Chưa có sản phẩm trong giỏ hàng.
Nhựa TPU là gì?
TPU 85A và TPU 90A là hai cấp độ cứng khác nhau của sợi polyurethane nhiệt dẻo (TPU).
- Độ cứng : Độ cứng của TPU thường được đo bằng thang đo độ cứng Shore A. 85A và 90A thể hiện mức độ cứng của hai vật liệu này, trong đó 90A cứng hơn 85A.
- Độ đàn hồi và tính linh hoạt : Các vật liệu này có thể được kéo giãn và uốn cong trong phạm vi rộng mà không bị gãy cùng khả năng đàn hồi mạnh mẽ. Đặc tính này làm cho TPU 85A và TPU 90A vượt trội trong các ứng dụng đòi hỏi độ đàn hồi và tính linh hoạt.
- Khả năng chống mài mòn : Vật liệu TPU có khả năng chống mài mòn tốt, duy trì hiệu suất ổn định trong thời gian sử dụng dài.
Về ứng dụng, TPU 85A và TPU 90A có thể được sử dụng để sản xuất các sản phẩm đòi hỏi độ đàn hồi và khả năng chống mài mòn, chẳng hạn như đế giày và các bộ phận của thiết bị thể thao. Chúng cũng thích hợp để làm phụ kiện cho các sản phẩm điện tử như ốp điện thoại và dây đeo đồng hồ thông minh. Nhìn chung, hai loại vật liệu polyurethane nhiệt dẻo này có đặc tính tuyệt vời và được sử dụng rộng rãi. Độ cứng khác nhau của chúng cho phép đáp ứng nhu cầu trong nhiều ứng dụng khác nhau.
Chuẩn bị nhựa in chung
Môi trường bảo quản nhựa in
Sợi TPU có tính hút ẩm mạnh (nghĩa là chúng hấp thụ hơi ẩm) và độ ẩm có thể ảnh hưởng xấu đến chất lượng in. Để khắc phục vấn đề này, nên bảo quản sợi trong môi trường có độ ẩm dưới 20% RH. Sử dụng hộp đựng và cho thêm chất hút ẩm vào bên trong; tốt nhất là chọn chất hút ẩm có khả năng giữ cho sợi luôn khô ráo hiệu quả.

Sấy khô TPU
Khi sợi TPU hấp thụ độ ẩm và cho chất lượng in cũng như độ bền giảm, bạn nên “làm mới” sợi bằng quá trình sấy khô. Nhiệt độ sấy khô được khuyến nghị cho TPU là khoảng 75℃. Theo đó, cách dễ nhất để sấy khô TPU là sử dụng máy sấy sợi chuyên dụng AMS HT hoặc các loại máy sấy sợi khác có thể đạt được nhiệt độ này trong khoảng 8 giờ.
Các lựa chọn khác bao gồm sử dụng máy in kín như H2D và sử dụng bàn nhiệt để làm nóng sợi nhựa. Đối với TPU, phương pháp này thường yêu cầu nhiệt độ bàn in từ 80-90℃. Mặc dù H2D được trang bị bộ gia nhiệt buồng in, nhưng nhiệt độ tối đa được hỗ trợ chỉ là 65℃, vì vậy vẫn nên sử dụng bàn nhiệt.
Để biết thêm chi tiết, vui lòng tham khảo trang wiki “Khuyến nghị sấy sợi in” .
Cảnh báo!
Hãy chắc chắn sử dụng cuộn dây in 3D làm từ vật liệu chịu nhiệt. Hãy theo dõi cẩn thận nhiệt độ trong quá trình sấy.
Sợi TPU có xu hướng giãn nở khi bị nung nóng, điều này có thể làm biến dạng cuộn sợi. Có thể hữu ích nếu dùng một vật nặng chịu nhiệt để ấn xuống cuộn sợi TPU trong khi sấy khô.
Chuẩn bị máy in H2D
Giá đỡ cuộn nhựa bên ngoài
Chúng tôi đặc biệt khuyên dùng giá đỡ cuộn dây cấp từ trên xuống khi in. Cách bố trí cấp từ trên xuống đảm bảo việc cấp sợi nhựa trơn tru và tăng đáng kể tỷ lệ thành công khi in TPU. Dưới đây là mẫu giá đỡ cuộn dây cấp từ trên xuống có thể in được dành cho máy H2D trên MakerWorld.

Đầu gia nhiệt
Để đảm bảo chất lượng in và kết quả tốt nhất với sợi nhựa TPU, chúng tôi đặc biệt khuyên bạn nên sử dụng đầu phun (hotend) hoàn toàn mới hoặc đầu phun chuyên dụng để in TPU. Lưu ý rằng TPU 85A và 90A không tương thích với đầu phun lưu lượng cao (High Flow) và đầu phun 0.2mm. Ngoài ra, TPU 85A cũng không được khuyến khích sử dụng với đầu phun 0.4mm.
Hãy đảm bảo tránh sử dụng đầu phun đã từng in các loại sợi gia cường (như sợi carbon hoặc sợi thủy tinh) để in TPU.
Tấm PEI
Sợi TPU có xu hướng bám rất tốt vào tấm PEI có bề mặt nhám đi kèm với máy in H2D. Thông thường không cần dùng keo cho sợi TPU trên loại bàn in này. Tuy nhiên, nếu độ bám dính quá mạnh, có thể dùng keo như một lớp chắn giúp TPU dễ dàng tách khỏi bàn in hơn.
Đối với các loại bàn in khác, keo dán có thể thực sự cần thiết để ngăn ngừa các vấn đề như chất lượng lớp in đầu tiên kém hoặc thậm chí là lỗi in.
Máy in
Kiểm tra xem các bánh răng đùn có sạch sẽ và không bị dính vật lạ hoặc cặn bẩn hay không. Nếu bánh răng đùn bị mòn, cần phải thay thế để tránh hiện tượng trượt sợi nhựa và đùn không đủ.
Việc theo dõi tình trạng mòn của lưỡi cắt rất quan trọng. Lưỡi cắt mòn có thể ảnh hưởng đến logic nạp TPU và dẫn đến tỷ lệ in lỗi cao hơn. Thường xuyên kiểm tra độ mòn của lưỡi cắt và thay thế nếu cần. Để biết hướng dẫn chi tiết, hãy truy cập bài viết wiki Thay thế cần gạt và lưỡi cắt sợi H2D .
Nếu đầu phun đã được sử dụng trước đó, hãy kiểm tra xem vòi phun có dòng chảy sợi nhựa trơn tru và đều đặn hay không. Điều này có thể được thực hiện bằng cách hạ bàn nhiệt và đùn vật liệu thủ công bằng giao diện màn hình của H2D. Nếu không, điều này cho thấy có sự tích tụ bên trong vòi phun, thường được giải quyết bằng phương pháp kéo nguội. Các bước chi tiết về cách thực hiện kéo nguội cho H2D có thể được tìm thấy trong bài viết wiki ” Bảo trì và làm sạch vòi phun H2D bằng phương pháp kéo nguội” .
Lưu ý : Không nên sử dụng TPU cho quy trình kéo nguội. Nên sử dụng PLA hoặc PETG.
Nạp sợi TPU 90A
Chuẩn bị nạp sợi nhựa (đối với in AMS HT hoặc in trong hộp kín):
Trước tiên, hãy đảm bảo rằng ống PTFE nối với đầu phun bên phải đã được ngắt kết nối khỏi bộ đệm sợi. Cắm đầu ống PTFE vào cổng nạp TPU chuyên dụng nằm ở phía sau của H2D.
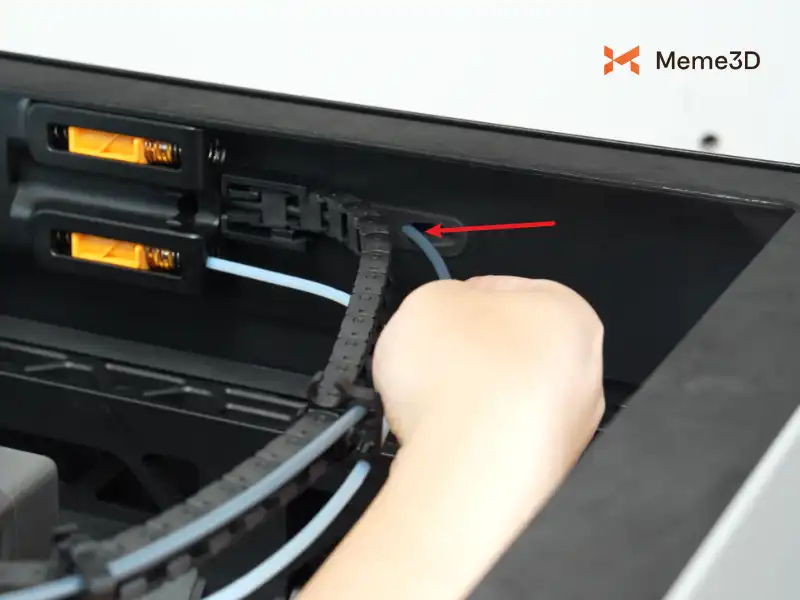

Vui lòng đảm bảo ống PTFE không được đưa quá sâu vào cổng nạp được chỉ định. Trước tiên, bạn có thể di chuyển đầu phun ra phía sau màn hình, định vị nó ở điểm xa nhất so với cổng nạp TPU. Nếu ống PTFE được đưa vào quá sâu, hãy kéo nhẹ nó lại để điều chỉnh độ dài cho phù hợp, sau đó đẩy đầu phun trở lại. Cuối cùng, ngắt kết nối ống PTFE khỏi đầu phun bên phải.


Nếu cấp nhựa từ AMS HT (hoặc các hộp bảo quản kín khác), tốt nhất bạn nên sử dụng một đoạn ống PTFE ngắn luồn qua lỗ trên AMS HT hoặc hộp chứa để sợi nhựa chạy xuyên qua đó.

Nên nâng cuộn nhựa lên cùng độ cao với cổng nạp nhựa TPU để giảm thiểu lực cản cho bộ đùn. Bạn có thể sử dụng các mô hình in (giá đỡ) để hỗ trợ việc điều chỉnh độ cao này.

Để cấp nhựa từ giá treo cuộn nhựa gắn phía trên (top mounted spool holder) — chẳng hạn như mẫu có sẵn trên MakerWorld này — nắp trên (top cover) của máy sẽ được tháo ra nhằm tạo ra một đường dẫn nhựa thẳng và trực tiếp nhất xuống toolhead, bất kể nó di chuyển đến đâu trong phạm vi hoạt động. Hãy làm theo các bước hướng dẫn chi tiết trên trang MakerWorld nếu cần.
Quy trình nạp nhựa
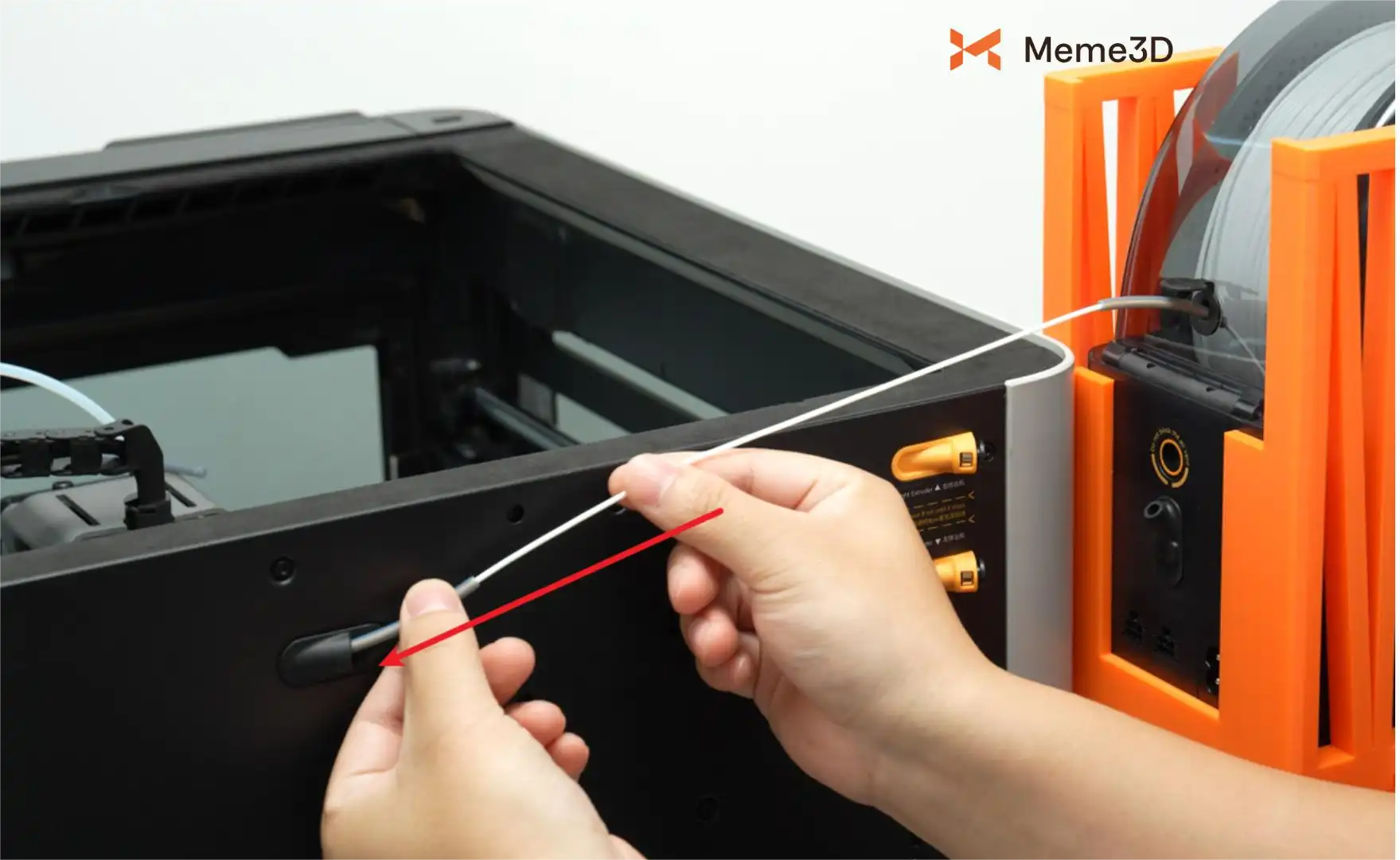
Nếu cấp nhựa từ hộp bảo quản, hãy kéo sợi nhựa ra từ lỗ thoát của hộp và đẩy nó vào ống dẫn PTFE của máy tại cổng nạp TPU (TPU port), cho đến khi sợi nhựa đi xuyên qua và dư ra một đoạn đủ dài ở đầu kia của ống PTFE để bạn có thể cầm thao tác.
Khi cấp nhựa bằng giá treo cuộn nhựa gắn phía trên, một đoạn ống PTFE chuyên dụng ngắn hơn sẽ được sử dụng để kết nối lỗ dẫn nhựa trên giá treo với bộ đùn bên phải (right extruder). Trong lúc ống PTFE chưa cắm vào bộ đùn, hãy luồn sợi nhựa xuyên qua ống cho đến khi nó dư ra một đoạn đủ dài ở đầu kia để thao tác.
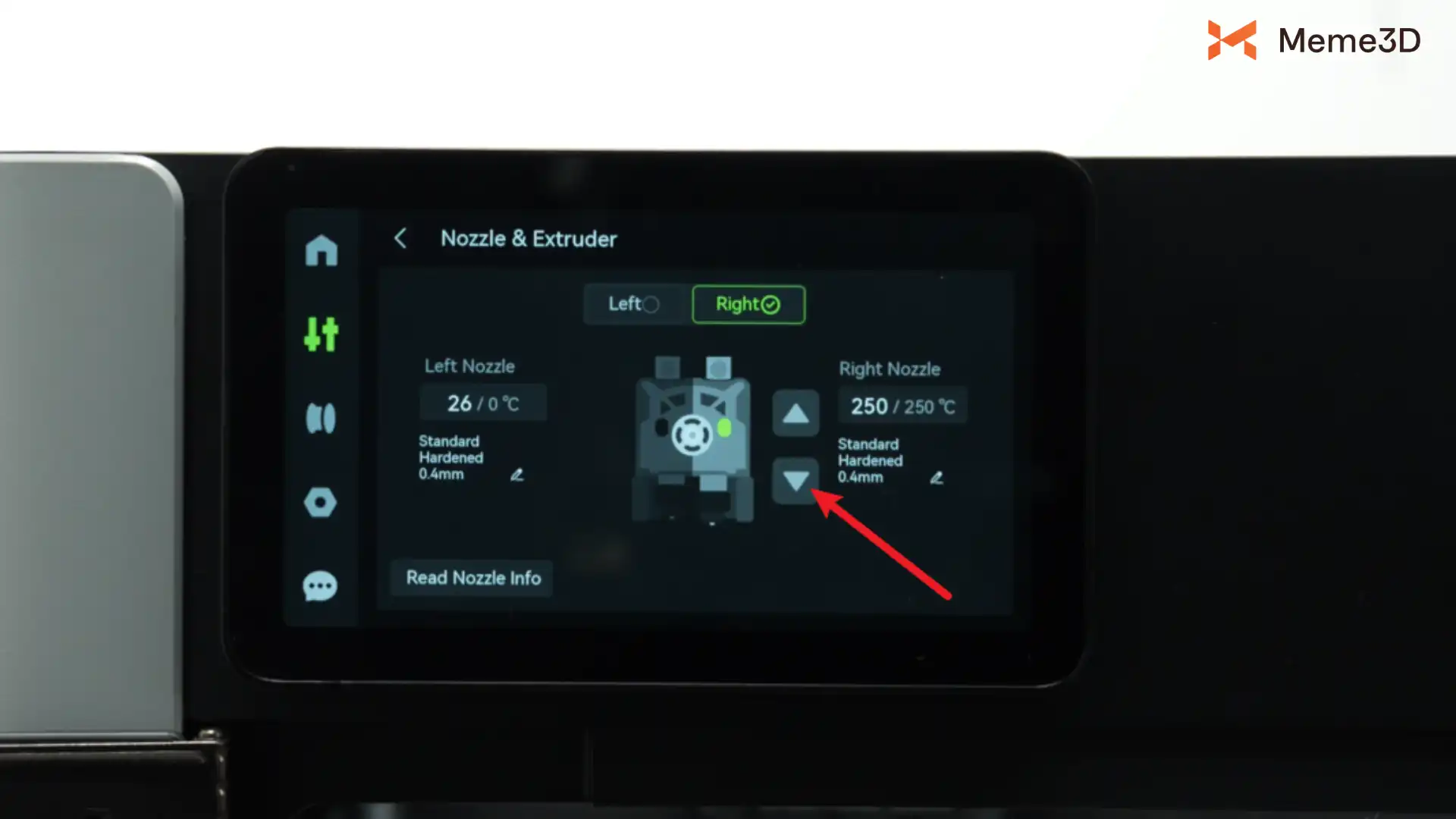
Đặt nhiệt độ đầu phun ở mức 250℃.

Sau khi hotend đạt đến 250°C, hãy dùng tay đẩy đầu sợi nhựa vào bộ đùn (extruder) và nhấn vào biểu tượng “mũi tên xuống” trên màn hình để điều khiển thủ công các bánh răng của bộ đùn xoay. Không nhấn liên tục hoặc quá nhanh để tránh tình trạng nhựa TPU bị kẹt trong bánh răng bộ đùn, điều này có thể gây ra hiện tượng tắc nghẽn (clog).
Sau khi bạn xác nhận sợi nhựa TPU 90A đã khớp hoàn toàn vào bộ đùn và được đùn ra trơn tru (nhựa chảy đều liên tục tại đầu phun), hãy cắm lại ống dẫn PTFE vào cụm đầu in (toolhead).

Nạp nhựa TPU 85A
Quy trình nạp nhựa TPU 85A tương tự như TPU 90A, tuy nhiên, do đặc tính mềm hơn, không nên nạp loại nhựa này qua bất kỳ đoạn ống PTFE nào quá dài.
Nếu cấp nhựa TPU 85A từ hộp bảo quản kín, hãy đặt hộp ở phía trên, ngay cạnh máy in để tạo ra đường dẫn trực tiếp nhất tới cụm đầu in (toolhead) trong toàn bộ phạm vi hoạt động của nó.

Nếu cấp nhựa TPU 85A từ giá treo cuộn nhựa gắn phía trên, một đoạn ống PTFE ngắn và trực tiếp hơn có thể sẽ không gây ra vấn đề gì. Tuy nhiên, việc cấp loại nhựa TPU này qua một lượng ống PTFE tối thiểu nhất luôn được khuyến khích (chẳng hạn như chỉ sử dụng một đoạn ngắn nối giữa giá treo và cuộn nhựa, giống như mẫu được hiển thị trong danh sách trên MakerWorld).
Xả nhựa TPU (Unloading TPU Filament)
Máy H2D có thể xả nhựa TPU thông qua chức năng xả nhựa (unloading) trên màn hình.

Tuy nhiên, việc xả nhựa thủ công thường được khuyến khích hơn. Hãy làm nóng bộ đùn bên phải đến 250°C, nhấn nút xả nhựa (unload), và khi các bánh răng của bộ đùn bắt đầu xoay, hãy cẩn thận dùng tay kéo sợi nhựa ra.
Thông số in và Các lưu ý
Thiết lập thông số
Ngoài các thông số cài đặt sẵn, các thiết lập thông số cụ thể nên được điều chỉnh tùy theo đặc điểm của mẫu in.
- Nhiệt độ in khuyến nghị cho TPU 85A & 90A là 225°C, và nhiệt độ bàn nhiệt (heatbed) nên nằm trong khoảng 30 – 35°C. Không cần gia nhiệt buồng in.
- Vui lòng giữ nguyên giới hạn tốc độ lưu lượng (volume speed limit) mặc định trong quá trình in và không tăng tốc độ in.
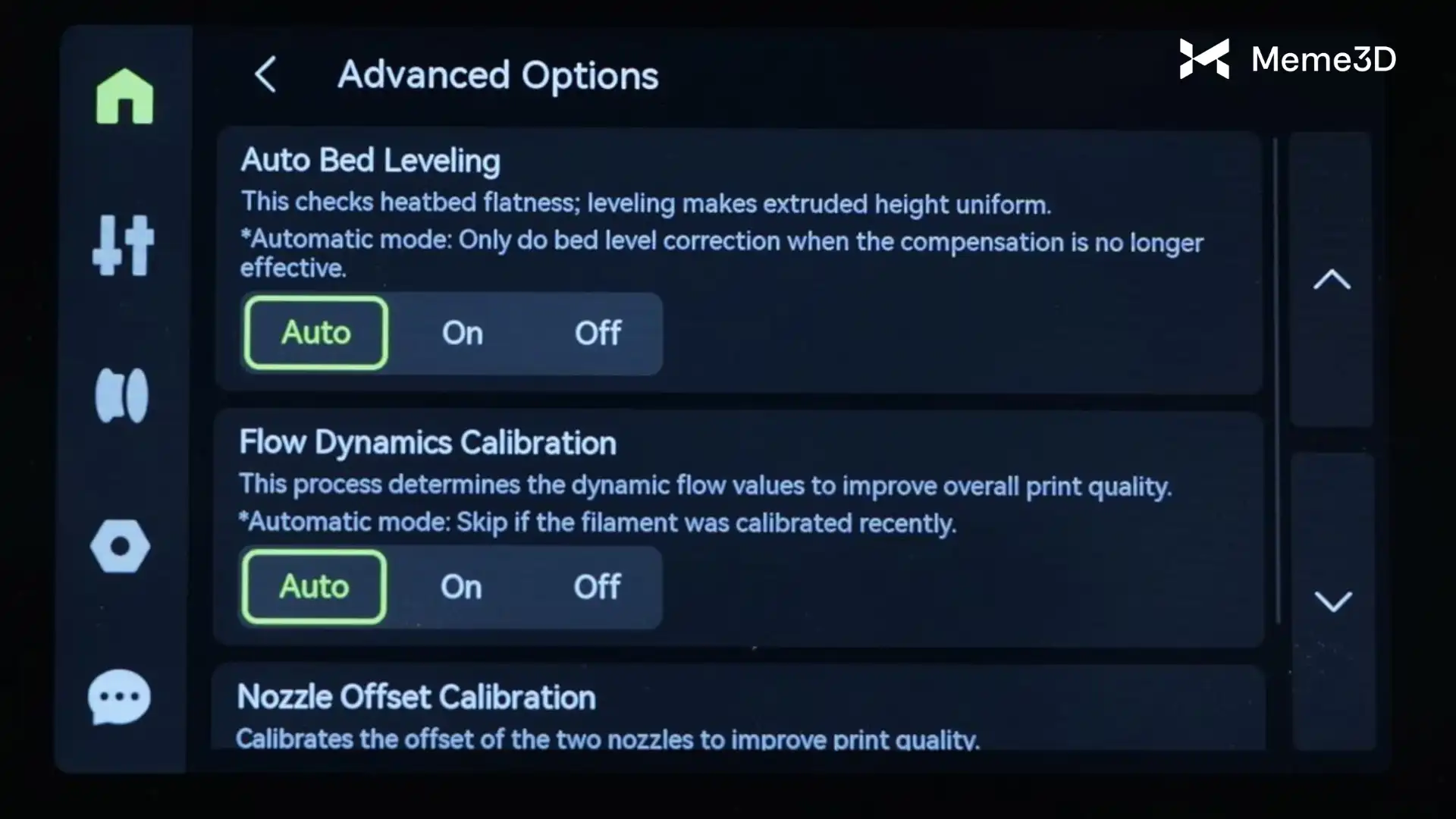
- Đối với phần hiệu chỉnh động lực dòng chảy (flow dynamic calibration), hãy chọn “Automatic” (Tự động) hoặc “Off” (Tắt).
- Khi in mô hình, nên đặt mô hình ở vị trí trung tâm và hướng về phía trước của bàn in để giảm ma sát giữa sợi nhựa và ống PTFE.
Để biết hướng dẫn khắc phục sự cố tắc nghẽn TPU trên H2D chi tiết, hãy tham khảo bài viết trên wiki này .
Để được hướng dẫn từng bước tháo rời bộ đùn H2D nhằm khắc phục tắc nghẽn, hãy truy cập bài viết hướng dẫn tháo lắp bộ đùn H2D trên wiki.
In TPU cùng sợi nhựa cứng để làm giá đỡ.
TPU có hai yếu tố khiến nó trở thành một vật liệu cực kỳ hữu ích. Tuy nhiên, không may là chính những yếu tố này cũng khiến nó không phù hợp để được sử dụng làm vật liệu hỗ trợ cho chính nó trong bản in một chất liệu duy nhất.
- Nó không cứng chắc, vì vậy các cấu trúc hỗ trợ sẽ không ổn định hoặc in ấn không đáng tin cậy.
- Nó bám dính rất tốt vào nhau, vì vậy việc loại bỏ các cấu trúc hỗ trợ khỏi sản phẩm hoàn thiện có thể rất khó khăn.
May mắn thay, có một giải pháp đơn giản để in các bộ phận TPU cần có độ hỗ trợ đáng kể: sử dụng sợi nhựa cứng làm sợi hỗ trợ.
Các sợi nhựa cứng rất dễ tách khỏi phần TPU, vì phần TPU mềm có thể được bóc ra. Thêm vào đó, các sợi nhựa cứng đã được kiểm chứng về khả năng hỗ trợ ổn định cho các bộ phận in, bất kể độ mềm dẻo của vật liệu in.
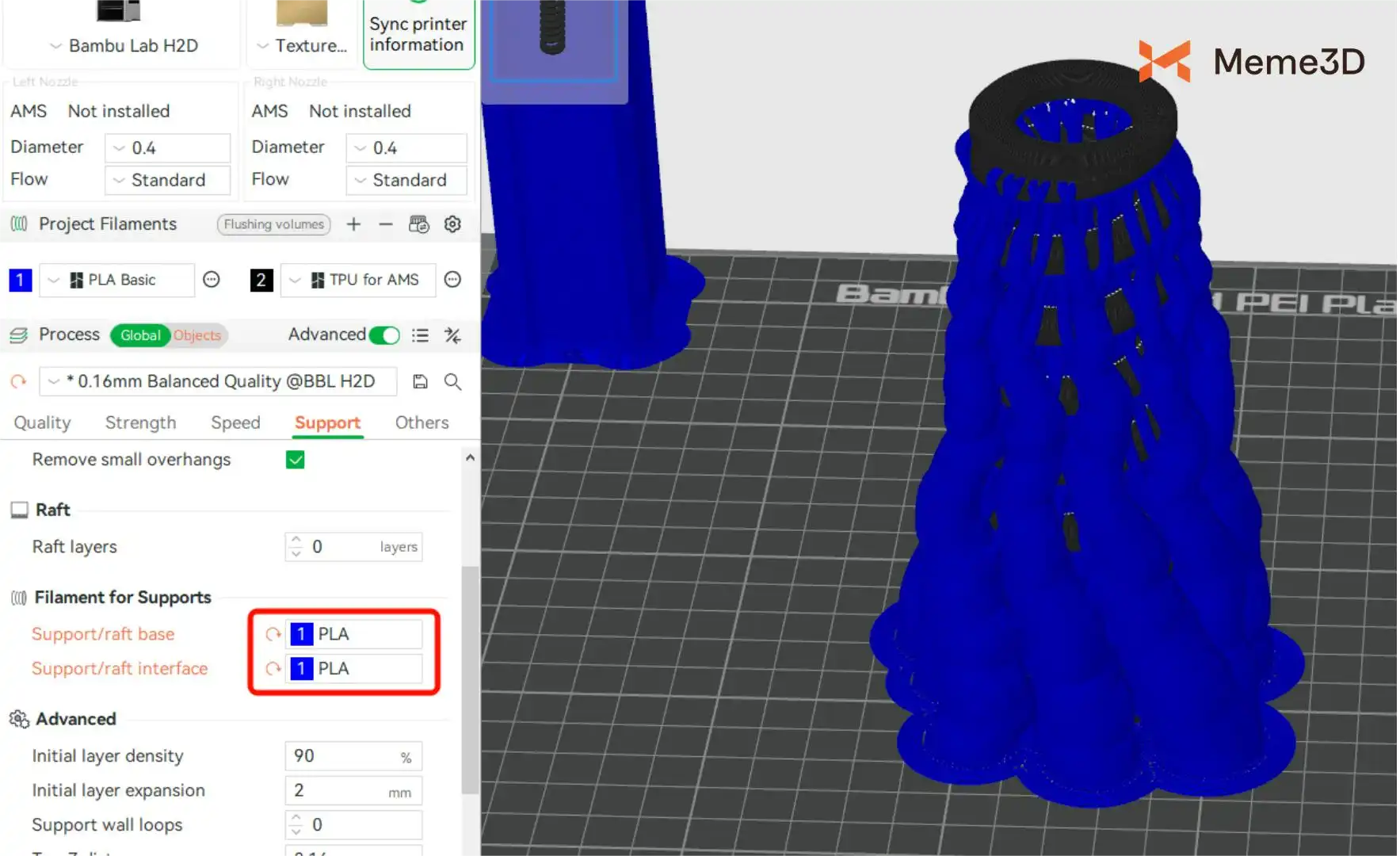
Để thực hiện việc này trên máy H2D, chỉ cần nạp nhựa TPU mong muốn vào vòi phun bên phải như đã thảo luận ở phần trước và nạp nhựa PLA hoặc loại sợi cứng khác có sẵn vào vòi phun bên trái. Sau đó, với tùy chọn Hỗ trợ được bật, chọn vật liệu cứng (trong trường hợp này là PLA Basic) làm cả đế Hỗ trợ/đế in và giao diện Hỗ trợ/đế in, như hình bên dưới.
Mặc dù máy in một vòi phun có thể khiến chúng ta muốn thử in chi tiết đó chỉ bằng TPU để tránh lãng phí do phải liên tục làm sạch sợi in, như đã thảo luận trong phần trước của khóa học này, máy H2D có thể thực hiện điều này với lượng chất thải tối thiểu và giúp việc sử dụng sợi in riêng biệt cho phần hỗ trợ trở nên dễ dàng hơn.
Lưu ý : Luôn nên thực hiện thử nghiệm trên quy mô nhỏ để đảm bảo vật liệu cứng được chọn không bám quá chặt vào TPU và gây khó khăn cho việc tháo gỡ.
