Chưa có sản phẩm trong giỏ hàng.
In ấn với nhiều loại nhựa in khác nhau
Điều hướng
Công nghệ in 3D đa vật liệu mở ra nhiều khả năng, từ việc tạo ra các mô hình phức tạp với các đặc tính cơ học khác nhau đến việc sử dụng các vật liệu hỗ trợ có thể hòa tan hoặc dễ dàng loại bỏ để có bề mặt hoàn thiện sạch hơn. Việc kết hợp các vật liệu như PLA và PETG, hoặc thậm chí các vật liệu không tương thích như PLA cứng với TPU dẻo, cho phép tạo ra các nguyên mẫu chức năng, thiết kế đẹp mắt và cấu trúc hỗ trợ hiệu quả.
Hướng dẫn kết hợp các vật liệu không tương thích trên cùng một mô hình
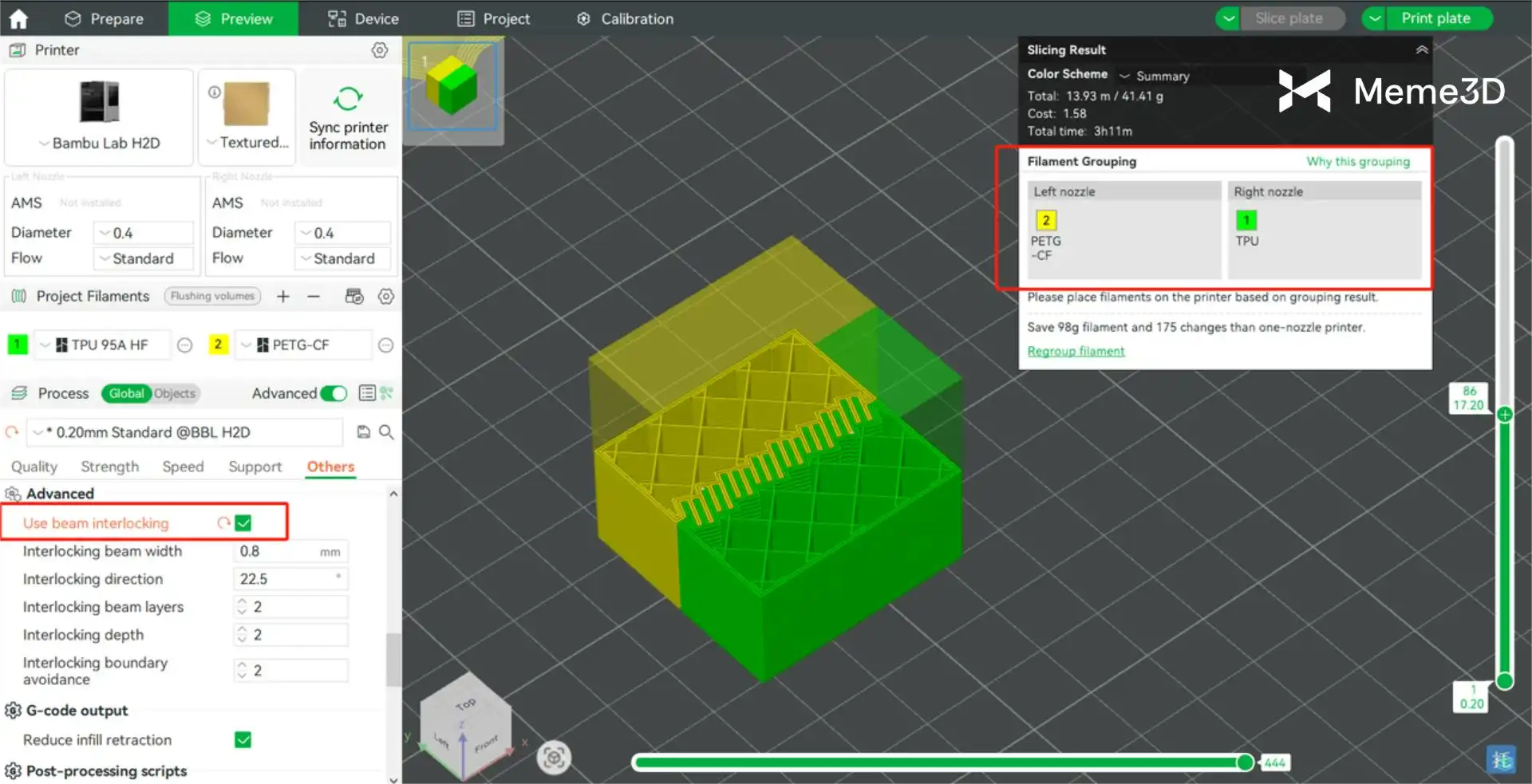
Máy in 3D Bambu Lab H2D cho phép bạn kết hợp các vật liệu không tương thích trên cùng một mô hình, chẳng hạn như sợi nhựa cứng và mềm, bằng cách sử dụng các tính năng tiên tiến trong phần mềm Bambu Studio. Ví dụ, bạn có thể ghép các sợi nhựa cứng như PETG-CF với sợi nhựa mềm TPU 95A HF, trong đó PETG-CF được nạp vào đầu phun bên trái và TPU vào đầu phun bên phải. Để đảm bảo tính tương thích, bạn cần bật tính năng ” Sử dụng Beam Interlocking ” trong Bambu Studio, tính năng này tạo ra cấu trúc liên kết để tăng cường độ bền liên kết giữa các vật liệu.
Cấu trúc liên kết đan xen trong Bambu Studio
Việc sử dụng tính năng Beam Interlocking trong Bambu Studio giúp cải thiện liên kết giữa các sợi filament cứng và mềm. Tùy chọn này tự động thêm một cấu trúc khóa liên kết đặc biệt trong quá trình cắt lát, như hình ảnh bên dưới.
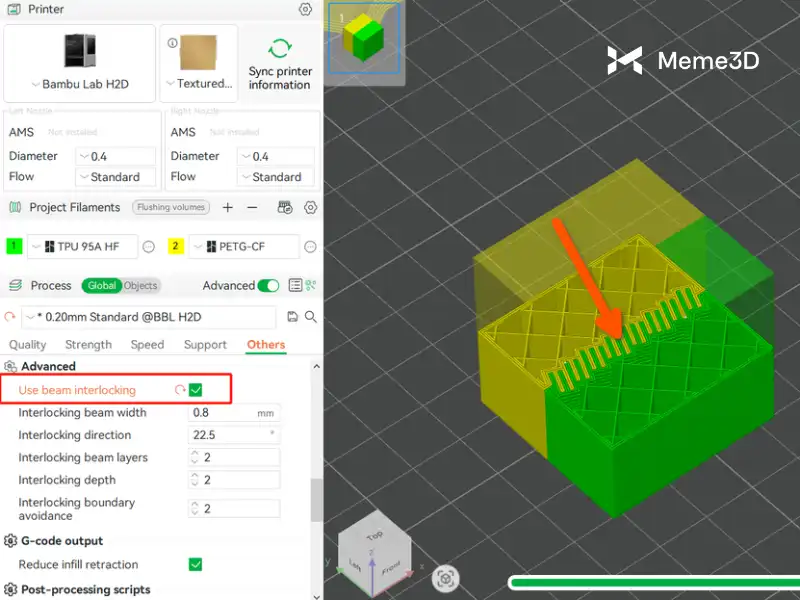
Công nghệ Beam Interlocking giúp giữ các vật liệu cứng và mềm lại với nhau bằng các cấu trúc thanh nhỏ chạy ngang ranh giới giữa chúng. Điều này cung cấp cả độ bám cơ học và độ bám dính nhiệt, giảm nguy cơ các bộ phận bị bong tróc, tách lớp hoặc tách rời dưới tác động của ứng suất hoặc chuyển động.
Để kích hoạt tính năng Cấu trúc liên kết đan xen trong Bambu Studio, hãy nhấp vào Global, sau đó chọn Khác . Bạn sẽ thấy tùy chọn Sử dụng cấu trúc liên kết đan xen trong phần Nâng cao.
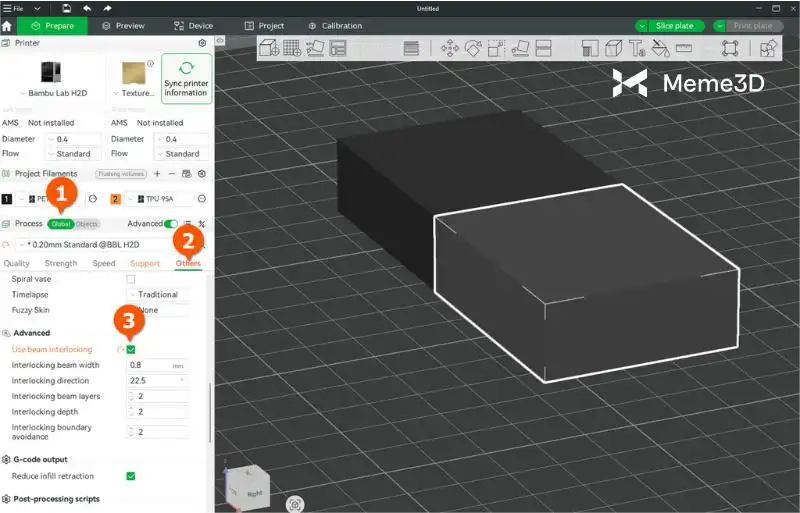
Khi bạn chọn ô “Sử dụng khớp nối chùm tia”, nhiều thiết lập khác nhau sẽ xuất hiện. Chúng bao gồm: Chiều rộng khớp nối chùm tia, Hướng khớp nối, Số lớp khớp nối chùm tia, Độ sâu khớp nối và Tránh ranh giới khớp nối.
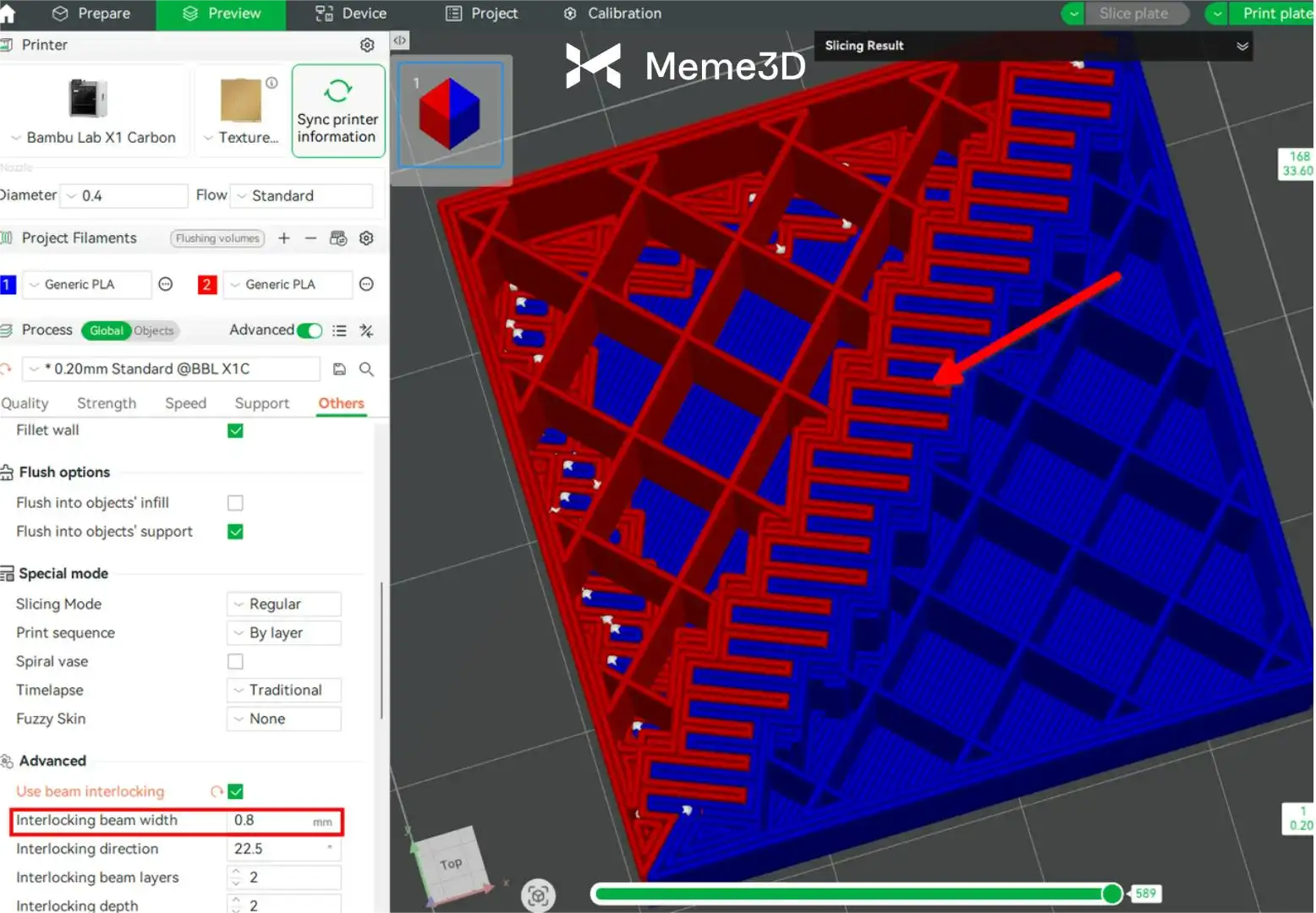
1. Chiều rộng thanh liên kết
Thiết lập này xác định độ dày hoặc chiều rộng của từng thanh liên kết riêng lẻ. Thanh rộng hơn cung cấp diện tích bề mặt lớn hơn và khả năng bám dính cơ học tốt hơn, nhưng nó cũng chiếm nhiều không gian hơn và có thể gây cản trở thiết kế của chi tiết nếu quá lớn. Giá trị thấp hơn nhiều so với kích thước vòi phun sẽ tạo ra các khớp nối nhỏ, làm giảm độ bám dính cơ học và độ bền liên kết giữa các lớp. Đối với hầu hết các bản in, giá trị mặc định là 0,8 mm thường là lý tưởng để duy trì chi tiết thiết kế trong khi vẫn đạt được độ bám dính chắc chắn. Hình ảnh xem trước bên dưới cho thấy kết quả khi áp dụng giá trị mặc định là 0,8 mm.
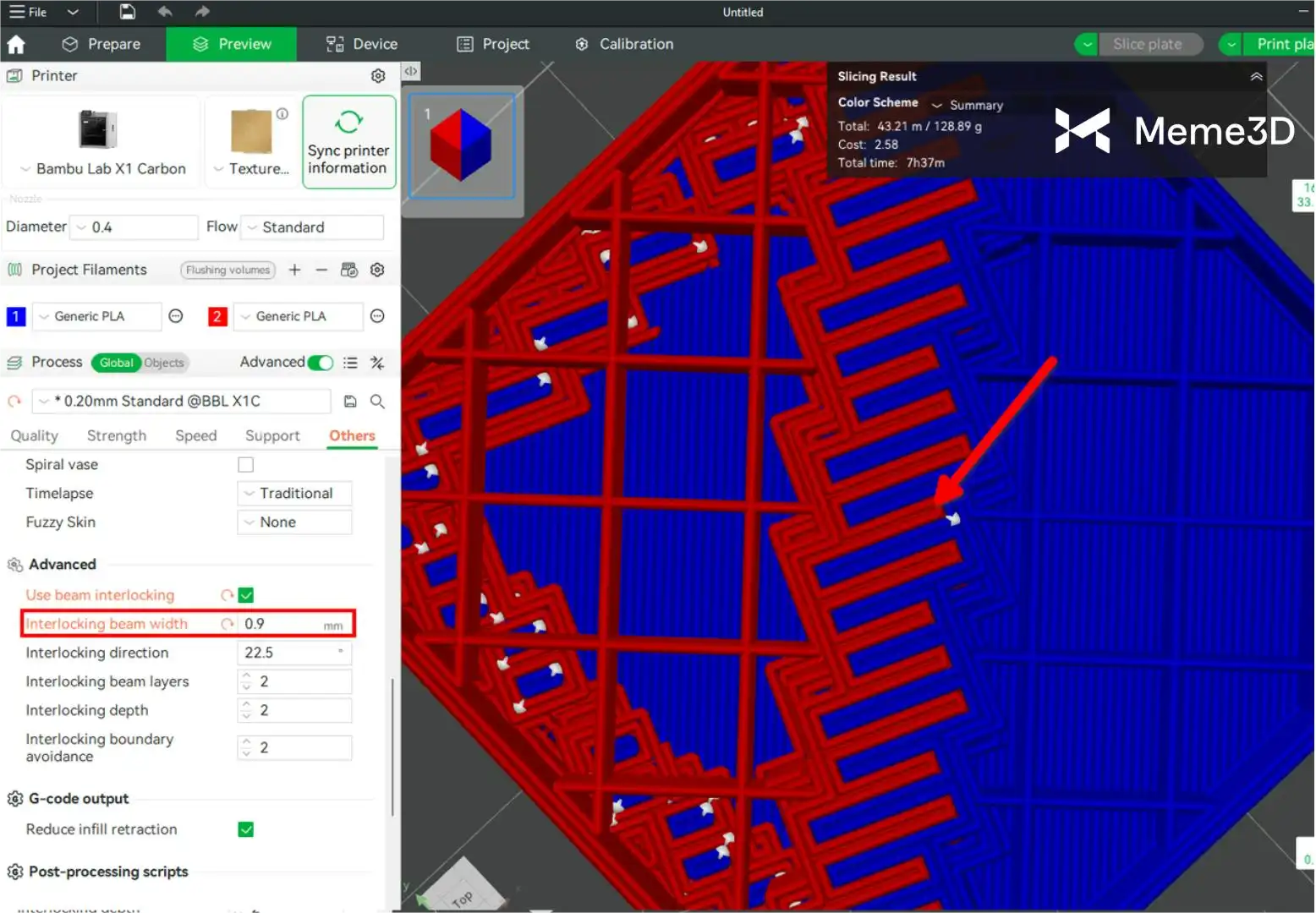
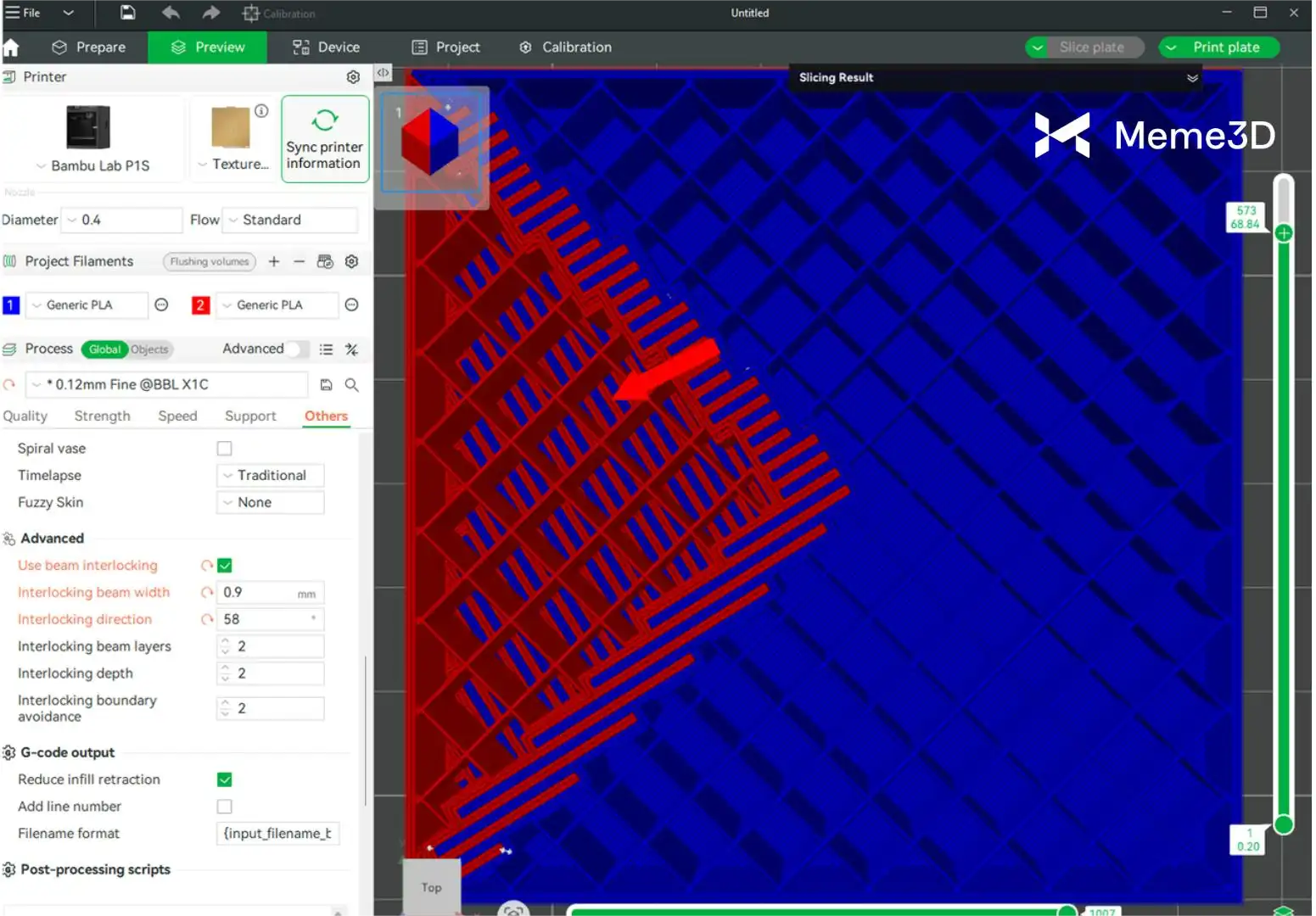
Khi chúng ta tăng chiều rộng của các khớp nối lên 0,9 mm, bạn sẽ nhận thấy các khớp nối dày hơn một chút và cách nhau xa hơn so với giá trị mặc định.
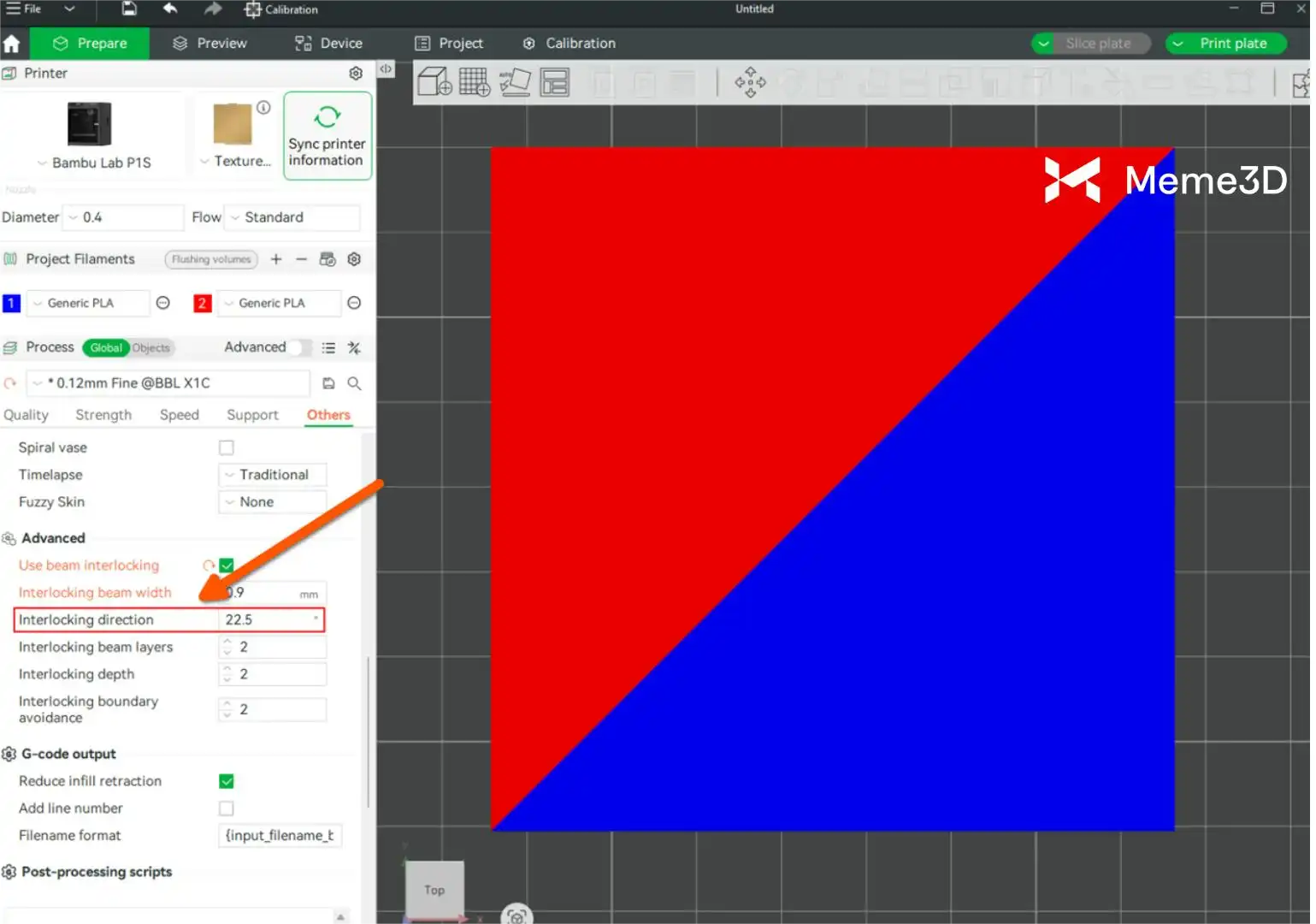
2. Hướng liên kết đan xen
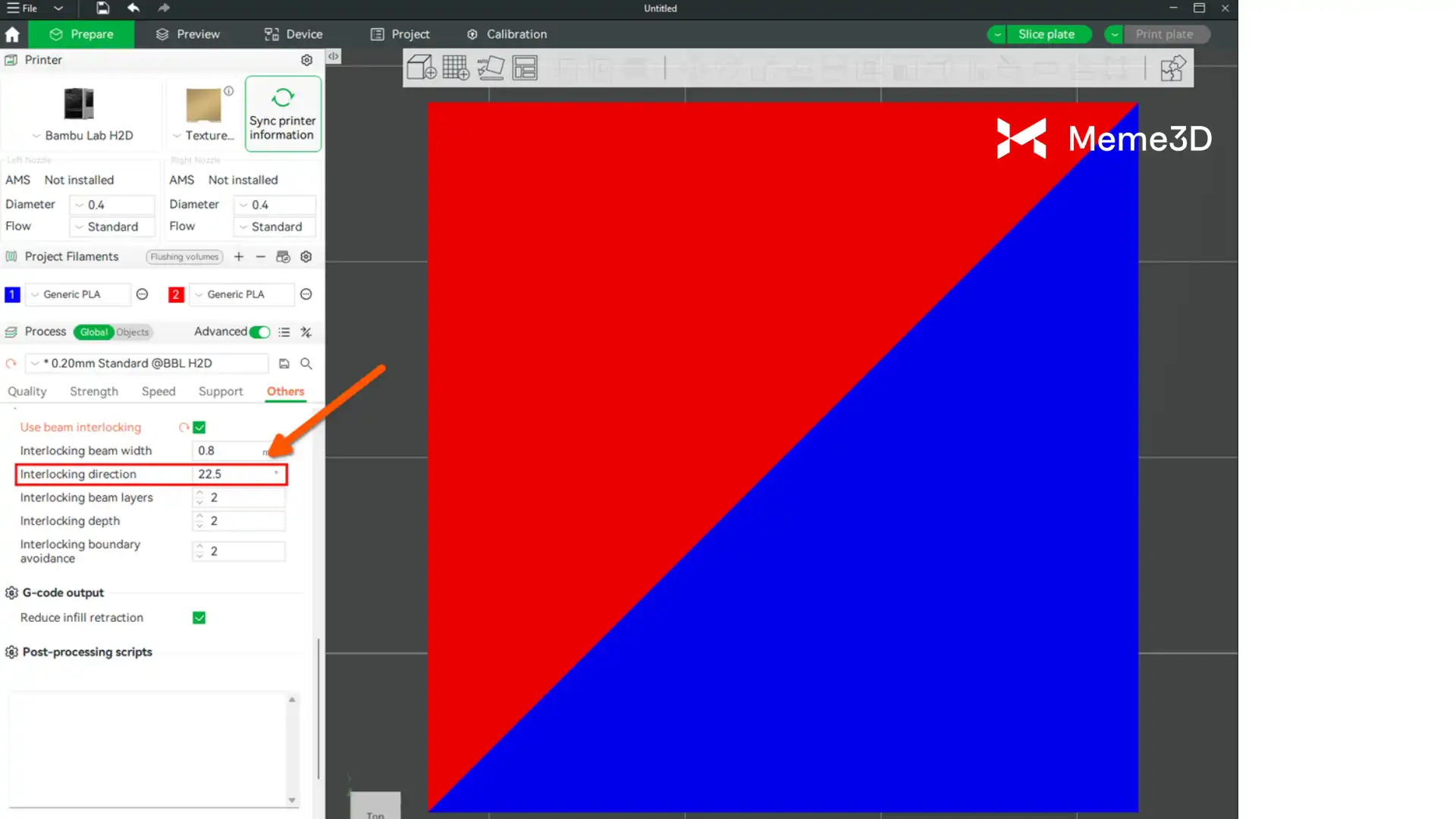
Thiết lập Hướng Liên Kết Đan Xen xác định hướng ngang hoặc trục mà các thanh liên kết được tạo ra. Góc mặc định là 22,5 độ, có nghĩa là các thanh hơi nghiêng chứ không hoàn toàn thẳng đứng hoặc nằm ngang. Nếu chúng ta thay đổi góc thành các giá trị khác, chẳng hạn như 58 độ, nó sẽ trông giống như hình ảnh sau.
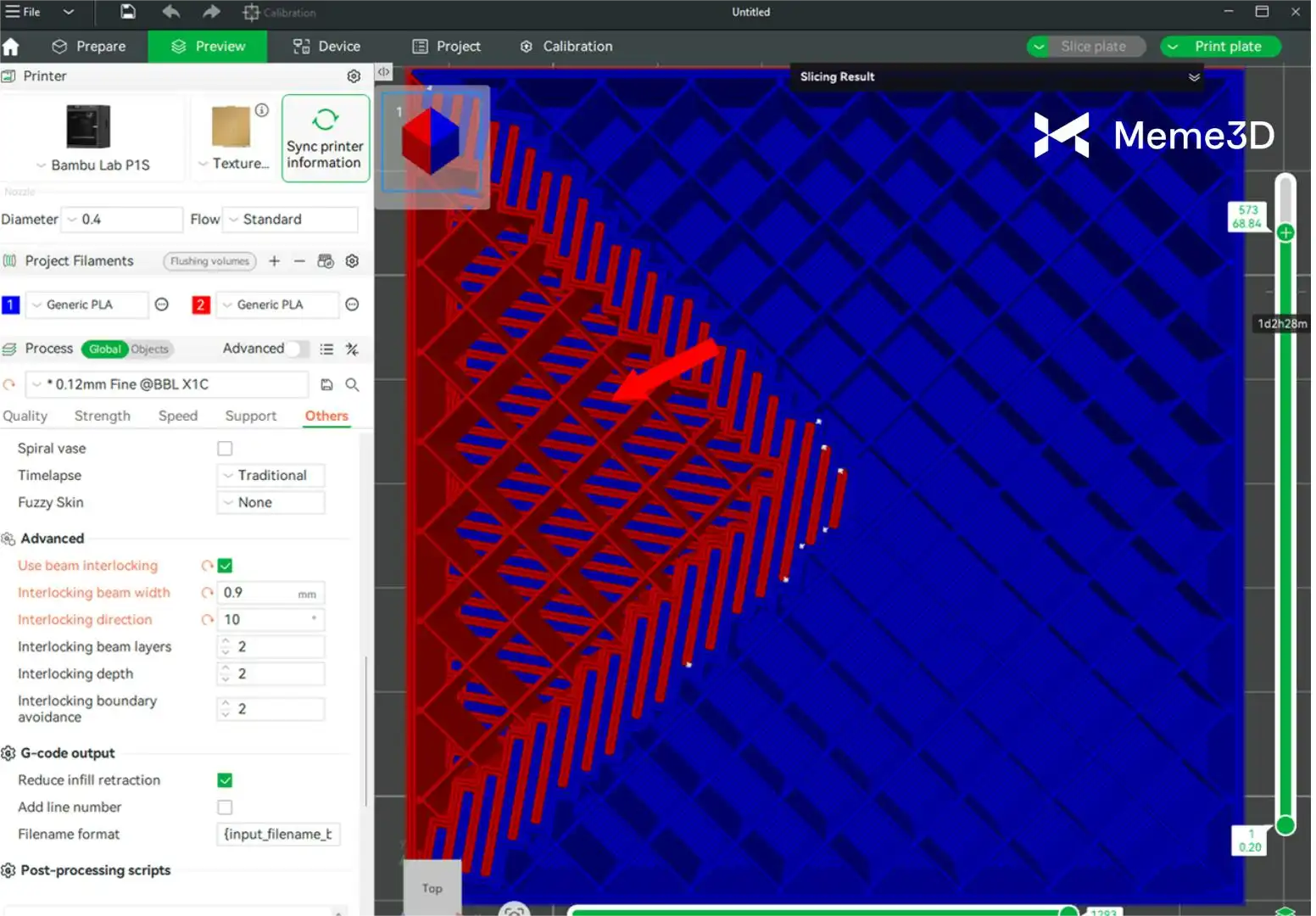
Sau khi giảm góc xuống còn 10 độ, kết quả sẽ như hình ảnh bên dưới.
3. Số lớp liên kết đan xen
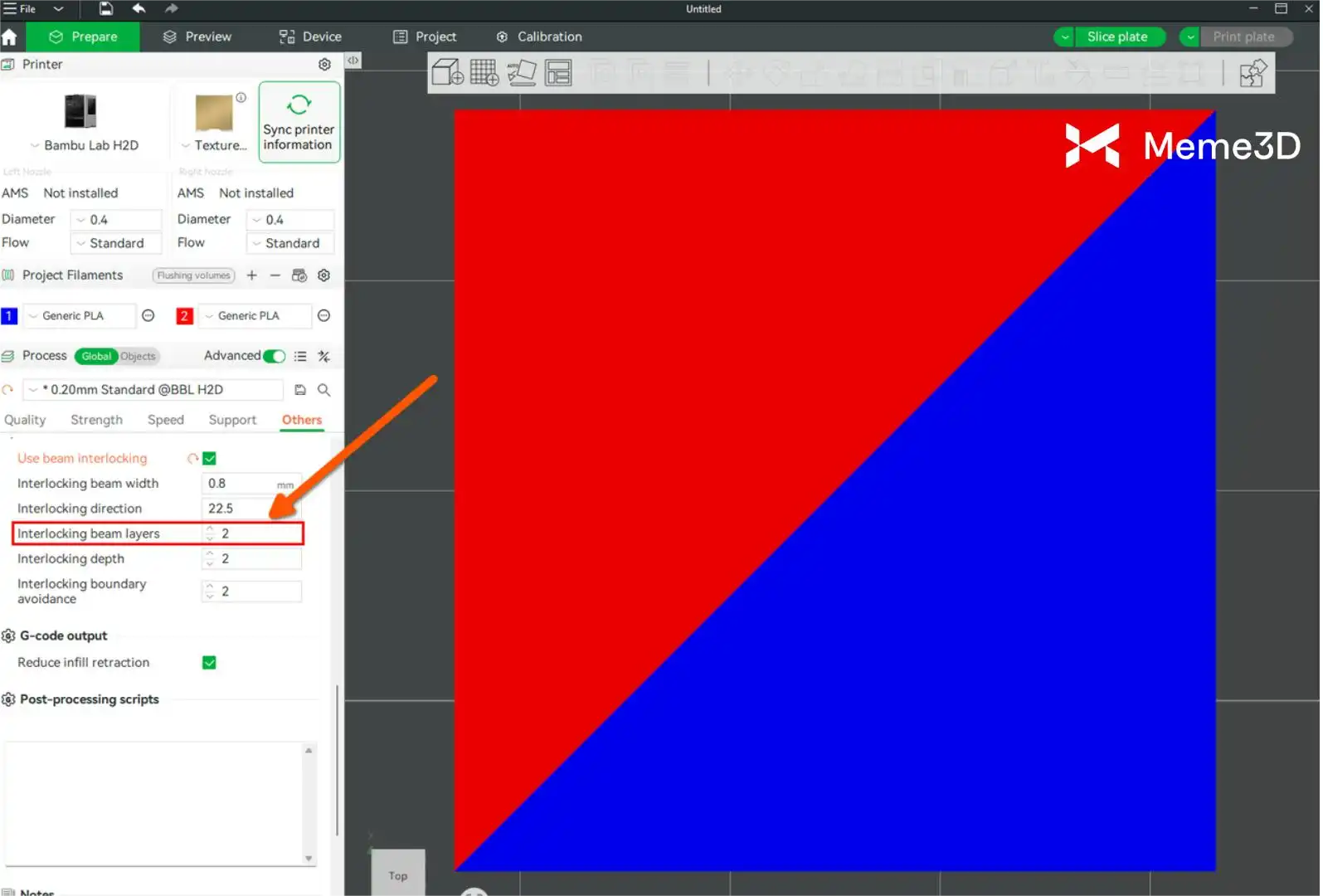
Thông số này xác định chiều cao của các thanh trong cấu trúc lồng ghép, tương đương với số lớp in mỗi thanh trước khi xoay hướng thanh 90 độ. Giá trị mặc định của thông số này là 2. Giá trị thấp đảm bảo độ bám dính tốt giữa các vật liệu. Giá trị cao hơn có thể làm tăng độ bền của từng thanh riêng lẻ, nhưng vì làm giảm độ bền liên kết tổng thể nên thường không được khuyến khích.
4. Độ sâu liên kết đan xen
Thông số Độ sâu liên kết đan xen đo lường mức độ các lớp xuyên sâu vào vật liệu, tức là khoảng cách từ ranh giới để tạo ra cấu trúc liên kết. Thông số này được đo bằng ô, trong đó một ô có chiều rộng bằng hai thanh. Do đó, độ sâu đo được từ thông số này phụ thuộc vào thông số Chiều rộng thanh liên kết.
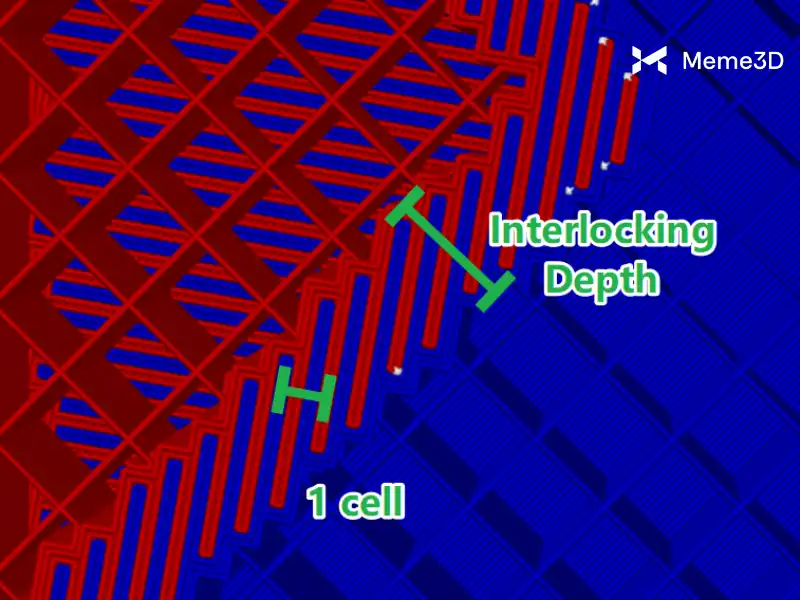
Lưu ý rằng một ô cũng có chiều dọc theo các lớp và độ sâu liên kết tương ứng cũng kiểm soát số lượng lớp phía trên và phía dưới các ranh giới liên kết của các bề mặt nằm ngang bao gồm các thanh liên kết.
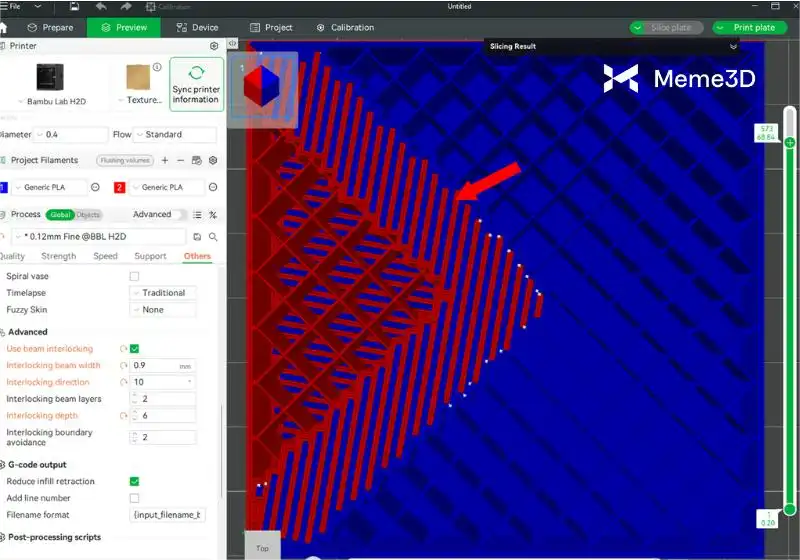
Giá trị mặc định là 2, bạn có thể tăng giá trị này bằng cách nhấp vào biểu tượng mũi tên lên và giảm giá trị bằng cách nhấp vào biểu tượng mũi tên xuống.
Khi chúng ta tăng giá trị lên 6, bạn sẽ thấy rằng nó khớp nối chặt chẽ hơn nhiều với vật liệu mới và số lượng lớp khớp nối phía trên và phía dưới cũng cao hơn.
Giá trị mặc định là 2 hoạt động tốt trong hầu hết các trường hợp; tuy nhiên, bạn có thể chạy thử nghiệm để xác định giá trị tối ưu phù hợp nhất với thiết kế cụ thể của mình.
5. Tránh vùng biên liên kết
Thiết lập này kiểm soát khoảng cách (tính theo đơn vị ô lưới) từ vị trí cấu trúc liên kết đan xen (interlocking infill) được tạo ra cho đến lớp vỏ ngoài của mô hình.
Hình ảnh bên dưới hiển thị bản xem trước khi giá trị này bằng 1.
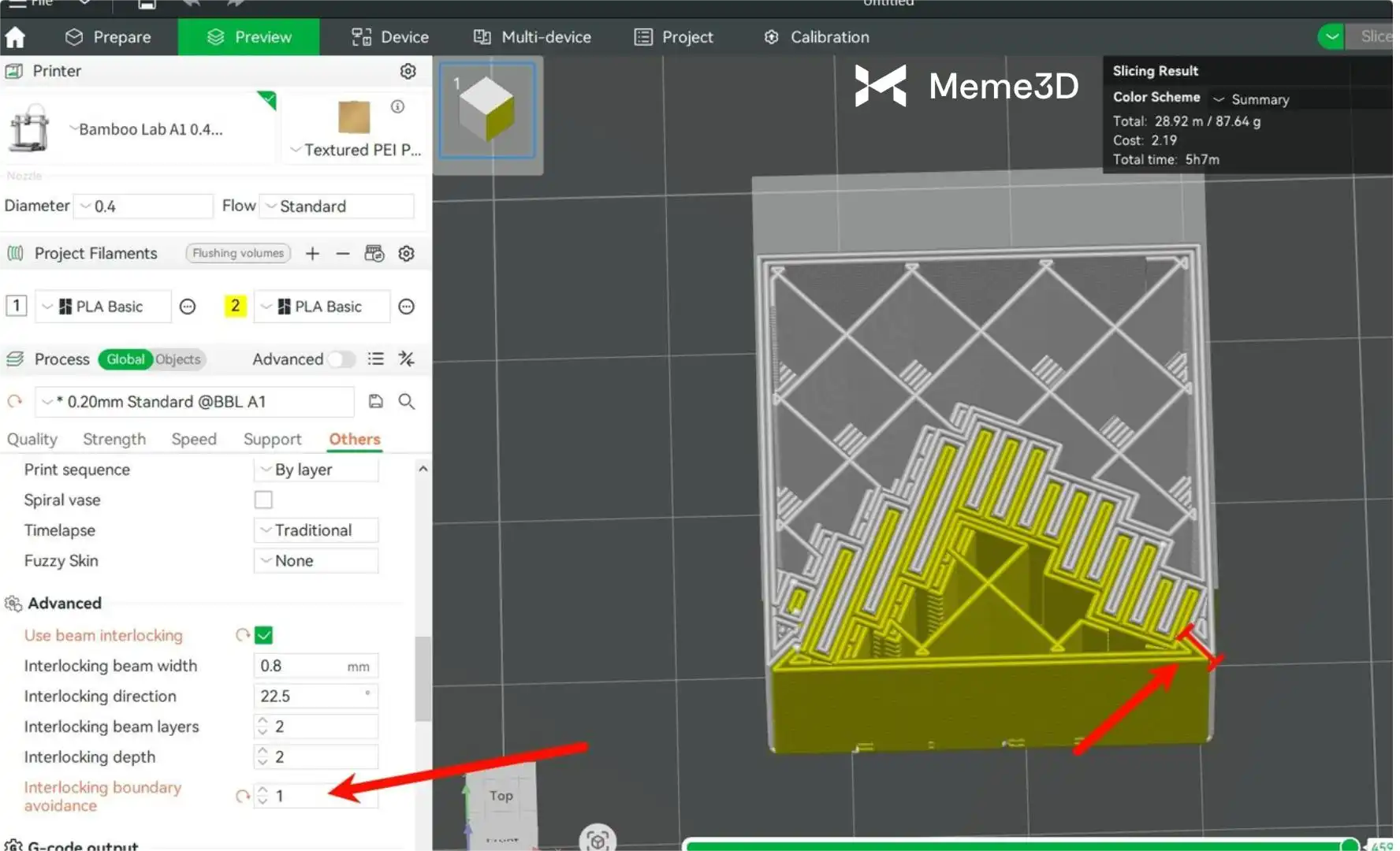
Trong hình trên, bạn có thể thấy các thanh liên kết (beams) nằm khá gần lớp vỏ, mang lại khả năng chịu lực cấu trúc tốt. Tuy nhiên, điều này có thể gây ảnh hưởng xấu đến chất lượng bề mặt, do màu của vật liệu bên trong có thể bị lộ qua lớp vỏ của vật liệu kia.
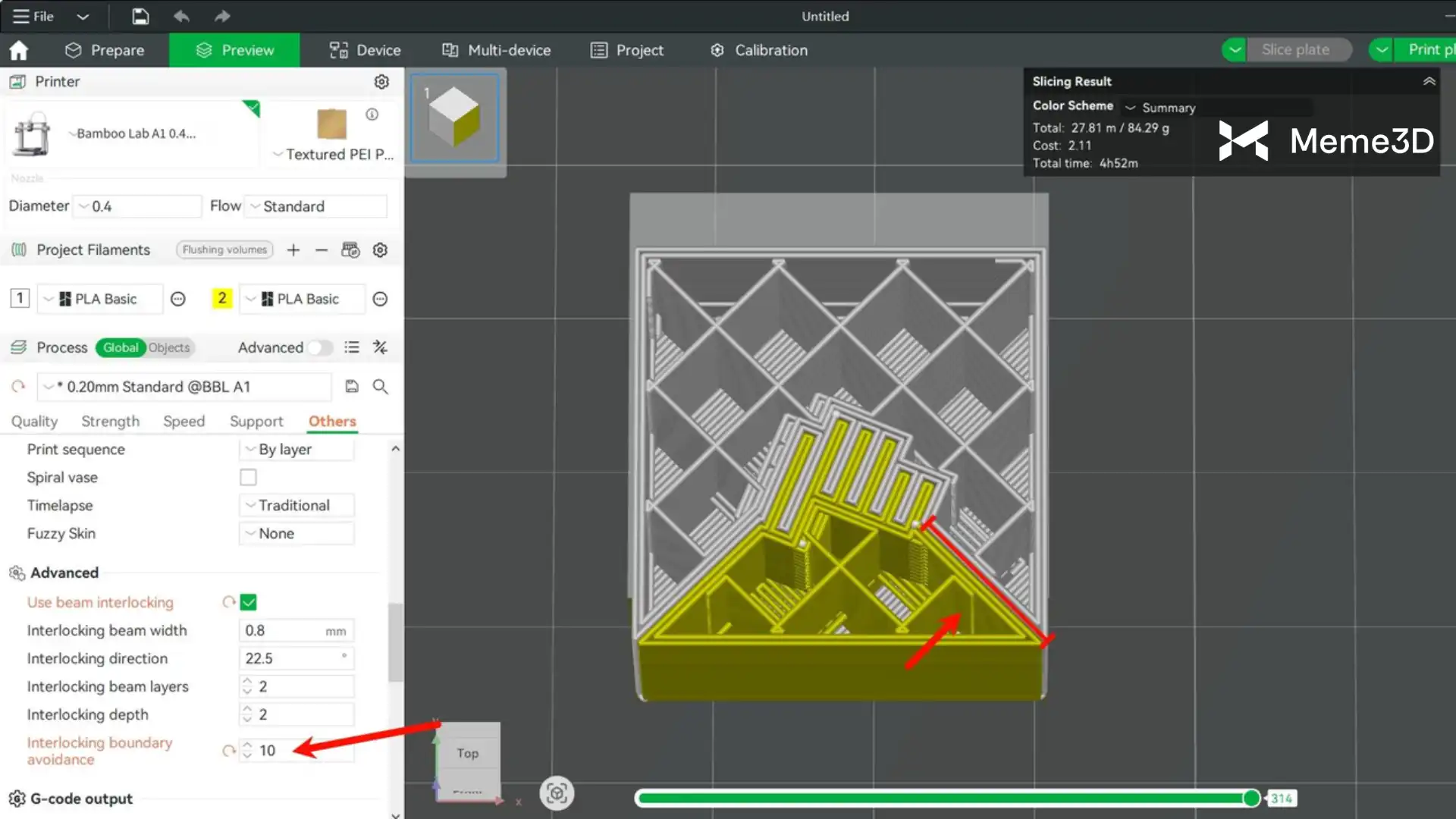
Khi chúng ta tăng giá trị này lên 10, bạn sẽ thấy các thanh liên kết bị đẩy sâu vào bên trong, tạo ra một khoảng đệm lớn giữa cấu trúc độn (infill) và lớp vỏ của mô hình. Tùy chọn này ưu tiên vẻ ngoài của bề mặt vỏ, nhưng sẽ không đảm bảo độ bền liên kết tại các phần rìa (mép) của vật thể.
Lấy PETG-CF và TPU làm ví dụ.
Lấy PETG-CF và TPU 95A HF làm ví dụ, quy trình in ấn với cấu trúc lồng ghép như sau:
- Nạp PETG-CF vào đầu phun bên trái và TPU 95A HF vào đầu phun bên phải.
- Cài đặt cắt lát: Bật tùy chọn “Sử dụng khóa liên kết chùm tia”, điều chỉnh các thông số liên quan theo mô hình thực tế.
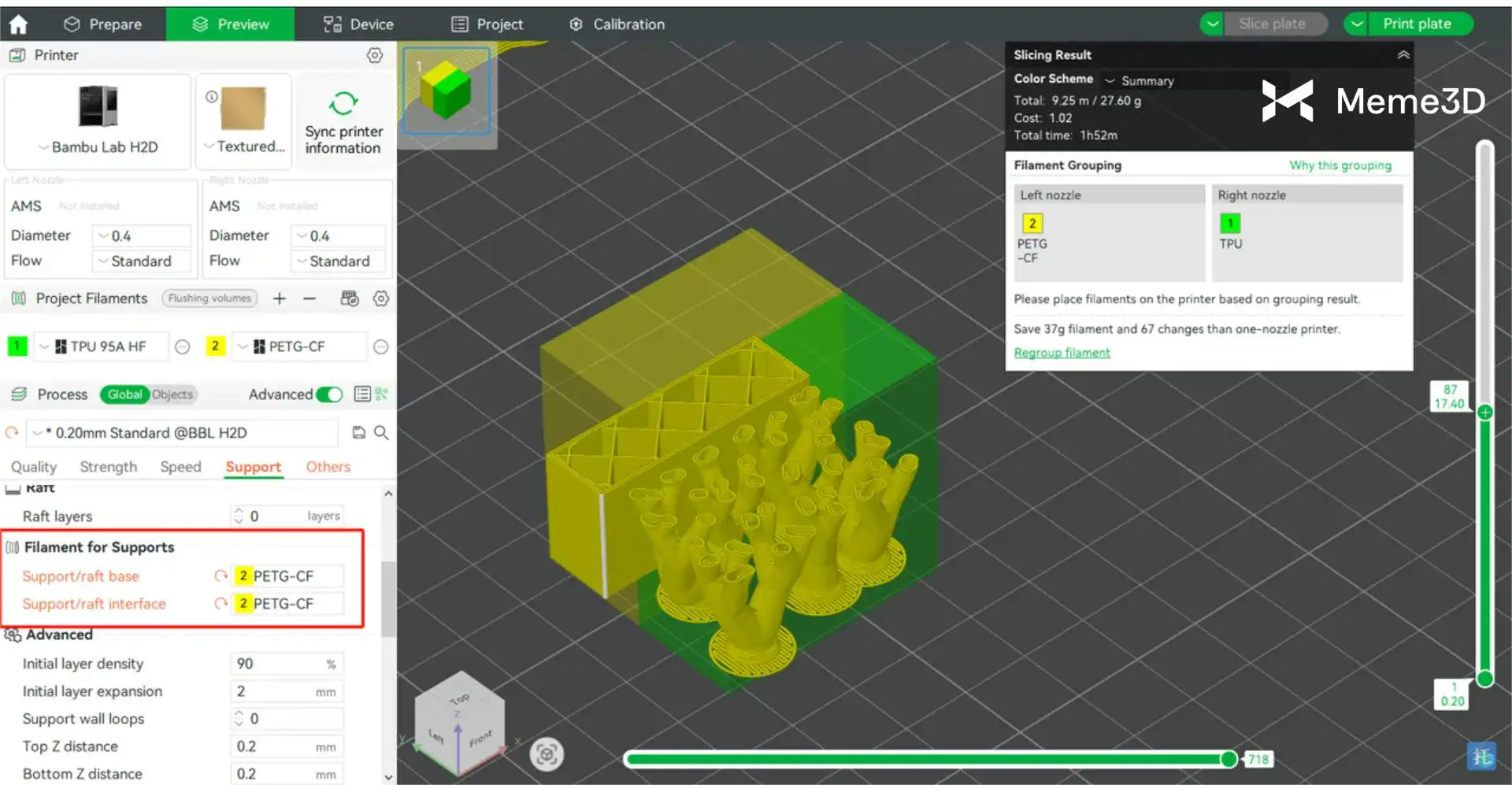
- Nếu mô hình cần giá đỡ, hãy đảm bảo rằng các sợi filament của giá đỡ và giao diện giá đỡ được thiết lập là sợi filament cứng (TPU không phù hợp để làm giá đỡ).
Khi sử dụng tính năng Liên kết đan xen (Beam Interlocking), bạn cần lưu ý những điều sau:
- Kiểm tra độ dày lớp vỏ và cấu trúc hình học bên trong: Đảm bảo có đủ không gian bên trong để các cấu trúc thanh liên kết có thể hình thành chuẩn xác. Ngoài ra, các lớp vỏ ngoài (walls) xung quanh phải đủ dày để duy trì độ cứng vững. Đối với các vách mỏng hoặc các bề mặt có độ chi tiết cao, hãy điều chỉnh số lớp liên kết (interlocking beam layers) và độ sâu liên kết (beam depth) để tránh làm hỏng các chi tiết quan trọng của mô hình.
- Tối ưu hóa hướng định vị và hướng liên kết đan xen: Đảm bảo các chi tiết được định hướng hoặc sắp xếp phù hợp với hướng của các thanh liên kết để đạt kết quả tối ưu nhất.
- Xem xét khả năng tương thích của vật liệu: Nên chọn các loại vật liệu dễ bám dính vào nhau. Ví dụ, TPU và PETG có thể liên kết rất dễ dàng và bám chặt vào nhau trong quá trình in. Ngược lại, bạn nên tránh kết hợp các cặp vật liệu có đặc tính bám dính kém, chẳng hạn như TPU và PLA tiêu chuẩn, vì chúng thường gặp phải tình trạng tách lớp (layer separation) hoặc bám dính quá yếu, đặc biệt là ở các góc. Việc in thử (test print) trước khi tiến hành một bản in 3D lớn/quan trọng cũng rất cần thiết.
Các lưu ý quan trọng khi in đa vật liệu trên máy H2D
- Tính tương thích của vật liệu: Sử dụng cụm đầu nóng (hotend) bên trái cho các loại nhựa cứng, chẳng hạn như PLA, và bên phải cho các loại nhựa dẻo, như TPU. Việc trộn lẫn các loại nhựa có nhiệt độ in cao và thấp có thể gây ra hiện tượng tắc nghẽn (clogs) hoặc làm giảm độ bám dính.
- Sấy nhựa (Filament drying): Cần sấy khô nhựa in trong bộ AMS 2 Pro hoặc AMS HT để ngăn ngừa các sự cố liên quan đến độ ẩm. Nhựa bị ẩm có thể dẫn đến hiện tượng kéo sợi (stringing) hoặc gây tắc vòi phun (nozzle blockages) trong quá trình in hai vật liệu.
- Liên kết đan xen (Beam interlocking): Bật tính năng “Beam Interlocking” trong phần mềm Bambu Studio để tăng cường độ bám dính giữa hai loại vật liệu. Thiết lập này giúp củng cố kết cấu mối nối cho các bản in sử dụng đa vật liệu không đồng nhất.
- Hiệu chuẩn vòi phun (Nozzle calibration): Thực hiện hiệu chuẩn tự động cả hai vòi phun để đảm bảo căn chỉnh chính xác khi đùn nhựa kép. Việc lệch tâm (misalignment) có thể gây ra hiện tượng xê dịch lớp in (layer shifts) hoặc làm cho đường ranh giới chuyển đổi vật liệu bị xấu. Hãy tham khảo bài viết wiki về hiệu chuẩn độ lệch vòi phun (nozzle offset calibration) để biết cách hiệu chỉnh đúng cách.
- Quản lý nhiệt độ (Temperature management): Cài đặt nhiệt độ vòi phun phù hợp cho từng loại nhựa. Việc thiết lập nhiệt độ không chính xác có thể dẫn đến lực liên kết yếu hoặc làm suy giảm chất lượng vật liệu (material degradation).
