Chưa có sản phẩm trong giỏ hàng.
Vì H2D và H2C dùng chung phần lớn phần cứng, hầu hết các vấn đề cơ học mà người dùng H2C gặp phải cũng giống như các vấn đề phổ biến trên H2D. Các ví dụ và tài liệu mà chúng ta tìm hiểu trong chương này sẽ thường minh họa bằng máy H2D ở bên dưới, đối với những vấn đề không liên quan đến hệ thống Vortek.
Lớp In Đầu Tiên Không Đồng Đều
Như đã đề cập ở Chương trước, độ bám dính của bàn in (bed adhesion) là một trong những vấn đề phổ biến nhất trong in 3D. Một nguyên nhân khác gây ra tình trạng này, khi độ bám dính rõ ràng là không đồng đều trên toàn bộ bàn in, có thể là do lỗi cơ học trong hệ thống chuyển động của máy in chứ không phải do bản chất độ bám của nhựa in (filament). Điều này đặc biệt đúng nếu vấn đề vẫn tiếp diễn sau khi đã vệ sinh kỹ tấm PEI (build plate) bằng nước ấm và xà phòng để loại bỏ bụi, dầu mỡ hoặc cặn bẩn.

Sau khi vệ sinh, hãy thực hiện hiệu chuẩn cân bàn toàn diện (full bed-level calibration) để đảm bảo máy in bù trừ chính xác các chênh lệch về độ cao. Khi quá trình hiệu chuẩn hoàn tất, hãy bắt đầu in thử để kiểm tra xem lớp in đầu tiên đã được cải thiện chưa.
Nếu sự cố vẫn tiếp diễn trên bàn in vừa được rửa sạch và hiệu chuẩn, bạn nên kiểm tra xem các đế đầu phun (hotend bases) của H2C đã được siết chặt hoàn toàn chưa và bản thân các cụm đầu phun đã được đặt sát và lắp đặt chính xác chưa. Chúng ta sẽ tìm hiểu cách thực hiện việc này ở bên dưới.
Đến đây, hẳn bạn đã quen với các quy trình tháo từng cụm đầu phun. Trước khi bắt đầu bất kỳ quy trình nào dưới đây, đầu phun tương ứng phải được làm nguội về nhiệt độ phòng rồi mới tháo ra. Sau đó, hãy làm theo các bước dưới đây cho đế đầu phun ở phía tương ứng của cụm đầu in (toolhead).
Lưu ý: Nhớ di chuyển thanh chắn đầu phun (nozzle blocker) ra khỏi vị trí trước khi tháo bất kỳ đầu phun nào.
Siết Chặt Đế Đầu Phun Bên Trái
Nới lỏng bốn ốc vít (được khoanh tròn) cố định đế sứ ở bên trái. Nếu cần tháo bộ phận gia nhiệt (heating element) bên trái, bạn cũng phải tháo hai ốc vít (hình vuông) giữ tấm nẹp quản lý cáp ở bên trái, như thể hiện trong hình bên dưới.
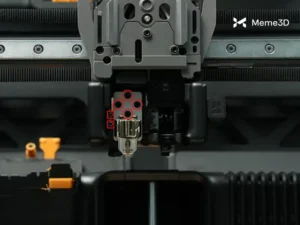
Sau đó, siết chặt bốn ốc vít ở phía sau bộ phận gia nhiệt khoảng 1/8 vòng.

Lưu ý: Nếu ốc vít đã chặt, đừng cố siết thêm vì điều này có thể làm hỏng hoặc nứt đế sứ.
Sau khi hoàn tất, lắp lại đế sứ bên trái và siết chặt các ốc vít cố định.
Siết Chặt Đế Đầu Phun Bên Phải
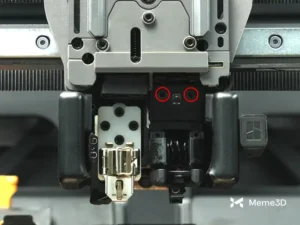
Nới lỏng hai ốc vít cố định phía trước, sau đó siết chặt hai ốc phía trước tương ứng với bộ phận gia nhiệt khi cần.
Tháo bọc silicon ra khỏi giá đỡ (ngàm cố định) phía dưới.

Nới lỏng bốn ốc vít ở phía dưới, sau đó siết chặt lại một chút và cuối cùng lắp lại bọc silicon.

Để xem thêm các bước khắc phục sự cố liên quan đến lớp in đầu tiên không đồng đều, hãy tham khảo bài viết Wiki này: Hướng Dẫn Cải Thiện Chất Lượng Lớp In Đầu Tiên Của H2C.
Đóng cục nhựa ở đầu phun (Nozzle Clumping)
Đặc biệt trong các tình huống nhựa in không bám dính vào bàn in, bạn có thể nhận thấy nhựa bị tích tụ quanh đầu phun thành một “cục” (blob) vật liệu. Hiện tượng này thường được gọi là Đóng cục đầu phun (Nozzle Clumping) và thực sự có thể dẫn đến hỏng hóc máy in nếu không được xử lý kịp thời.
Mặc dù H2C được trang bị các tính năng phát hiện bằng AI, bạn vẫn luôn cần phải giám sát máy in trong quá trình in để phòng trường hợp các tính năng phát hiện này không hoạt động. Càng phát hiện lỗi sớm thì bạn càng tốn ít công sức để vệ sinh, sửa chữa và đưa máy in hoạt động trở lại.

Nếu gặp vấn đề này trên H2C, bạn có thể làm theo các bước trong bài viết Wiki Hướng Dẫn Vệ Sinh Đóng Cục/Dính Nhựa Cụm Đầu Phun nếu vấn đề đóng cục liên quan đến đầu phun bên trái. Các bước thực hiện tương tự đối với đầu phun bên phải (Đầu phun Cảm ứng Vortek) nhưng bạn có thể tìm thấy các bước tháo đầu phun cảm ứng thủ công tại đây: Hướng Dẫn Thay Thế Đầu Phun Cảm Ứng Cho H2C: Thay Thế Đầu Phun Thủ Công.
Tắc Nhựa TPU
Việc in các loại nhựa dẻo hơn như TPU (đặc biệt là 90A, 85A hoặc dẻo hơn) có thể đi kèm với những thách thức bổ sung liên quan đến đường dẫn nhựa và độ bám của bánh răng đùn (extruder). Đối với H2C, cần thực hiện một số bước để in đúng cách với nhựa TPU (không bao gồm TPU dùng cho hệ thống AMS) với mục tiêu là tránh các vấn đề tắc nghẽn.
Ngay cả khi đã thực hiện các biện pháp phòng ngừa, một số vấn đề vẫn có thể xuất hiện do bản chất mềm dẻo của loại nhựa này. Để biết các bước khắc phục sự cố, hãy truy cập bài viết wiki Khắc phục sự cố tắc nhựa TPU trên H2D. Lưu ý rằng mặc dù H2C sử dụng đầu phun khác để in TPU, các bước khắc phục sự cố vẫn hoàn toàn giống với H2D.
Xuất hiện các đường sọc trên mô hình
Nếu bạn gặp phải hiện tượng lỗi các đường sọc dọc (vertical line artifacts) trên mô hình in, đây thường là dấu hiệu cho thấy hệ thống chuyển động CoreXY đang có vấn đề. Vấn đề có thể liên quan đến thanh trượt tuyến tính trục X (X-Axis linear rail) hoặc các thanh trượt tròn trục Y (Y-Axis linear rods) cần được vệ sinh, hoặc do độ căng dây đai (belt tension) không chính xác.

Xét thấy hai vấn đề này có liên quan chặt chẽ với nhau, tốt nhất bạn nên thực hiện song song cả quy trình vệ sinh thanh trượt và quy trình căng dây đai, sau đó thực hiện hiệu chuẩn toàn diện. Hãy thực hiện toàn bộ quy trình vệ sinh trục X và Y như đã nêu trong các chương trước (bạn cũng có thể tìm thấy trong bài viết wiki này). Sau khi hoàn tất, hãy thực hiện ngay quy trình căng dây đai như được hướng dẫn trong bài viết Quy Trình Căng Dây Đai H2C, kết thúc bằng việc chạy hiệu chuẩn máy.

Cần lưu ý rằng một số lỗi sọc dọc cũng có thể xuất hiện do sự cộng hưởng (resonance) của máy in ở các tốc độ in nhất định. Nếu bạn vẫn gặp phải một số lỗi này sau khi thực hiện quy trình vệ sinh và hiệu chuẩn, bạn có thể thử điều chỉnh tốc độ in – tăng hoặc giảm tốc độ. Điều này có thể giúp tránh được dải tần số cộng hưởng gây ra lỗi sọc và giúp cải thiện chất lượng bề mặt in.
Vấn đề về vị trí của dao cắt nhựa H2C
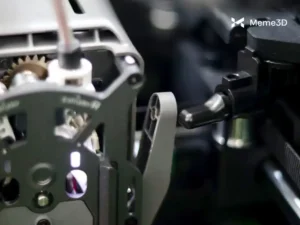
Mỗi đầu phun trên H2C có một dao cắt nhựa riêng, với các cần gạt dao cắt nằm ở phía tương ứng của cụm đầu in. Khi đến thời điểm cần cắt nhựa, cụm đầu in sẽ di chuyển sang cạnh bên của khung máy, chốt chặn dao cắt nhựa (filament cutter stopper) được đưa vào vị trí cắt và cụm đầu in sẽ ép cần gạt dao cắt vào chốt chặn để thực hiện thao tác cắt nhựa.

Vấn đề có thể phát sinh nếu cần gạt của chốt chặn dao cắt không nằm đúng vị trí dự kiến, ví dụ như do vô tình bị va đập. Các lỗi này có thể biểu hiện dưới dạng tiếng mài mòn hoặc tiếng kêu lạch cạch lớn phát ra từ chốt chặn dao cắt, hoặc dao cắt không cắt đứt được sợi nhựa trước khi máy thực hiện lệnh rút nhựa (retract), từ đó dẫn đến tình trạng tắc nghẽn bộ đùn.
Cách tốt nhất để khắc phục sự cố này là tháo cụm chốt chặn dao cắt ra để căn chỉnh lại các bánh răng như minh họa trong hình ảnh bên dưới. Khung trên cùng của hình ảnh cho thấy sự căn chỉnh bánh răng chính xác.
https://www.youtube.com/watch?v=jARt8hcAGes
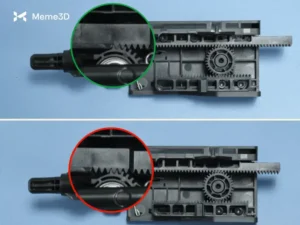
Để biết các bước chi tiết về quy trình này, vui lòng tham khảo Hướng dẫn thay thế chốt chặn dao cắt nhựa và sửa lỗi trượt bánh răng cho H2D, trong đó cũng bao gồm video hướng dẫn hữu ích này:
