Chưa có sản phẩm trong giỏ hàng.
Công nghệ in 3D đa vật liệu mở ra nhiều khả năng, từ việc tạo ra các mô hình phức tạp với các đặc tính cơ học khác nhau đến việc sử dụng các vật liệu hỗ trợ có thể hòa tan hoặc dễ dàng loại bỏ để có bề mặt hoàn thiện sạch hơn. Việc kết hợp các vật liệu như PLA và PETG, hoặc thậm chí các vật liệu không tương thích như PLA cứng với TPU dẻo, cho phép tạo ra các nguyên mẫu chức năng, thiết kế đẹp mắt và cấu trúc hỗ trợ hiệu quả.
Những điểm cần lưu ý khi in nhiều chất liệu
Khi in bằng nhiều loại vật liệu, điều quan trọng là phải xem xét yêu cầu nhiệt độ của từng loại sợi in ảnh hưởng đến các loại khác như thế nào, đặc biệt là trong buồng kín và được gia nhiệt. Ví dụ, việc in ABS và PLA cùng nhau rất khó khăn vì ABS cần nhiệt độ đầu phun cao (260 °C) và buồng ấm (50–60 °C) để tránh bị cong vênh, trong khi PLA lại mềm ở nhiệt độ thấp hơn nhiều. Trong buồng được gia nhiệt, PLA có thể bắt đầu mất độ cứng, biến dạng hoặc bị kéo sợi quá mức, thậm chí có thể bị kẹt trong đầu đùn do hiện tượng giãn nở nhiệt.
Tương tự, việc kết hợp các vật liệu có nhiệt độ đùn khác nhau, chẳng hạn như Nylon với TPU hoặc PETG với PVA, có thể gây ra các vấn đề như liên kết lớp kém, làm mát không đều hoặc làm hỏng sợi filament có nhiệt độ thấp hơn nếu nó được giữ nóng quá lâu trong quá trình thay đổi dụng cụ. Trong các bản in nhiều vật liệu, luôn tránh các kết hợp mà môi trường tối ưu của một vật liệu có thể làm quá nóng, làm mềm hoặc làm suy yếu hóa học vật liệu khác, và điều chỉnh nhiệt độ buồng in, nhiệt độ làm mát và nhiệt độ vòi phun ở chế độ chờ để bảo vệ sợi filament nhạy cảm với nhiệt nhất.
Đôi khi, việc hai sợi nhựa không dính vào nhau lại thực sự hữu ích. Ví dụ, bạn có thể in một vật liệu làm giá đỡ, sau đó dễ dàng tách ra khỏi phần chính. Trong những trường hợp khác, bạn có thể cần kết hợp các vật liệu không liên kết tốt với nhau. Đừng lo lắng, chúng ta sẽ tìm hiểu cách xử lý những tình huống đó ở phần sau của trang này!
Chuẩn bị sợi
Lượng hơi ẩm mà sợi nhựa hấp thụ ảnh hưởng đến chất lượng in. Sợi càng khô thì chất lượng in càng tốt. Sợi càng hấp thụ nhiều hơi ẩm (do tiếp xúc với độ ẩm môi trường), thì khả năng xuất hiện các hiện tượng như kéo sợi, chảy nhựa, thủng lỗ, bề mặt thô ráp và độ bền thấp càng cao.
Hình bên trái là bản in 3D được tạo ra bằng sợi nhựa đã tiếp xúc với hơi ẩm trước khi sấy khô, trong khi hình bên phải là bản in được tạo ra sau khi sợi nhựa đó đã được sấy khô.

Để có chất lượng in tốt hơn, chúng tôi đặc biệt khuyên bạn nên làm khô sợi nhựa trước khi in và giữ cho sợi nhựa luôn khô ráo trong suốt quá trình in. Vui lòng tham khảo bài viết này để biết thêm thông tin về cách làm khô và ngăn ngừa hơi ẩm: Wiki Hướng dẫn làm khô sợi nhựa .
Cách kết hợp các vật liệu không tương thích trong mô hình
Máy in 3D Bambu Lab H2C cho phép kết hợp các vật liệu không tương thích, chẳng hạn như sợi nhựa cứng và mềm, bằng cách sử dụng các tính năng tiên tiến trong phần mềm Bambu Studio. Ví dụ, bạn có thể ghép các sợi nhựa cứng như PETG-CF với sợi nhựa mềm TPU 95A HF, trong đó PETG-CF được nạp vào đầu phun bên trái và TPU vào đầu phun bên phải. Để đảm bảo tính tương thích, bạn cần bật tính năng ” Sử dụng Beam Interlocking ” trong Bambu Studio, tính năng này tạo ra cấu trúc liên kết để tăng cường độ bền liên kết giữa các vật liệu.
Ghép nối các thanh dầm tại xưởng Bambu
Một ví dụ điển hình về việc in bằng các loại sợi không tương thích là khung điện thoại MOCA của thrutheframe , trong đó việc in một phần tay cầm bằng TPU có thể giúp cải thiện tính công thái học.

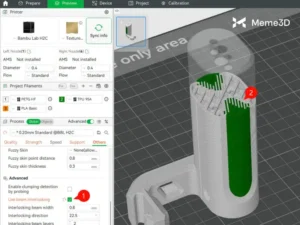
Nếu chúng ta chọn chất liệu TPU cho phần tay cầm, nó sẽ in ra như hình xem trước. Phần TPU của tay cầm sẽ tách rời khỏi phần thân máy vì hai sợi nhựa không dính vào nhau.

Để khắc phục điều này, chúng tôi sẽ liên kết hai sợi bằng cơ học, đảm bảo chúng không bị tách rời. Khi tính năng liên kết (1) được kích hoạt, hai sợi khác nhau sẽ có hình dạng liên kết cơ học (2) giữ chúng lại với nhau, giống như chúng được khâu vào nhau.
Bạn có thể tìm hiểu thêm về chủ đề này bằng cách theo dõi Trang Wiki về Ghép nối dầm .
Các bộ phận đa vật liệu thực sự
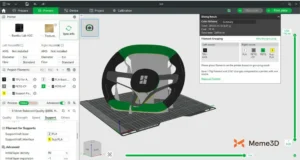
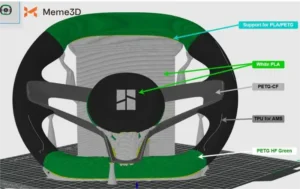
Dựa trên những gì đã học ở trên, chúng ta sẽ in vô lăng bằng TPU để tạo cảm giác cầm nắm thoải mái và chính xác, PETG-CF cho cấu trúc lõi và PLA màu xanh lá cây cho phần trên và dưới. Phần trung tâm của vô lăng sẽ được in bằng TPU, với logo PLA màu trắng.
Mô hình 3D vô lăng được Jesse chỉnh sửa lại.
Để đảm bảo độ chắc chắn của cụm lắp ráp, chúng tôi sẽ sử dụng tính năng khóa liên kết dạng thanh để kết nối tất cả các vật liệu , cùng với một sợi đỡ chuyên dụng cho giao diện đỡ PLA/PETG. Điều này sẽ đảm bảo bề mặt hoàn thiện tuyệt vời ở các khu vực được đỡ và cho phép dễ dàng tháo gỡ các cấu trúc đỡ.
Bộ phận này sẽ sẵn sàng sử dụng mà không cần lắp ráp hay thao tác bổ sung nào. Điều này có thể thực hiện được nhờ khả năng của máy in H2C trong việc in nhiều hơn năm sợi nhựa trong một lần in!
Những điểm cần lưu ý khi in các chất liệu khác nhau bằng công nghệ H2C
- Khả năng tương thích vật liệu : Sử dụng đầu phun bên trái cho các loại sợi cứng, chẳng hạn như PLA, và đầu phun bên phải cho các loại sợi mềm, như TPU. Việc trộn lẫn các loại sợi có nhiệt độ cao và thấp có thể gây tắc nghẽn hoặc độ bám dính kém.
- Sấy khô sợi nhựa : Sấy khô sợi nhựa trong máy sấy AMS 2 Pro hoặc AMS HT để ngăn ngừa các vấn đề liên quan đến độ ẩm. Sợi nhựa ướt có thể dẫn đến hiện tượng kéo sợi hoặc tắc nghẽn vòi phun trong quá trình in hai loại vật liệu.
- Liên kết khóa dạng dầm : Bật tùy chọn “Liên kết khóa dạng dầm” trong Bambu Studio để tăng cường liên kết giữa hai vật liệu. Thiết lập này giúp cải thiện sự kết nối của các bản in đa vật liệu khác nhau.
- Hiệu chỉnh vòi phun : Tự động hiệu chỉnh cả hai vòi phun để đảm bảo căn chỉnh chính xác quá trình đùn hai loại vật liệu. Sai lệch có thể gây ra hiện tượng lệch lớp hoặc chuyển tiếp vật liệu kém. Tham khảo hướng dẫn hiệu chỉnh độ lệch vòi phun trên wiki để tìm hiểu cách hiệu chỉnh vòi phun đúng cách.
- Quản lý nhiệt độ : Đặt nhiệt độ đầu phun phù hợp cho từng loại sợi in. Nhiệt độ không chính xác có thể dẫn đến liên kết yếu hoặc làm giảm chất lượng vật liệu.
