Chưa có sản phẩm trong giỏ hàng.
Kéo nguội là gì?
Kỹ thuật kéo nguội là một phương pháp bảo trì trong in 3D được sử dụng để làm sạch bên trong vòi phun của máy in bằng cách loại bỏ mảnh vụn, tắc nghẽn hoặc sợi nhựa thừa. Quá trình này bao gồm việc làm nóng vòi phun để làm mềm sợi nhựa, sau đó làm nguội để sợi nhựa đông cứng một phần, rồi kéo nó ra để loại bỏ các chất gây ô nhiễm.
Sợi nhựa hoạt động như một “nút bịt” liên kết với cặn bẩn bên trong vòi phun trong giai đoạn làm nguội. Việc rút sợi nhựa ra sẽ giúp loại bỏ các chất bẩn, chẳng hạn như sợi nhựa bị cháy, bụi bẩn hoặc các vật cản nhỏ.
Thực hiện quy trình kéo nguội thường xuyên giúp khôi phục dòng chảy sợi nhựa thích hợp để đảm bảo quá trình đùn nhựa diễn ra đều đặn và giúp ngăn ngừa các lỗi in như thiếu nhựa hoặc các đường in không đồng nhất. Nên thực hiện việc này định kỳ, đặc biệt là khi chuyển từ loại sợi nhựa này sang loại sợi nhựa khác.

Những điều quan trọng cần biết
- Phương pháp Kéo nguội (Cold pull) có thể được thực hiện với nhiều loại nhựa in (filament) khác nhau, và nhiệt độ sử dụng cũng sẽ khác nhau tùy thuộc vào từng loại nhựa. Ví dụ dưới đây sử dụng nhựa PLA, nhưng bạn cũng có thể thực hiện với các loại khác như Nylon, ABS, ASA, v.v.
- Nếu cụm đầu phun (hotend) đang bị tắc, bạn có thể sẽ không thực hiện được thao tác này trước khi thông tắc. Hãy làm theo hướng dẫn trên wiki để thông tắc cụm đầu phun H2C.
- Nếu trước đó bạn in bằng loại nhựa thông thường và dự định chuyển sang in nhựa TPU, thì việc thực hiện một lần kéo nguội để loại bỏ toàn bộ nhựa thừa trong cụm đầu phun luôn là một thao tác đáng làm. Nhựa TPU có đặc tính dẻo, do đó nó có thể không đủ cứng để đẩy lượng nhựa còn sót lại bên trong cụm đầu phun ra ngoài, từ đó dễ dẫn đến tắc nghẽn.
- Nếu động cơ đùn (extruder motor) của H2C thường xuyên báo lỗi quá tải (overload errors) trong điều kiện đùn nhựa bình thường, điều này cho thấy lực cản ở đầu phun (nozzle) đang quá lớn và một lần kéo nguội có thể sẽ giúp khắc phục tình trạng này.
Lựa Chọn Thông Số Kéo Nguội
Nhựa PLA hoặc PETG thường mang lại hiệu quả tốt nhất khi dùng để thực hiện kéo nguội. Không khuyến khích sử dụng các loại nhựa khác cho việc này vì chúng thường dễ bị đứt gãy và để lại nhiều cặn hơn bên trong đầu phun.
Trên thị trường có thể có một số loại nhựa được thiết kế chuyên dụng cho quá trình kéo nguội hoặc vệ sinh. Đảm bảo làm theo sát các hướng dẫn của nhà sản xuất nếu sử dụng loại nhựa đó.
Lựa Chọn Đầu Phun
Hãy lưu ý đến các đặc tính vật lý hoặc kích thước của đầu phun sẽ được sử dụng cho quy trình kéo nguội. Vì các kích thước đầu phun (0.2mm, 0.4mm, v.v.) và kiểu dáng (thép tôi tiêu chuẩn, thép tôi lưu lượng cao) có các yêu cầu khác nhau, chúng tôi đã cài đặt sẵn các thông số tương ứng cho từng loại đầu phun.
Nếu thực hiện kéo nguội trên đầu phun bên phải, hãy đảm bảo rằng cụm đầu phun đang muốn thao tác hiện đang được gắn trên cụm đầu in (toolhead) và không nằm trên giá đỡ Vortek.
Lựa Chọn Nhiệt Độ Xả Nhựa (Flushing Temperature)
Nhiệt độ xả nhựa phải tương ứng với mức nhiệt độ của loại nhựa in có nhiệt độ cao nhất từng đi qua đầu phun, vì lượng cặn tương ứng của loại nhựa đó sẽ cần ít nhất mức nhiệt độ này để có thể bị loại bỏ.
- 250°C: Phù hợp với các loại nhựa nhiệt độ thấp như PLA, PETG, TPU, PVA, v.v.
- 290°C: Phù hợp với các loại nhựa nhiệt độ cao như ABS, ASA, PA, PC, PET, v.v.
- 320°C: Phù hợp với các loại nhựa nhiệt độ siêu cao như PPS, PPA, v.v.
Nếu bạn không chắc chắn nên chọn nhiệt độ nào, bạn nên dựa vào nhiệt độ in cao nhất của các loại nhựa mà bạn đang sở hữu để đặt nhiệt độ xả.
Lựa Chọn Nhiệt Độ Kéo Nguội
Phương pháp kéo nguội hoạt động dựa trên việc kiểm soát chính xác nhiệt độ đầu phun và tận dụng tính chất đàn hồi – nhớt (viscoelasticity) của vật liệu để lột bỏ các chất bẩn ra khỏi thành kim phun bằng lực cơ học. Máy H2C có sẵn các bảng thông số được định cấu hình trước cho bạn, nhưng nếu cần điều chỉnh thủ công, vui lòng tham khảo bài viết wiki chi tiết hơn về Bảo Dưỡng Và Vệ Sinh Đầu Phun Bằng Phương Pháp Kéo Nguội Trên H2D. Lưu ý rằng quy trình này hoàn toàn giống nhau trên cả H2C và H2D.
Cách Thực Hiện Kéo Nguội trên H2C
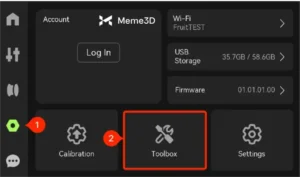
Trên màn hình H2C, điều hướng đến thẻ Cài đặt (Settings) > Hộp công cụ (Toolbox).
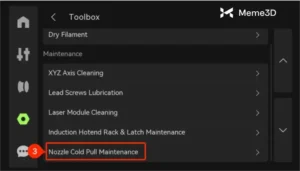
Chọn Bảo Dưỡng Đầu Phun Bằng Kéo Nguội (Nozzle Cold Pull Maintenance).
Nhấn tiếp theo, sau đó chọn các thông số cho quy trình trên màn hình như đã hướng dẫn ở trên.
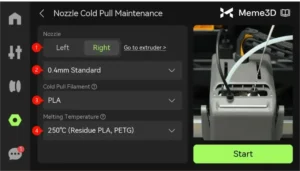
- Chọn Đầu Phun Cần Vệ Sinh (Select Nozzle to Clean): Đánh dấu vào “Trái” (Left) hoặc “Phải” (Right) tùy theo đầu phun cần vệ sinh.
- Chọn Nhựa Vệ Sinh (Select Cleaning Filament): Khuyên dùng PLA hoặc PETG. Hãy chọn loại nhựa có màu sáng hơn hoặc độ tương phản cao hơn so với loại nhựa đã dùng trước đó để dễ dàng phát hiện bụi bẩn hoặc cặn bám được loại bỏ.
- Chỉ Định Kích Thước Đầu Phun (Specify Nozzle Size): Chọn đúng đường kính đầu phun (ví dụ: 0.4 mm, 0.6 mm) và loại đầu phun hiện đang được lắp.
- Chọn Loại Nhựa Còn Sót (Select Residual Filament Type): Chọn loại nhựa đang được sử dụng trong hoặc ngay trước khi xảy ra sự cố tắc nghẽn. Hệ thống sẽ tự động thiết lập nhiệt độ gia nhiệt thích hợp để đảm bảo lượng nhựa thừa mềm ra hoàn toàn.
Sau khi cấu hình tất cả các thông số, nhấn Bắt đầu (Start) để bắt đầu quá trình vệ sinh kéo nguội.
Tháo Ống PTFE
Vì ví dụ của chúng ta đang sử dụng cụm đầu phun bên phải để kéo nguội, nên trong khi chờ đầu phun đạt đến nhiệt độ yêu cầu, chúng ta cần tháo ống PTFE cấp nhựa cho cụm đầu phun bên phải. Chỉ cần ấn vào đầu nối ống PTFE và rút ống ra.
Xả Nhựa Và Kéo Nguội Tự Động
Sau khi cụm đầu phun đạt đến nhiệt độ đã đặt, đồng thời cụm đầu in và bàn nhiệt (heatbed) di chuyển đến các vị trí được chỉ định, hãy cắt một đoạn nhựa dài ít nhất 30 cm (khoảng 1 foot) và nạp vào cụm đầu phun tương ứng.

Trong quá trình này, máy sẽ tự động thực hiện các thao tác xả và nạp lại nhựa. Khi nhiệt độ giảm xuống mức cài đặt để kéo nguội, bộ đùn sẽ tự động kéo nguội sợi nhựa một cách chậm rãi cho đến khi rút sợi nhựa lại mức tối đa có thể. Sau đó, bạn sẽ cần dùng tay để rút hoàn toàn sợi nhựa ra khỏi cụm đầu in.
Lưu ý:
- Sau khi máy chuyển sang quy trình tự động, đầu phun sẽ bắt đầu nóng lên. Tuyệt đối không chạm vào đầu phun để tránh bị bỏng.
- Trong quá trình xả nhựa và kéo nguội tự động của máy, khói có thể bốc lên do nhiệt độ xả cao. Vui lòng đóng cửa kính phía trước và nắp trên của máy, đồng thời đợi cho quá trình xả hoàn tất rồi mới mở ra.
Kiểm Tra Kết Quả
Khi đã rút sợi nhựa ra sau khi kéo nguội, hãy quan sát phần đầu (mũi) của sợi nhựa:
- Một lần kéo sạch sẽ hiển thị hình dạng khuôn đầu phun hoàn chỉnh mà không có bất kỳ cặn bẩn nào.
- Nếu có các đốm đen, vết lồi lõm không đều hoặc cặn cháy, điều đó có nghĩa là bạn nên lặp lại quy trình này cho đến khi sạch hoàn toàn.


Sau Khi Hoàn Tất
Sau khi quá trình kéo nguội kết thúc, hãy đảm bảo cắm chặt lại ống PTFE về đúng vị trí (đồng thời kết nối lại và lắp ráp nắp trước của cụm đầu in nếu bạn đã tháo nó ra). Việc này giúp đảm bảo đường dẫn nhựa được bịt kín và sẵn sàng sử dụng. Sau đó, nạp lại nhựa in và chạy một bài kiểm tra đùn nhựa nhanh để xác nhận mọi thứ đang lưu thông trơn tru. Nếu nhựa được đùn ra thành dòng thẳng và sạch sẽ, máy in của bạn đã sẵn sàng cho tác vụ tiếp theo.

