Chưa có sản phẩm trong giỏ hàng.
Việc in ấn với máy in P1S và hệ thống AMS cho phép bạn in tối đa 16 màu cùng một lúc, nhưng một trong những nhược điểm là lượng vật liệu thải trong quá trình làm sạch giữa các màu cũng sẽ tăng lên.
Mỗi khi thay sợi nhựa in, sợi nhựa sẽ được cắt phía trên vòi phun, hệ thống AMS sẽ thu hồi sợi nhựa cũ, sau đó sợi in màu mới được đẩy vào bên trong vòi phun. Phần nhựa còn lại bên trong vòi phun cần được đẩy ra ngoài để quá trình chuyển đổi màu sắc diễn ra từ màu cũ sang màu mới.
Quá trình này được thực hiện cho mỗi lớp có màu khác nhau và có thể diễn ra nhiều lần cho một lớp, số lần lặp lại tăng lên với mỗi màu có trên lớp đó.
Nói một cách đơn giản, nếu mô hình được in có 4 sợi filament ở cùng một lớp, hệ thống AMS sẽ cần phải thay sợi filament 4 lần cho một lớp, dẫn đến việc phải làm sạch sợi filament nhiều hơn.
Có một số thủ thuật bạn có thể sử dụng để giảm thiểu lượng sợi nhựa thừa và chúng ta sẽ thảo luận từng thủ thuật một ở phần dưới đây.
In nhiều mô hình giống hệt nhau cùng một lúc
Tùy thuộc vào loại mô hình, bạn có thể tiết kiệm vật liệu in bằng cách in nhiều mô hình cùng một lúc.
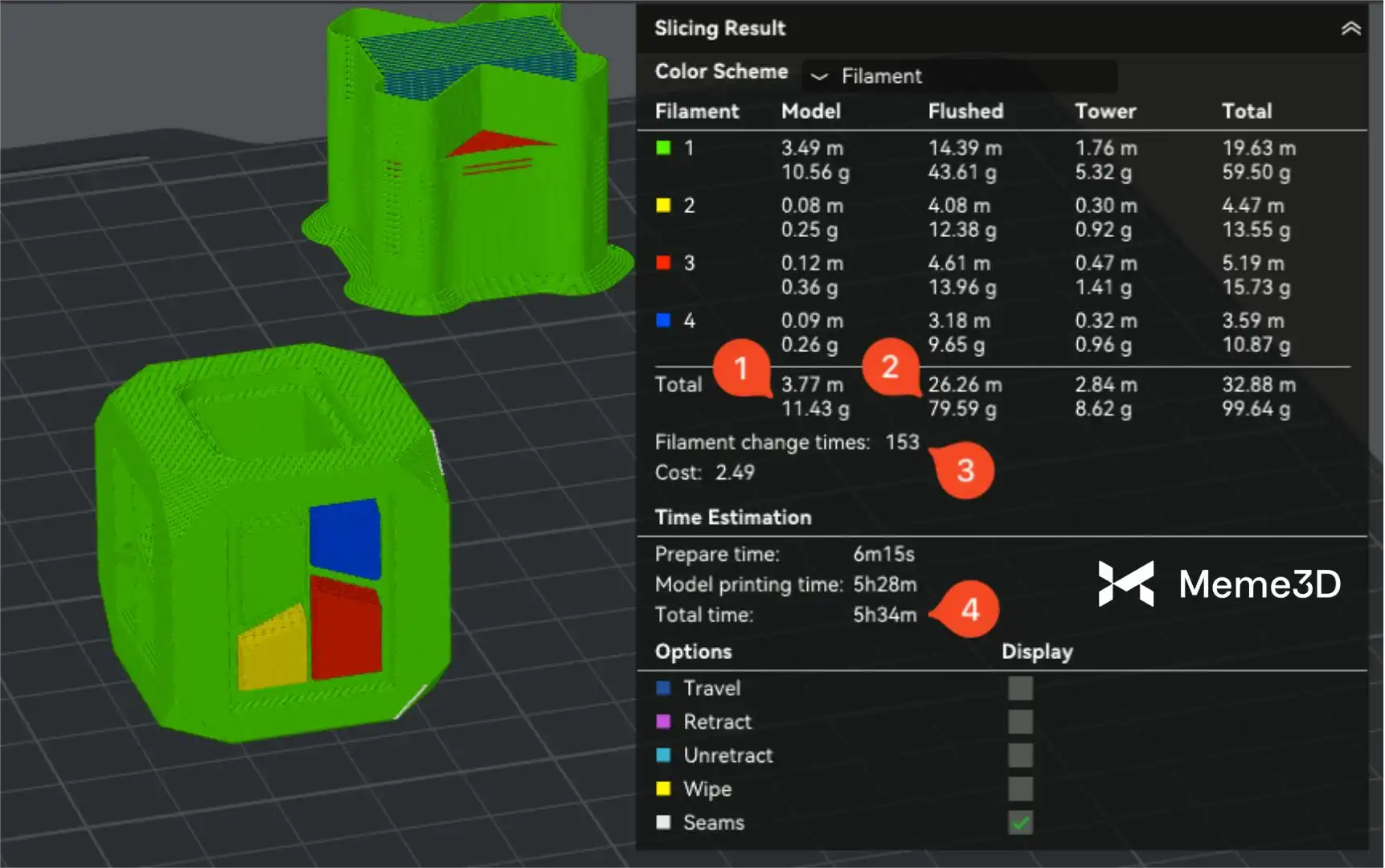
Sử dụng khối lập phương này với bốn màu được cấu hình sẵn, nếu bạn in một mô hình duy nhất mà cần thay sợi nhựa 153 lần, bạn sẽ có các thông số sử dụng như sau:
- Đã sử dụng 11,43 g sợi nhựa cho mô hình.
- 79,59 g sợi đốt được sử dụng để xả màu
- 153 lần thay đổi sợi đốt
- Thời gian in: 5 giờ 34 phút/mẫu
Như đã đề cập trước đó, mỗi lần thay đổi màu sắc sẽ có một quá trình làm sạch. Nhưng nếu bạn tăng số lượng mô hình giống nhau được in cùng một lúc, việc thay đổi màu sắc sẽ vẫn giữ nguyên vì khi bạn thay đổi sợi in, bạn sẽ in bằng cùng một màu cho tất cả các mô hình, do đó tiết kiệm được rất nhiều thời gian và nhựa in.
Áp dụng cùng ví dụ đó để in 9 khối lập phương giống hệt nhau, các thông số sử dụng sẽ như sau:
- Đã sử dụng 102,12 g sợi nhựa cho các mô hình (~11,34 g/mô hình)
- 79,59 g sợi nhựa dùng để in màu (lượng tương đương với một mô hình đơn lẻ)
- 153 lần thay sợi in (tương đương với số lần thay cho một mô hình đơn lẻ)
- Thời gian in: 8 giờ 46 phút (~59 phút/mẫu)

Xả nhựa vào phần ruột
Một cách tuyệt vời khác để tiết kiệm thêm vật liệu in khi in nhiều màu là bật tính năng ”Lấp đầy vật thể bằng sợi nhựa” trong Bambu Studio, có sẵn trong tab “Others”.
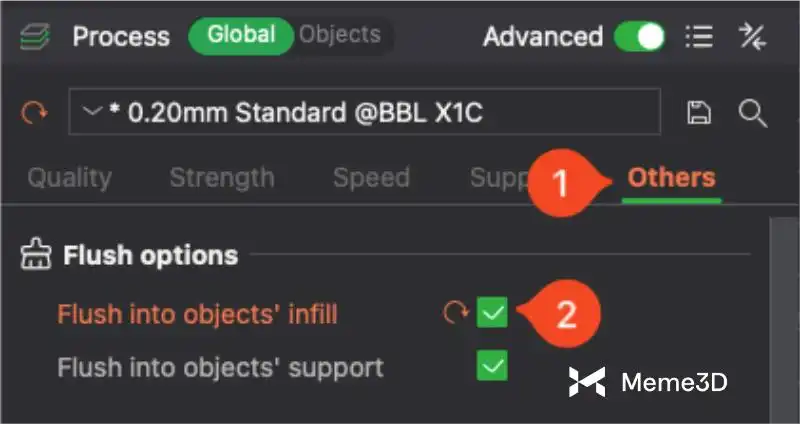
Khi tính năng này được bật, lượng sợi nhựa dùng để xả sẽ ít hơn, vì một phần sợi nhựa sẽ được sử dụng để in phần ruột của mô hình. Vì phần ruột sẽ không hiển thị, nên việc xả hết hoàn toàn màu sợi nhựa trước đó trước khi bắt đầu in không quá quan trọng.
Sử dụng ví dụ khối lập phương 9 cạnh như trước, các thông số sử dụng sẽ như sau:
- Đã sử dụng 102,12 g sợi nhựa cho các mô hình (giống như khi không bật tính năng này).
- 64,18 g sợi đốt được sử dụng để xả màu (lượng xả thấp hơn)
- 153 lần thay dây tóc (số lần thay tương tự như đối với mô hình đơn hoặc đa mô hình)
- Thời gian in: 8 giờ 29 phút (~57 phút/mẫu)
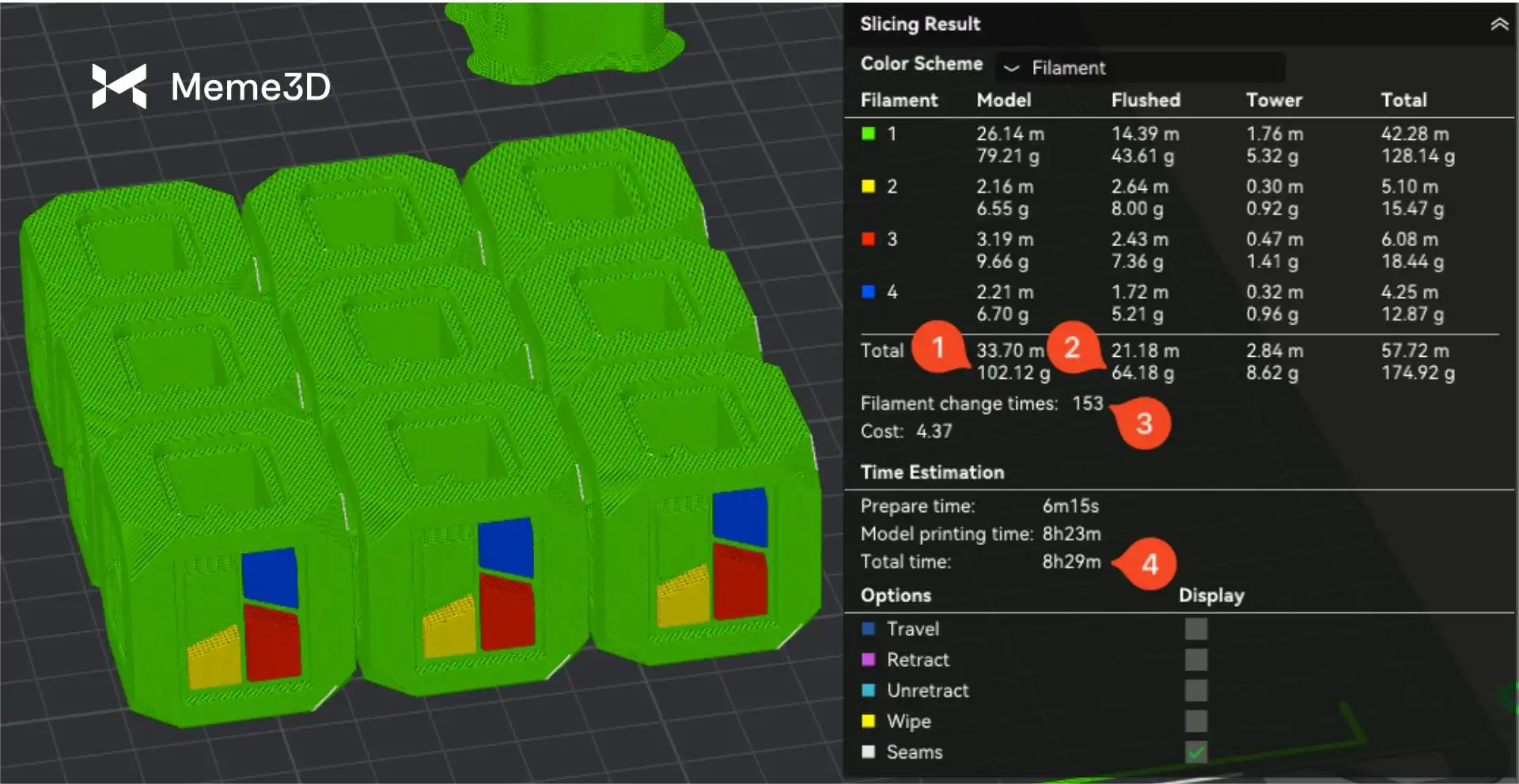
Có thể tiết kiệm được nhiều hơn đối với các mô hình cần lượng nhựa lấp đầy lớn hơn.
Sử dụng chiều cao lớp in lớn hơn
Nếu mô hình của bạn không cần độ phân giải dọc cao, bạn có thể giảm lượng sợi nhựa thừa bằng cách tăng chiều cao lớp in. Trong các ví dụ trước, chiều cao lớp in được sử dụng là 0,2mm.
Việc tăng chiều cao lớp in từ 0,2mm lên 0,24mm sẽ làm giảm lượng sợi nhựa bị thừa và cũng giảm số lần thay sợi nhựa.
- Sử dụng ví dụ 9 khối lập phương như trước nhưng được cắt ở độ cao lớp 0,24mm, cách sử dụng sẽ như sau:
- Đã sử dụng 102,46 g sợi nhựa cho các mô hình.
- 50,23 g sợi đốt được sử dụng để xả màu (lượng xả ít hơn)
- 126 lần thay dây tóc (số lần thay dây tóc thấp hơn)
- Thời gian in: 7 giờ 3 phút (~47 phút/mẫu)
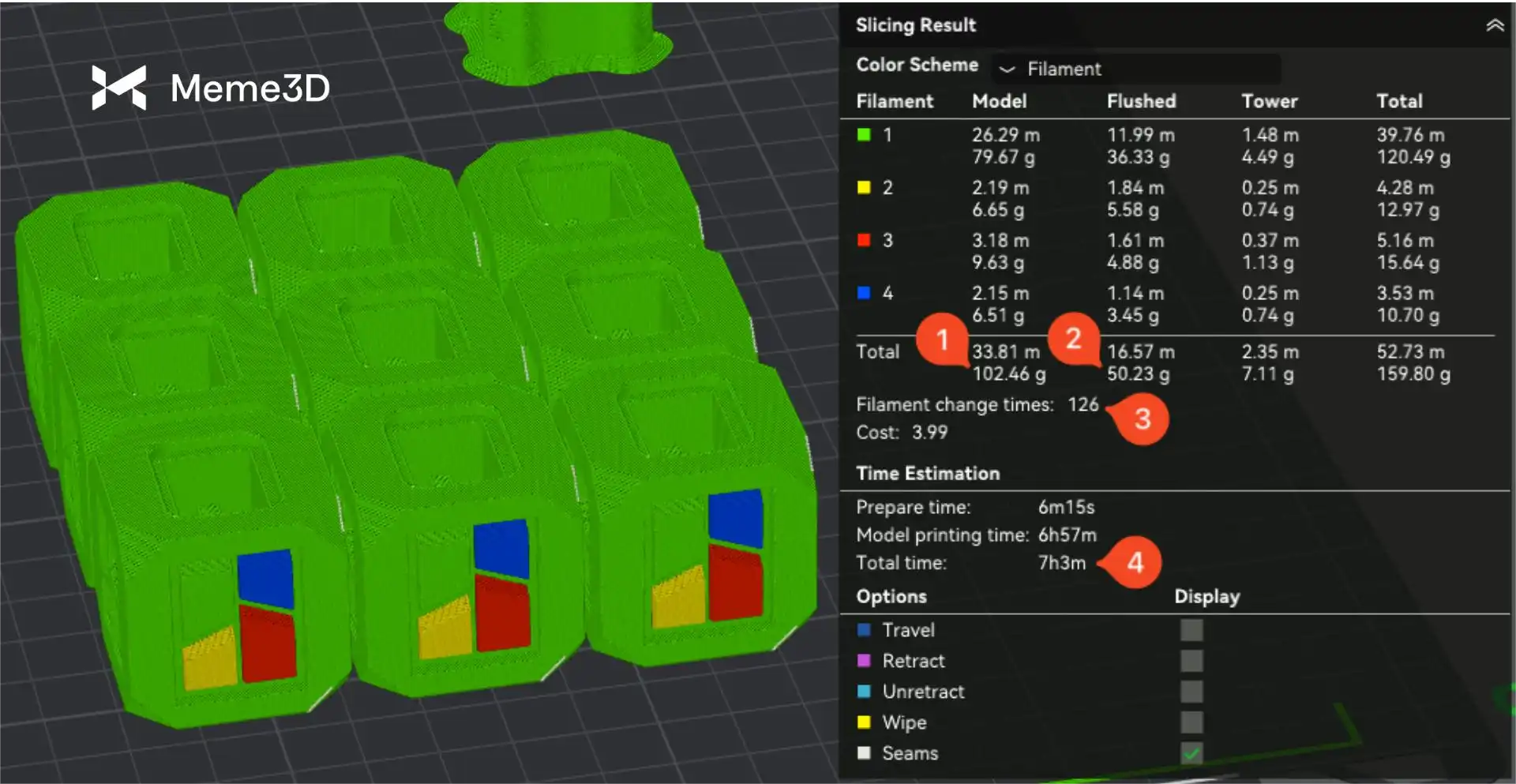
Điều quan trọng cần biết là việc giảm chiều cao lớp in sẽ gây ra tác dụng ngược lại, làm tăng lượng sợi in bị thải ra và tăng thời gian in.
Sử dụng ví dụ 9 khối lập phương như trước nhưng được in ở độ cao lớp 0,16mm, các thông số sử dụng sẽ như sau:
- Đã sử dụng 104,82 g sợi nhựa cho các mô hình (tăng nhẹ)
- 83,83 g sợi đốt được sử dụng để xả màu (tăng đáng kể)
- 191 thay đổi sợi đốt (tăng đáng kể)
- Thời gian in: 10 giờ 42 phút (~71 phút/mẫu)
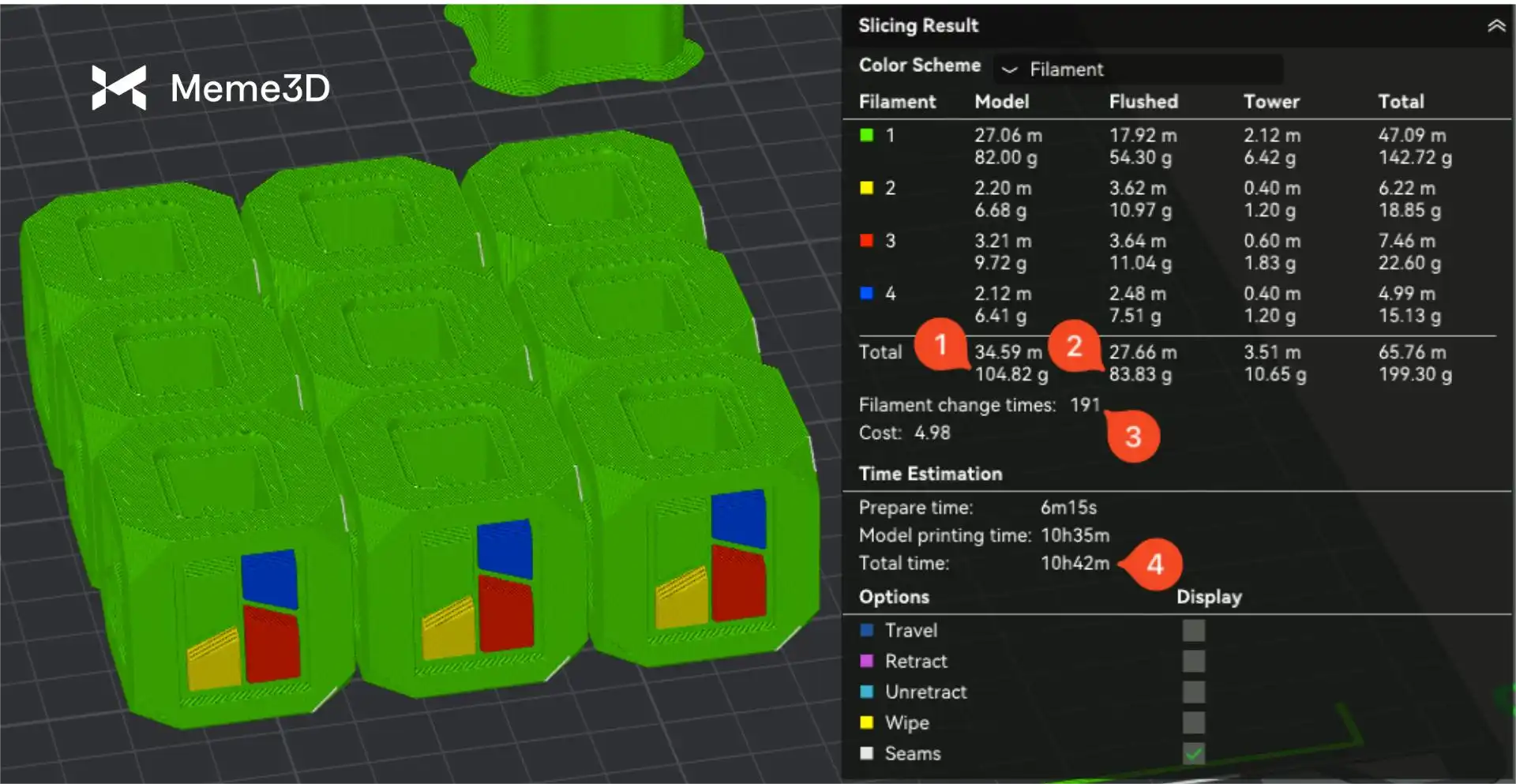
Mặc dù số lượng nhựa sử dụng đã tăng lên, nhưng điều này mang lại lợi ích là độ phân giải của mô hình cao hơn. Việc tăng số lượng mô hình được in cùng lúc có thể giúp phân bổ lượng sợi in thừa cho tất cả các mô hình, từ đó giúp giảm chi phí trên mỗi mô hình.
Không nên trộn lẫn các mẫu khác nhau trong cùng một lượt in.
Bạn có thể nghĩ rằng việc tăng số lượng mẫu mã sẽ dẫn đến giảm lãng phí. Nhưng điều này có thể không chính xác nếu bạn kết hợp các mẫu khác nhau với các tính năng khác nhau hoặc với các vị trí màu sắc khác nhau.
Dựa trên thông tin đã chia sẻ trước đó, việc thay đổi sợi nhựa diễn ra ở mỗi lớp và có thể xảy ra nhiều lần tùy thuộc vào số lượng màu sắc, cần lưu ý rằng việc trộn lẫn các mô hình có tính năng và màu sắc khác nhau có thể ảnh hưởng lớn đến thời gian in và lượng vật liệu thừa.
Sử dụng ví dụ 9 khối lập phương như trước, được ở độ cao lớp 0,20mm, nhưng với một khối lập phương duy nhất được xoay và màu sắc không khớp, các thông số sử dụng sẽ như sau:
- Đã sử dụng 102,14 g sợi nhựa cho các mô hình.
- Đã sử dụng 118,12 g sợi đốt để xả màu (gần gấp đôi lượng cần xả).
- 284 lần thay dây tóc (nhiều hơn gấp đôi số lần thay dây tóc thông thường)
- Thời gian in: 12 giờ 31 phút (~84 phút/mẫu)
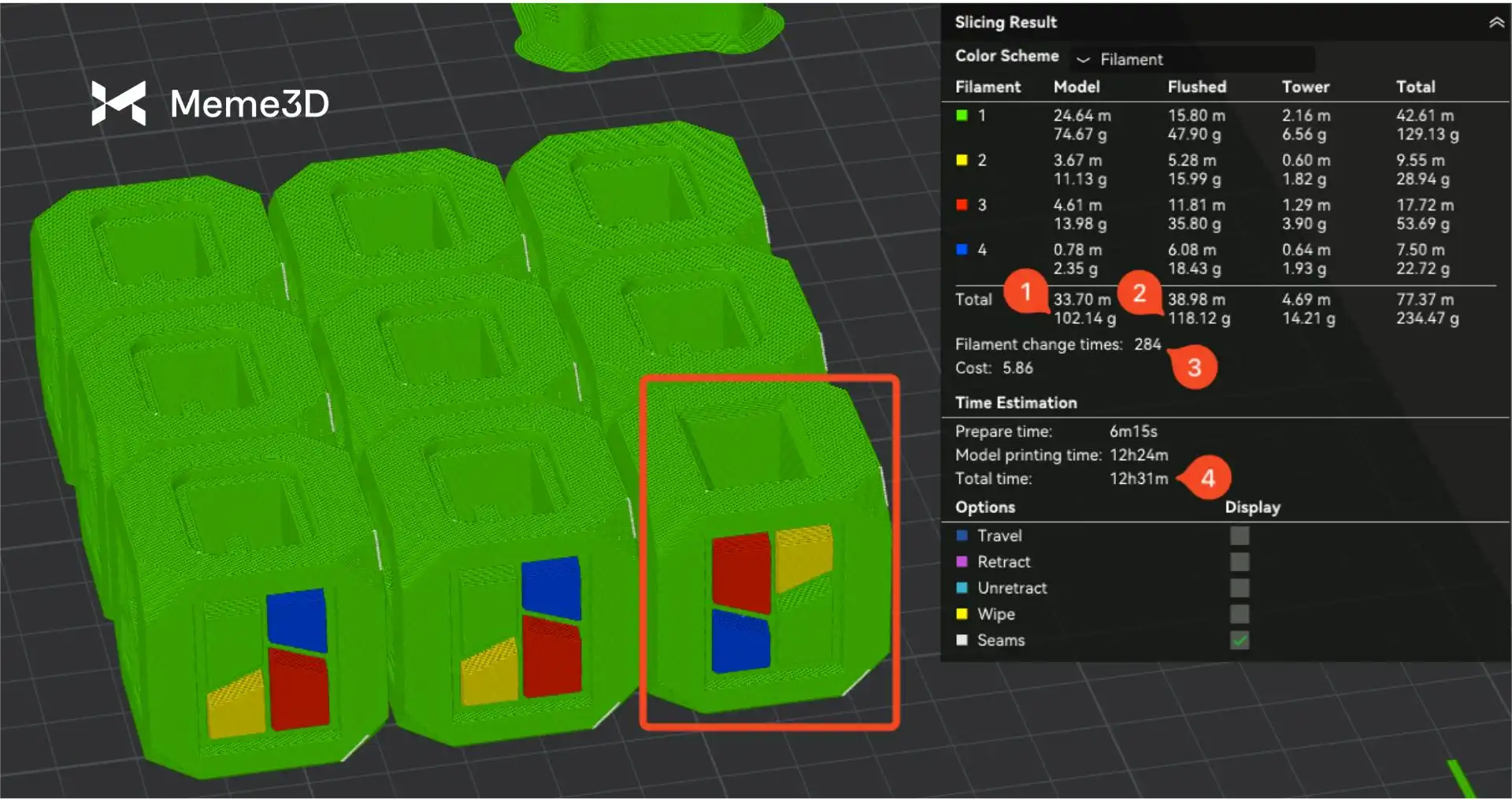
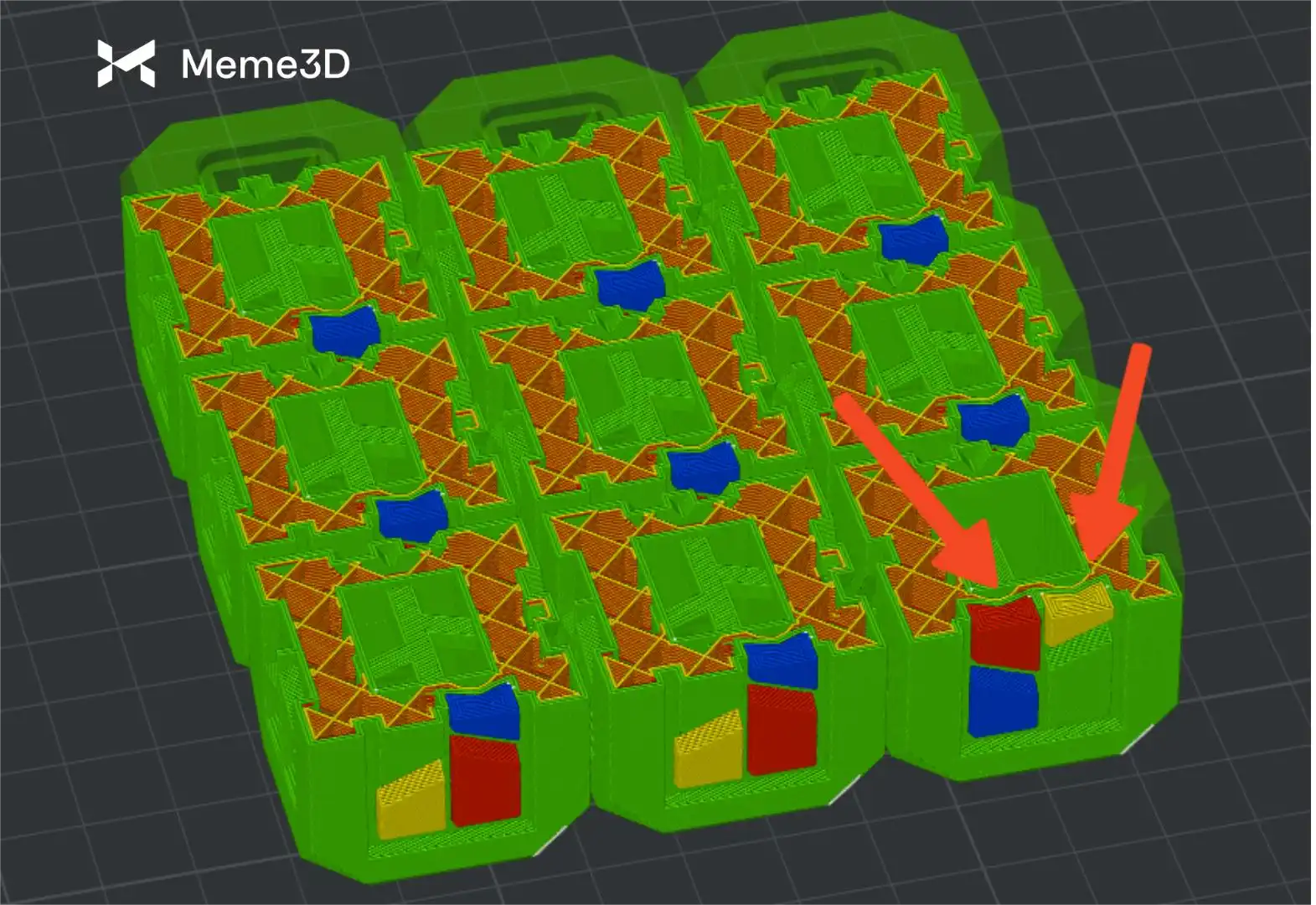
Như hình ảnh bên dưới cho thấy, do việc thêm hai màu khác nhau vào cùng một mô hình, ở vị trí lớp khác nhau, máy in sẽ cần thực hiện thêm các thao tác thay đổi màu để in khối lập phương có màu khác:
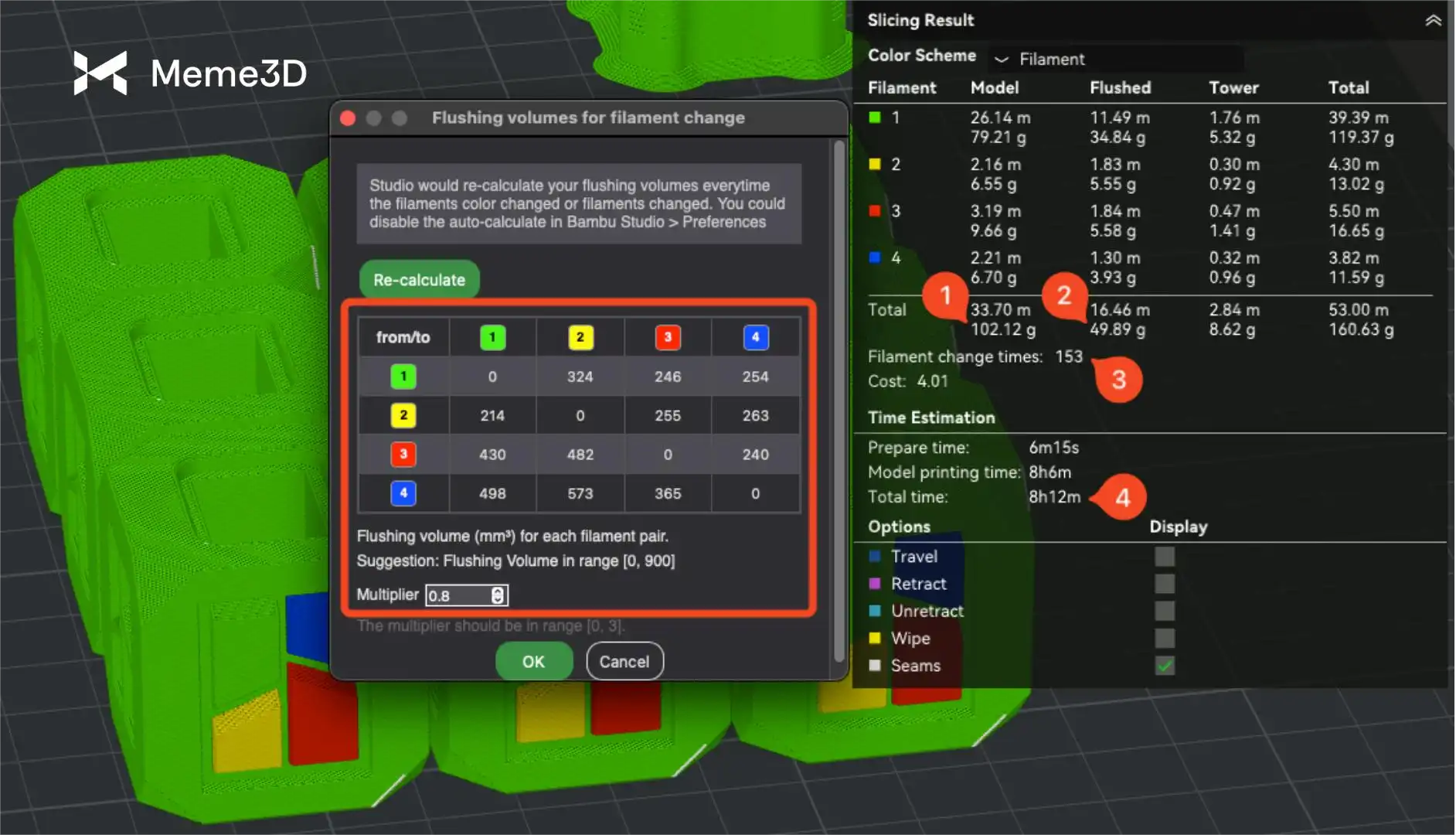
Điều chỉnh lượng nhựa xả cho phù hợp
Để đảm bảo khả năng tương thích rộng rãi với nhiều loại sợi in khác nhau trên thị trường và đảm bảo kết quả in sạch, thể tích xả nhựa được cấu hình trong Bambu Studio sẽ cao hơn một chút.
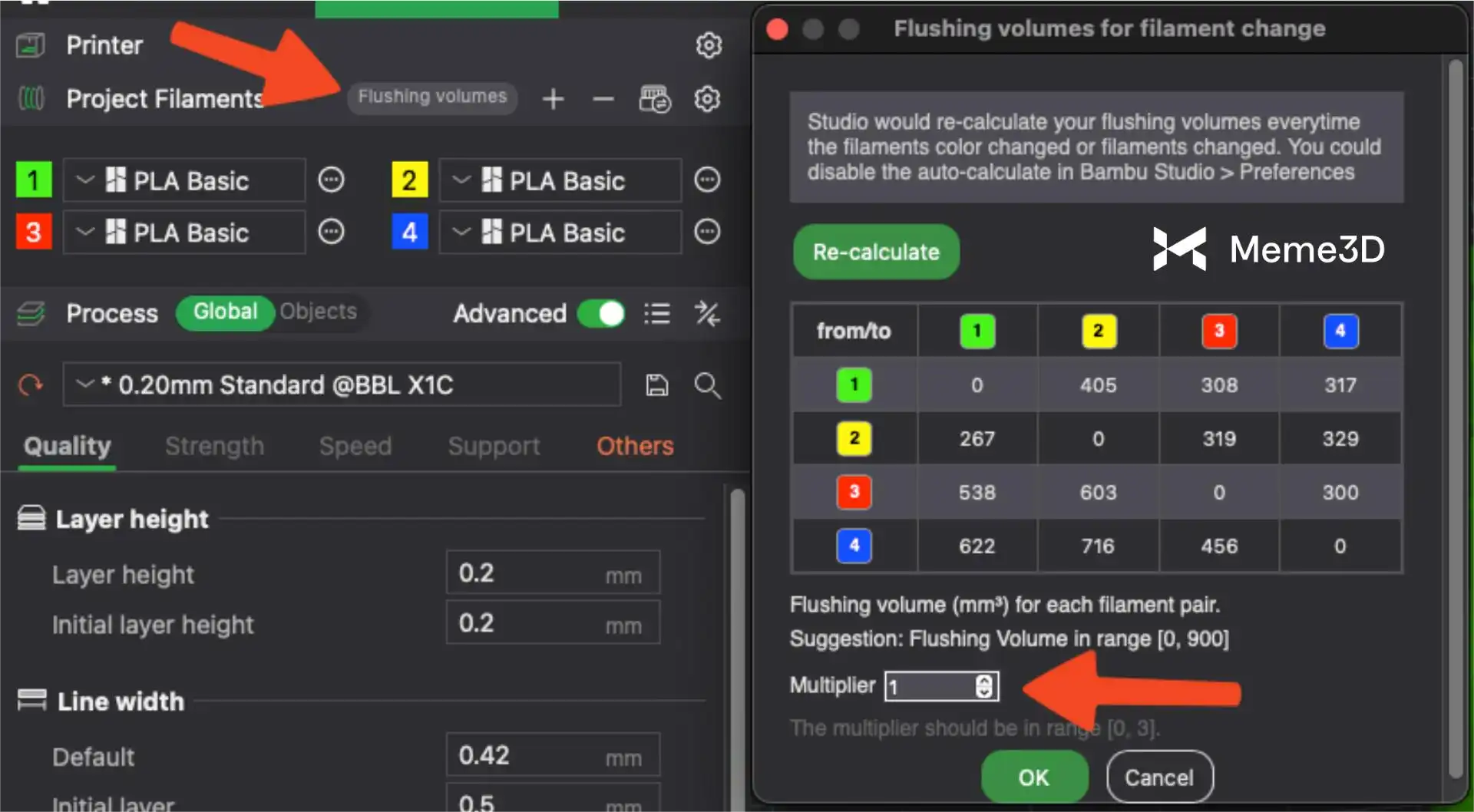
Các giá trị mặc định được phần mềm cắt lát tự động tính toán để đảm bảo không có hiện tượng lem màu giữa các sợi nhựa in.
Bạn có thể thử giảm hệ số xả (Flush Multiplier) từ 1 (mặc định) xuống giá trị khoảng 0.8-0.9. Điều này sẽ làm giảm nhẹ lượng sợi nhựa được xả giữa mỗi màu, nhưng lại làm tăng khả năng các màu sợi nhựa bị trộn lẫn, điều này đặc biệt dễ nhận thấy khi chuyển từ màu tối sang màu sáng.
Sử dụng ví dụ 9 khối lập phương như trước, được cắt ở độ cao lớp 0,2mm, các thông số sử dụng sẽ như sau:
- Đã sử dụng 102,12 g sợi nhựa cho các mô hình.
- 49,89 g sợi đốt được sử dụng để xả màu (lượng xả thấp hơn)
- 153 lần thay đổi sợi đốt
- Thời gian in: 8 giờ 12 phút