Chưa có sản phẩm trong giỏ hàng.
Kéo nguội là gì?
Kỹ thuật kéo nguội là một phương pháp bảo trì trong in 3D được sử dụng để làm sạch bên trong vòi phun của máy in bằng cách loại bỏ mảnh vụn, tắc nghẽn hoặc sợi nhựa thừa. Quá trình này bao gồm việc làm nóng vòi phun để làm mềm sợi nhựa, sau đó làm nguội để sợi nhựa đông cứng một phần, rồi kéo nó ra để loại bỏ các chất gây ô nhiễm.
Sợi nhựa hoạt động như một “nút bịt” liên kết với cặn bẩn bên trong vòi phun trong giai đoạn làm nguội. Việc rút sợi nhựa ra sẽ giúp loại bỏ các chất bẩn, chẳng hạn như sợi nhựa bị cháy, bụi bẩn hoặc các vật cản nhỏ.
Thực hiện quy trình kéo nguội thường xuyên giúp khôi phục dòng chảy sợi nhựa thích hợp để đảm bảo quá trình đùn nhựa diễn ra đều đặn và giúp ngăn ngừa các lỗi in như thiếu nhựa hoặc các đường in không đồng nhất. Nên thực hiện việc này định kỳ, đặc biệt là khi chuyển từ loại sợi nhựa này sang loại sợi nhựa khác.
Những điều quan trọng cần biết
- Bạn có thể thực hiện kéo nguội với nhiều loại sợi in khác nhau và nhiệt độ sử dụng cũng khác nhau tùy thuộc vào loại sợi in. Ví dụ dưới đây sử dụng PLA, nhưng bạn cũng có thể thực hiện với Nylon, ABS, ASA, v.v.
- Nếu có vật cản bên trong đầu phun, bạn có thể không thực hiện được thao tác này trước khi loại bỏ vật cản.
- Nếu trước đây bạn đã in bằng sợi nhựa thông thường và giờ dự định in bằng TPU, thì việc kéo nguội (cold pull) để loại bỏ bất kỳ sợi nhựa nào còn sót lại trong đầu phun là điều rất nên làm. TPU có tính dẻo và có thể không đẩy được sợi nhựa còn sót lại bên trong đầu phun ra ngoài, dẫn đến tắc nghẽn.
Cách thực hiện phương pháp kéo nguội (Cold Pull) trên P1S?
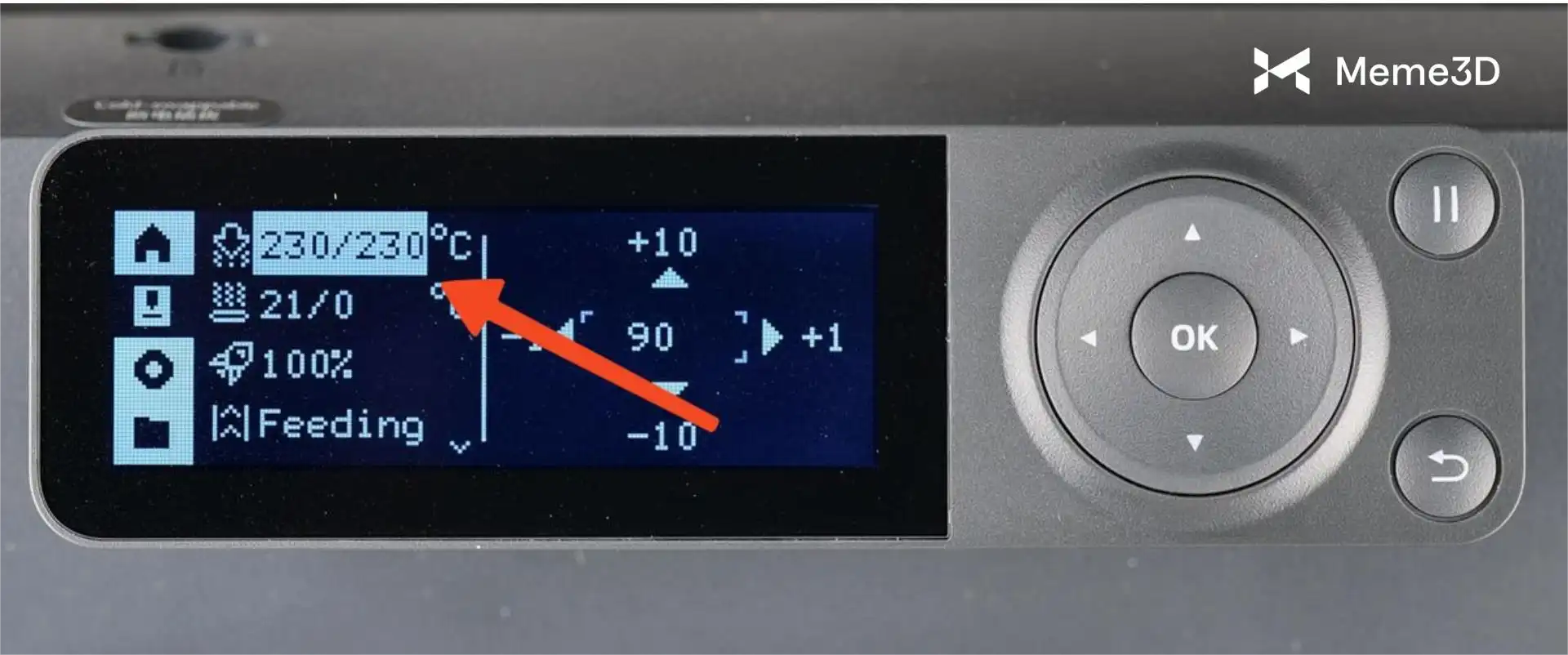
Bắt đầu bằng cách đặt nhiệt độ đầu phun của máy in cao hơn một chút so với nhiệt độ in thông thường của sợi nhựa. Trong ví dụ này, chúng ta sẽ sử dụng sợi nhựa PLA để thực hiện thao tác kéo nguội, vì vậy nhiệt độ sẽ được đặt ở mức 230°C.
Chờ cho đầu phun đạt đến nhiệt độ đã cài đặt, sau đó sử dụng các nút điều khiển để đùn sợi nhựa. Thông thường, chỉ cần nhấn nút đùn vài lần cho đến khi thấy sợi nhựa chảy ra từ đầu phun là đủ.

Tiếp theo, đặt nhiệt độ đầu phun ở mức 70°C và đợi cho đến khi nguội. Khi nhiệt độ giảm xuống dưới 200°C, bạn có thể nhấn nút đùn vài lần, mỗi lần cách nhau 2-3 giây, để tiếp tục đẩy sợi nhựa ra ngoài trong khi lắng nghe âm thanh của máy đùn. Nếu bạn nghe thấy máy đùn bắt đầu bỏ bước, hãy dừng quá trình đùn. Điều này thường xảy ra ở nhiệt độ khoảng 150°C đối với PLA.

Quy trình này giúp đảm bảo sợi nhựa được đẩy sâu vào bên trong đầu phun để hòa tan (kết dính) với bất kỳ mảnh vụn nào bên trong đó.
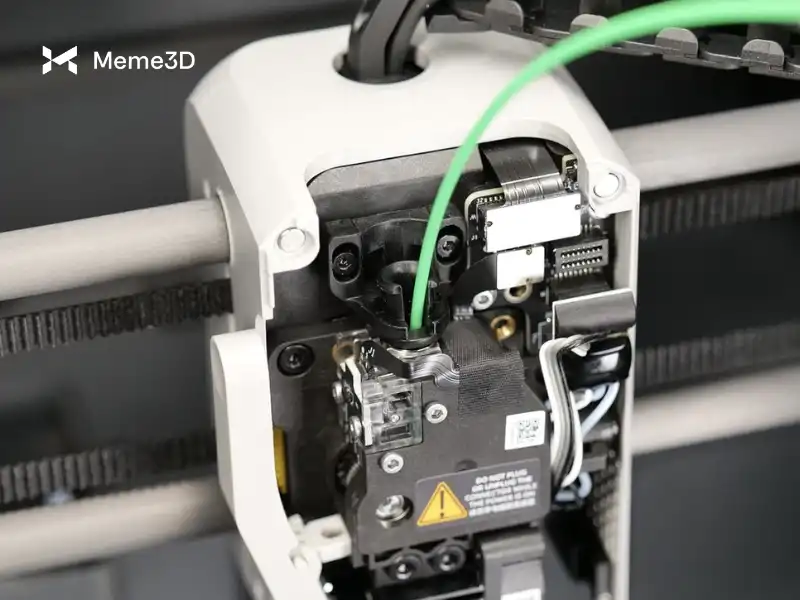
Trong khi đầu phun (hotend) tiếp tục hạ nhiệt để đạt mức nhiệt độ cài đặt là 70°C, hãy tháo nắp che phía trước của cụm đầu in và rút ống dẫn nhựa PTFE ra.
Khi sợi nhựa đạt đến nhiệt độ cài đặt là 70°C, bạn cần bắt đầu rút sợi nhựa bằng các nút trên màn hình.

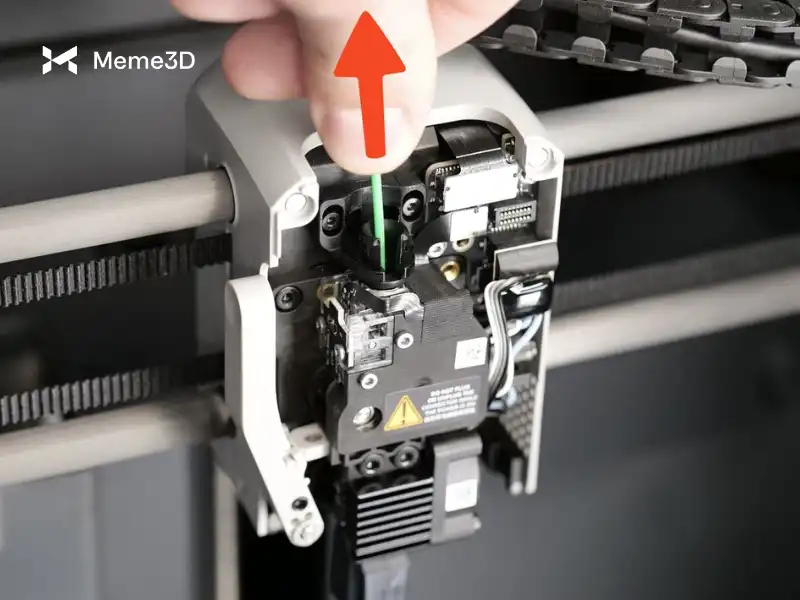
Khi thao tác rút sợi hoàn tất, bạn cũng nên kéo sợi nhựa lên trên bằng tay để giúp đầu phun đẩy sợi nhựa ra. Đừng kéo quá mạnh – bạn không cần dùng lực để lấy sợi nhựa ra. Thao tác bằng tay này chỉ nhằm mục đích giúp đầu phun kéo sợi nhựa ra khỏi đầu phun, để nó không bỏ sót bước nào hoặc làm đứt sợi nhựa.
Bạn sẽ cảm nhận được rằng sau vài lần nhấn nút thu dây, sợi nhựa sẽ thoát khỏi kẹp của đầu đùn và sau đó bạn có thể kéo phần sợi nhựa còn lại ra. Nếu làm đúng cách, đầu sợi nhựa được kéo ra sẽ có hình dạng hơi hình nón, tương tự như bên trong đầu vòi phun.

Vậy là xong! Bạn đã thực hiện thành công thao tác kéo nguội để làm sạch vòi phun. Nếu bạn thấy những chấm đen nhỏ của bụi hoặc mảnh vụn bám vào sợi nhựa, tốt nhất nên thực hiện thao tác này vài lần cho đến khi sợi nhựa được kéo ra sạch sẽ.
Hướng dẫn bằng video
Một video hướng dẫn về quy trình kéo nguội cũng có sẵn. Mặc dù hướng dẫn này được làm cho máy in 3D X1C, nhưng việc xem video có thể hữu ích để hiểu rõ hơn về quy trình. Sự khác biệt chính giữa X1C và P1S nằm ở cách bạn tương tác với màn hình của máy in.
