Chưa có sản phẩm trong giỏ hàng.
Thông tin chung
Khi chuyển đổi giữa các loại sợi in khác nhau trên máy in một vòi phun (đầu phun), cần sử dụng một lượng vật liệu mới nhất định để làm sạch vật liệu còn sót lại trong đầu phun, nhằm tránh hiện tượng trộn màu trong quá trình in. Lượng vật liệu cần làm sạch sẽ khác nhau tùy thuộc vào loại vật liệu và bạn có thể xem các giá trị cụ thể trên trang sợi in của Bambu Studio. Bạn có thể tham khảo bài viết wiki sau để tìm hiểu thêm: Giảm thiểu lãng phí khi thay đổi sợi in.
Đối với máy in hai vòi phun (đầu phun) như H2D, cách tối ưu để in hai loại sợi nhựa là in mỗi loại sợi trên một vòi phun. Trong trường hợp này, việc chuyển đổi giữa các loại sợi chỉ cần chuyển đổi vòi phun chứ không cần phải đẩy sợi nhựa cũ sang sợi mới. Việc in bằng cách chuyển đổi vòi phun cũng có thể giảm số lần đẩy sợi khi in nhiều hơn hai loại sợi. Bài viết này sẽ giới thiệu các chiến lược nhóm sợi nhựa cho máy in hai vòi phun để đạt được phương pháp in nhiều vật liệu hiệu quả và thuận tiện nhất.
Trình tự in đa màu
Thứ tự in các sợi nhựa màu khác nhau ảnh hưởng trực tiếp đến lượng nhựa dư thừa, do có sự khác biệt về lưu lượng xả (flushing volumes) khi chuyển đổi giữa các màu sắc bất kỳ. Nhìn chung, việc chuyển từ một màu tối sang một màu sáng hơn đòi hỏi phải xả bỏ nhiều nhựa hơn để màu sáng mới được đùn ra mà không bị lẫn màu.
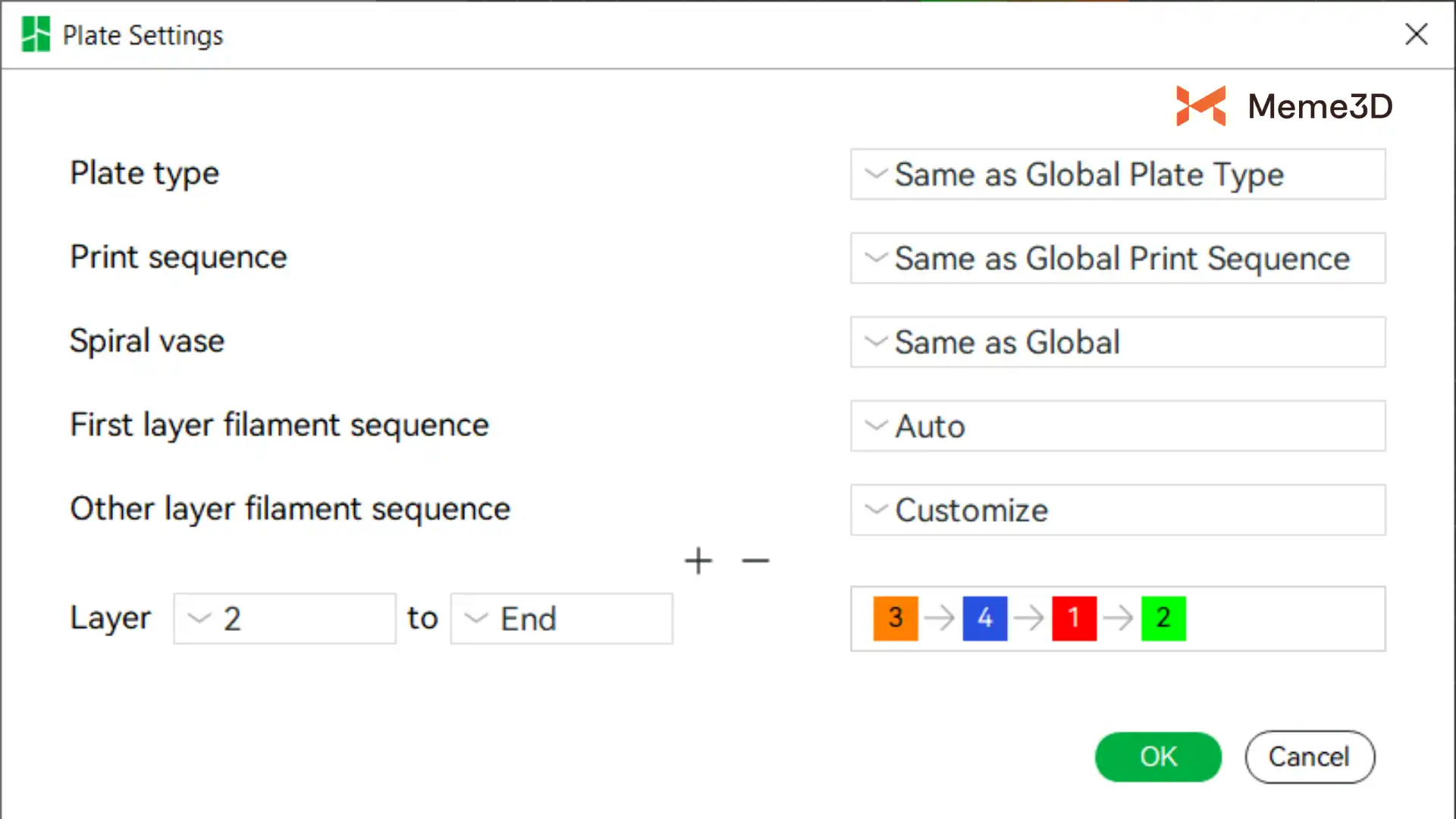
Dựa trên nguyên tắc trên, phần mềm cắt lớp sẽ tính toán trình tự in tối ưu căn cứ vào lưu lượng xả giữa các sợi nhựa nhằm giảm thiểu lượng nhựa lãng phí. Ví dụ, nếu tổng lượng nhựa xả của trình tự in 1>2>3>4 lớn hơn so với trình tự 3>4>1>2, thì trình tự sau sẽ có xu hướng được chọn làm trình tự in chính thức. Để biết thêm thông tin chi tiết về việc điều chỉnh trình tự in thủ công, vui lòng tham khảo bài viết wiki: Thiết lập trình tự in nhựa cho các lớp khác nhau.
Các hạn chế về nhóm sợi nhựa
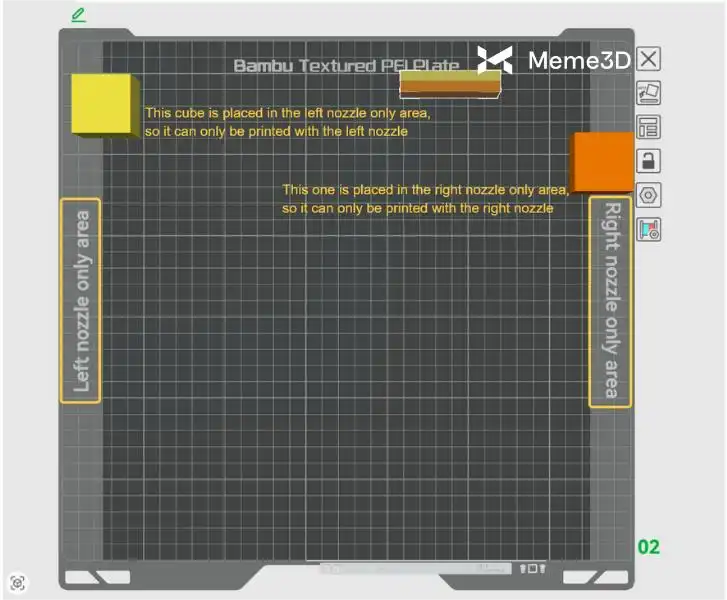
Do những giới hạn về mặt vật lý của máy in, các vòi phun khác nhau sẽ có giới hạn vùng in riêng biệt. Như trong hình dưới đây, khi một phần của mô hình sử dụng một loại nhựa cụ thể được đặt nằm trong vùng chỉ dành riêng cho vòi phun bên trái hoặc vòi phun bên phải, thì phần đó chỉ có thể được in bằng vòi phun tương ứng. Để biết thêm thông tin, vui lòng tham khảo bài viết wiki: Phạm vi in của vòi phun kép H2D. thông tin, vui lòng xem bài viết wiki về Phạm vi in của vòi phun kép H2D.
Ngoài ra, dựa trên thiết kế vật lý của đầu phun và đặc tính của vật liệu, mỗi vòi phun còn có những hạn chế khác về loại sợi in có thể sử dụng, cụ thể như sau:
- Nhựa TPU chỉ có thể được in bằng vòi phun bên phải.
- Các vật liệu PPA-CF và PPS-CF chỉ có thể được in bằng vòi phun bên trái.
- Khi chiều cao của chi tiết vượt quá 320mm, chi tiết đó phải được đặt trong vùng in của vòi phun bên phải.
- Khi các chi tiết được đặt trong vùng chỉ dành riêng cho vòi phun trái hoặc vòi phun phải, chúng phải được nhóm (group) vào vòi phun tương ứng để tiến hành in.
- Nếu một loại nhựa có thể in được bằng cả vòi phun trái hoặc phải, khuyến khích sử dụng vòi phun bên phải để in.
Chế độ tiết kiệm nhựa
Vì việc chuyển đổi vật liệu giữa các vòi phun khác nhau không cần xả nhựa, toàn bộ lượng nhựa xả đến từ việc chuyển đổi các sợi filament từ cùng một vòi phun. Để giảm thiểu lãng phí sợi filament trong quá trình chuyển đổi, các sợi filament có khối lượng chuyển đổi lớn nên được chỉ định cho các vòi phun riêng biệt.
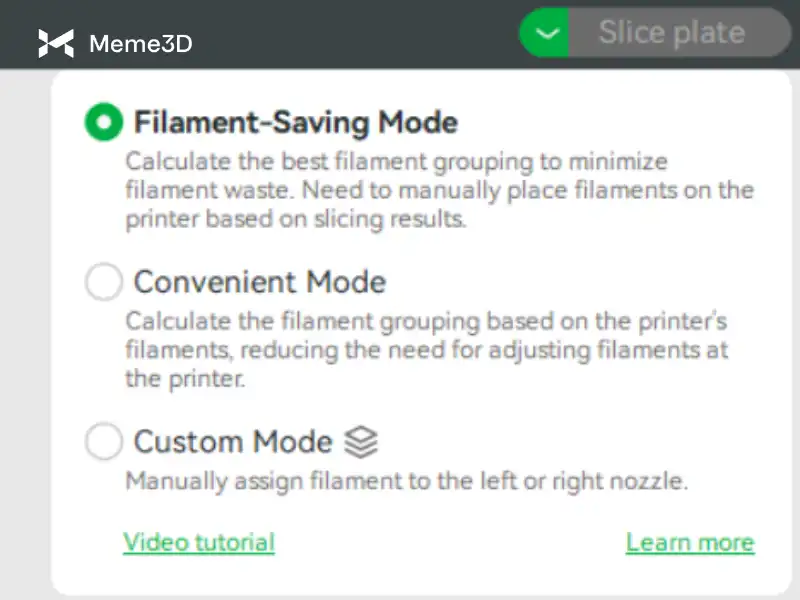
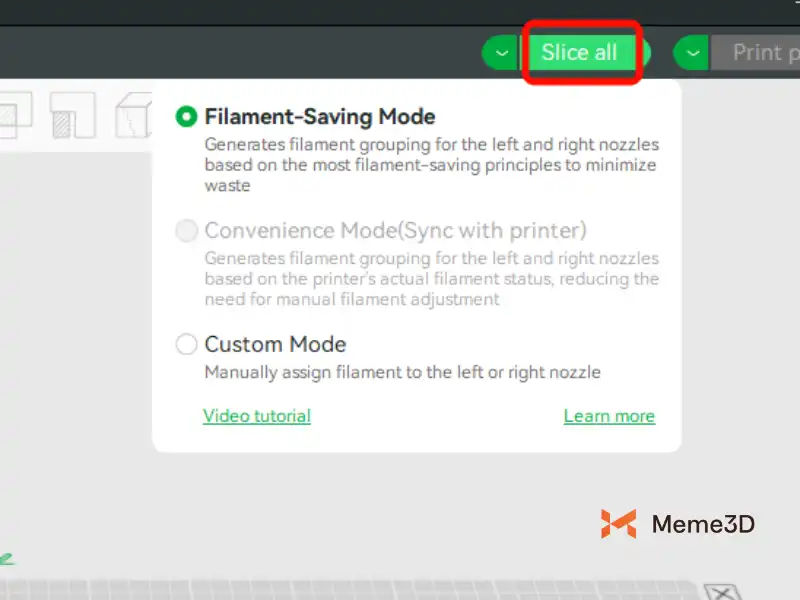
Chiến lược nhóm sợi nhựa mặc định được sử dụng trong Bambu Studio là chế độ tiết kiệm sợi in. Bạn có thể thấy tổng cộng 3 chế độ trong cửa sổ nổi của nút cắt lát (Slicing). Chọn “Chế độ tiết kiệm sợi in” và nhấp vào Cắt lát để có được nhóm sợi in tiết kiệm sợi nhất.
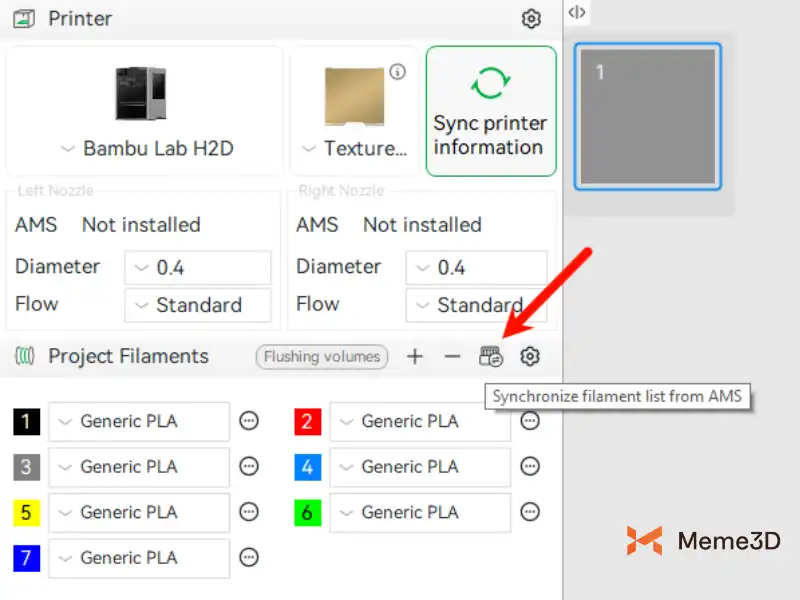
Khi bạn thiết lập mối quan hệ ghép cặp (pairing) giữa AMS với vòi phun trái/phải và đồng bộ hóa thông tin AMS trong Bambu Studio, phần mềm cắt lớp có thể tính toán được số lượng sợi nhựa đang kết nối với mỗi vòi phun. Nếu máy in không kết nối với AMS, phần mềm sẽ mặc định cho phép mỗi vòi phun nạp một loại nhựa thông qua giá treo ngoài. Sau đó, phần mềm sẽ thực hiện phân nhóm nhựa tối ưu để đảm bảo lượng nhựa xả bỏ là thấp nhất dựa trên trình tự in đã tính toán. Nguyên tắc cốt lõi là nhóm các sợi nhựa có nhiều lớp chung và có lưu lượng xả lớn vào các nhóm vòi phun khác nhau nhiều nhất có thể.
Tóm lại, thuật toán phân nhóm chủ yếu cần cân nhắc các điểm sau, với mức độ ưu tiên giảm dần theo thứ tự:
- Liệu vật liệu đó có phải là loại nhựa không thể in được đối với vòi phun đó hay không;
- Giới hạn số lượng sợi nhựa tối đa trong AMS được kết nối với vòi phun;
- Giảm thiểu lượng nhựa xả bỏ;
- Giảm thiểu sự sai lệch màu sắc (Delta E) so với sợi nhựa trong AMS đang kết nối với vòi phun;
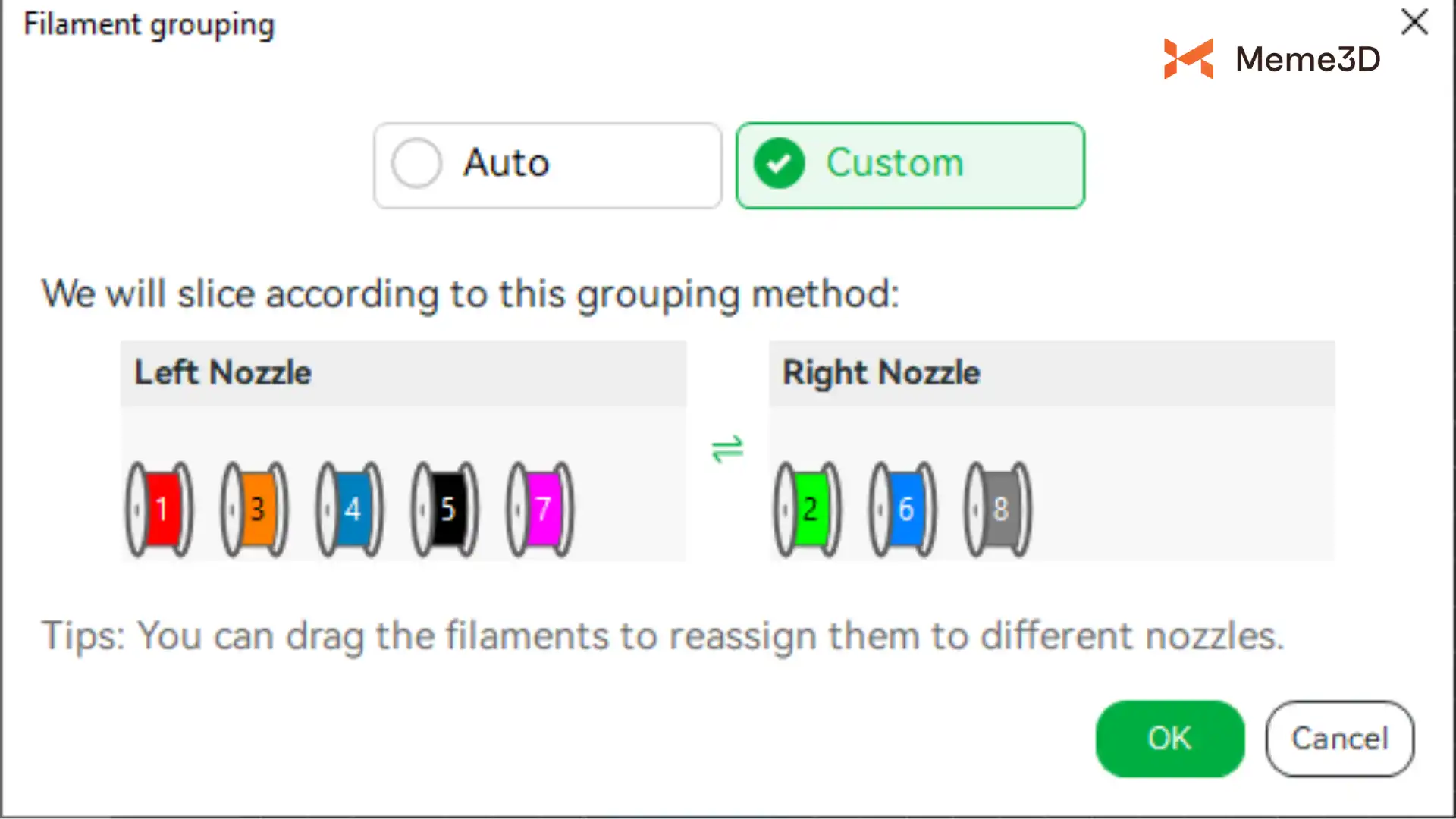
Lưu ý: Vì logic phân nhóm có xu hướng ưu tiên giảm lượng nhựa xả hơn là chọn màu sắc gần giống nhất, nên sau khi cắt lớp, bạn cần kiểm tra xem các sợi nhựa đã được đặt vào đúng AMS tương ứng của vòi phun trái/phải theo bảng “Phân nhóm nhựa” (Filament Grouping) hay chưa, và điều chỉnh vị trí từng cuộn nhựa trong AMS cho phù hợp. Nếu không, sợi nhựa được tự động gán cho vòi phun có thể sẽ không chọn được trong cửa sổ gửi lệnh in (sending task window).
Như mô tả trong ảnh GIF dưới đây, một khi sợi nhựa đã được gán cho một vòi phun cụ thể sau khi cắt lớp, bạn không thể ép buộc thay đổi nó sang sợi nhựa của vòi phun khác khi gửi lệnh in. Ngay cả khi vòi phun bên kia có loại nhựa với màu sắc gần giống hơn. Do đó, chúng ta chỉ có thể điều chỉnh thủ công vị trí các cuộn nhựa trong AMS để đạt được quy trình in tiết kiệm nhựa nhất.
Chế độ Tiện lợi (Convenient mode)
Khác với chế độ tiết kiệm nhựa (filament-saving mode), chế độ tiện lợi thực hiện phân nhóm nhựa hoàn toàn dựa trên các sợi nhựa hiện đang được kết nối với từng vòi phun, bất kể mô hình đã cắt lớp ra sao. Với chiến lược này, phần mềm sẽ cố gắng khớp kết quả phân nhóm nhựa sao cho sát nhất có thể với các sợi nhựa đang đặt trong các bộ AMS hoặc được nạp trực tiếp vào mỗi vòi phun.
Tùy chọn này có thể làm lãng phí nhiều nhựa hơn cho việc xả màu, nhưng trong hầu hết các trường hợp, bạn không cần phải điều chỉnh lại vị trí của các cuộn nhựa để khớp với nhóm mà tùy chọn này tạo ra. Chế độ này hữu ích nhất cho các tình huống người dùng không ở gần máy in và muốn khởi động lệnh in đa vật liệu từ xa. Trước khi cắt lớp ở chế độ này, tốt nhất bạn nên đồng bộ hóa nhựa trong AMS để đảm bảo vị trí hiện tại của tất cả các cuộn nhựa đều đã được cập nhật mới nhất.
Thuật toán phân nhóm theo chiến lược này chủ yếu xem xét các điểm sau, với mức độ ưu tiên của mỗi điểm giảm dần theo thứ tự:
- Vật liệu đó có phải là sợi in không thể in được đối với vòi phun hay không;
- Vòi phun hiện tại mà mỗi sợi nhựa được kết nối;
- Giảm thiểu sự chênh lệch màu (Delta E) đến sợi đốt trong AMS được kết nối với vòi phun;
Chế độ tùy chỉnh
Giả sử bạn không hài lòng với hai chiến lược nhóm sợi tự động. Trong trường hợp đó, bạn có thể nhấp vào “Nhóm lại sợi” trong “Nhóm sợi”, sau đó điều chỉnh thủ công các sợi ở vòi phun bên trái và bên phải trong “Tùy chỉnh”.
Lưu ý : Chế độ tiết kiệm sợi in chỉ tính đến việc tiết kiệm tổng lượng sợi in đã sử dụng, vì vậy đôi khi có thể có nhiều lần thay sợi in hơn ở chế độ tiết kiệm sợi so với các chế độ khác ngay cả khi tổng lượng sợi in đã sử dụng ít hơn.
Bạn cũng có thể trực tiếp chọn “Chế độ tùy chỉnh” trong cửa sổ nổi của nút cắt lát, cho phép bạn tùy chỉnh nhóm sợi cắt lát cho vòi phun bên trái và bên phải trước khi cắt lát.
Thiết lập Đơn bản in và Đa bản in (Single Plate and Multi-Plate settings)
Thiết lập Đơn bản in (Single Plate Settings)
Trong giao diện cắt lớp của một bản in đơn lẻ, ngoài các thiết lập trong cửa sổ nổi, một biểu tượng phân nhóm (grouping icon) được đặt ở phía bên phải của mỗi bản in.
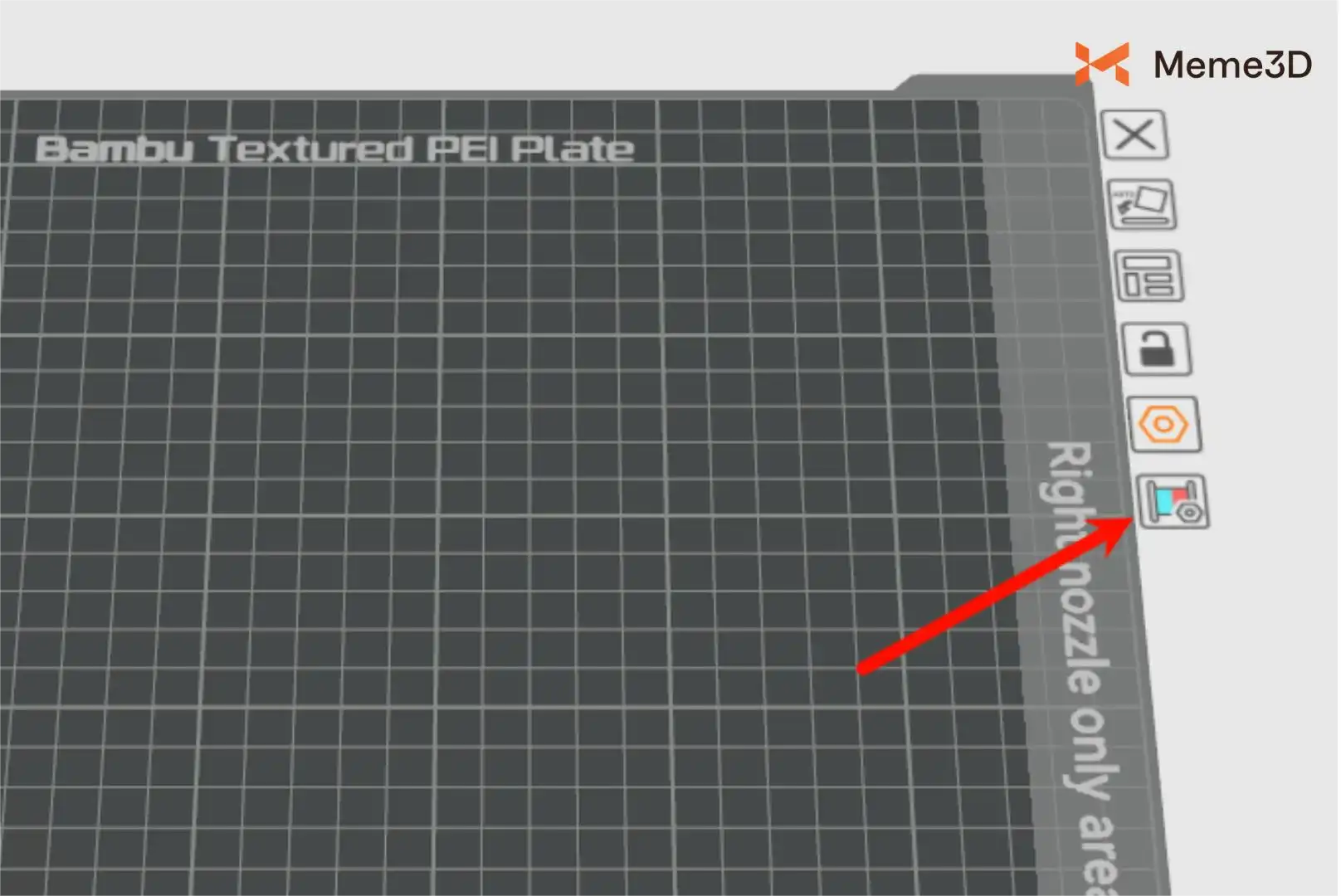
Nhấp vào biểu tượng sẽ hiển thị cửa sổ nhóm sợi in, nơi bạn có thể thiết lập sơ đồ nhóm sợi in cho tấm in hiện tại.
- Chế độ tự động : Bao gồm chế độ tiết kiệm sợi in và chế độ tiện lợi.
- Chế độ tùy chỉnh : Hỗ trợ nhóm sợi nhựa thủ công
Thiết lập Đa bản in (Multi-Plate Settings)
Chế độ cắt lớp đa bản in được kích hoạt bằng cách chọn mũi tên xuống bên cạnh nút “Slice Plate” (Cắt lớp bản in), sau đó chọn “Slice all” (Cắt lớp tất cả).

Khi chế độ “Slice all” được kích hoạt, việc di chuột qua nút “Slice all” sẽ cho phép thiết lập chiến lược phân nhóm cho toàn bộ các bàn in. Mọi thiết lập phân nhóm được cài đặt riêng lẻ cho từng bàn in trước đó sẽ bị ghi đè.
Sau khi thực hiện bước trên, bạn vẫn có thể thay đổi phân nhóm nhựa trên từng bản in riêng lẻ bằng cách sử dụng biểu tượng phân nhóm dành riêng cho bản in đó như đã hiển thị trước đây.
