Chưa có sản phẩm trong giỏ hàng.
Trước khi dòng máy H2D ra đời, tất cả các máy in của Bambu Lab đều sử dụng một vòi phun duy nhất để đùn sợi nhựa thành từng lớp tạo nên sản phẩm in hoàn chỉnh. Cấu trúc điển hình này bao gồm một đường dẫn sợi nhựa duy nhất dẫn đến một máy đùn duy nhất, máy đùn này sẽ đẩy sợi nhựa qua vòi phun duy nhất để làm tan chảy và định hình nó theo các đường viền của sản phẩm.
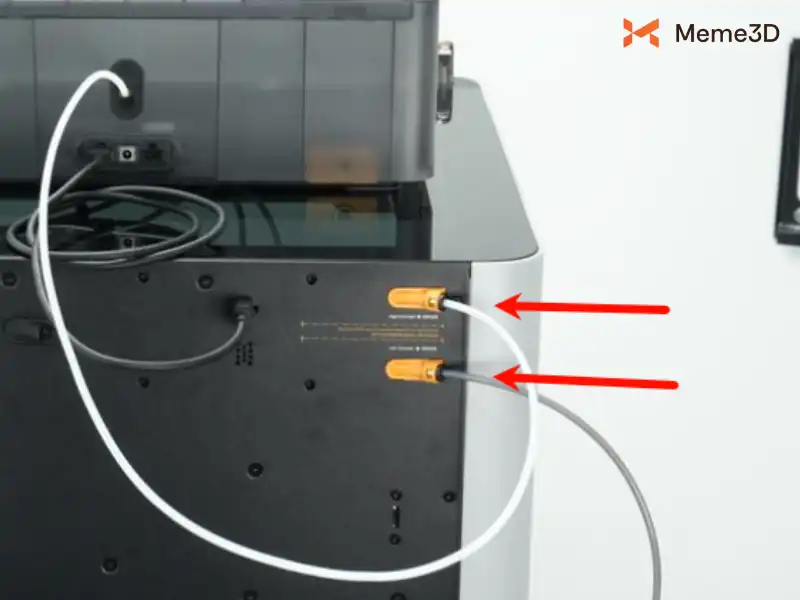
Ngoài thể tích in lớn hơn so với các máy in Bambu Lab đã ra mắt trước đây, H2D rất giống với các máy khác ở chỗ nó chỉ in bằng một vòi phun tại một thời điểm . Tuy nhiên, nó cũng có hai vòi phun riêng biệt với hai đường dẫn sợi riêng biệt, nghĩa là nó có thể chuyển đổi giữa hai vòi phun này.

Cách sắp xếp này có nhiều ưu điểm và một vài điểm cần cân nhắc và chúng ta sẽ trình bày chi tiết chúng trong phần này của khóa học.
Cách thức hoạt động
Để chuyển đổi giữa hai vòi phun riêng biệt, máy in H2D phải đảm bảo rằng trong khi một vòi phun đang in, vòi phun còn lại được đặt cao hơn và không cản trở quá trình in. Điều này được thực hiện bằng một cơ chế chuyển đổi di chuyển vòi phun bên trái lên xuống. Độ phẳng của bàn in cũng được điều chỉnh tùy thuộc vào vòi phun nào đang hoạt động.
Khi vòi phun bên trái đang in, nó ở vị trí thấp và nằm dưới vòi phun bên phải. Khi vòi phun bên phải đang in, vòi phun bên trái ở vị trí cao và nằm trên vòi phun bên phải. Ngoài việc đảm bảo vòi phun không in không gây cản trở, điều này còn cho phép bộ phận chặn dòng chảy của vòi phun di chuyển vào đúng vị trí để ngăn sợi nhựa bị tràn hoặc rò rỉ vào khu vực in.
Hệ thống chuyển đổi đầu đùn
Khi vòi phun bên trái ở vị trí in, các tay đòn dẫn hướng của máy đùn sẽ ở vị trí bên phải, ép sợi nhựa cho vòi phun bên trái vào bánh răng đùn ở giữa để cho phép nó được đùn ra. Khi vòi phun bên trái ở vị trí hướng lên để cho phép vòi phun bên phải in, các tay đòn dẫn hướng của máy đùn sẽ ở vị trí bên trái để ăn khớp sợi nhựa bên phải với bánh răng đùn, như hình ảnh bên dưới.
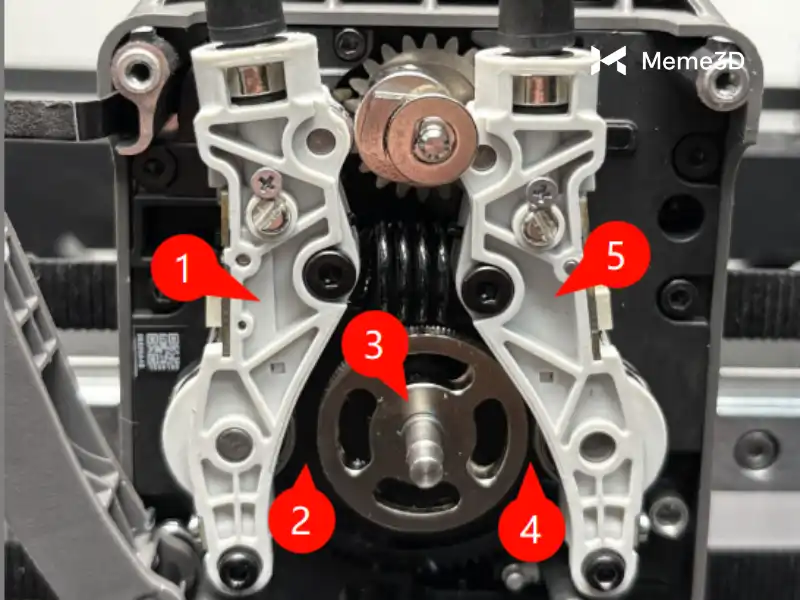
- Tay đòn dẫn hướng máy đùn bên trái
- Đường dẫn sợi nhựa của vòi phun bên trái
- Bánh răng máy đùn
- Đường dẫn sợi nhựa của vòi phun bên phải
- Cần dẫn hướng máy đùn bên phải

Ưu điểm của máy in hai vòi phun
Để hiểu được những ưu điểm của máy in hai vòi phun, trước tiên chúng ta hãy xem xét việc in bằng nhiều loại sợi in khác nhau có thể là một thách thức đối với máy in một vòi phun.
Những hạn chế khi in bằng vòi phun đơn
Máy in 3D của Bambu Lab có thể được trang bị bộ phận AMS để cho phép in nhiều màu (nhiều chất liệu) bằng cách kiểm soát loại sợi nào được đưa vào vòi phun tại một thời điểm nhất định. Điều này bao gồm việc cắt và rút sợi cũ, sau đó thay thế bằng sợi mới. Vì vậy, một phần sợi cũ vẫn còn nóng chảy trong vòi phun, nên sợi mới được sử dụng để làm sạch vòi phun, đảm bảo chỉ có màu mới tinh khiết được in lên sản phẩm.

Việc thay đổi sợi nhựa phải được thực hiện nhiều lần cho một lần in, tùy thuộc vào màu sắc và hướng của chúng trong chi tiết, vì quá trình in phải được thực hiện từ dưới lên. Do đó, các bản in nhiều vật liệu thường “lãng phí” nhiều sợi nhựa hơn lượng thực tế được sử dụng trong chi tiết cuối cùng, ngay cả khi chỉ in với hai loại sợi nhựa.

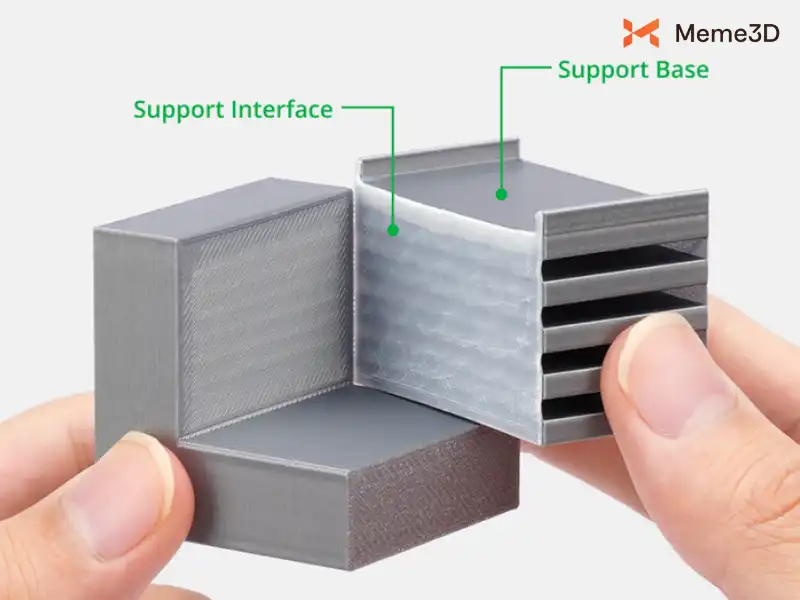
Một ví dụ điển hình cho vấn đề này là khi sử dụng sợi nhựa hỗ trợ riêng biệt cho một chi tiết được in bằng vật liệu khác. Sợi nhựa hỗ trợ rất hữu ích trong việc giúp loại bỏ phần hỗ trợ dễ dàng hơn và tạo ra bề mặt hoàn thiện mịn màng hơn.
Tuy nhiên, khi sử dụng một vòi phun duy nhất, sợi nhựa hỗ trợ và sợi nhựa thông thường phải được đẩy ra khỏi vòi phun mỗi khi thay đổi vòi phun. Vì sợi nhựa hỗ trợ được sử dụng rất ít và tương đối đắt tiền, việc phải thường xuyên đẩy sợi nhựa này ra có thể gây lãng phí lượng nhựa gấp nhiều lần lượng thực tế được sử dụng trong sản phẩm. Vấn đề này thường không quá nghiêm trọng đối với các cấu trúc hỗ trợ nằm ngang, như hình minh họa bên dưới, nhưng đối với nhiều ứng dụng hỗ trợ phức tạp hơn, lượng vật liệu hỗ trợ bị lãng phí có thể tích lũy rất lớn.
Hạn chế nhựa thải với vòi phun kép
Đây là lúc hệ thống vòi phun kép của H2D tạo nên sự khác biệt lớn. Khi in với H2D trong trường hợp sử dụng một sợi nhựa thông thường và một sợi nhựa hỗ trợ, chúng ta sẽ nạp sợi nhựa thông thường vào một vòi phun và sợi nhựa hỗ trợ vào vòi phun còn lại. Điều này có nghĩa là để chuyển đổi giữa sợi nhựa thông thường và sợi nhựa hỗ trợ ở mỗi lớp, H2D chỉ cần chuyển sang in bằng vòi phun còn lại. Kết quả là hầu như không có sợi nhựa nào bị lãng phí và thời gian chuyển đổi giữa các loại nhựa trong bất kỳ bản in nào chỉ sử dụng 2 sợi nhựa.
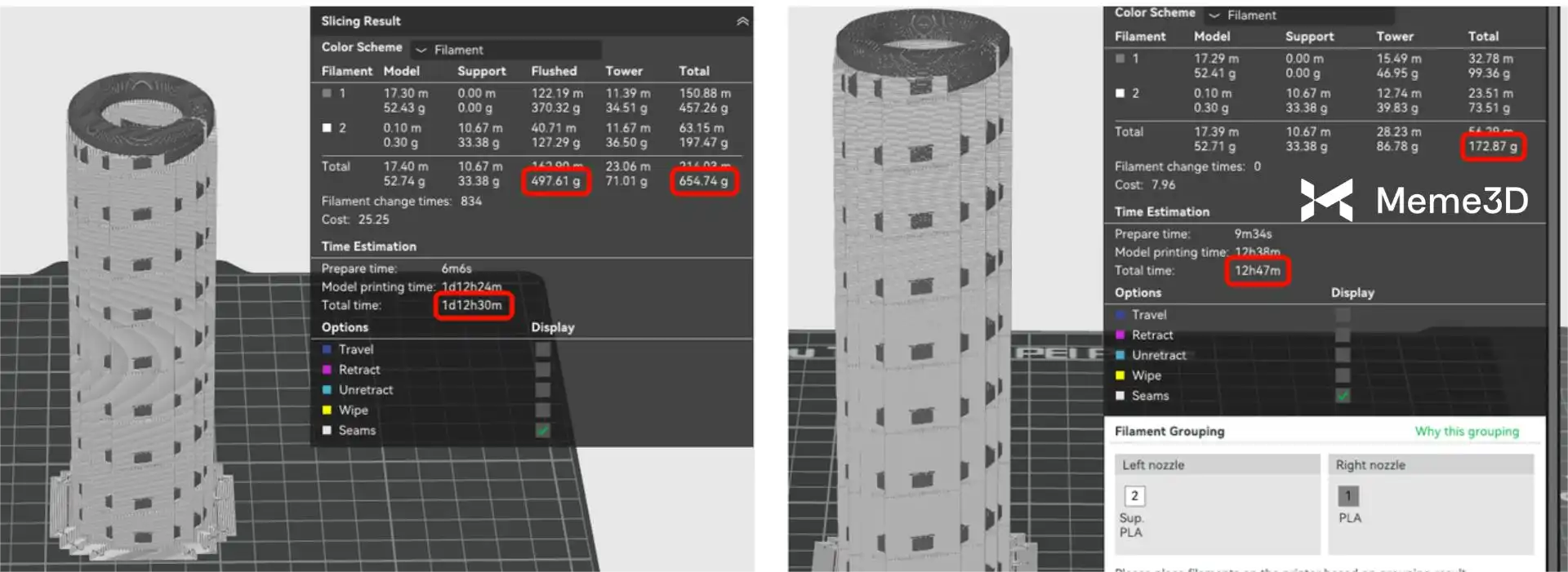
Hình ảnh bên dưới so sánh một lò xo thẳng đứng được in bằng máy in một vòi phun với sợi nhựa ở bên trái và máy in H2D ở bên phải. Chúng ta có thể thấy rằng máy in H2D không sử dụng sợi nhựa đã được làm sạch so với gần 500g của máy in một vòi phun và máy in H2D hoàn thành việc này chỉ trong một phần ba thời gian!
Việc in bằng nhiều hơn hai loại sợi in vẫn mang lại những lợi ích lớn. Vì nguyên nhân chính gây lãng phí trong các bản in nhiều vật liệu là việc thay đổi sợi in (thay đổi sợi in chảy qua một vòi phun), nên bất kỳ sự giảm thiểu nào về số lần thay đổi sợi in đều dẫn đến tiết kiệm đáng kể, ngay cả khi vẫn cần phải thay đổi sợi in ở một vòi phun nào đó.
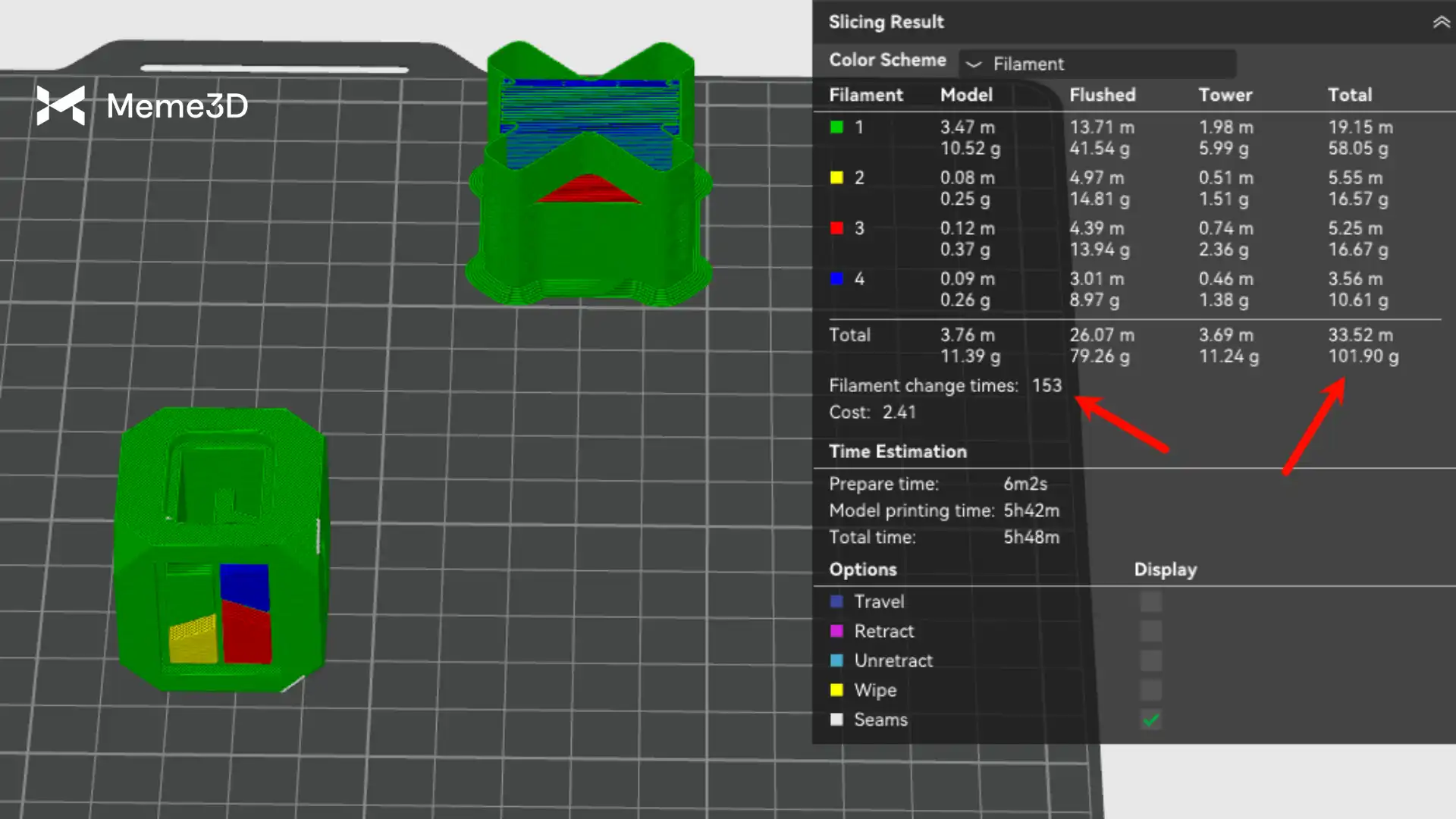
Dưới đây là một ví dụ minh họa việc in một máy in 3D với một vòi phun duy nhất, 4 màu, thực hiện 153 lần thay sợi nhựa và sử dụng tổng cộng 101g sợi nhựa để in một khối lập phương Bambu.
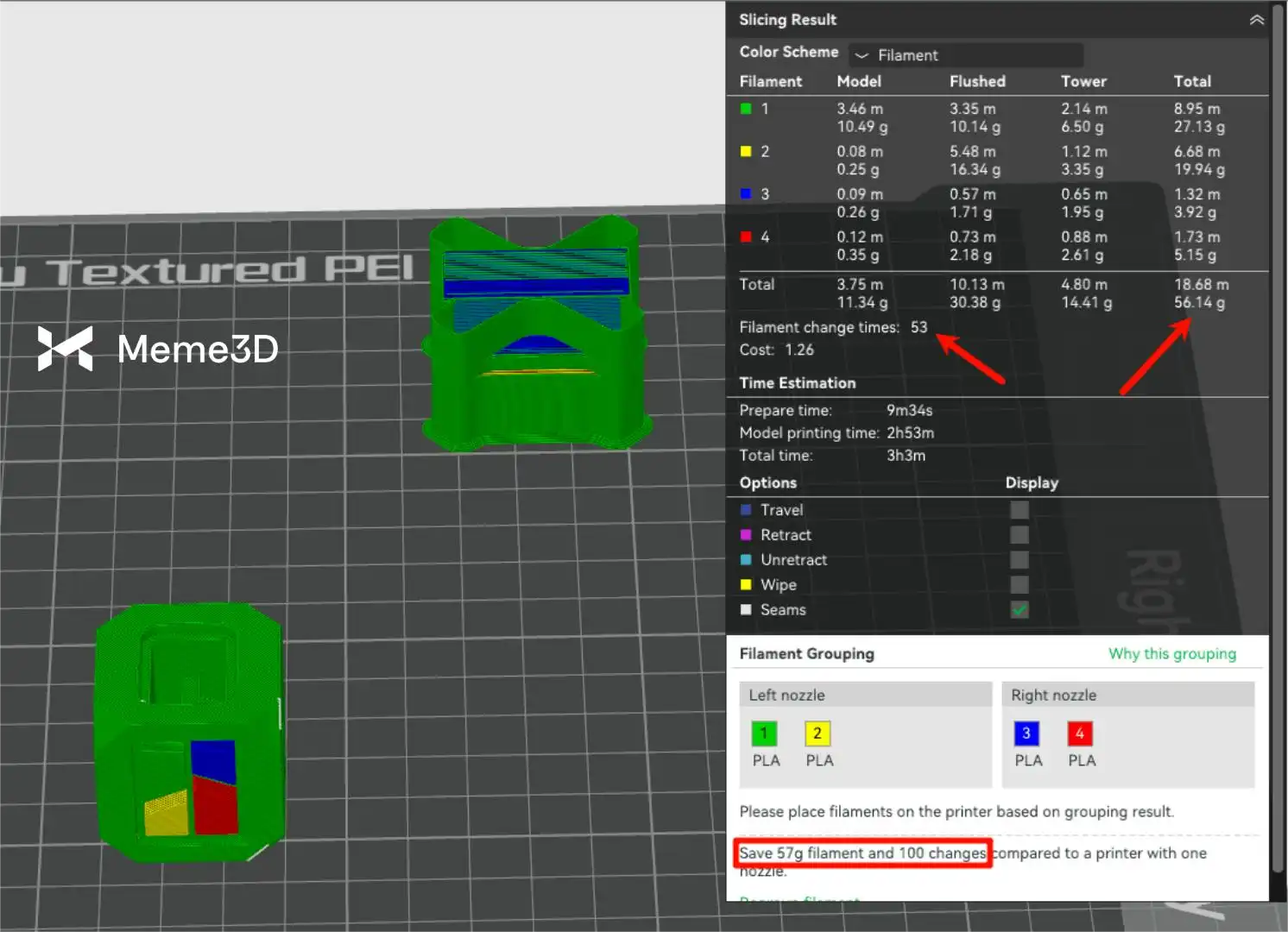
Nếu chúng ta in cùng một khối lập phương với cùng các thiết lập bằng cách sử dụng hai vòi phun của máy in H2D, chúng ta có thể thấy rằng chúng ta đã tránh được 100 lần thay sợi nhựa (giảm hơn 60%) và giảm tổng chi phí in gần 50%!
Điều này cũng có nghĩa là trong khi việc sử dụng vòi phun kép có tác động tức thời đến việc giảm lượng sợi in bị lãng phí, thì các chiến lược được sử dụng để tiết kiệm vật liệu in trên máy in một vòi phun cũng có thể được sử dụng để tiết kiệm thêm vật liệu in trên máy in hai vòi phun khi in với nhiều hơn hai sợi in.
Hướng dẫn in với đầu phun kép
Phân nhóm nhựa
Hai đường dẫn sợi riêng biệt của máy in H2D khiến cho cuộn nhựa có thể sử dụng cho một vòi phun thì không thể sử dụng cho vòi phun còn lại. Điều này có nghĩa là chúng ta phải cung cấp các sợi nhựa cụ thể cho từng vòi phun trước khi bắt đầu in và không thể thay đổi cấu hình này sau khi quá trình in đã bắt đầu. Điều này chủ yếu liên quan đến việc đặt các bộ phận trong hệ thống AMS, vì việc sử dụng cuộn sợi bên ngoài có nghĩa là vòi phun sẽ chỉ sử dụng một sợi duy nhất trong suốt quá trình in.
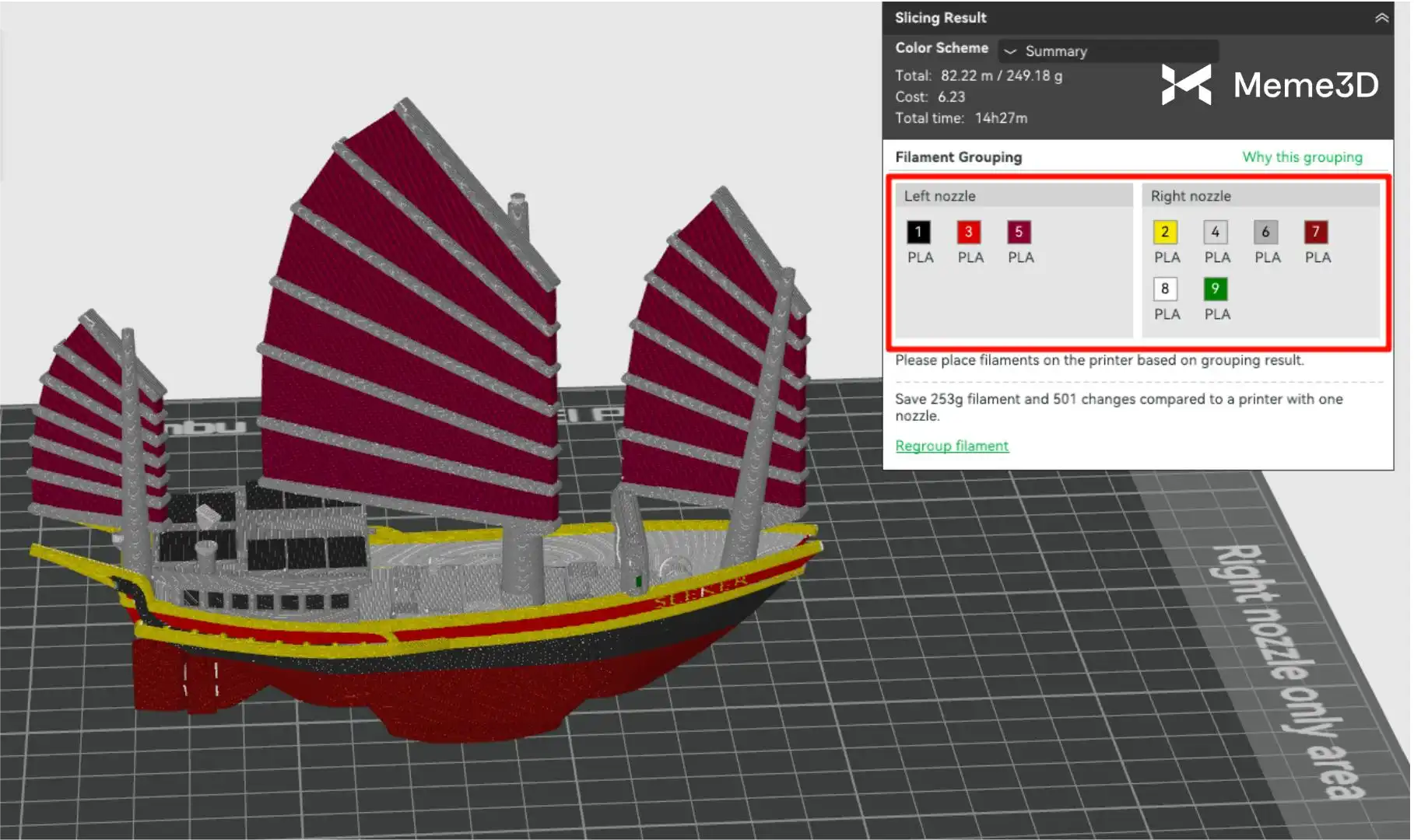
Bambu Studio tạo ra các nhóm này dựa trên thuật toán trong quá trình cắt lát và hiển thị chúng bên dưới thông tin cắt lát để bạn có thể sắp xếp các cuộn filament như hình minh họa. Các nhóm này sẽ tự điều chỉnh dựa trên thứ tự in hiệu quả nhất cho các loại filament khác nhau, cũng như các hạn chế yêu cầu đặt filament vào một vòi phun cụ thể.
Sau khi bản in được cắt lát, nó sẽ được gửi đến máy in. Đây là cơ hội cuối cùng để căn chỉnh các sợi nhựa vào các khe AMS (hoặc cuộn dây bên ngoài) cho đúng vòi phun và lập bản đồ chúng cho phù hợp.
Tìm hiểu thêm về Chiến lược Nhóm Sợi trên wiki .
Phạm vi in của vòi phun kép
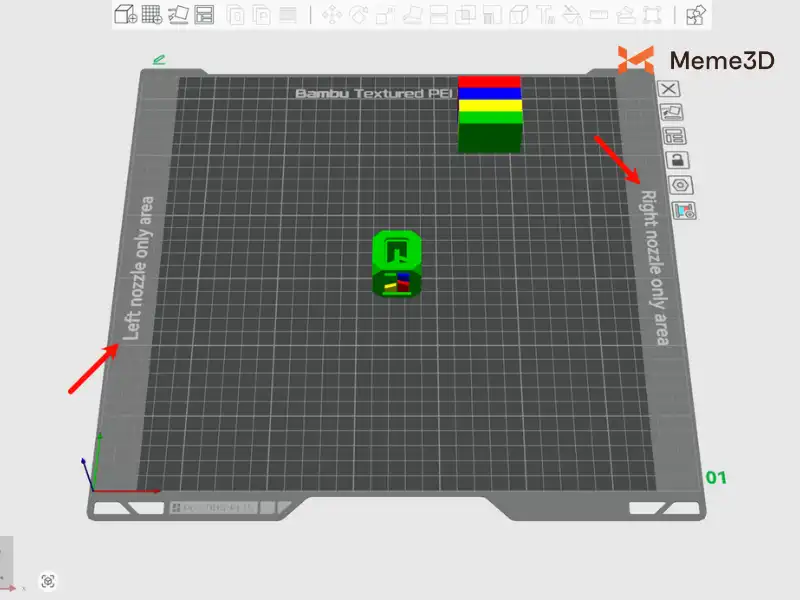
Để tối đa hóa diện tích in trên bàn in của máy H2D, có thêm các dải bàn in ở phía bên trái và bên phải (trong ví dụ này, được đánh dấu màu vàng) mà chỉ có vòi phun tương ứng mới có thể tiếp cận được.

Hình ảnh xem trước bản in của Bambu Studio, các ký hiệu ở bên trái và bên phải cho biết “Khu vực chỉ sử dụng vòi phun bên trái” và “Khu vực chỉ sử dụng vòi phun bên phải”. Điều này có nghĩa là khi mô hình được đặt trong một trong hai khu vực “chỉ sử dụng một vòi phun” này, chỉ có vòi phun bên trái hoặc bên phải mới có thể được sử dụng để in.
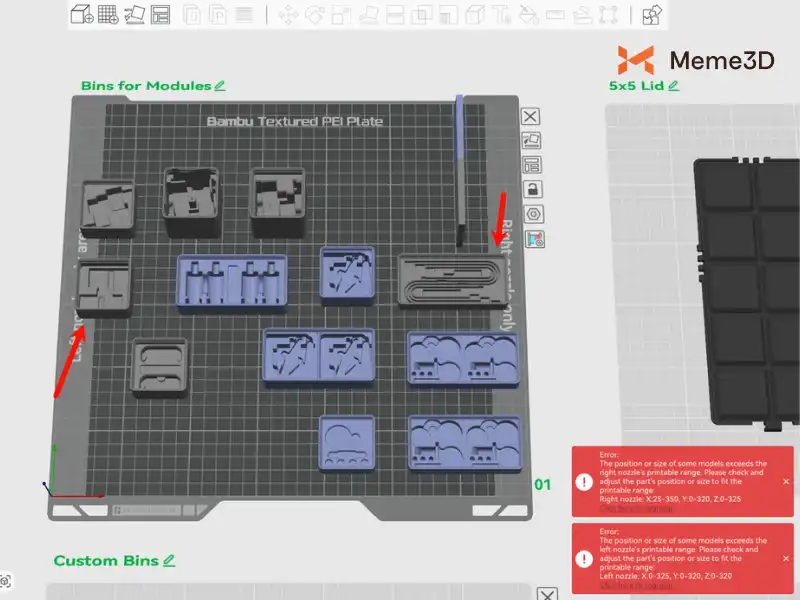
Hệ thống sẽ cố gắng xử lý vấn đề này đối với các bộ phận chồng lấn lên các khu vực bị loại trừ bằng cách chuyển đổi sợi in sang các vòi phun phù hợp. Tuy nhiên, trong trường hợp nghiêm trọng, lỗi sẽ ngăn cản quá trình in và yêu cầu can thiệp thủ công bằng cách di chuyển bộ phận ra khỏi khu vực bị loại trừ hoặc thay đổi nhóm sợi in sang nhóm tùy chỉnh.
Trong ví dụ bên dưới, các phần màu xám nằm ở cả hai khu vực mà chỉ cho phép được in bằng một vòi phun. Phần mềm Bambu Studio hiển thị lỗi cho biết loại sợi in này nằm ngoài phạm vi cho phép và ngăn chặn quá trình in.
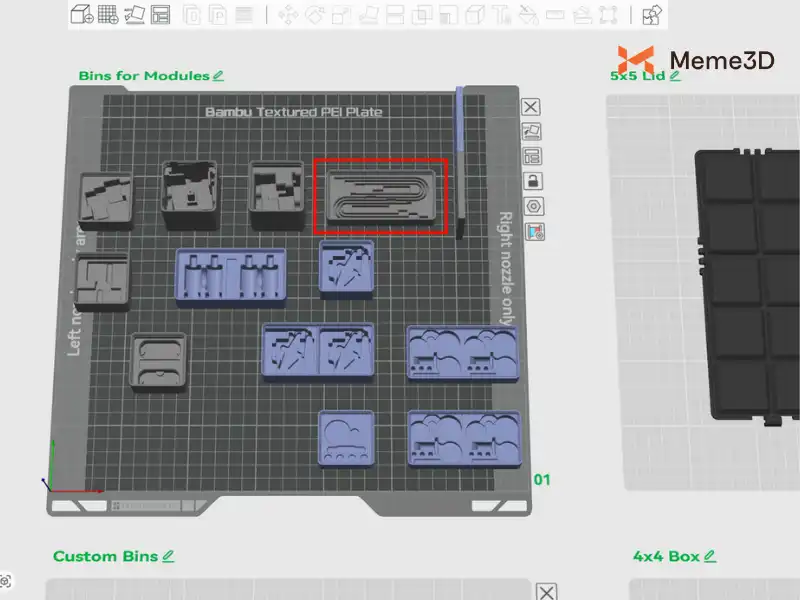
Tình huống này có thể dễ dàng khắc phục bằng cách sắp xếp lại các bộ phận sao cho không có màu nào xuất hiện ở cả hai vùng chỉ có một vòi phun.
Phạm vi chiều cao
Chiều cao in tối đa của vòi phun bên trái là 320mm và chiều cao in tối đa của vòi phun bên phải là 325mm, do đó 325mm cũng là chiều cao tối đa tổng thể mà máy in có thể in. Khi vật thể được đặt trong khu vực chỉ sử dụng vòi phun bên trái, chiều cao in tối đa của vật thể sẽ thấp hơn một chút so với chiều cao in tối đa của máy in.
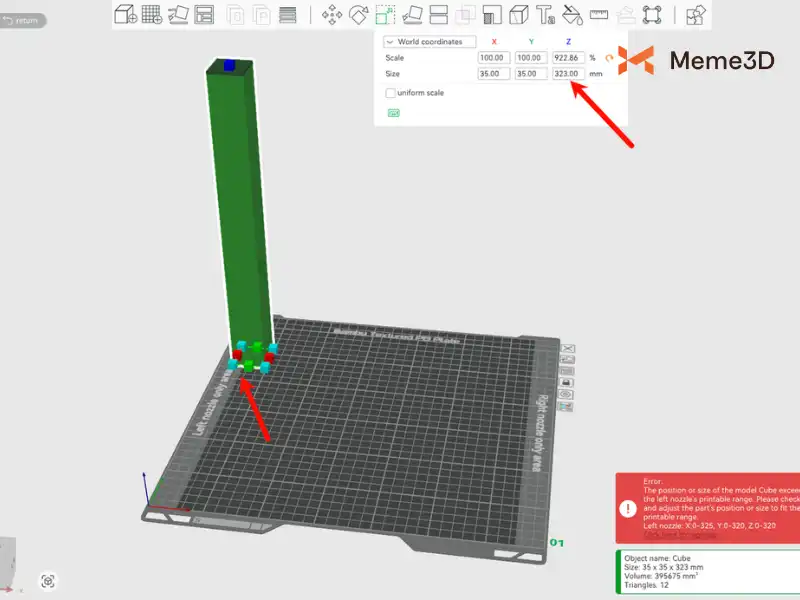
Lưu ý rằng nếu chiều cao của mô hình vượt quá chiều cao in được của vòi phun bên trái (ví dụ: 324mm), thì mô hình chỉ có thể được in bằng vòi phun bên phải, ngay cả khi nó được đặt ở khu vực giữa.
Tìm hiểu thêm về Phạm vi in của vòi phun kép trên wiki .
