Chưa có sản phẩm trong giỏ hàng.
Hiệu chuẩn ép đùn là gì?
Hiệu chỉnh lượng nhựa đùn cho máy in 3D, chẳng hạn như Bambu Lab H2D là quá trình điều chỉnh lượng nhựa mà máy in đùn ra sao cho phù hợp với kết quả in mong muốn. Hãy tưởng tượng như việc điều chỉnh một nhạc cụ: bạn muốn lượng nhựa chính xác chảy qua vòi phun – không quá nhiều, không quá ít – để có được bản in hoàn hảo. Điều này đảm bảo:
- Các lớp chắc chắn , bám dính tốt với nhau.
- Kích thước chính xác, đảm bảo các bộ phận khớp với nhau như thiết kế.
- Bề mặt nhẵn mịn, không có vết lồi lõm, khe hở hoặc kết cấu thô ráp.
Nếu không hiệu chỉnh, bạn có thể gặp các vấn đề như đùn quá mức (in quá nhiều sợi, dẫn đến các vết phồng hoặc bản in bị kéo sợi) hoặc đùn không đủ (in không đủ, dẫn đến bản in yếu hoặc không hoàn chỉnh). Việc hiệu chỉnh đùn không bắt buộc trước mỗi lần in, nhưng bạn nên thực hiện trong các trường hợp sau:
- Chuyển sang loại hoặc thương hiệu sợi in mới : Hệ thống điều chỉnh dòng chảy tự động H2D hoạt động tốt với sợi in Bambu Lab khi sử dụng các cấu hình được thiết lập sẵn trong Bambu Studio. Tuy nhiên, sợi in của bên thứ ba có thể có các đặc tính khác nhau (ví dụ: đường kính, độ nhớt) và việc hiệu chỉnh tốc độ dòng chảy đảm bảo quá trình đùn sợi diễn ra nhất quán. Có thể cần tinh chỉnh thủ công để đạt được kết quả tối ưu với các loại sợi in không phải của Bambu, đặc biệt là đối với các bản in chính xác.
- Thay thế hoặc đổi vòi phun : Hiệu chuẩn giúp bù đắp những sai lệch nhỏ trong quá trình sản xuất hoặc sự hao mòn giữa các vòi phun.
- Nhận biết dấu hiệu đùn quá ít hoặc quá nhiều vật liệu : Các hiện tượng như khoảng trống giữa các dòng, bản in yếu hoặc bề mặt thô ráp có thể cho thấy cần hiệu chỉnh.
- In các chi tiết yêu cầu kích thước chính xác : Đối với các cụm cơ khí hoặc các chi tiết lồng ghép, việc đùn chính xác đảm bảo sự khớp nối phù hợp. Tốc độ dòng chảy không chính xác có thể khiến các chi tiết quá chặt hoặc quá lỏng. Hiệu chỉnh tốc độ dòng chảy để đạt được độ chính xác về kích thước mà không cần xử lý sau khi in.
Động lực học dòng chảy
Flow Dynamics (còn được gọi là Pressure Advance hoặc Linear Advance) là một tính năng trong phần mềm điều khiển máy in 3D giúp bù đắp độ trễ áp suất khi đùn nhựa để cải thiện chất lượng in, đặc biệt là ở tốc độ cao hơn. Khi nhựa được đùn ra, cần có thời gian để áp suất trong vòi phun tăng lên đến mức nhựa chảy đều.
Trong quá trình tăng tốc, độ trễ này có thể gây ra hiện tượng đùn thiếu vật liệu, dẫn đến các khoảng trống hoặc đường mỏng. Ngược lại, trong quá trình giảm tốc, áp suất dư có thể khiến lượng sợi nhựa thừa tràn ra ngoài, dẫn đến các cục nhựa hoặc hiện tượng kéo sợi. Những vấn đề này trở nên rõ rệt hơn ở tốc độ in cao hơn.
Động lực học dòng chảy khắc phục những tác động này bằng cách điều chỉnh dòng chảy của sợi một cách chủ động:
- Trong quá trình tăng tốc , thuật toán Động lực học dòng chảy sẽ tăng nhẹ tốc độ đùn để tạo áp suất nhanh hơn, giảm hiện tượng đùn thiếu.
- Trong quá trình giảm tốc , thuật toán Flow Dynamics sẽ giảm hoặc đảo ngược hướng dòng chảy của sợi nhựa (tương tự như một thao tác thu hồi nhỏ) để giải phóng áp suất tích tụ, ngăn ngừa hiện tượng chảy tràn.
Điều này giúp tạo ra các góc cạnh sắc nét hơn, chi tiết rõ ràng hơn và quá trình đùn nhựa diễn ra đồng đều hơn, đặc biệt là trong các bản in phức tạp với tốc độ thay đổi thường xuyên.
Đây là một ví dụ đơn giản hơn: Hãy tưởng tượng bạn đang bóp tuýp kem đánh răng để vẽ một đường thẳng trên đĩa. Khi bắt đầu bóp, phải mất một giây để kem đánh răng chảy ra đều, vì vậy đường vẽ ban đầu có thể hơi mỏng. Khi ngừng bóp, một ít kem đánh răng thừa sẽ chảy ra, tạo thành một cục ở cuối.
Hãy tưởng tượng Flow Dynamics như một trợ thủ thông minh biết chính xác lực bóp cần thiết. Khi bạn bắt đầu, trợ thủ sẽ ấn mạnh hơn một chút để lấy kem đánh răng ra ngay lập tức, giúp đường kem bắt đầu đều và đẹp. Khi bạn chuẩn bị dừng lại, trợ thủ sẽ kéo nhẹ lại để ngăn kem đánh răng thừa lan ra.
Cách hiệu chỉnh Flow Dynamics cho H2D
Trước khi bắt đầu, hãy đảm bảo rằng tấm in đã được lắp đặt trên máy in và đã được làm sạch kỹ lưỡng để đảm bảo độ bám dính tốt. Nên thực hiện quy trình hiệu chuẩn này trên một tấm in nhẵn, chẳng hạn như tấm PEI nhẵn; tuy nhiên, cũng có thể thực hiện trên tấm PEI có vân. Trong ví dụ này, chúng ta sẽ sử dụng tấm PEI nhẵn vì kết quả có thể được đánh giá dễ dàng hơn trên nền tối.
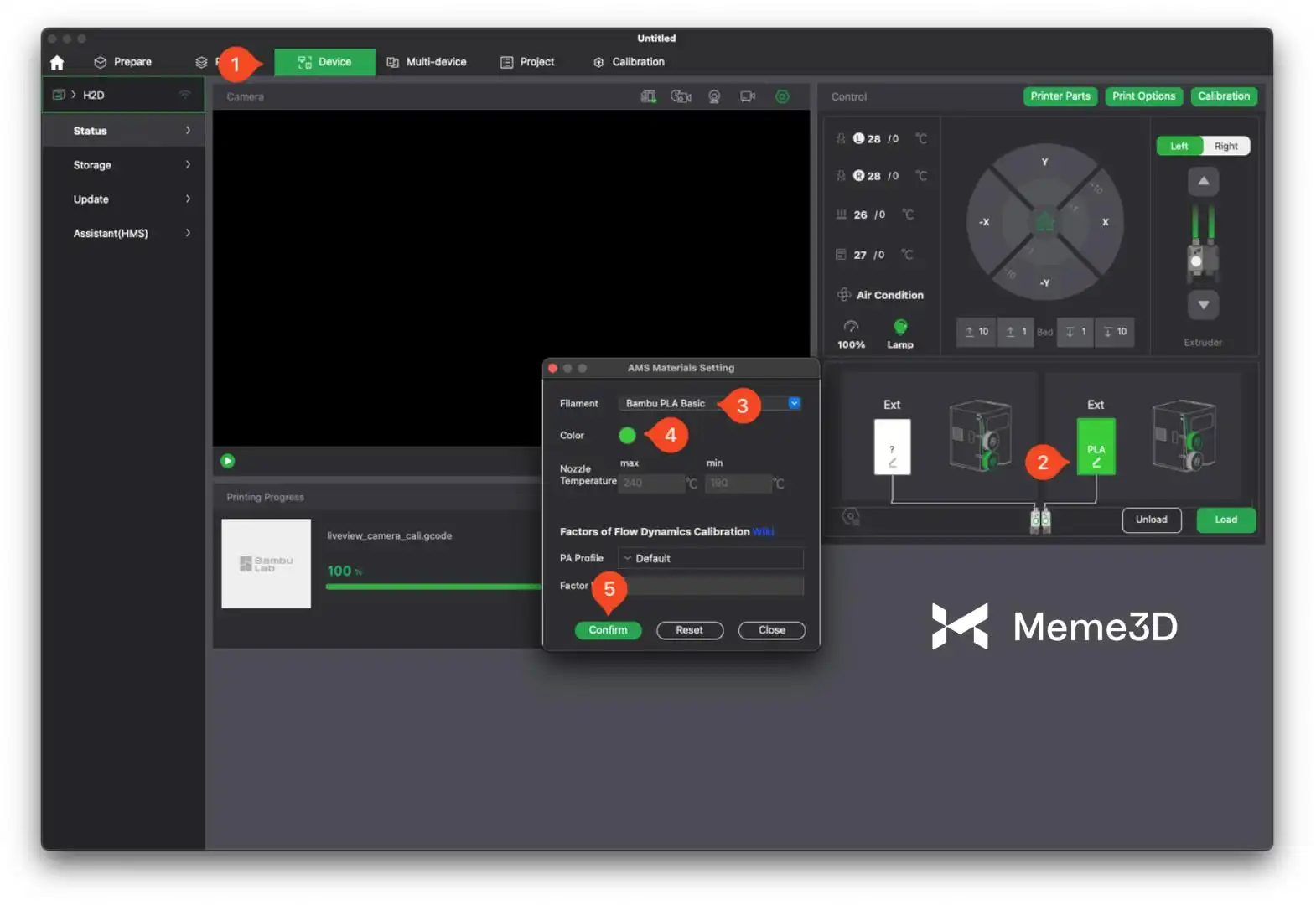
Để hiệu chỉnh Flow Dynamics, hãy mở Bambu Studio và đảm bảo rằng sợi nhựa được cấu hình chính xác trong phần cài đặt. Trong ví dụ này, chúng ta sẽ sử dụng Bambu Lab PLA Basic. Vào tab Thiết bị, chọn loại và màu sắc của sợi nhựa, sau đó xác nhận.
Nếu chưa làm, hãy nạp sợi nhựa vào máy in. Quá trình nạp cũng cho phép bạn chọn loại sợi nhựa.
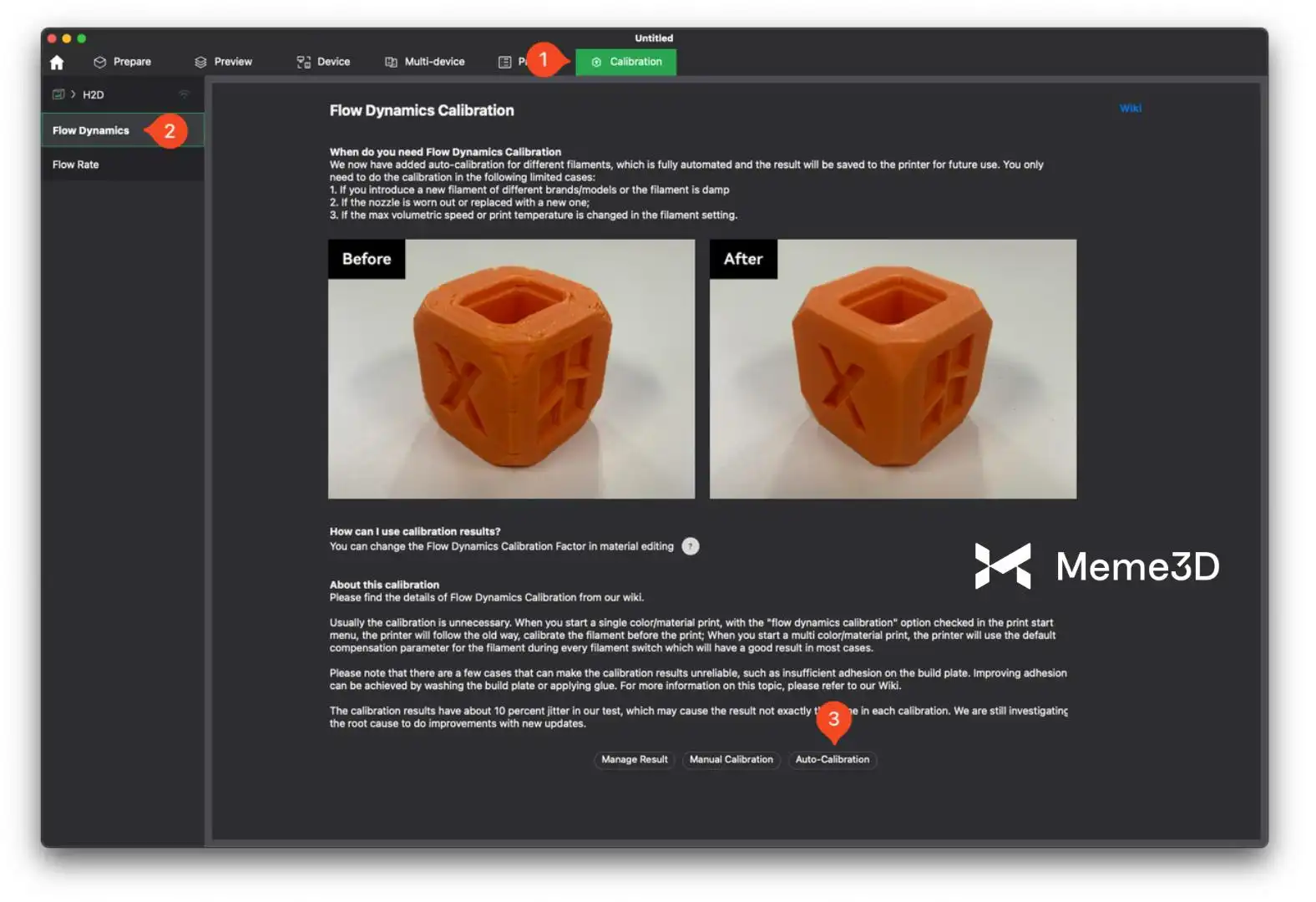
Tiếp theo, chuyển đến tab Hiệu chuẩn , chọn ” Động lực dòng chảy “, rồi nhấp vào ” Tự động hiệu chuẩn “.
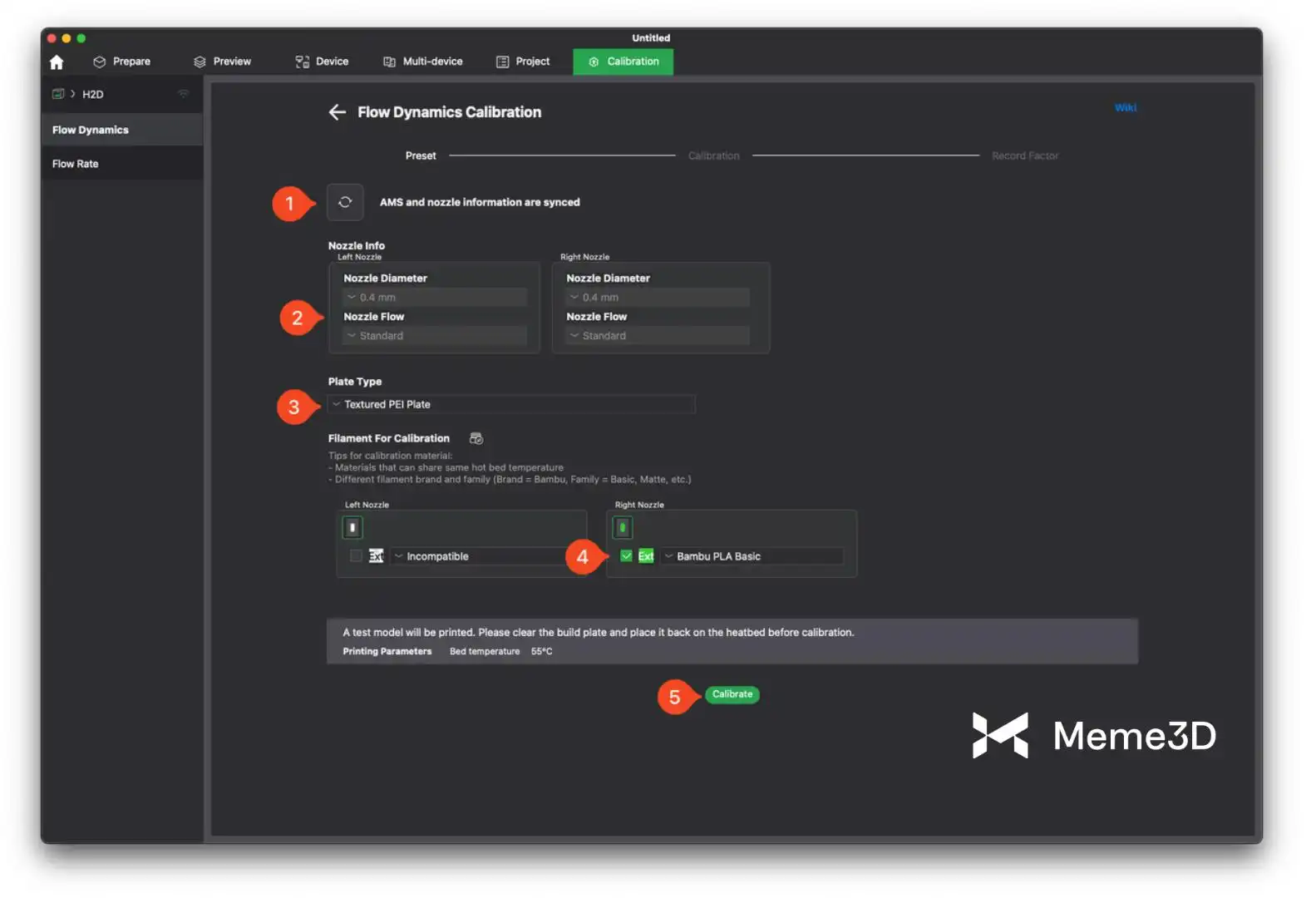
Bước tiếp theo trong quy trình hiệu chuẩn sẽ yêu cầu thực hiện các bước sau:
- Nhấp vào nút Đồng bộ hóa để đồng bộ hóa thông tin máy in. Nếu bạn đang hiệu chỉnh từ bộ nhớ đệm in (spool), không sử dụng AMS, thông tin đã được đồng bộ hóa sẵn.
- Chọn đường kính vòi phun được lắp đặt trên máy in, trong trường hợp này là 0,4mm.
- Chọn loại tấm , trong trường hợp này là tấm PEI có bề mặt nhám.
- Chọn loại sợi nhựa để hiệu chuẩn, trong trường hợp này là Bambu PLA Basic từ vòi phun bên phải.
- Nhấp vào Hiệu chỉnh.
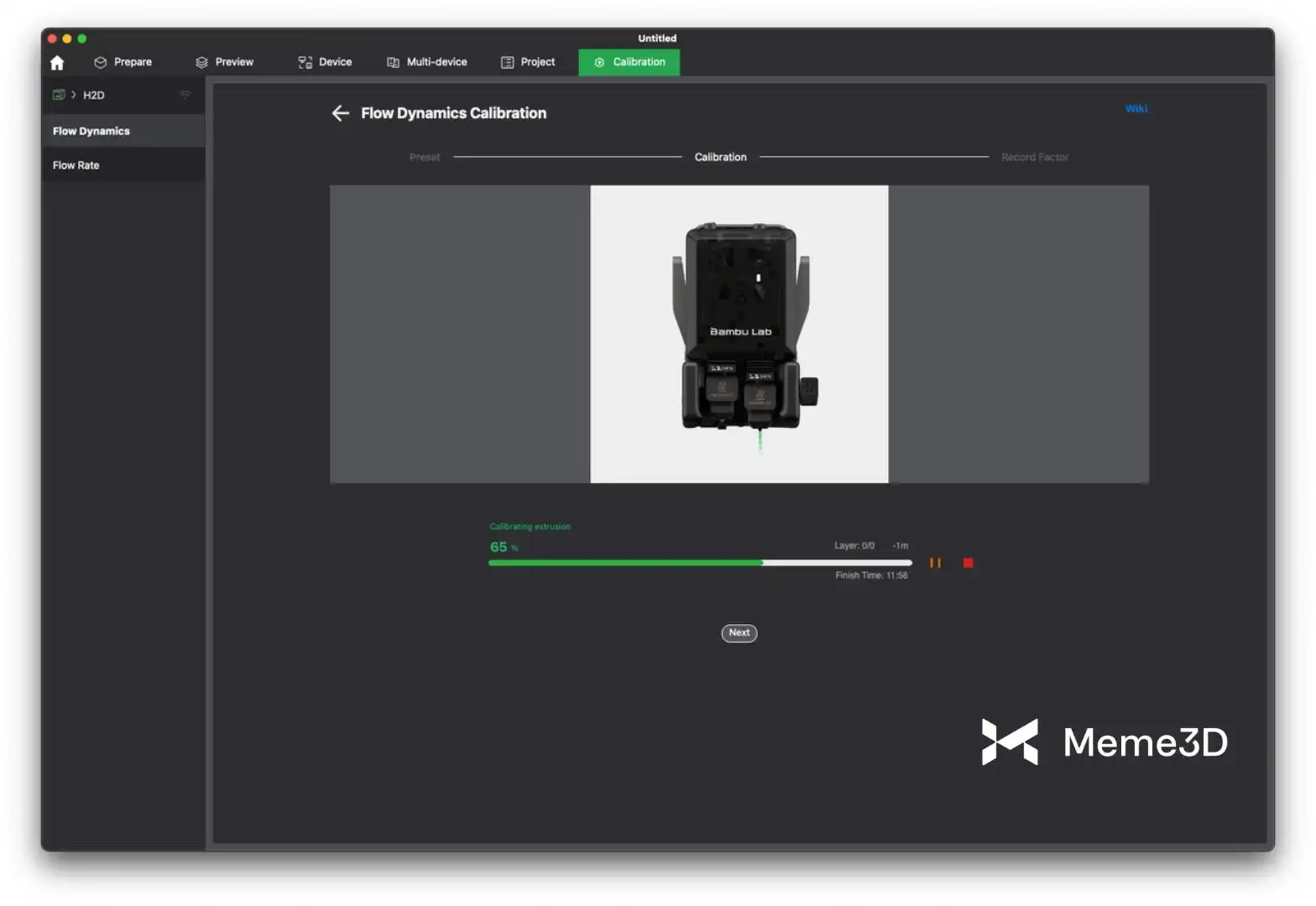
Sau khi bạn nhấp vào Calibrate (Hiệu chỉnh) , máy in sẽ bắt đầu hiệu chỉnh sợi nhựa tự động bằng cách cấp sợi nhựa qua vòi phun với tốc độ khác nhau và đo áp suất vòi phun một cách cẩn thận. Bạn chỉ cần đợi máy in hoàn thành công việc, sau đó chuyển sang bước tiếp theo.
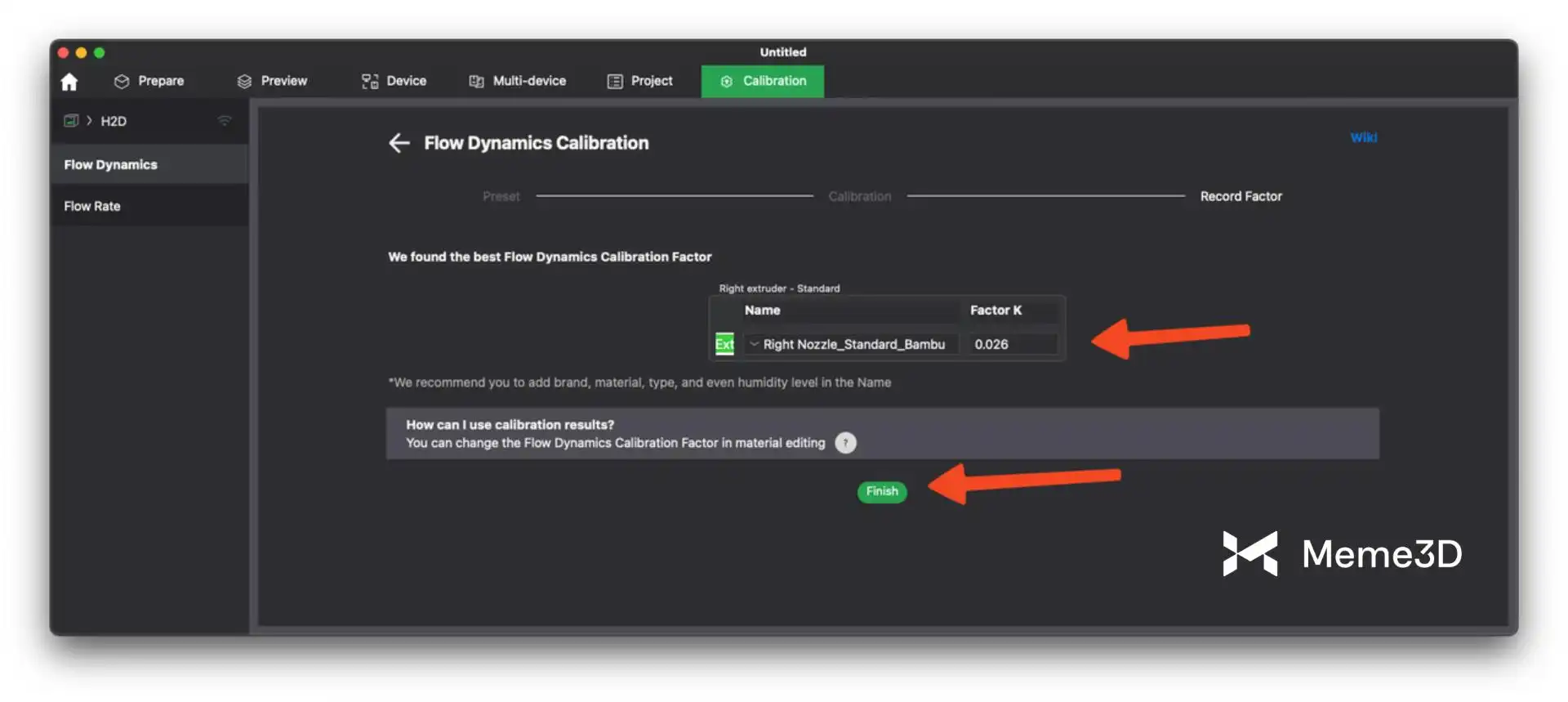
Sau khi hoàn tất, giá trị được tự động hiệu chỉnh sẽ hiển thị. Việc còn lại chỉ là nhấp vào nút Hoàn tất để lưu lại.
Lưu lượng
Tốc độ dòng chảy (Flow Rate) đề cập đến lượng sợi nhựa mà đầu phun của máy in đẩy ra khỏi vòi phun, được đo bằng phần trăm hoặc bội số của lượng mặc định. Nó kiểm soát độ dày của nhựa được đùn ra. Điều chỉnh tốc độ dòng chảy giúp tinh chỉnh chất lượng in. Nếu tốc độ dòng chảy quá cao, nó sẽ gây ra hiện tượng đùn quá mức (các cục hoặc đường chồng chéo quá nhiều) và nếu quá thấp, nó sẽ gây ra hiện tượng đùn thiếu (các khoảng trống trong các đường in).
Các loại sợi in 3D khác nhau yêu cầu tốc độ dòng chảy khác nhau do độ nhớt và điểm nóng chảy khác nhau của chúng. PLA chảy dễ dàng, ABS và nylon đặc hơn một chút, PETG dính, TPU dẻo và nhớt, polycarbonate cứng và vật liệu composite có thể gây mài mòn. Tốc độ dòng chảy phải phù hợp với đặc tính của từng loại sợi để đảm bảo quá trình đùn diễn ra trơn tru và đạt được chất lượng in như mong muốn.
Để lấy ví dụ như trên, tốc độ chảy có thể được so sánh với tốc độ kem đánh răng chảy ra. Nếu bạn bóp nhẹ tuýp, đường kem sẽ mỏng và gọn gàng. Nếu bạn bóp quá mạnh, đường kem sẽ dày và lộn xộn.
Làm thế nào để hiệu chỉnh lưu lượng cho H2D?
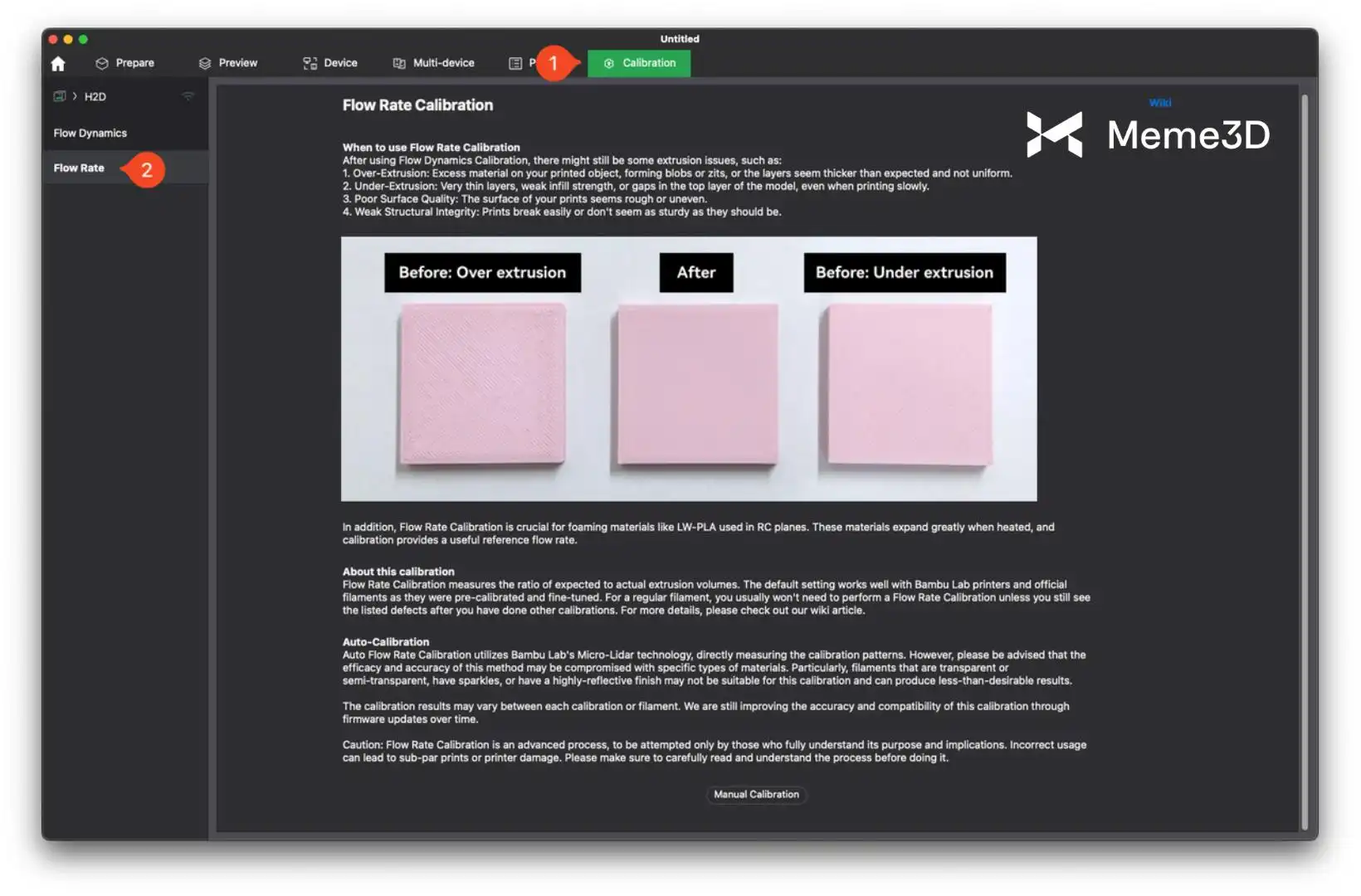
Việc hiệu chuẩn tốc độ dòng chảy được thực hiện sau khi đã thực hiện phân tích động lực dòng chảy, tấm in đã được làm sạch và lắp lại vào máy in. Để bắt đầu, chỉ cần điều hướng đến tab Hiệu chuẩn > Tốc độ dòng chảy , sau đó nhấp vào Hiệu chuẩn thủ công.
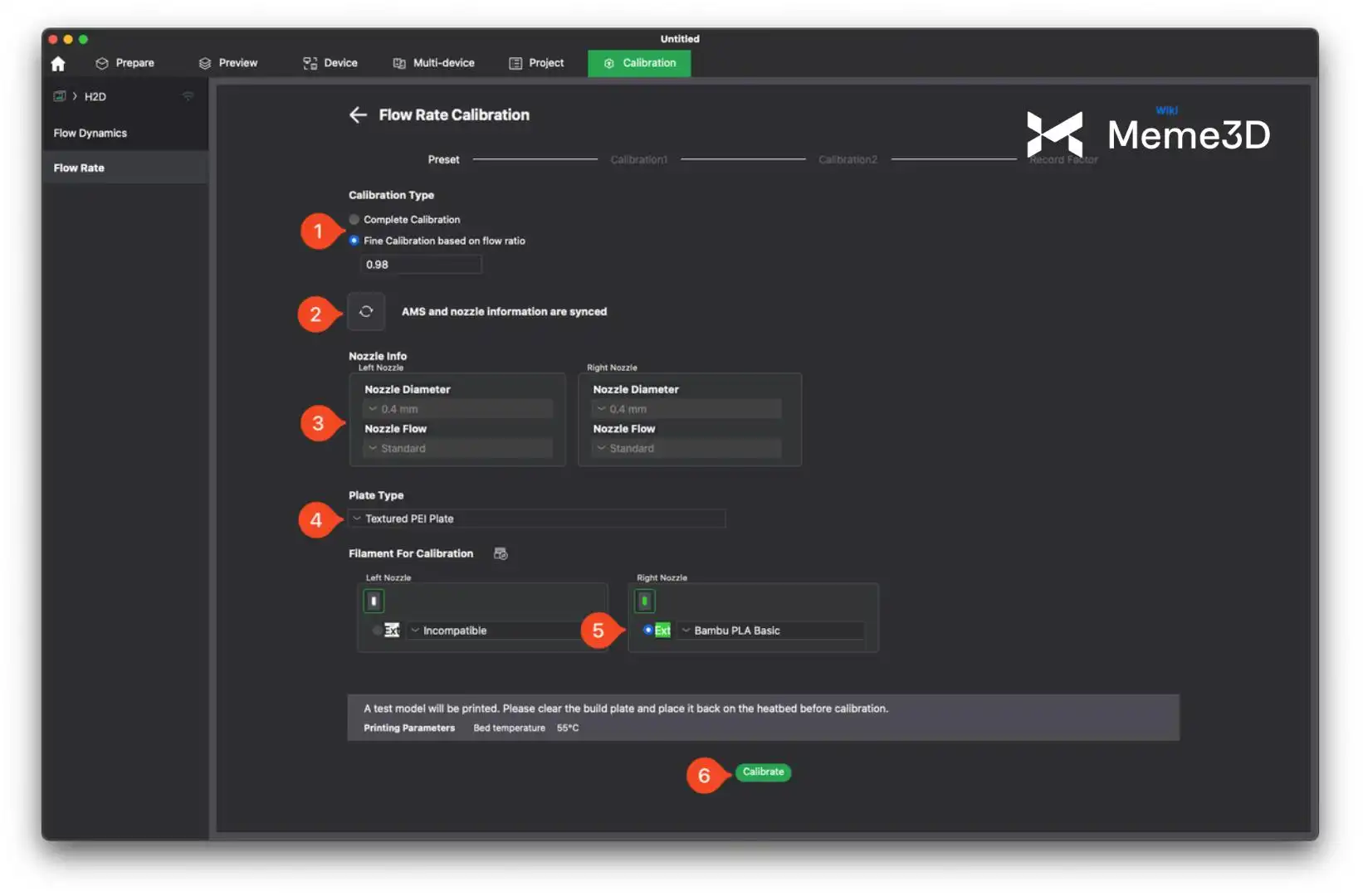
Bước tiếp theo trong quy trình hiệu chuẩn sẽ yêu cầu thực hiện các bước sau:
- Chọn Loại Hiệu chuẩn , có thể là Hiệu chuẩn Toàn diện hoặc Hiệu chuẩn Tinh chỉnh dựa trên giá trị đã có từ trước. Thông thường, nếu bạn đạt được kết quả tốt với các cài đặt hiện tại, bạn có thể bỏ qua bước hiệu chuẩn ban đầu và in trực tiếp kết quả Hiệu chuẩn Tinh chỉnh.
- Nhấp vào nút đồng bộ để đồng bộ hóa thông tin cho máy in.
- Chọn đầu phun được lắp sẵn trên máy in, trong trường hợp này là 0,4mm.
- Chọn loại tấm , trong trường hợp này là tấm PEI có bề mặt nhám.
- Chọn sợi đốt để hiệu chuẩn . Nó sẽ được tự động nhận diện dựa trên cấu hình đã thực hiện ở bước trước.
- Nhấp vào Hiệu chỉnh.
Lệnh in sẽ được gửi đến máy in.
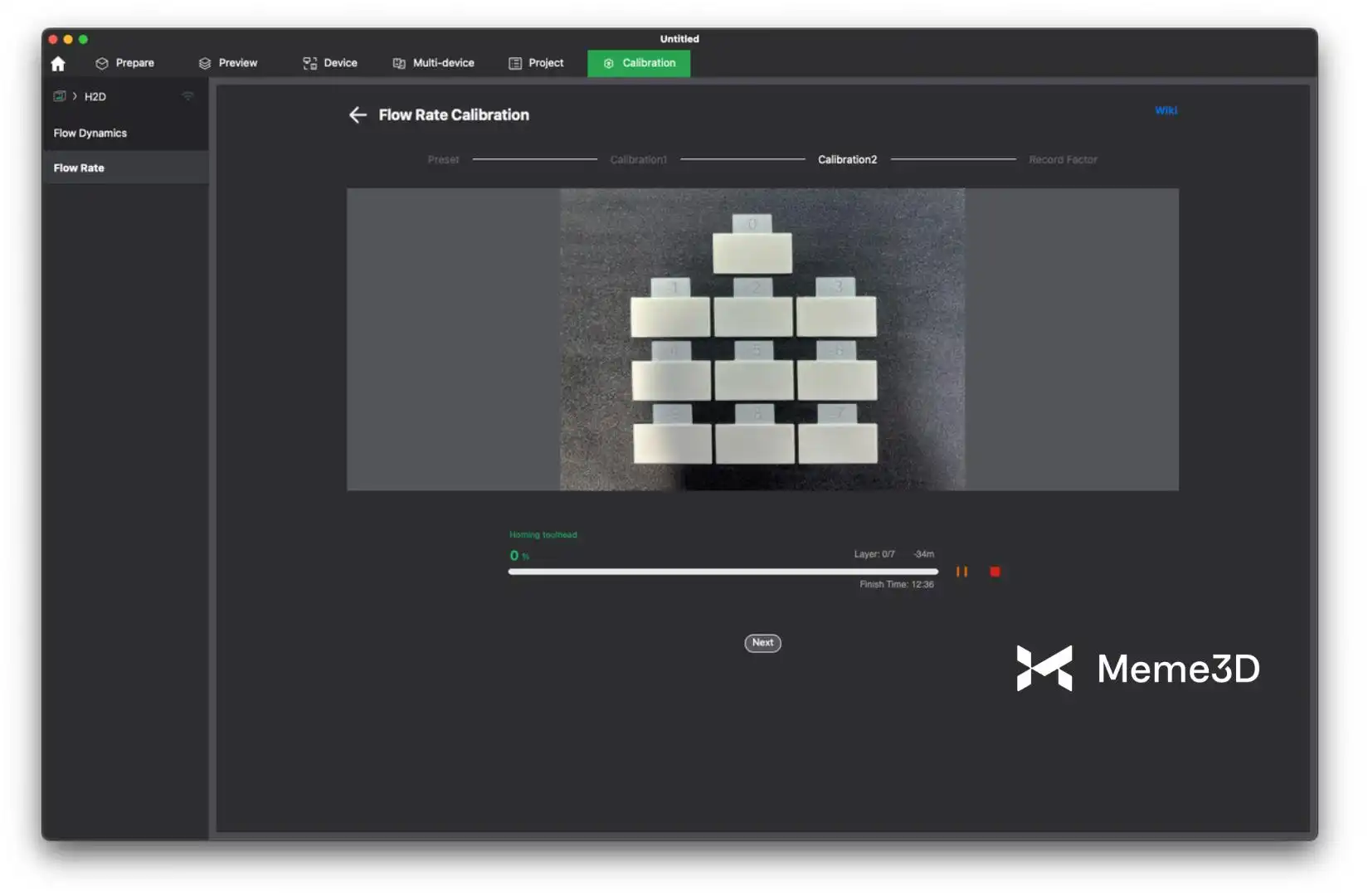
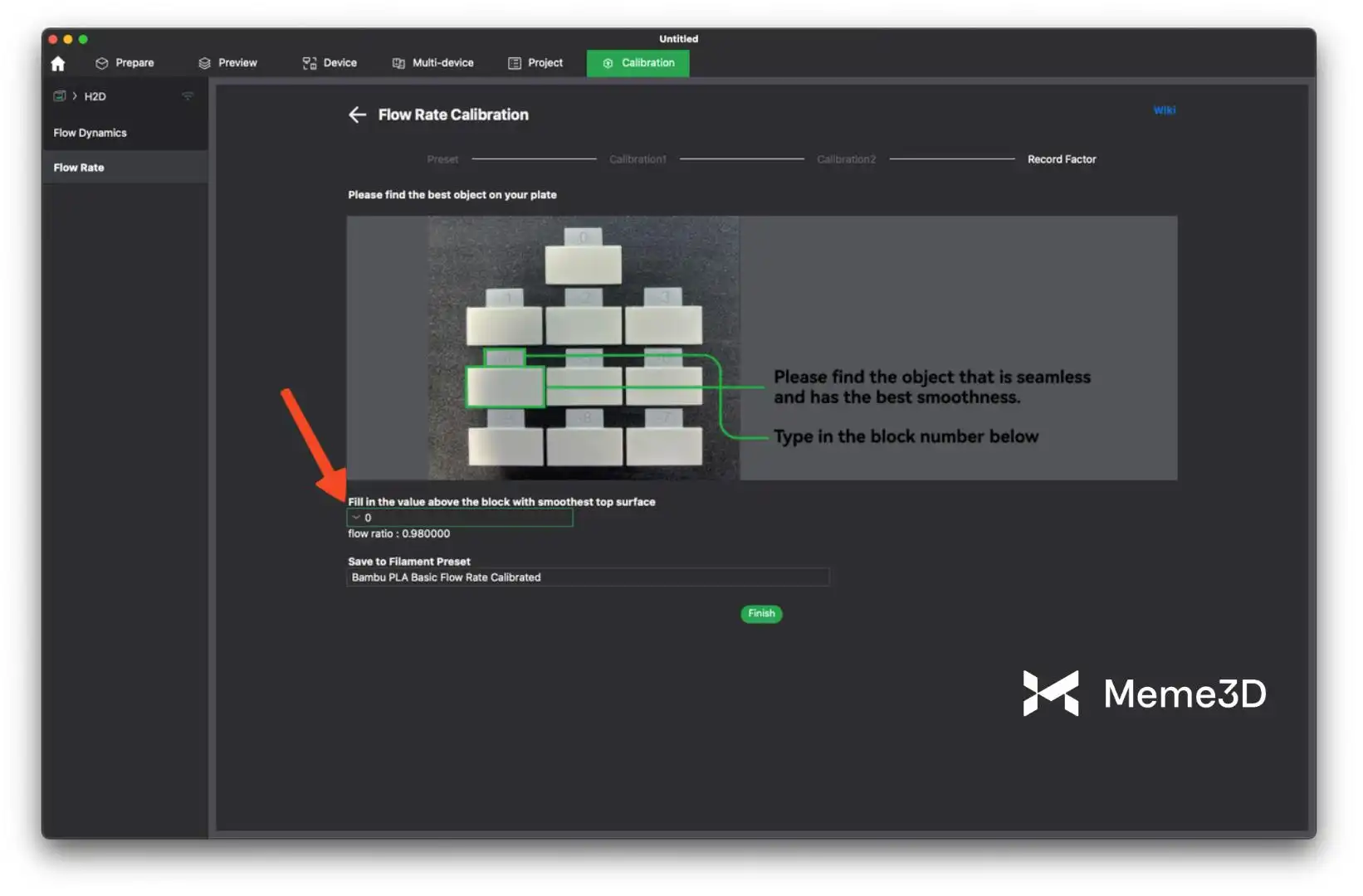
Sau khi các mô hình được in xong, đã đến lúc xác định bằng mắt thường xem mẫu nào có bề mặt mịn nhất. Bạn cần so sánh kết quả thử nghiệm và tìm ra mẫu thử nghiệm mịn nhất.
Việc này có thể khó khăn hơn một chút, vì một số mẫu thử sẽ có những khác biệt rất nhỏ. Hãy thử quan sát chúng với ánh sáng chiếu từ phía bên trái và đặt các mẫu tương tự như hình bên dưới.
Hãy chú ý kỹ phần giữa của các hình chữ nhật mẫu thử, vì đó sẽ là nơi thể hiện bất kỳ dấu hiệu nào của việc đùn thiếu vật liệu. Phần đầu và cuối của các đường in có thể có dấu hiệu đùn thừa vật liệu nhẹ, nhưng điều đó được coi là bình thường.
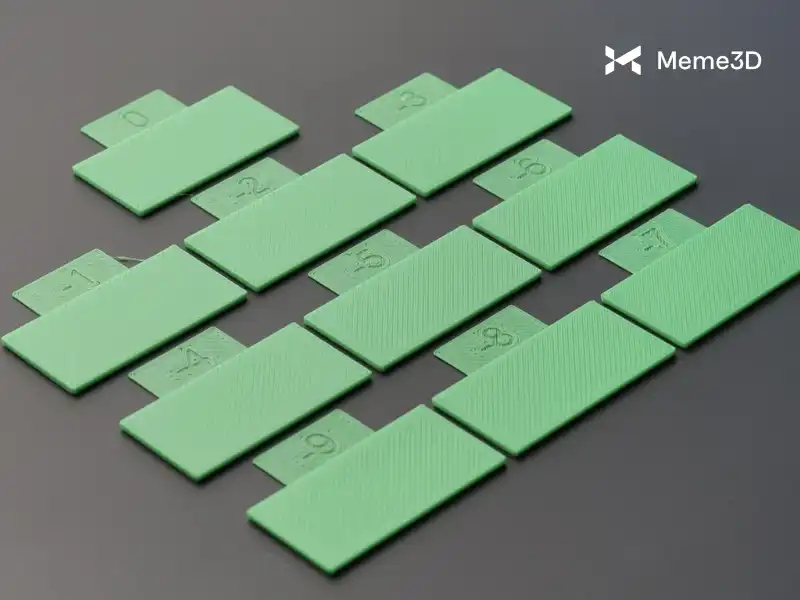
Trong ví dụ này, có thể thấy rằng hầu hết các mẫu âm (-2 đến -7) đều bị thiếu vật liệu in nhẹ, do có khoảng trống giữa các đường in.
Mẫu -1 thoạt nhìn có vẻ ổn, nhưng nếu quan sát kỹ hơn, bạn có thể thấy một vài dấu hiệu rất mờ của hiện tượng thiếu nhựa giữa các đường in. Do đó, nên tránh sử dụng giá trị -1 và xác nhận rằng 0 mới là kết quả chính xác.
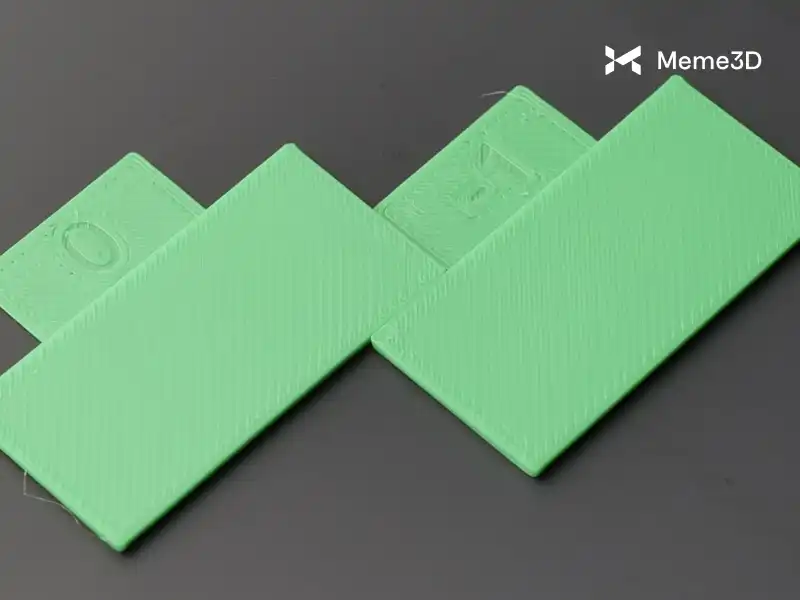
Quan trọng! Tránh chọn mẫu có dấu hiệu đùn nhựa thiếu nhẹ. Đối với các bản in lớn, hiện tượng đùn nhựa thiếu nhẹ này có thể tăng lên, dẫn đến khả năng xuất hiện các khoảng trống giữa các đường in.
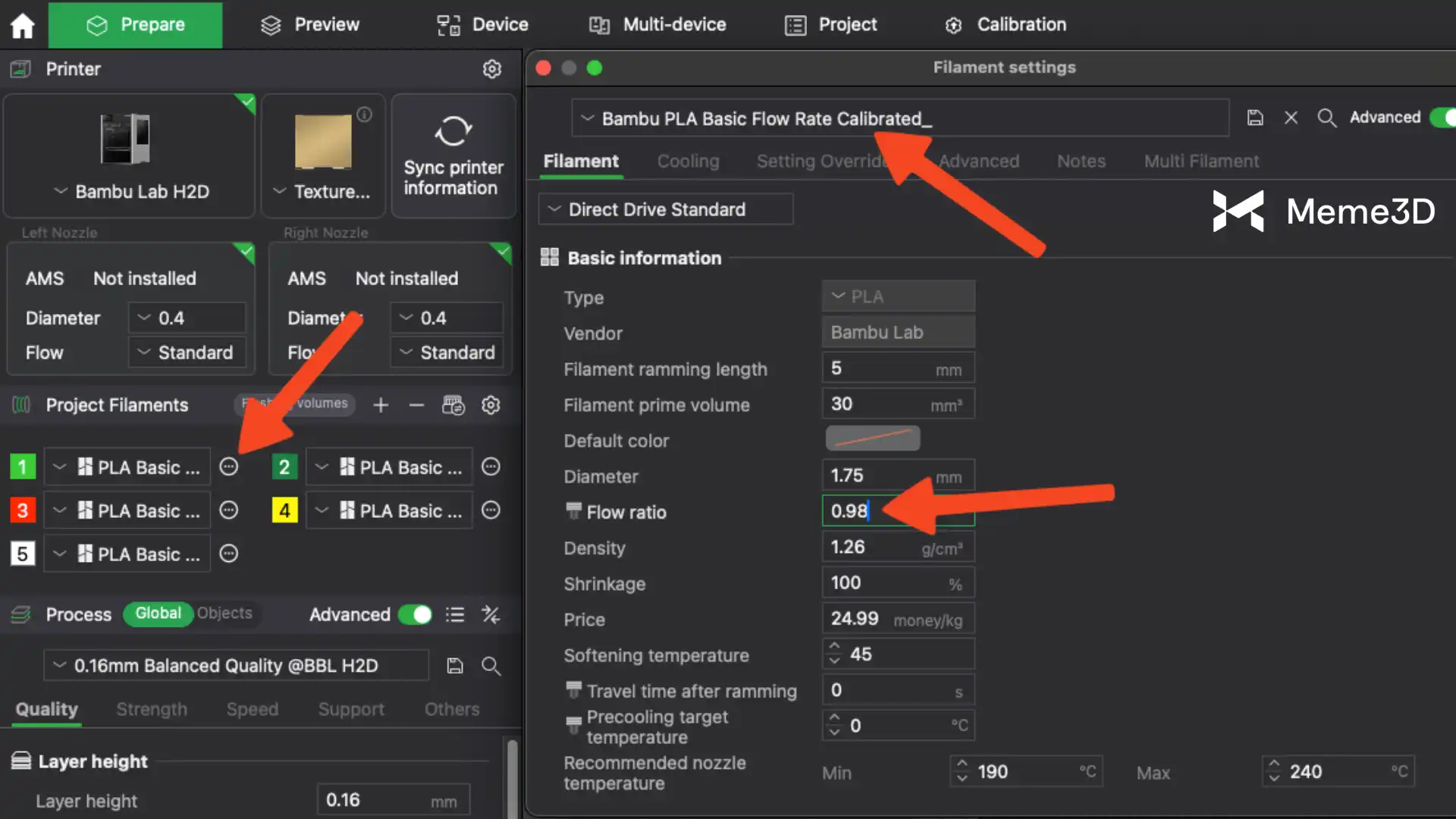
Trong Bambu Studio, chọn mẫu có độ mịn cao nhất, trong trường hợp này là số 0, sau đó đặt tên cho thiết lập sẵn của sợi filament. Quá trình hiệu chỉnh được hoàn tất bằng cách nhấp vào Finish.
Hồ sơ đã được hiệu chỉnh của bạn sẽ áp dụng tỷ lệ lưu lượng mới.
Lưu ý quan trọng
Khi xem xét việc hiệu chỉnh Động lực dòng chảy và Tốc độ dòng chảy, điều quan trọng là phải chú ý kỹ đến các chi tiết sau để đạt được kết quả tối ưu:
Để có kết quả hiệu chuẩn chính xác nhất, hãy đảm bảo dây tóc được làm khô hoàn toàn trước khi bắt đầu quá trình hiệu chuẩn và giữ khô ráo sau đó. Sự thay đổi độ ẩm của dây tóc, ngay cả sau khi hiệu chuẩn, cũng có thể ảnh hưởng nhỏ đến tính nhất quán và độ tin cậy của kết quả.
Luôn kiểm tra kỹ đầu phun (hotend) xem đã sạch sẽ cả bên trong và bên ngoài chưa trước khi tiến hành hiệu chỉnh. Nếu bạn nhận thấy chất lượng in giảm sút (chẳng hạn như thiếu nhựa, thừa nhựa hoặc xuất hiện các sợi nhựa nhỏ), nên thực hiện một vài lần kéo nguội đầu phun để loại bỏ bất kỳ tắc nghẽn nào có thể ảnh hưởng đến quá trình đùn nhựa trơn tru. Ngoài ra, việc sử dụng một đầu phun mới có thể giúp xác định xem vấn đề có liên quan đến đầu phun hay do quá trình hiệu chỉnh.
Hãy đảm bảo đầu đùn sạch sẽ để tránh các vấn đề do chất bẩn gây ra. Các hạt nhỏ, chẳng hạn như bụi sợi nhựa hoặc cặn bám trên bánh răng, có thể ảnh hưởng đến chất lượng đùn. Nếu bạn nhận thấy bất kỳ thay đổi nào về chất lượng in, hãy ưu tiên làm sạch đầu đùn và vòi phun trước khi xem xét hiệu chỉnh lại để đảm bảo kết quả nhất quán.
Tránh hiệu chuẩn khi đầu đùn bị bẩn hoặc vòi phun bị tắc một phần, vì những điều kiện này có thể làm sai lệch đáng kể quá trình hiệu chuẩn, dẫn đến kết quả không đáng tin cậy và không chính xác.
Cần phải rửa sạch bàn in trước khi bắt đầu quá trình in để đảm bảo các mô hình in bám dính tốt như mong đợi. Điều này là do kết quả hiệu chuẩn có thể bị ảnh hưởng nếu lớp đầu tiên không bám chắc vào bàn in.
