Chưa có sản phẩm trong giỏ hàng.
Tắc vòi phun (Nozzle Clog) là gì?
Tắc vòi phun trong in 3D xảy ra khi nhựa in (filament) không thể đùn ra ngoài do có vật cản. Các nguyên nhân phổ biến bao gồm:
- Bụi bẩn hoặc mảnh vụn lớn hơn lỗ vòi phun bị kẹt bên trong.
- Nhựa lưu lại quá lâu trong vòi phun đang nóng mà không được đùn ra, dẫn đến nhựa bị biến chất và cháy.
- Nhựa in chất lượng kém có chứa tạp chất.
- Sự tích tụ của các sợi hoặc chất phụ gia từ các loại nhựa pha trộn (như sợi thủy tinh hoặc sợi carbon).
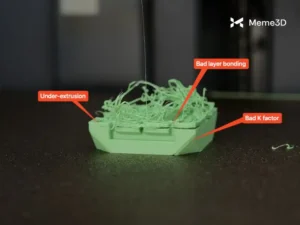
Vòi phun có thể bị tắc hoàn toàn (không thể đùn bất kỳ vật liệu nào) hoặc tắc một phần (vẫn in được nhưng chất lượng bề mặt bị ảnh hưởng). Một trong những cách dễ nhất để nhận biết tắc một phần là đùn nhựa thủ công khi đã hạ bàn nhiệt xuống: nếu sợi nhựa không chảy thẳng đều xuống dưới mà bị xoăn hoặc lệch sang một bên, thì vòi phun đang bị tắc.
Tắc một phần thường gây ra lỗi không đồng nhất trên mẫu in: có những đoạn in rất tốt nhưng có những đoạn gần như không có nhựa hoặc cấu trúc rất yếu. Ngoài ra, chỉ số K (K-value) của Động học dòng chảy (Flow Dynamics) có thể bị thiết lập sai do hành vi không ổn định này, làm giảm chất lượng in ngay cả khi vòi phun đã hết tắc.
Cách Thông Tắc Vòi Phun H2C
Để xử lý tắc một phần hoặc toàn phần trên H2C, trước tiên hãy lưu ý chính xác vòi phun nào đang bị tắc (trái hay phải). Luôn thực hiện đúng các bước cho vòi phun tương ứng để tránh nhầm lẫn. Các ví dụ dưới đây minh họa trên vòi phun bên phải.
Quan trọng! Sử dụng găng tay cách nhiệt để tránh nhựa nóng chảy nhỏ vào tay gây bỏng. Nhựa có thể phun bất ngờ xuống dưới khi vật cản được giải phóng, vì vậy tuyệt đối không để tay trần gần vòi phun trong quá trình thông tắc.
Đùn nhựa thủ công (Manual Extrusion)
Đối với các vết tắc nhẹ, có thể xử lý bằng cách tăng nhiệt độ cao hơn mức bình thường khoảng 10°C và đùn nhựa thủ công. Nhiệt độ cao giúp nhựa chảy lỏng hơn, có cơ hội cuốn trôi các mảnh vụn ra ngoài.
- Bước 1: Tăng nhiệt độ hotend cao hơn mức khuyến nghị của nhựa (ví dụ với PLA, đặt 250°C).
- Bước 2: Nhấn nút nạp nhựa (loading) trên màn hình và quan sát dòng nhựa đùn ra.

Thông tắc bằng kim thông (Pin Tool)
Sử dụng cây kim chuyên dụng đi kèm để chọc vào bên trong vòi phun nhằm đẩy vật cản ra.
Lưu ý: Kim thông vòi phun rất mảnh và sắc, tránh chạm tay vào đầu nhọn.
- Bước 1: Gia nhiệt hotend lên 250°C cho PLA (hoặc cao hơn tùy loại nhựa).
- Bước 2: Đâm kim vào lỗ dưới cùng của vòi phun, lắc nhẹ theo mọi hướng để làm tan vật cản. Không dùng lực quá mạnh để tránh làm cong kim.

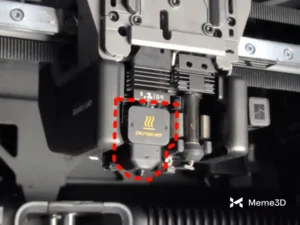
Cách thông vòi phun cảm ứng (Induction Nozzle) bằng khóa lục giác
Hình ảnh bên dưới cho thấy một ví dụ về vòi phun cảm ứng bị tắc. Các bước sau đây là quy trình thông tắc vòi phun bị tắc theo cách này bằng cờ lê lục giác.

Bước 1: Gia nhiệt đầu phun
Trên màn hình, chọn Control → Nozzle & Extruder. Chọn Right Side (vòi bên phải), đặt nhiệt độ cao hơn mức in bình thường (ví dụ 250°C cho PLA).

Bước 2: Tháo đầu gia nhiệt cảm ứng (Induction Hotend)
Chọn Hotend & Rack → chọn Induction Hotend ở bảng bên trái → nhấn Place. Máy sẽ tự động đặt Hotend vào giá đỡ (Dock Assembly).
QUAN TRỌNG: Không tháo thủ công bằng tay từ cụm đầu in (toolhead). Hãy dùng chức năng đặt vào giá (Nest) để tháo từ giá đỡ an toàn hơn. Luôn đeo găng tay cách nhiệt và chỉ cầm vào khối tản nhiệt (heatsink).
Bước 3: Lấy Hotend ra ngoài
Sử dụng găng tay cách nhiệt, lấy cụm hotend ra khỏi giá đỡ bằng cách cầm vào phần tản nhiệt, tránh chạm vào đầu vòi phun.

Bước 4: Hơ nóng lục giác (Hex Wrench)
Dùng kìm giữ chặt một cây lục giác, hơ nóng đầu lục giác trong khoảng 10 giây để đạt nhiệt độ đủ cao.

Bước 5: Chèn vào đầu vào nhựa (Nozzle Inlet) và để nguội
Nhanh chóng chọc đầu lục giác nóng vào lối vào nhựa (phía trên đỉnh khối tản nhiệt) xuyên xuống phần nhựa bị kẹt bên trong.
Giữ nguyên khoảng 30 giây để nhựa nguội đi và bám chặt vào cây lục giác. Sau đó, từ từ kéo thẳng lục giác ra. Khối nhựa gây tắc sẽ bị kéo ra theo cùng cây lục giác.

Bước 6: Lắp lại đầu gia nhiệt cảm
Lắp lại hotend vào giá đỡ

Bước 7: Kiểm tra và hoàn tất quá trình
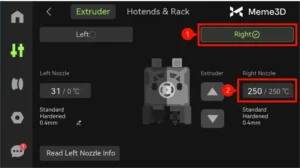
Trên màn hình cảm ứng của máy in, chạm vào “Điều khiển” (1) → “Đầu phun & Bộ đùn” (2) để mở giao diện điều khiển bộ đùn. Chọn “Bên phải” (3) (cho đầu nóng bên phải), sau đó đặt nhiệt độ đầu nóng bên phải (4) ở nhiệt độ in thông thường của sợi nhựa. (Ví dụ: đặt ở 250 °C cho PLA.)
Nhấn nút đùn từ 2 đến 3 lần.
Hãy quan sát đầu phun trong quá trình đùn nhựa. Sợi nhựa phải thoát ra theo một đường thẳng đều đặn, không bị uốn cong đột ngột hoặc chuyển động bất thường.
Cách thông vòi phun bên trái của H2 Series bằng khóa lục giác
Thận trọng! Chúng tôi khuyên bạn nên sử dụng găng tay chịu nhiệt trong thao tác này . Sợi nhựa nóng chảy có thể nhỏ giọt lên ngón tay gây bỏng.
Bước 1: Tháo Quạt làm mát phụ trợ (Cooling Booster Fan)
Tháo rời đầu nối quạt và bóp phần trên của quạt làm mát tăng cường trên đầu dụng cụ, sau đó nhấc lên để tháo ra.

Lưu ý: Nếu đầu dụng cụ không được sử dụng trong thời gian dài, nên đậy nắp lại để tránh bụi bám vào.

Bước 2: Tháo rời đầu gia nhiệt
Nhấn cần gạt cắt dây filament để đảm bảo có thể tháo rời đầu phun nhiệt.

Bước 3: Tháo bọc silicone (silicone sock).
Cảnh báo : Luôn kiểm tra nhiệt độ hiện tại của cả hai đầu phun trước khi thay thế để tránh bị bỏng do nhiệt độ cao!
Bước 4: Tháo đầu gia nhiệt bên trái của H2C.
Mở kẹp cố định của cụm vòi phun và lấy cụm vòi phun bên trái ra.
Bước 5: Làm nóng khóa lục giác
Bắt đầu bằng cách hơ nóng khóa lục giác trong khoảng 10 giây. Dùng kìm để giữ chặt cờ lê lục giác và tránh bị bỏng.
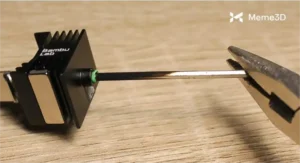
Bước 6: Cho khóa lục giác vào lối vào cụm đầu in
Trong khi đầu cờ lê vẫn còn nóng, hãy nhanh chóng đẩy nó vào bên trong đầu phun, xuyên qua phần trên của bộ tản nhiệt. Cờ lê nóng sẽ đi vào bên trong sợi nhựa, như hình ảnh bên dưới. Sau đó, chờ khoảng 30 giây cho cờ lê lục giác nguội.
Bước 7: Gia nhiệt vòi phun và kéo sợi nhựa tắc
Khóa lục giác hiện đang bị kẹt bên trong đầu phun, với sợi nhựa bao quanh. Để lấy khóa ra cùng với sợi nhựa đang làm tắc nghẽn đầu phun, bạn cần làm nóng đầu phun.
Đầu tiên, tháo lớp bọc silicon của đầu phun, sau đó dùng bật lửa hơ nóng đầu vòi phun trong khoảng 20 giây (nếu dùng bật lửa thông thường).
Thận trọng!: Tránh làm nóng đầu phun trong thời gian dài hoặc sử dụng đèn khò butane công suất cao. Nên sử dụng bật lửa ga thông thường. Phần nóng của đầu phun chỉ cần đủ nóng để bạn có thể lấy dụng cụ lục giác cùng với dây tóc ra. Làm nóng quá mức đầu phun có thể dẫn đến dây tóc bị nhỏ giọt hoặc đứt khỏi đầu. Hãy làm theo hướng dẫn cẩn thận và không hướng đầu phun về phía bạn khi thực hiện thao tác này.

Sau khi làm nóng đầu vòi phun trong 20 giây, bạn có thể từ từ kéo dụng cụ tháo sợi nhựa. Bạn sẽ nhận thấy sợi nhựa sẽ thoát ra khỏi đầu phun thành một đoạn liền mạch, giúp loại bỏ tắc nghẽn.

Thận trọng: Chỉ dùng bật lửa ga thường, không dùng đầu khò butane công suất cao. Chỉ hơ đủ nóng để lớp nhựa tiếp xúc với kim loại mềm ra. Sau 20 giây, kéo chậm lục giác lên, toàn bộ khối nhựa tắc sẽ đi ra nguyên khối.
Bước 8. Lắp lại đầu phun nhiệt
Bóp chặt đầu vòi phun và đẩy đầu phun nhiệt lên trên từ phía dưới. Khi nó lên đến đỉnh, ấn đầu phun nhiệt vào trong.
Sau đó nhẹ nhàng kéo đầu phun ra ngoài. Nếu nó không di chuyển, việc lắp đặt đã được cố định đúng cách.
Lưu ý: Trong hình bên trái, kẹp được khóa không đúng cách vì chốt và kẹp bị ấn xuống cùng lúc, khiến chốt bị kẹt bên trong kẹp. Do đó, hãy đảm bảo căn chỉnh hoàn toàn chốt bên trái với vòi phun trước khi gài kẹp bên phải.
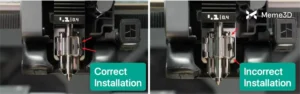
Hình ảnh bên dưới là từ máy in 3D Bambu Lab H2S. Đầu in bên trái của máy H2C sử dụng cùng cơ chế kẹp.
Bước 9: Lắp lại bọc silicone
Sau khi lắp đặt đầu phun, đừng quên lắp thêm lớp bọc silicon, vì nếu không có lớp bọc này, nhiệt độ đầu phun có thể dao động và dẫn đến các vấn đề về chất lượng in.
Bước 10. Lắp lại quạt làm mát phụ trợ cho cụm đầu in
Lắp lại quạt làm mát phụ trợ cho cụm đầu in, đảm bảo nắp trước được đặt đúng vị trí ở phía dưới (1), sau đó nhẹ nhàng xoay nó lên trên để khớp vào đúng vị trí (2). Cuối cùng, kết nối quạt làm mát phụ trợ với cụm đầu in.

Các vết tắc cứng đầu
Nếu phương pháp kéo nguội (cold pull) và dùng kim không hiệu quả, tốt nhất bạn nên thay cụm đầu phun mới để tiếp tục in trong khi chờ xử lý kỹ hơn đầu phun cũ.
Cách tránh tắc nghẽn vòi phun
Mặc dù tắc nghẽn vòi phun không phải là điều hoàn toàn không thể tránh khỏi, nhưng việc tuân theo các hướng dẫn sau có thể giúp tránh được tình trạng này:
- Hãy đảm bảo sợi nhựa luôn sạch sẽ, tránh bụi bẩn hoặc mảnh vụn có thể bám vào.
- Hãy thường xuyên vệ sinh vòi phun bằng cách thực hiện một vài thao tác kéo nguội (được mô tả chi tiết ở phần sau), để đảm bảo bên trong vòi phun sạch sẽ, không còn sợi nhựa bị cháy.
- Sử dụng vòi phun lớn hơn để giảm thiểu nguy cơ mảnh vụn nhỏ làm tắc nghẽn vòi phun.
- Hãy sử dụng sợi in chất lượng cao.
- Làm khô sợi nhựa trước khi sử dụng để đảm bảo quá trình đùn diễn ra trơn tru.
