Chưa có sản phẩm trong giỏ hàng.
Máy in 3D Bambu Lab H2D rất lý tưởng để in các vật liệu chịu nhiệt cao, nhờ thiết kế kín, đầu phun 350°C và buồng gia nhiệt chủ động 65°C. Cấu hình này đảm bảo sợi nhựa đạt đến nhiệt độ thích hợp và tạo ra môi trường ổn định, giúp bản in nguội đều và giảm nguy cơ bị cong vênh. Các vật liệu như ABS và Nylon, dễ bị vấn đề do làm nguội nhanh, hoạt động cực kỳ tốt trong môi trường này, cho ra các bản in chắc chắn hơn và ít bị nứt hơn.
Các loại sợi chịu nhiệt cao, như ABS, ASA, PC, PETG và Nylon, tạo ra các bộ phận bền chắc, có tuổi thọ cao nhưng đòi hỏi điều kiện chính xác. Chúng tôi sẽ cung cấp các bước đơn giản để giúp bạn đạt được kết quả tối ưu với các vật liệu này.
Giữ cho sợi in khô ráo để có bản in tốt hơn.
Các loại sợi in 3D như Nylon, PC và PETG có xu hướng hấp thụ độ ẩm từ không khí (chúng có tính hút ẩm). Sợi in bị ướt có thể dẫn đến các vết in nổi bọt, các chi tiết yếu hoặc thậm chí gây tắc nghẽn trong máy in của bạn. Để ngăn chặn điều này, hãy luôn làm khô sợi in trước khi in. Sử dụng máy sấy sợi in, ngay cả khi sợi in mới được mở ra, vì một số hơi ẩm vẫn có thể thấm vào túi nhựa đựng sợi in.

Sau khi sấy khô, hãy bảo quản sợi nhựa trong hộp kín có chứa gói hút ẩm silica gel để giữ khô trong quá trình in. Nếu bạn có máy sấy AMS HT , nó có thể vừa sấy khô sợi nhựa vừa đóng vai trò như một hộp hút ẩm, vô cùng tiện lợi.
Sợi nhựa khô giúp bản in mượt mà hơn và ít gặp sự cố hơn!
Làm nóng máy in trước khi in các bản in khổ lớn.
Khi in các mô hình lớn bằng vật liệu chịu nhiệt cao, việc làm nóng trước máy in có thể cải thiện đáng kể quá trình in. Các vật liệu này không thích hợp với việc làm nguội nhanh, điều này có thể dẫn đến cong vênh, nứt nẻ và cuối cùng là bản in bị lỗi.
Để buồng in đủ ấm, hãy làm nóng trước máy H2D trước khi bắt đầu in. Chỉ cần đặt buồng in ở nhiệt độ mong muốn (trong ví dụ này là 65°C) và đảm bảo tùy chọn Làm nóng được chọn trong phần Điều hòa không khí.
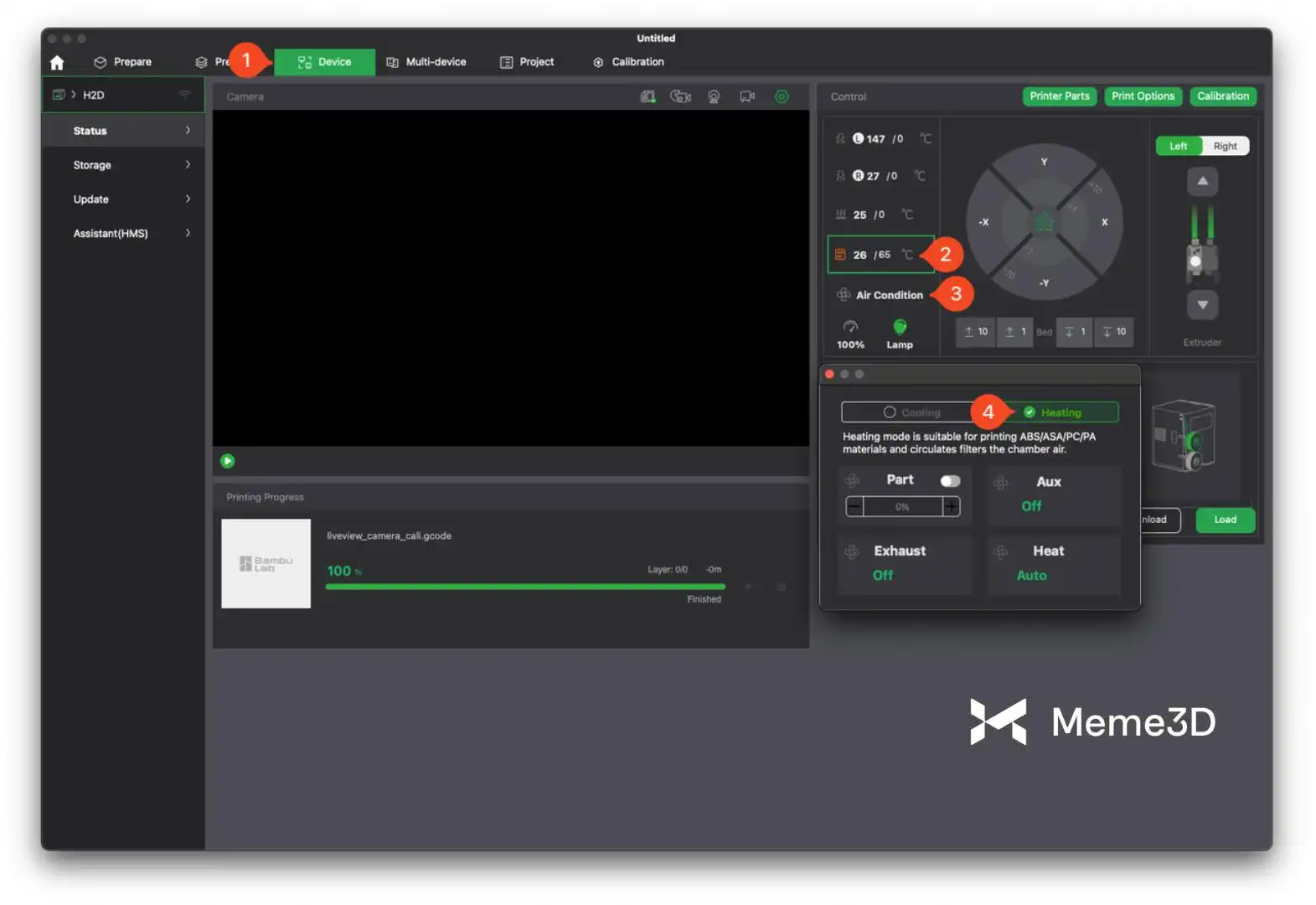
Ngoài ra, nếu bạn muốn làm nóng buồng in nhanh hơn nữa, bạn cũng có thể đặt nhiệt độ bàn nhiệt lên 100°C, điều này sẽ góp phần làm tăng nhiệt độ của máy in và giúp làm nóng bàn nhiệt hiệu quả hơn.
Quá trình làm nóng sơ bộ này giúp làm ấm bên trong máy in, tạo ra môi trường ấm áp cho các bản in ở nhiệt độ cao. Điều này đặc biệt hữu ích cho các bản in lớn chiếm nhiều diện tích bàn nhiệt.
Ngoài ra, hãy nhớ rằng sau khi in xong, tốt nhất là không nên lấy sản phẩm ra ngay lập tức mà hãy để nguội từ từ cho đến khi đạt nhiệt độ phòng. Làm như vậy sẽ giúp mô hình in nguội dần, tránh bị cong vênh và nứt nẻ, đồng thời các thành phần dễ bay hơi có thể sinh ra trong quá trình in cũng sẽ bay hơi.
Thử nghiệm các loại nhựa pha sợi và Sử dụng keo để tăng độ bám dính cũng như giúp việc tháo mẫu dễ dàng hơn
Đạt được kết quả hoàn hảo với sợi in nhiệt độ cao có thể là một thách thức, vì vậy chúng tôi sẽ chia sẻ hai mẹo hay giúp bản in bám dính tốt hơn, dễ dàng tách khỏi bàn in hơn và xử lý các vật liệu khó in mượt mà hơn.
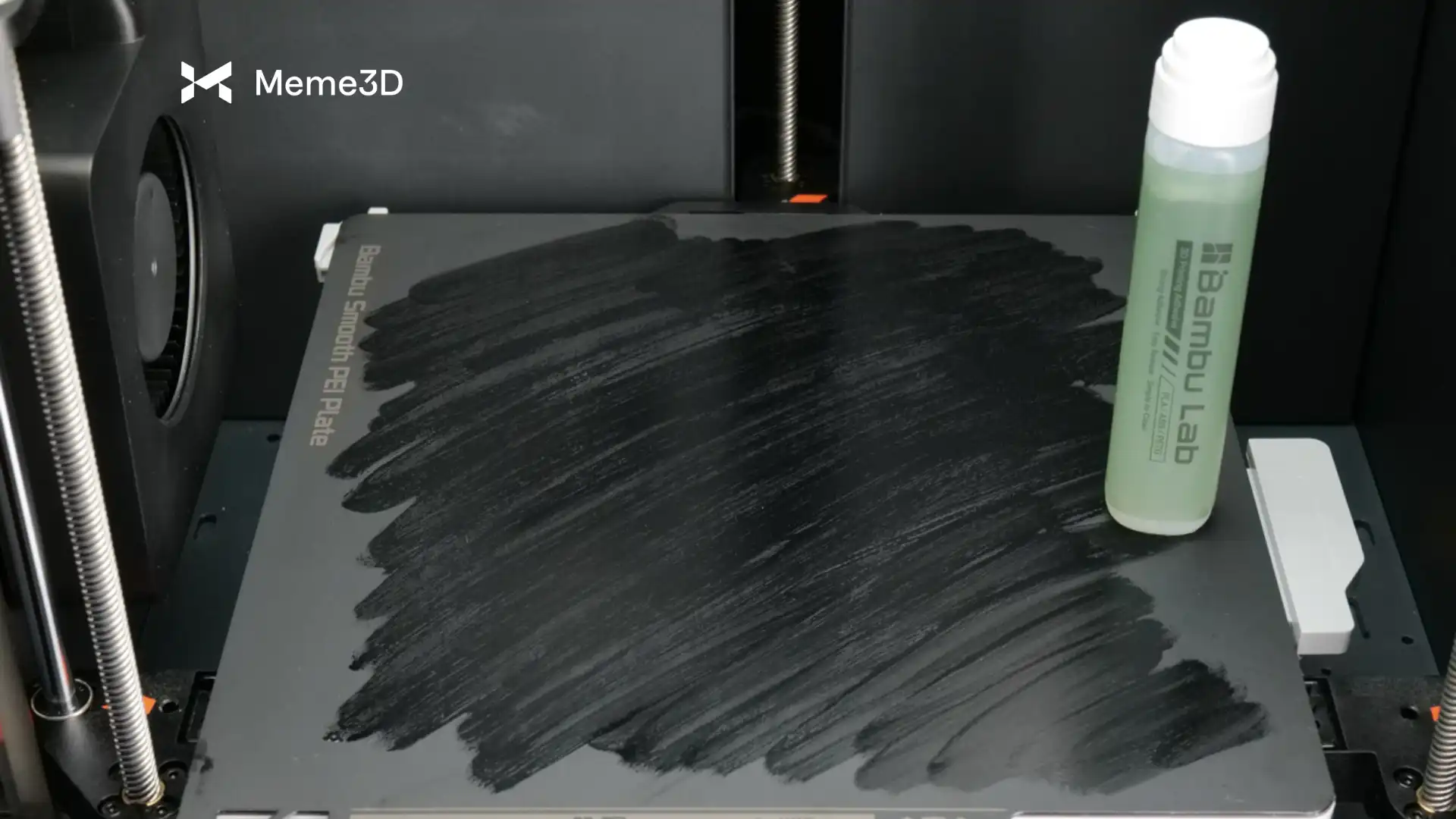
Đầu tiên, hãy thoa một lớp mỏng keo dán hoặc keo lỏng lên bàn in trước khi bắt đầu. Điều này giúp các vật liệu bám chắc vào bàn in trong quá trình in, ngăn ngừa hiện tượng cong vênh hoặc bong tróc và giúp việc tháo mô hình sau đó trở nên dễ dàng hơn mà không làm hỏng bàn in!
Thứ hai, nếu bạn đang sử dụng các loại sợi in khó in vì dễ bị cong vênh (như Nylon hoặc ABS), hãy cân nhắc sử dụng các loại sợi có pha sợi, ví dụ như Nylon pha sợi carbon (PA6-CF) hoặc ABS pha sợi thủy tinh (ABS-GF). Các loại sợi này có các sợi nhỏ được trộn lẫn giúp sợi chắc chắn và ổn định hơn trong quá trình in, do đó ít bị cong vênh hơn, ngay cả khi buồng H2D của bạn không quá nóng. Bên cạnh những lợi ích về in ấn, nhờ có thêm các sợi, các mô hình được in ra cũng sẽ trông đẹp hơn!
Việc kết hợp keo để tăng độ bám dính và sợi filament gia cường để tăng độ ổn định là một chiến lược hiệu quả để đạt được chất lượng in ấn tuyệt vời ở nhiệt độ cao.
