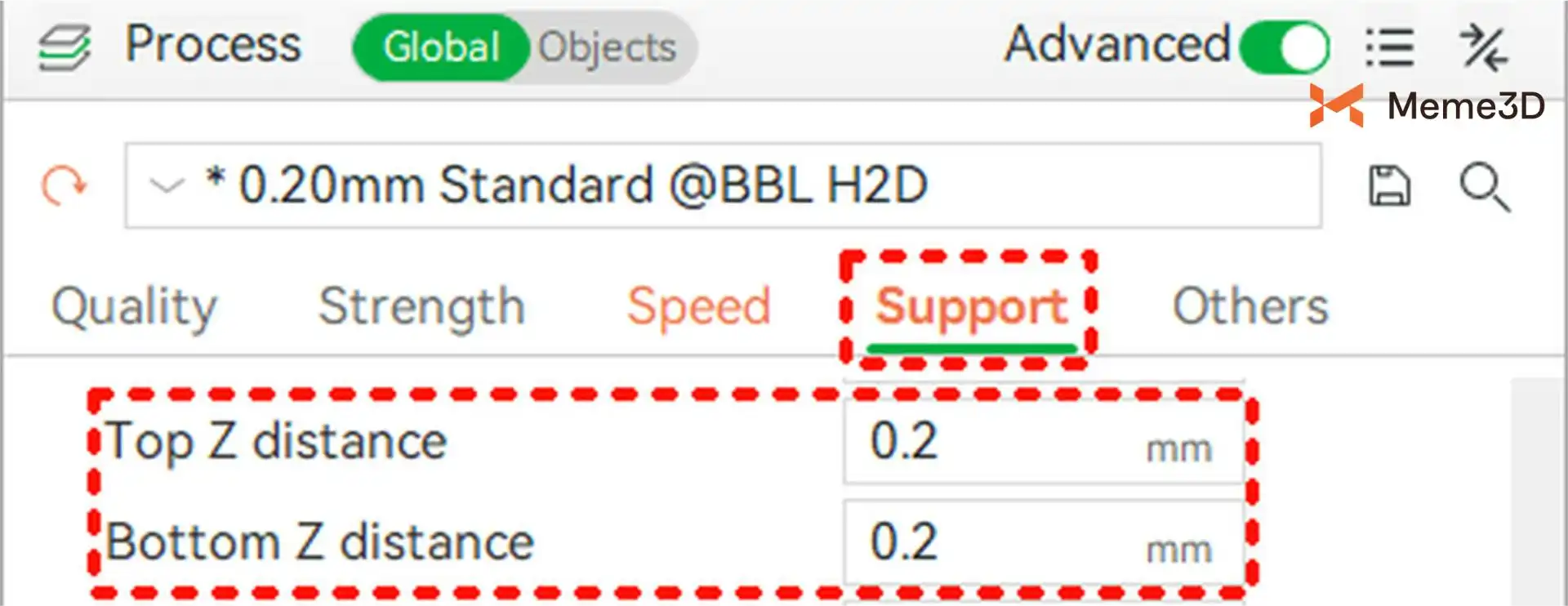
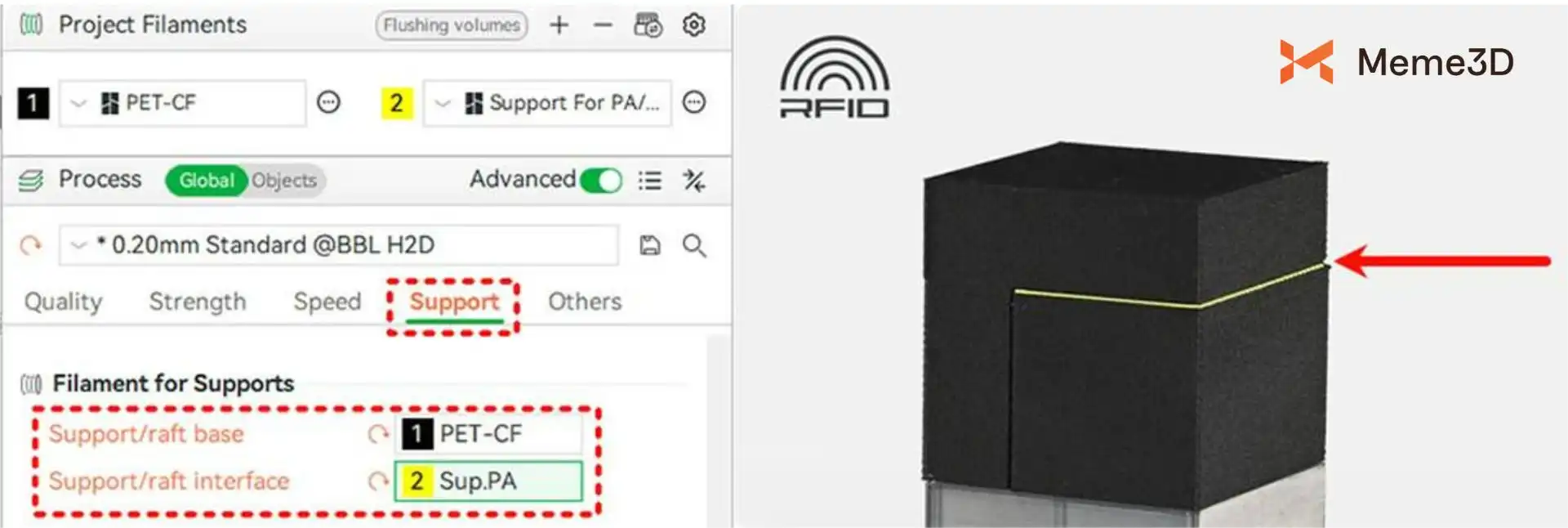
Cài đặt trong Bambu Studio: Process (Global) → Support → Support filament.
Ví dụ: Bạn có thể đặt Support for PA/PET làm lớp “Support/Raft Interface”, trong khi dùng nhựa chính để xây dựng phần “Support Body” nhằm tiết kiệm nhựa chuyên dụng.
Loại Support và Cách tạo
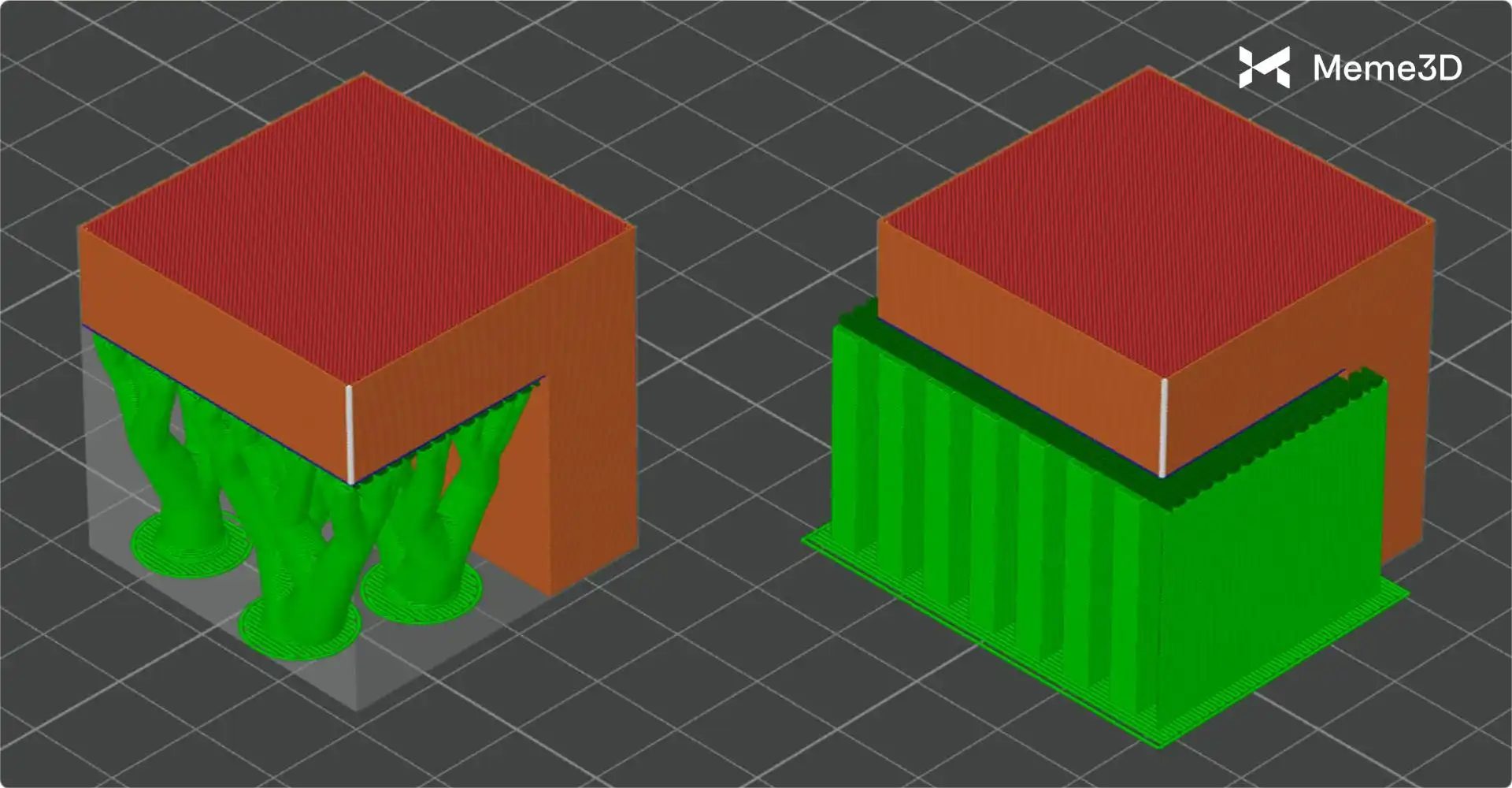
Các loại hỗ trợ trong Bambu Studio bao gồm: Bình thường (Tự động), Cây (Tự động), Bình thường (Thủ công) và Cây (Thủ công).
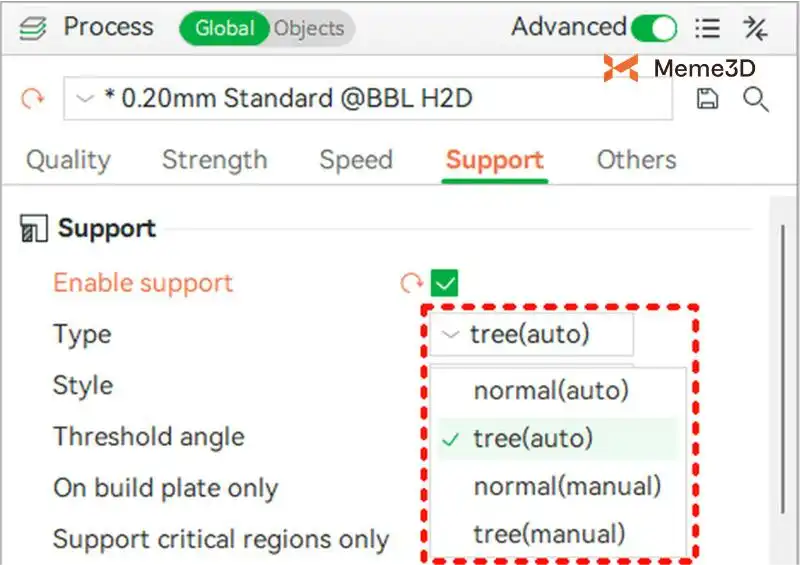
- Normal Support (Thông thường): Lớn, ổn định, phù hợp cho các mảng nhô ra nặng.
- Tree Support (Dạng cây): Ít điểm tiếp xúc hơn, tiết kiệm nhựa, dễ tháo, lý tưởng cho các mô hình chi tiết hoặc không đều.
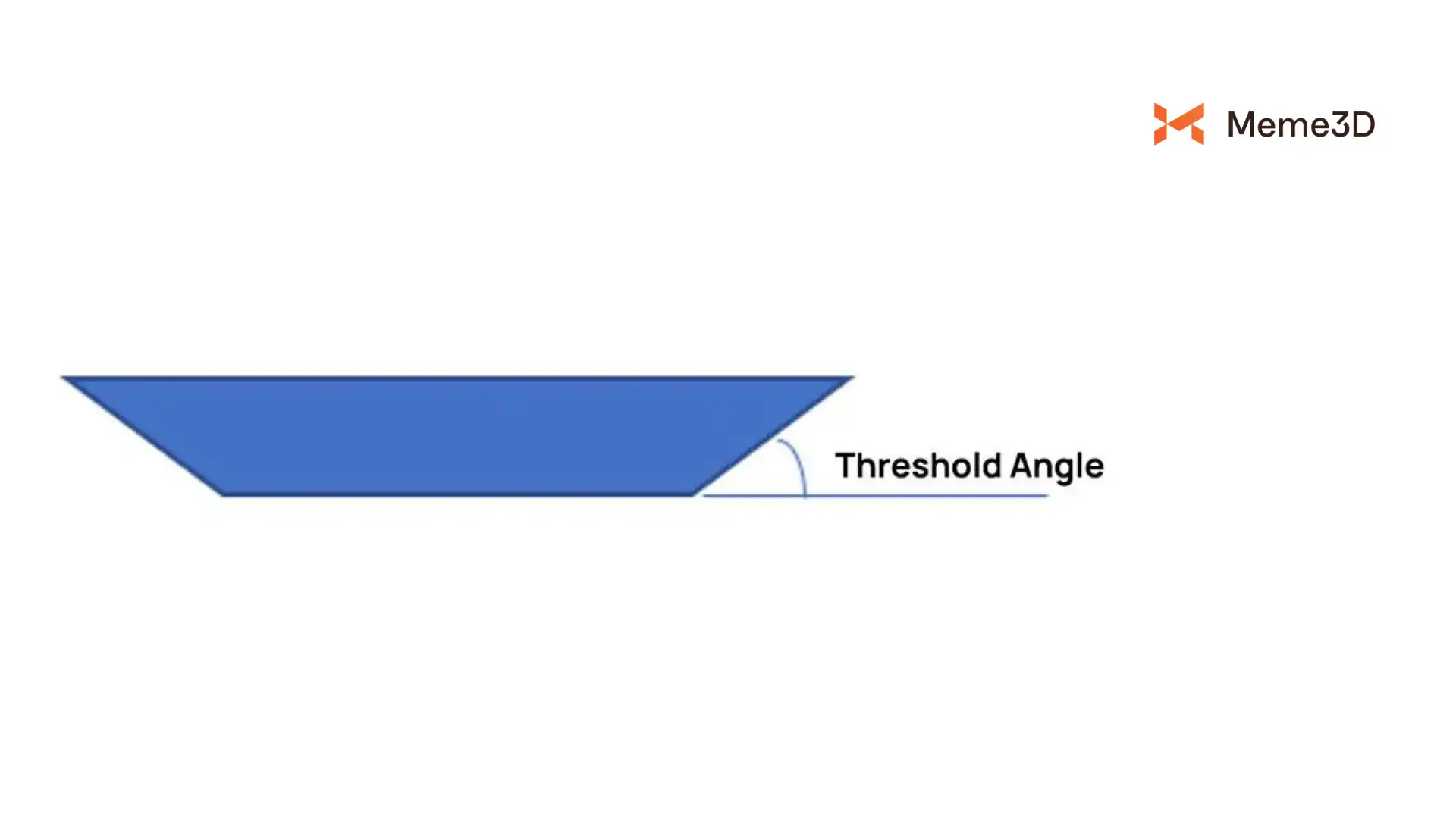
Threshold Angle (Góc ngưỡng) là gì?
Góc ngưỡng là độ dốc tối đa mà tại đó cần có support. Mặc định là 30°. Nếu bề mặt có góc so với phương ngang lớn hơn giá trị này, phần mềm sẽ tự động tạo support.
Tháo Support và Xử lý hậu kỳ

- Support tháo gỡ cơ học: Các loại như Support for PLA/PETG nên được tháo trong vòng 2 giờ sau khi in để tránh bị mềm đi. Sử dụng nhíp hoặc dao nhựa cho các khu vực phức tạp.

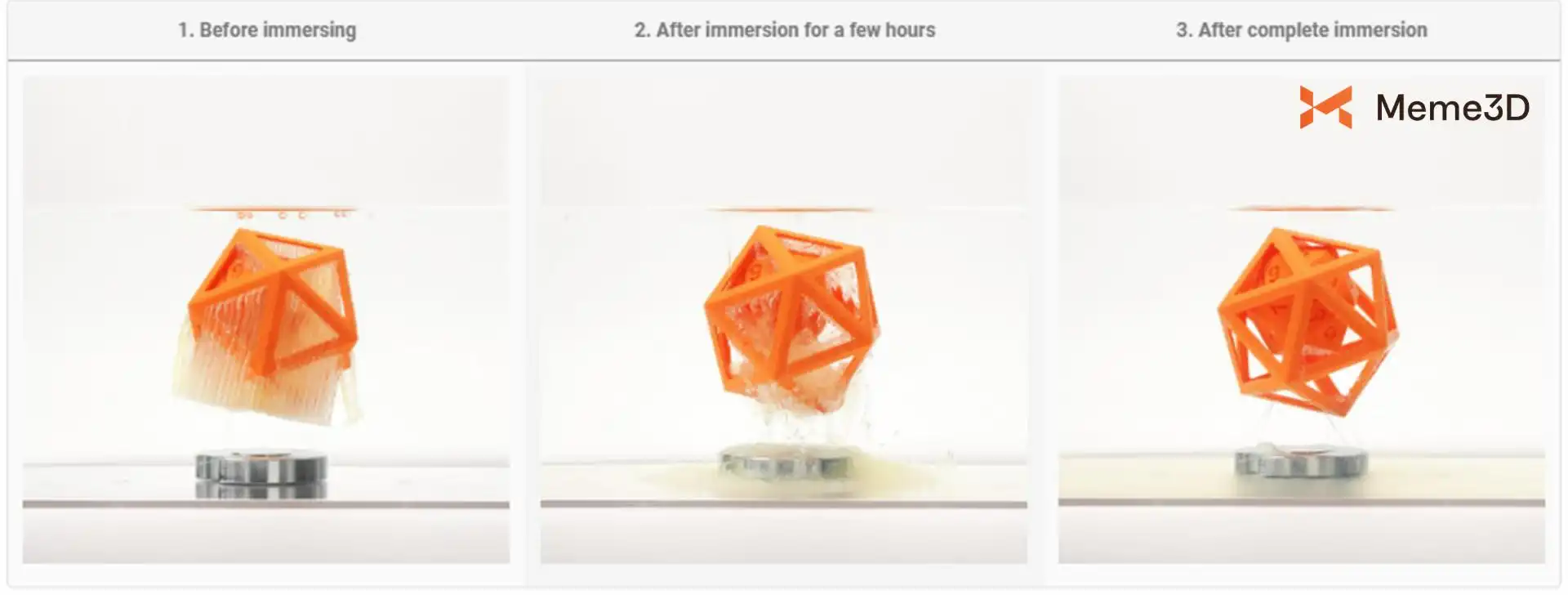
- Support tan trong nước (PVA): Ngâm mô hình vào nước để hòa tan support trong vài giờ. Nước ấm hoặc khuấy nhẹ có thể đẩy nhanh quá trình, nhưng hãy giữ nước dưới 50°C nếu mô hình là nhựa PLA để tránh biến dạng.
Các vấn đề thường gặp và Giải pháp
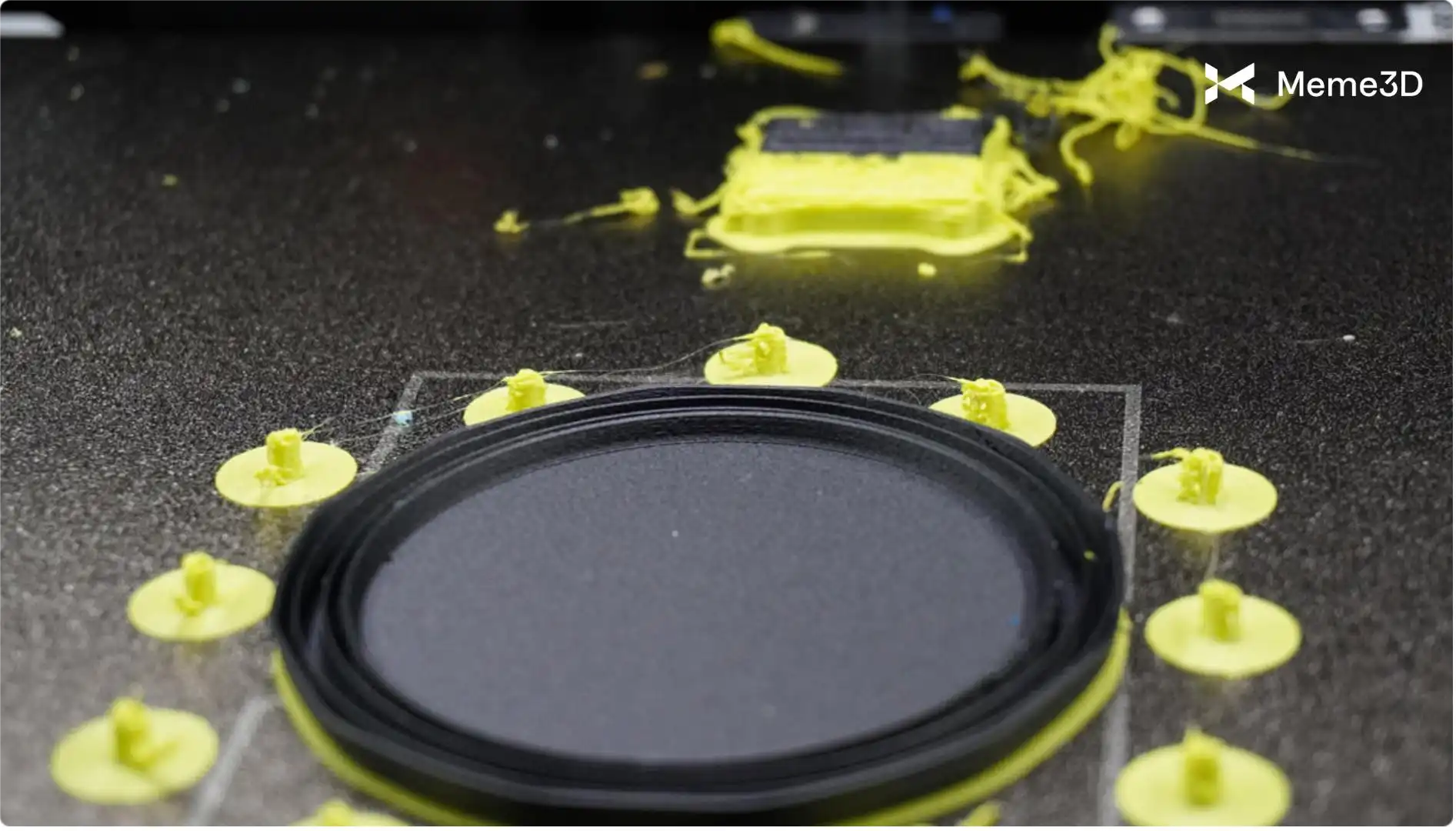
Tắc nghẽn vòi phun / Sự cố đùn nhựa
Triệu chứng: Luồng sợi in kém, hiện tượng kéo sợi hoặc tràn sợi.
Nguyên nhân: Sợi nhựa đỡ bị ẩm bốc hơi trong vòi phun, gây ra sự dao động áp suất.
Giải pháp:
- Sấy khô lại các sợi filament.
- Tiến hành vệ sinh bằng phương pháp kéo nguội hoặc thay thế vòi phun nếu cần.
- Bảo quản phần dây tóc còn lại cùng với chất hút ẩm.
Support khó tháo rời / Độ bám dính cao với mô hình
Triệu chứng: Bộ phận hỗ trợ gắn quá chặt, gây hư hỏng mô hình khi tháo ra.
Nguyên nhân:
Khoảng cách Z giữa giao diện hỗ trợ và mô hình quá nhỏ.
Giá đỡ đã hấp thụ độ ẩm sau khi in.
Giải pháp:
- Tăng tốc độ bắc cầu lên 100–150 mm/giây.
- Tháo bỏ giá đỡ ngay sau khi in.
- Đối với trường hợp dính chặt, hãy làm nóng nhẹ hoặc làm khô vùng bị dính trước khi gỡ bỏ.
- Hãy đảm bảo rằng đầu phun đã chọn được nạp sợi nhựa dùng cho mô hình, chứ không phải sợi nhựa hỗ trợ.
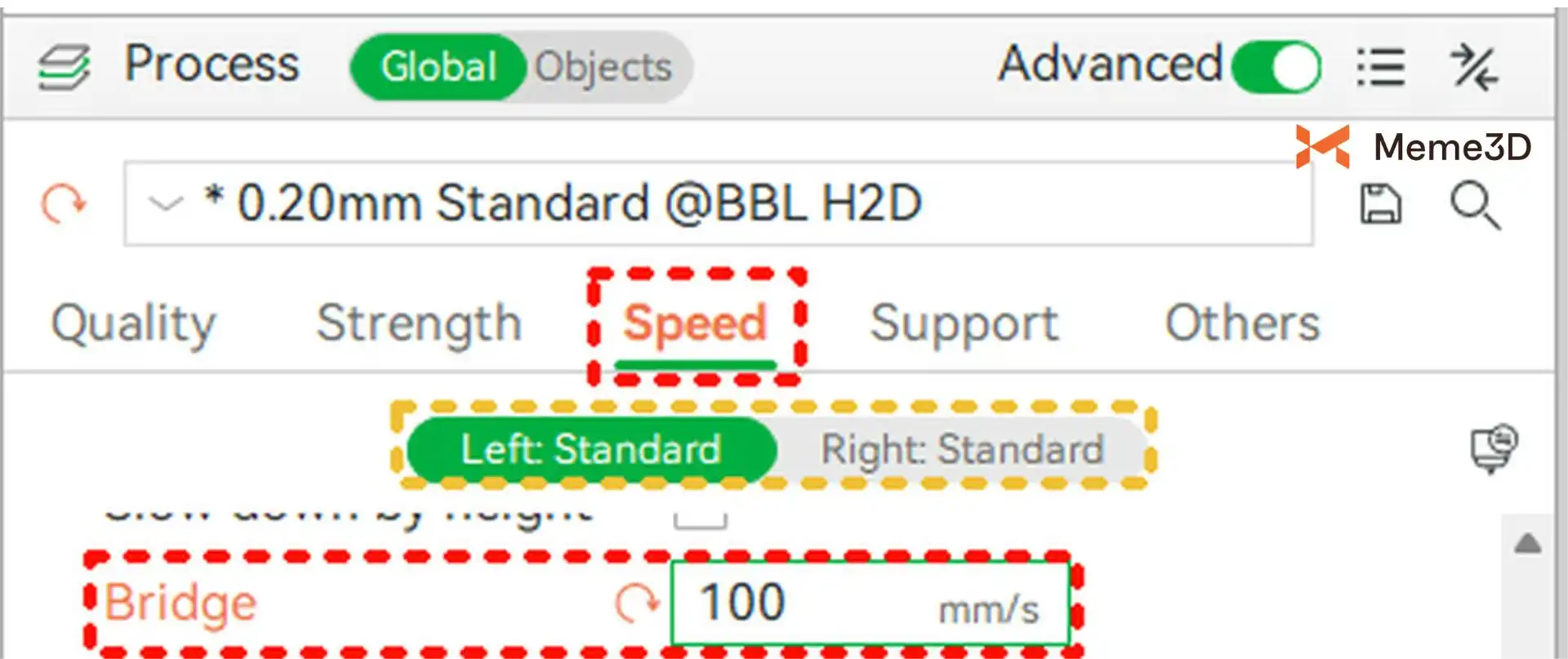
Bridging (In cầu) là gì?
Là việc in một đường nhựa bắc qua một khoảng hở mà không có support bên dưới. Nếu support khó tháo ở các đoạn này, việc tăng tốc độ bridging (100–150 mm/s) sẽ giúp sợi nhựa được kéo căng hơn và nguội nhanh hơn, giảm độ bám dính vào mô hình.
Độ bám dính giữa mô hình và giá đỡ không đủ.
Triệu chứng: Giá đỡ không giữ được mô hình; hiện tượng tách rời xảy ra trong quá trình in.
Nguyên nhân:
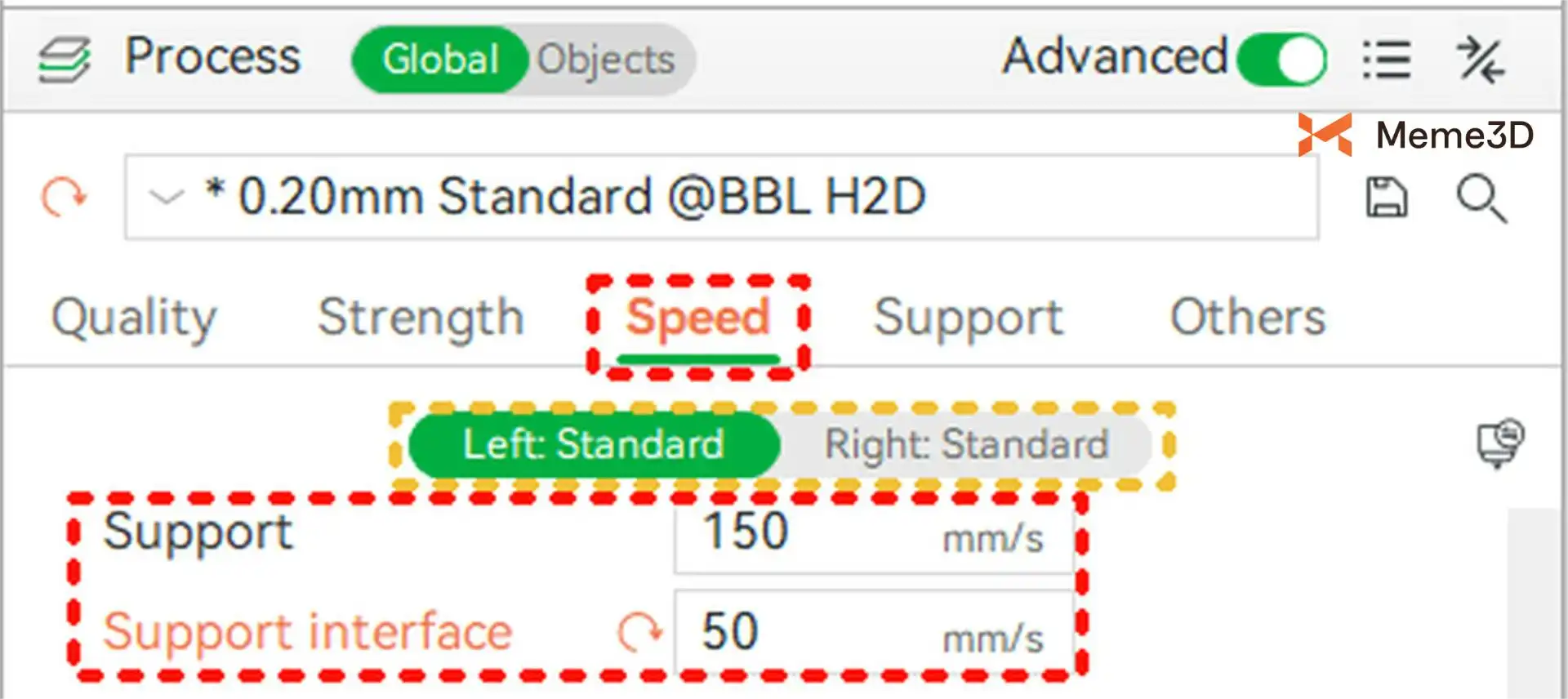
- Giao diện hỗ trợ in quá nhanh.
- Khoảng cách Z phía trên quá lớn.
Giải pháp:
- Giảm tốc độ in của giao diện hỗ trợ để tăng độ bám dính.
- Hãy đảm bảo rằng vòi phun đã chọn được nạp sợi nhựa hỗ trợ, chứ không phải sợi nhựa mô hình.
- Giảm khoảng cách Z phía trên để tăng diện tích tiếp xúc.