Chưa có sản phẩm trong giỏ hàng.
Bản in không bám vào bàn in
Một trong những vấn đề phổ biến nhất bạn có thể gặp phải khi in 3D với máy H2C là độ bám dính của bản i trên bàn in (build plate). Nguyên nhân thường gặp nhất là do dầu mỡ hoặc các chất bẩn khác dính trên bề mặt. Trong ví dụ bên dưới, bạn có thể thấy bàn in PEI trơn (Smooth PEI plate) trên máy P1S có dấu hiệu dính dầu mỡ rõ ràng, cần được vệ sinh sạch sẽ để tránh tình trạng mất độ bám dính.

Khi bạn chạm tay trần vào bàn in, lớp dầu tự nhiên từ da có thể dính lên bề mặt. Khi điều này xảy ra, giải pháp tốt nhất là rửa bàn in bằng nước nóng và nước rửa chén (loại không chứa các chất phụ gia bảo vệ da hoặc tinh dầu). Dùng miếng bọt biển hoặc cọ rửa chén thông thường để chà xà phòng và nhớ rửa lại bàn in thật sạch bằng nước. Nên dùng loại khăn vi sợi (microfiber) không để lại xơ vải để lau khô, hoặc dùng khăn giấy thông thường cũng khá hiệu quả.
Sau khi đã rửa sạch, hạn chế chạm tay vào bề mặt in và chỉ nên cầm ở các cạnh để tránh dầu mỡ hoặc chất bẩn bám trở lại. Hãy xem video bên dưới để biết cách vệ sinh bàn in đúng chuẩn.
https://www.youtube.com/watch?v=8QIy3aUU8eo
Bạn có thể lặp lại quá trình vệ sinh này mỗi khi gặp vấn đề về bám dính. Tuy nhiên, nếu giải pháp này vẫn không hiệu quả, bạn nên thực hiện hiệu chuẩn lại toàn bộ (full calibration) từ màn hình H2C hoặc qua phần mềm Bambu Studio. Để biết thêm chi tiết về cách cải thiện chất lượng lớp in đầu tiên (từ đó tăng độ bám dính tổng thể của vật thể vào bàn in), vui lòng tham khảo Hướng dẫn Tối ưu hóa In Lớp Đầu Tiên của H2C trên trang wiki.
Bản in bị tróc khỏi bàn in (Mất độ bám dính)
Nếu vật thể bị tróc khỏi bàn in sau khi lớp đầu tiên (first layer) có vẻ đã in thành công, bạn nên kiểm tra lại các thông số trên phần mềm cắt lớp (slicer). Một trong những nguyên nhân phổ biến nhất là do chọn sai loại bàn in trong Bambu Studio.
Ví dụ: Nếu bạn xuất file (slice) cho bàn in lạnh (Bambu Cool Plate), nhiệt độ bàn in sẽ được thiết lập ở mức 35°C cho nhựa PLA. Tuy nhiên, mức nhiệt này không tương thích với bàn in PEI sần (Textured PEI plate) – loại bàn yêu cầu nhiệt độ cao hơn (65°C), dẫn đến việc mất độ bám dính ngay khi Quạt Phụ trợ (Auxiliary Fan) bắt đầu quay.
Nếu đã chọn đúng loại bàn in nhưng vật thể vẫn bị tróc, vấn đề có thể liên quan đến hệ thống làm mát. Cấu hình in PLA mặc định được thiết lập để bật Quạt Làm Mát Vật Thể (Part Cooling Fan) và Quạt Phụ Trợ ngay sau khi in xong lớp đầu tiên, nhưng với một số mô hình, điều này có thể gây ra lỗi.
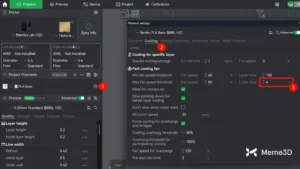
Một trong những giải pháp là điều chỉnh cài đặt làm mát để quạt chỉ bật sau khi đã in xong 3 lớp đầu. Điều này giúp lớp đế bám dính tốt hơn, và quá trình làm mát chỉ thực sự bắt đầu sau lớp thứ 3.
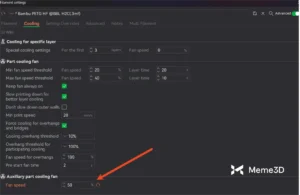
Ngoài ra, bạn có thể điều chỉnh tốc độ Quạt Phụ Trợ trên cùng trang cài đặt này bằng cách giảm tốc độ từ 70% xuống 50%.
Cần lưu ý rằng Quạt Phụ Trợ hoạt động hiệu quả nhất khi in một vật thể đơn lẻ cần làm mát nhiều. Khi in một vật thể nhỏ, quạt sẽ giúp làm nguội các lớp in nhanh chóng để chúng sẵn sàng cho lớp tiếp theo. Nhưng nếu bạn đang in một vật thể lớn, hoặc in nhiều vật thể nhỏ trên cùng một bàn in, các lớp in sẽ có nhiều thời gian để tự nguội hơn. Do đó, việc giảm tốc độ Quạt Phụ Trợ sẽ giúp giải quyết vấn đề bám dính mà không làm ảnh hưởng đáng kể đến chất lượng bản in.
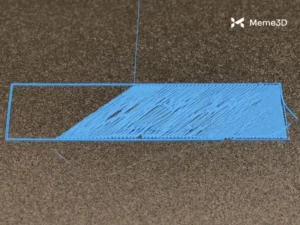
Bản in bị mềm và chảy nhựa

Các vật thể trông có vẻ mềm và bị chảy nhựa (như hình trên) thường là do quạt làm mát. Nếu bề mặt lớp in quá nhỏ, quạt làm mát có thể không có đủ thời gian để làm nguội khiến nhựa không kịp đông đặc như mong muốn.
Để khắc phục, bạn nên bật quạt làm mát vật thể bằng các nút điều khiển trong Bambu Studio ở mục Device → Part cooling fan. Chỉnh quạt lên mức 100% và kiểm tra xem quạt có đang quay hay không.

Trong ví dụ bên dưới, hình nón bên trái được in với tốc độ cao khi quạt làm mát bị tắt, trong khi hình nón bên phải được in với thông số mặc định và quạt làm mát được bật.

Nếu quạt không quay, sự cố có thể do quạt bị hỏng. Hãy xem hướng dẫn thay thế quạt làm mát vật thể để tự thực hiện. Ngoài ra, lỗi cũng có thể do lỏng dây kết nối quạt, hoặc liên quan đến bo mạch cụm đầu in (Toolhead board).
Các nguyên nhân khác bao gồm: tốc độ in (print speed) cài đặt quá cao, nhiệt độ đầu gia nhiệt (hotend) quá cao, hoặc thời gian in tối thiểu cho mỗi lớp (minimum layer time) trong phần mềm cắt lớp thiết lập quá thấp.
Khi in các chi tiết rất nhỏ, máy có thể di chuyển nhanh hơn mức mà quạt có thể làm mát vật liệu. Trong những trường hợp này, Cụm đầu in đã rời đi trước khi lớp nhựa kịp đông đặc. Quạt làm mát phụ trợ ở bên hông có thể cải thiện tình trạng này, nhưng đôi khi không thể giải quyết triệt để cho một số mô hình. Nếu các chi tiết nhỏ có dấu hiệu bị chảy hoặc mất hình dáng, hãy mở cài đặt nhựa (filament settings) trong Bambu Studio và tăng thời gian in tối thiểu cho mỗi lớp (minimum layer time). Việc tăng giá trị này giúp mỗi lớp có thêm thời gian để nguội trước khi lớp tiếp theo được in chồng lên. Không có một con số chính xác tuyệt đối vì nó phụ thuộc vào mô hình và loại nhựa. Bạn sẽ cần thử nghiệm một chút để đạt được kết quả tốt nhất.
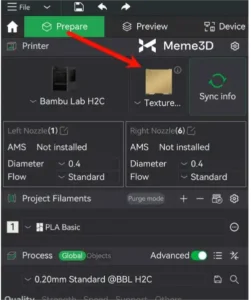
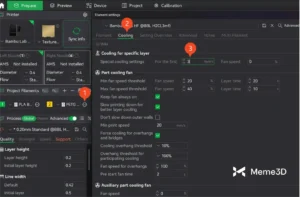
Bạn có thể tìm thấy thời gian in tối thiểu trong phần cài đặt nhựa (1) ở thẻ “Cooling” (2), sau đó điều chỉnh cho phù hợp (3).
Bài viết này trên Bambu Lab Wiki bao gồm các nguyên nhân khả thi nhất cho vấn đề này, và cung cấp thêm các giải pháp bổ sung để khắc phục.
Nhựa không được đùn ra khỏi đầu phun – Tắc đầu phun (Nghẹt Nozzle)
Một sự cố rất thường gặp là nhựa không đùn ra khỏi đầu phun (nozzle). Nguyên nhân chủ yếu là do tắc nghẽn, thường xảy ra khi các hạt cặn nhỏ có kích thước lớn hơn lỗ xả lọt vào đầu gia nhiệt. Để giải quyết, bạn có thể thay đầu phun mới (cách nhanh nhất) hoặc làm theo hướng dẫn để thông tắc (tốn chút thời gian hơn). Tất nhiên, đầu phun cũ sau khi được thông tắc vẫn có thể tái sử dụng, vì vậy bạn nên luôn có sẵn một đầu phun dự phòng để có thể thay thế nhanh chóng.
Việc thông tắc đầu gia nhiệt H2C thường khá đơn giản, chủ yếu là dùng một cây kim mỏng đâm xuyên qua lỗ đầu phun để đẩy cặn bẩn ra ngoài.

Tuy nhiên, nếu đầu phun đã cũ hoặc sử dụng lâu ngày, cặn nhựa bám bên trong có thể cứng đầu hơn và cần nhiều thao tác hơn để loại bỏ. Bạn có thể thử thực hiện vài lần kéo nguội (“cold-pull”) để gỡ điểm tắc nghẽn.
Để ngăn ngừa tắc nghẽn và giúp đầu phun hoạt động trơn tru, điều quan trọng là phải giữ máy in và cuộn nhựa tránh xa bụi bẩn. Bạn cũng nên thường xuyên vệ sinh đầu phun bằng phương pháp cold-pull để đảm bảo không gian bên trong luôn sạch sẽ.
Tắc nghẽn bộ đùn nhựa (Extruder)
Trong một số trường hợp, bộ đùn có thể bị kẹt do một đoạn nhựa bị gãy hoặc có các mảnh vụn bên trong. Ở máy H2C, điều này có thể làm ảnh hưởng đến một hoặc cả hai đường dẫn nhựa chạy qua bộ đùn xuống các đầu gia nhiệt. Đây là sự cố rất phổ biến, đặc biệt là khi in nhựa dẻo TPU hoặc các loại nhựa giòn, nếu người dùng tự ý thay đổi tốc độ đùn hoặc tốc độ rút nhựa (retraction speeds) trong phần mềm cắt lớp, làm tăng nguy cơ đứt gãy sợi nhựa. Khi xảy ra tắc nghẽn, bạn bắt buộc phải tháo rời bộ đùn để tiếp cận các cần gạt (idler arms) và bánh răng (gears) nhằm lấy đoạn nhựa đang làm kẹt đường dẫn ra ngoài.
Hướng dẫn chi tiết về cách tháo rời bộ đùn và xác định bộ phận bị kẹt có sẵn trên Bambu Lab Wiki. Nếu nhựa vẫn bị kẹt ở khu vực bộ đùn, Hướng dẫn Khắc phục Sự cố Kẹt Nhựa tại Cần gạt H2C sẽ cung cấp thêm các bước để tháo rời hoàn toàn bộ đùn, bao gồm cả việc gỡ hẳn cụm Cần gạt (Idler Assembly).
Hiện Tượng Kéo Sợi (Tơ Nhựa / Stringing)

Nếu bản in của bạn có chất lượng kém, xuất hiện các màng tơ mỏng và sợi nhựa lằng nhằng xung quanh – thường được gọi là hiện tượng kéo sợi (stringing) – bạn cần tìm hiểu nguyên nhân trước khi xử lý.
Nguyên nhân phổ biến nhất là do vật liệu in đã bị hút ẩm, điều này thường xảy ra khi cuộn nhựa để phơi ngoài không khí quá lâu. Khi đó, lưu lượng nhựa đùn ra sẽ không đồng đều và máy in không thể kiểm soát chính xác lượng nhựa được xả ra, dẫn đến các sợi tơ bám quanh vật thể.
Giải pháp trong trường hợp này là sấy khô nhựa theo đúng tiêu chuẩn của loại vật liệu đó, sau đó bảo quản trong túi chống ẩm. Hướng dẫn chi tiết về cách sấy nhựa có sẵn trên Bambu Lab Wiki.
Việc giữ đầu phun sạch sẽ cũng giúp hạn chế hiện tượng kéo sợi, vì nhựa dư có thể tích tụ trên đầu phun theo thời gian, sau đó quệt vào bản in và bị kéo lê tạo thành một dải tơ nhỏ. Bạn chỉ cần gia nhiệt đầu phun lên khoảng 220°C và lau sạch phần đầu bằng khăn giấy, lưu ý cẩn thận không dùng tay không chạm trực tiếp vào đầu phun đang nóng.
Đầu phun bị mòn hoặc quá cũ cũng có thể gây ra hiện tượng kéo sợi. Nếu bạn phát hiện tình trạng này, thay đầu phun mới là giải pháp tốt nhất.
Các chi tiết nhỏ của mô hình không được in
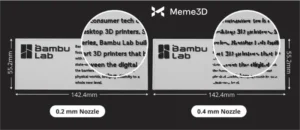
Khi in các vật thể có chi tiết nhỏ hoặc cực kỳ sắc nét, bạn có thể nhận thấy một số nét không được in đúng chuẩn hoặc bị khuyết hoàn toàn trên bản in. Lỗi này xảy ra khi kích thước lỗ đầu phun lớn hơn kích thước của bản thân chi tiết đó.
Trong ví dụ bên dưới, bạn có thể thấy mô phỏng của việc các chi tiết nhỏ bị bỏ qua không được in ra.
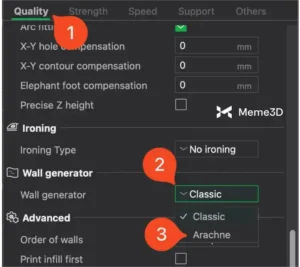
Một cách để khắc phục vấn đề này là thay đổi cài đặt Trình tạo Tường (Wall generator) trong Bambu Studio từ chế độ Cổ điển (Classic) sang chế độ Arachne. Tùy chọn này sử dụng một thuật toán tính toán đường in khác biệt, giúp mang lại kết quả in tốt hơn rất nhiều đối với các vật thể có chi tiết nhỏ.
Nếu sử dụng tùy chọn Arachne vẫn không mang lại kết quả như mong đợi, bạn nên thay một đầu phun khác có lỗ xả (orifice) nhỏ hơn. Ví dụ, nếu bạn đang dùng đầu phun 0.4 mm và các chi tiết không lên hình rõ ràng, bạn có thể chuyển sang in với đầu phun 0.2 mm.
Các sự cố có thể xảy ra khác và cách giải quyết
Trên Bambu Lab Wiki có một danh sách chi tiết hơn về các sự cố in ấn tiềm ẩn cũng như các gợi ý khắc phục. Đối với các bài viết chuyên biệt về khắc phục sự cố cho dòng máy H2C, vui lòng truy cập phần Khắc phục Sự cố (Troubleshooting) trong bài viết gốc về máy H2C.
