Chưa có sản phẩm trong giỏ hàng.
Để đảm bảo hoạt động trơn tru, chất lượng in cao và tuổi thọ lâu dài của máy in P1S, bạn nên thường xuyên bảo dưỡng các bộ phận quan trọng nhất:
Bảo trì cụm đầu in
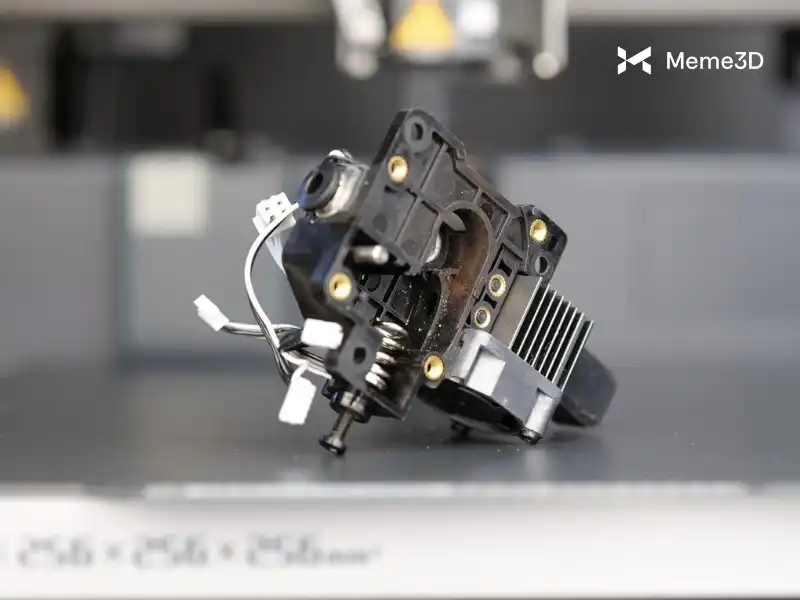
Việc bảo dưỡng cụm đầu in thường xuyên rất quan trọng, vì bộ đùn, vòi phun, quạt làm mát đầu in và quạt làm mát bản in có thể tích tụ sợi nhựa và mảnh vụn theo thời gian. Một cách để loại bỏ mảnh vụn là sử dụng bình khí nén để thổi bay các mảnh sợi nhựa nhỏ.
Nếu giải pháp này không hiệu quả, bạn có thể cần phải tháo rời bộ phận đùn và tiến hành vệ sinh kỹ lưỡng các bộ phận.
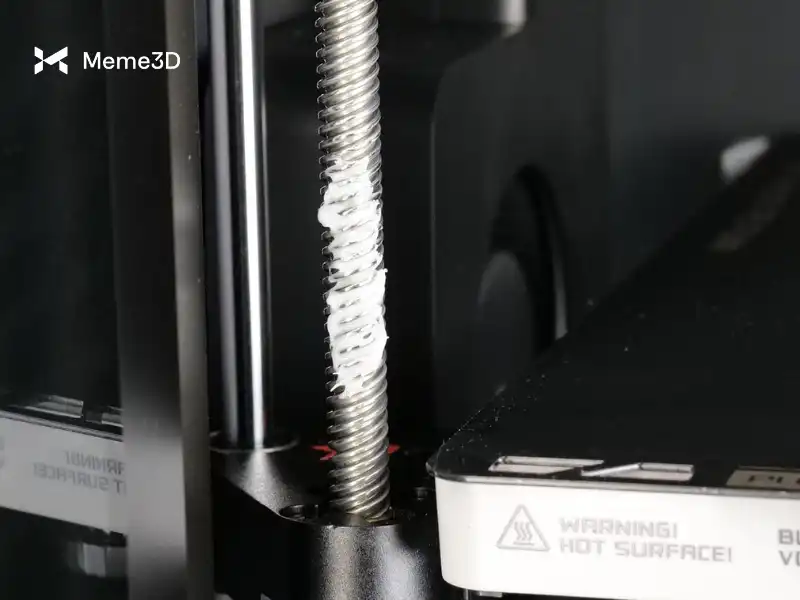
Hình ảnh bên dưới cho thấy bên trong bộ đùn nhựa bị bám đầy bụi bẩn và mảnh vụn sau khoảng 400 giờ in mà không được bảo dưỡng.
Trên Wiki của Bambu Lab có hướng dẫn chi tiết về cách vệ sinh và bôi trơn đầu đùn sau thời gian dài sử dụng. Việc này sẽ giúp giữ cho hệ thống đùn ở trạng thái tốt nhất để đạt được chất lượng in cao.
Bảo dưỡng thanh carbon trục X và điều chỉnh độ căng dây đai
Máy in 3D Bambu Lab P1S sử dụng một cặp thanh sợi carbon kép cho hệ thống chuyển động trục X. Các thanh này nhẹ, cứng cáp và được kết hợp với các bạc lót tự bôi trơn nằm trong đầu in, giúp loại bỏ nhu cầu bôi trơn truyền thống.
Khi in bằng các loại sợi như ABS hoặc ASA, việc vệ sinh các thanh carbon nên được thực hiện thường xuyên hơn, lý tưởng nhất là sau khi in khoảng 7-10 cuộn nhựa, vì một số hợp chất hữu cơ dễ bay hơi (VOC) thải ra trong quá trình in có thể bám vào các thanh carbon.
Điều cực kỳ quan trọng là không được bôi bất kỳ loại mỡ, dầu hoặc chất bôi trơn nào lên các thanh carbon này. Không giống như các thanh kim loại có ổ trục tuyến tính, thanh carbon hoạt động trên bề mặt tiếp xúc khô ráo, được kiểm soát ma sát. Việc thêm bất kỳ chất bôi trơn nào có thể thu hút bụi, làm hỏng các bạc lót, gây kẹt hoặc thậm chí dẫn đến hỏng hóc cơ học và chất lượng in kém.
Khi quá trình vệ sinh hoàn tất, các dây đai cũng được căng lại. Để đạt hiệu quả tốt nhất, chúng tôi đặc biệt khuyến nghị nên thực hiện cả hai thao tác này cùng một lúc.
Quy trình làm sạch
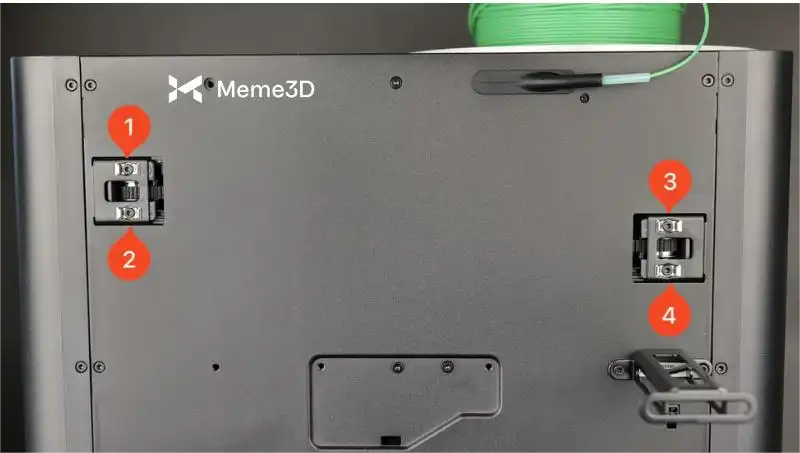
Bước đầu tiên trong việc vệ sinh các thanh carbon là nới lỏng bốn ốc vít ở phía sau giữ chặt bộ căng đai. Bước này rất quan trọng vì nó cho phép đầu in di chuyển dễ dàng hơn trong quá trình vệ sinh và giúp đảm bảo độ căng đai được điều chỉnh đều sau khi hoàn tất.
Không cần tháo các ốc vít. Chỉ cần nới lỏng chúng.
Thấm một lượng lớn cồn isopropyl (IPA) vào khăn lau sợi nhỏ sạch hoặc khăn giấy lau trực tiếp lên các thanh carbon, sau đó di chuyển tay nhẹ nhàng dọc theo chiều dài của mỗi thanh để loại bỏ bụi bẩn. Nên lặp lại bước này 2-3 lần, cho đến khi không còn cặn bẩn trên khăn lau.

Ngoài ra, nên di chuyển đầu in dọc theo trục X vài lần, với các thanh carbon đã được ngâm trong IPA, để giúp làm sạch bên trong các bạc lót.

Sau khi quá trình làm sạch hoàn tất, di chuyển trục X tiến lùi dọc theo trục Y vài lần, sau đó đẩy nó về phía sau máy in.

Tiếp theo, siết chặt các vít điều chỉnh độ căng dây đai cho đến khi bạn cảm thấy có lực cản nhẹ, cẩn thận không siết quá chặt để tránh gây hư hỏng hoặc các vấn đề khi in ấn.
Sau khi hoàn tất, hãy thực hiện hiệu chỉnh đầy đủ từ menu của máy in và bạn đã sẵn sàng để in lại!
Video hướng dẫn minh họa quy trình phun IPA lên các thanh carbon có sẵn bên dưới:
https://www.youtube.com/watch?v=0T43m4FB854
Bảo trì trục Y P1S
Trục Y sử dụng các thanh dẫn hướng tuyến tính, cần được vệ sinh và bôi trơn định kỳ. Chu kỳ bảo dưỡng cho các thanh dẫn hướng trục Y không cần thực hiện thường xuyên như trục X, nhưng vẫn rất quan trọng nếu thực hiện sau vài trăm giờ in.
Để làm vậy, trước tiên hãy lau các thanh bằng khăn giấy sạch để loại bỏ bụi bẩn hoặc chất gây ô nhiễm.

Sau khi làm sạch các thanh, thoa một ít dầu lên một miếng vải sợi nhỏ, sau đó lau cẩn thận lên các thanh. Tránh thoa quá nhiều dầu vì nó có thể nhỏ giọt lên dây đai, điều này cần tránh.
Bảo trì trục Z
Đối với trục Z, có hai bộ phận cần được vệ sinh và bảo dưỡng định kỳ. Đó là ba thanh dẫn hướng tuyến tính và ba vít me dẫn hướng.
Chúng ta hãy bắt đầu với các thanh dẫn hướng tuyến tính. Giống như trục Y, các thanh dẫn hướng cần được làm sạch trước bằng khăn giấy sạch hoặc vải sợi nhỏ. Bắt đầu bằng cách hạ bàn nhiệt xuống vị trí thấp nhất, sau đó lau nhẹ nhàng để loại bỏ bụi bẩn hoặc chất gây ô nhiễm.

Sau khi đã lau sạch, hãy thấm một ít dầu vào một miếng vải sợi mảnh (microfiber), sau đó thoa đều lên toàn bộ bề mặt của thanh trục.

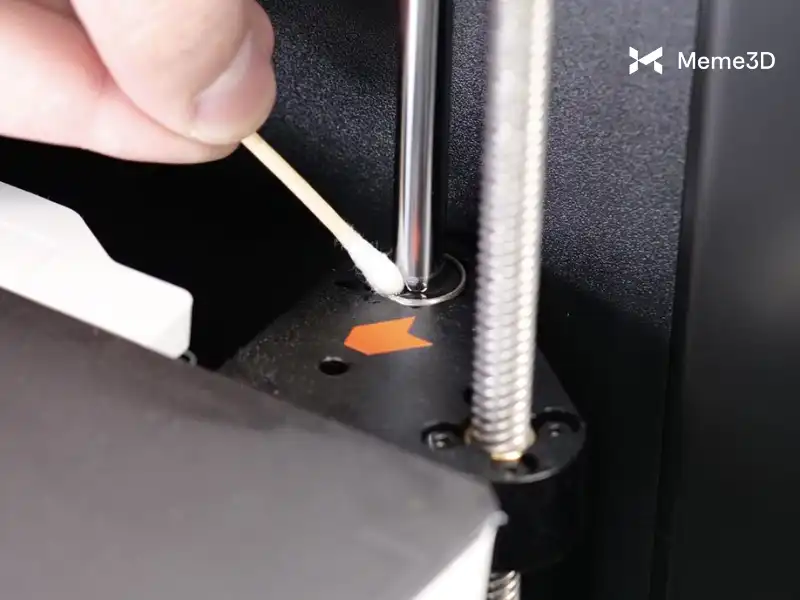
Tránh bôi quá nhiều dầu vì dầu có thể nhỏ giọt lên ổ trục. Nếu điều đó xảy ra, hãy dùng tăm bông để lau sạch lượng dầu thừa.
Lặp lại quy trình tương tự cho cả ba thanh dẫn nhiệt, sau đó di chuyển bàn nhiệt lên vị trí cao nhất.
Đối với trục vít dẫn hướng, chúng ta sẽ sử dụng loại mỡ bôi trơn đi kèm, được đựng trong các gói màu vàng trong hộp phụ kiện của bạn.
Bôi một lớp mỡ mỏng dọc theo toàn bộ chiều dài của trục vít. Tránh bôi quá nhiều, vì mỡ sẽ tích tụ dưới đai ốc trục vít, đây là điều cần tránh.

Thực hiện thao tác này cho cả ba trục vít dẫn hướng, sau đó di chuyển bàn nhiệt xuống đáy máy in và lặp lại thao tác cho phần trên cùng của ba trục vít dẫn hướng.
Sau khi bôi mỡ, sử dụng các nút trên màn hình để di chuyển bàn nhiệt lên xuống 2-3 lần, sao cho mỡ được trải đều trên trục vít.
Sau đó, chỉ cần dùng tăm bông lau sạch phần dầu mỡ thừa như hình minh họa.

Như vậy là quá trình bảo trì trục Z đã hoàn tất.
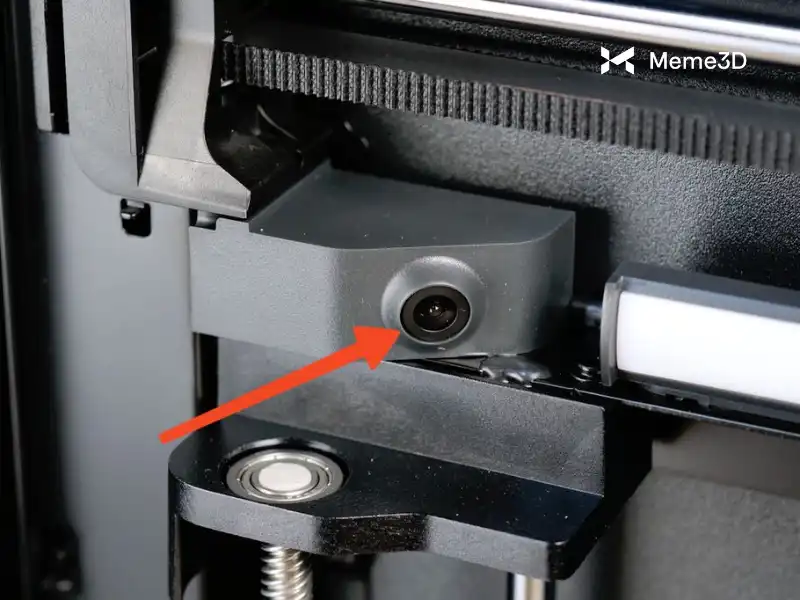
Ống kính camera
Theo thời gian, ống kính camera có thể bị mờ do tích tụ bụi bẩn. Điều này thường xảy ra nhiều hơn khi in bằng sợi ABS hoặc ASA. Nên vệ sinh ống kính cùng lúc với việc vệ sinh thanh carbon, bằng cách lau ống kính bằng cồn isopropyl (IPA) và một miếng vải sạch.
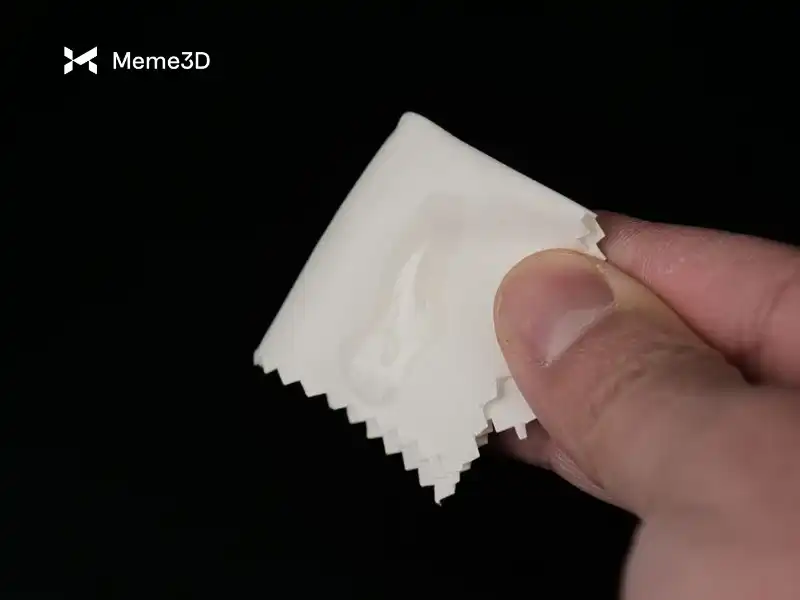
Cần gạt nhựa thừa
Bộ phận gạt nhựa thừa, nằm trong ống dẫn nhựa thải, là một phần quan trọng trong việc làm sạch đầu vòi phun trước khi bắt đầu in hoặc trong quá trình in nhiều màu. Theo thời gian, bộ phận gạt nhựa thừa có thể bị mòn. Hãy thường xuyên kiểm tra bộ phận gạt nhựa thừa và nếu phát hiện hư hỏng, chỉ cần thay thế bằng một trong những phụ tùng thay thế có trong gói sản phẩm.
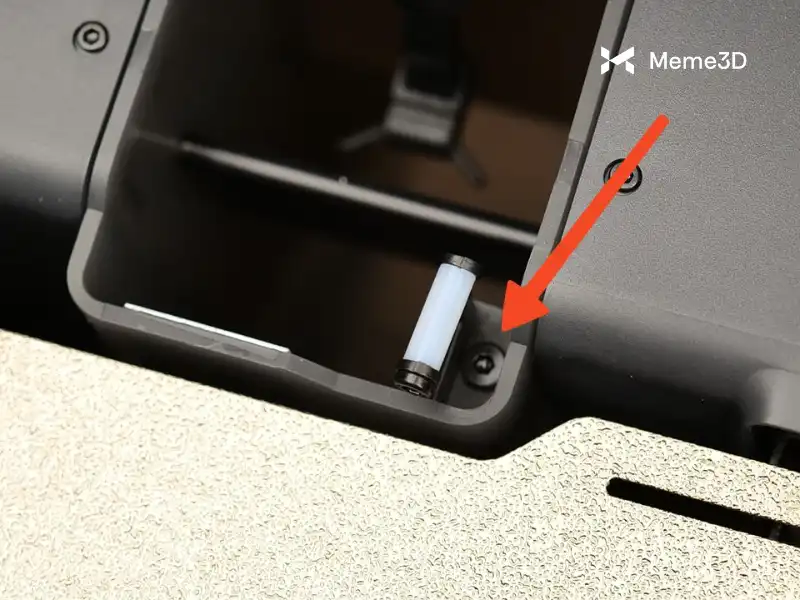
Quá trình này rất đơn giản – chỉ cần tháo vít giữ cần gạt nhựa cũ, sau đó lắp cần gạt nhựa mới vào. Chỉ cần lưu ý không siết quá chặt vít, vì vít được vặn trực tiếp vào nhựa. Siết quá chặt có thể làm hỏng ren và gây ra sự cố.
ống PTFE
Theo thời gian, các ống PTFE được sử dụng trên máy in cũng có thể bị mòn và cần được thay thế để đảm bảo máy in tiếp tục hoạt động trơn tru. Các ống PTFE bị mòn theo thời gian do ma sát tạo ra bởi sợi nhựa khi di chuyển bên trong. Một số loại sợi nhựa, như loại có pha sợi carbon hoặc loại phát sáng trong bóng tối, sẽ làm tăng tốc độ mòn của các ống PTFE.
Để tháo ống PTFE, chỉ cần dùng cờ lê lục giác ấn xuống khớp nối ống, như hình bên dưới. Trong khi ấn khớp nối xuống, ống có thể dễ dàng được kéo ra. Khi thực hiện thao tác này, hãy cẩn thận để không làm hỏng cáp dẹt màu đen của cảm biến dây tóc.
Cần lưu ý rằng bạn cũng có thể ấn vào giá đỡ bằng nhựa màu đen để tháo ống ra, nhưng bạn có thể cần nới lỏng hai ốc vít giữ nó ở vị trí trước khi thực hiện thao tác này.
