Chưa có sản phẩm trong giỏ hàng.
Đầu phun Vortek đã được lắp đặt trên máy in và đến nay, bạn đã thấy nó hoạt động khi in mô hình đầu tiên của mình. Trong chương này, chúng ta sẽ đi sâu vào hệ thống Vortek để hiểu rõ hơn về những lợi ích và cách nó giúp bạn in nhiều màu và nhiều chất liệu nhanh hơn với lượng chất thải tối thiểu.
Thay đổi là điều tốt
Trong gia công cơ khí truyền thống, việc thay đổi đầu dao là rất cần thiết để chuyển đổi giữa các thao tác cắt, khoan hoặc hoàn thiện, với mỗi dụng cụ chuyên dụng cho một nhiệm vụ cụ thể. Hệ thống thay dao tự động giúp cải thiện đáng kể hiệu quả bằng cách giảm thời gian ngừng hoạt động giữa các thao tác này. Tương tự, công nghệ in 3D cũng được hưởng lợi từ các hệ thống có thể thay thế toàn bộ đầu dao, cho phép một máy có thể xử lý các vật liệu, màu sắc hoặc kích thước vòi phun khác nhau.

Mục đích chính của việc thay đổi đầu in trong quá trình in 3D là để thay thế sợi in mà không cần phải loại bỏ một lượng lớn vật liệu cũ ra khỏi vòi phun, điều này giúp giảm thiểu lãng phí. Tuy nhiên, phương pháp thay đổi đầu in có nhiều nhược điểm: đầu in khá cồng kềnh, nên không thể lắp quá nhiều vào máy in. Ngoài ra, đầu in còn có động cơ đùn, bánh răng, cảm biến, dây dẫn và bảng mạch, tất cả đều làm tăng đáng kể chi phí của toàn bộ hệ thống.
Hệ thống thay thế đầu phun Vortek là gì?
Hệ thống Vortek giải quyết các vấn đề trên bằng cách chỉ tập trung vào việc thay thế đầu phun. Xét cho cùng, đó là nơi chứa sợi nhựa đã được loại bỏ. Việc chỉ thay thế đầu phun trong khi vẫn giữ sợi nhựa trong vùng nóng chảy cho phép sợi nhựa đó được bảo quản để sử dụng trong tương lai, thay vì bị loại bỏ và lãng phí.

Điều gì làm cho hệ thống Vortek trở nên đặc biệt?
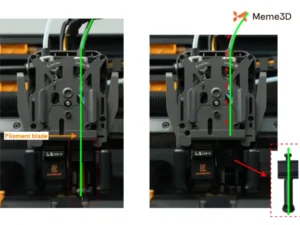
Trong quá trình thay dụng cụ Vortek, sợi nhựa in 3D trước tiên được cắt bởi lưỡi cắt sợi. Sợi nhựa được chia thành hai phần, một phần nhỏ ở đầu phun và phần còn lại ở đầu dụng cụ. Sau đó, đầu phun được hệ thống Vortek định vị, giữ sợi nhựa nằm trong vùng nóng chảy và bộ tản nhiệt.
Ở giai đoạn này, đầu phun vẫn không được làm nóng để bảo quản sợi nhựa trong điều kiện tối ưu. Bằng cách làm nguội đầu phun sau khi nó được gắn vào máy, máy ngăn sợi nhựa tiếp xúc lâu với nhiệt độ cao, nhờ đó tránh được sự xuống cấp của sợi nhựa và duy trì chất lượng in.
Trong khi đó, sợi nhựa còn lại trong đầu in được bộ đùn và bộ cấp nhựa AMS thu hồi hoàn toàn, cho phép tháo và nạp sợi nhựa mới nhanh chóng. Trong quá trình này, hệ thống Vortek lắp đặt và làm nóng đầu in tương ứng. Khi sợi nhựa mới từ AMS đến đầu in, đầu in đã đạt đến nhiệt độ in.
Quá trình này chỉ mất vài giây nhờ vào công nghệ gia nhiệt cảm ứng hiệu suất cao của hệ thống.
In ấn không cần xả nhựa
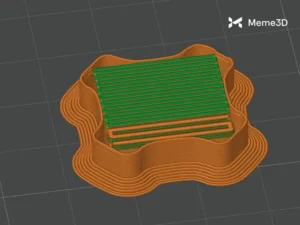
Vì đầu phun đã được làm nguội và đặt cố định trong giá đỡ Vortek, đầu phun phải đùn một lượng nhỏ sợi nhựa để thiết lập lại áp suất thích hợp bên trong đầu phun. Bước này giúp ngăn ngừa các lỗi in như hiện tượng kéo sợi và các khe hở nhỏ trên bề mặt của chi tiết in.
Sợi nhựa này không được đùn ra như một phần nhựa thừa và thải bỏ qua máng dẫn nhựa thừa. Thay vào đó, nó được in vào một lớp của một chi tiết phụ được in riêng gọi là Tháp Nguyên Liệu (Prime Tower). Tháp nguyên liệu này được in gần như rỗng, cho phép nó được xây dựng lên cao để có thể sử dụng ở độ cao in cần thiết mà không lãng phí nhiều vật liệu như một phần nhựa thừa được sử dụng để thay đổi màu sắc thông thường.
Có hai cụm chi tiết chính tạo nên sự hoạt động của máy in 3D H2C: đầu phun cảm ứng và giá đỡ. Hãy cùng tìm hiểu chi tiết về chúng!
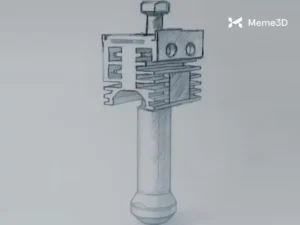
Đầu gia nhiệt cảm ứng là gì?
Việc định vị vòi phun chính xác là rất quan trọng đối với việc in 3D chất lượng cao, và đầu phun cảm ứng Vortek cần duy trì độ chính xác đó trong khi được tự động thay thế hàng trăm lần trong một lần in. Để làm được điều này, hệ thống phải đảm bảo độ chính xác ở mức micromet mỗi khi lắp đặt đầu phun cảm ứng. Độ chính xác này đạt được nhờ sự kết hợp giữa cơ cấu có độ lặp lại cao và hệ thống đo lường nhanh, chính xác.
Ngoài chức năng định vị, đầu phun cảm ứng còn tích hợp một mạch in nhỏ được sử dụng bởi một cảm biến trong đầu công cụ để xác định kích thước vòi phun và thực hiện các phép đo nhiệt độ. Tất cả thông tin liên quan đến loại sợi in được máy in sử dụng, số giờ in và hiệu chuẩn đều được lưu trữ trên chip trong đầu phun.

Công suất gia nhiệt được truyền đến đầu phun thông qua cảm ứng, tương tự như cách hoạt động của bếp từ. Điều này loại bỏ nhu cầu sử dụng các đầu nối cơ khí truyền thống. Sự tích hợp này cho phép đơn giản hóa cụm đầu phun chỉ còn bốn bộ phận – vòi phun, bộ phận tản nhiệt, điện trở nhiệt và một bảng mạch in nhỏ gọn, đồng thời vẫn giữ được trọng lượng nhẹ chỉ 10g và kích thước nhỏ gọn 20 × 15 × 56 mm. Thiết kế này kết hợp hiệu quả, độ chính xác và tính linh hoạt trong một cụm duy nhất, dễ dàng thay thế.

ℹ️ Lưu ý: Hệ thống Vortek của H2C chỉ liên quan đến đầu phun bên phải. Đầu phun bên trái là đầu phun kiểu H2 tiêu chuẩn và phải được thay thế thủ công.
Để chuyển đổi giữa đầu phun H2 thay nhanh thông thường và đầu phun cảm ứng, máy in H2C phải đảm bảo rằng trong khi một vòi phun đang in, vòi phun còn lại được nâng cao hơn và không cản trở chi tiết in. Điều này được thực hiện bằng một cơ chế chuyển đổi di chuyển vòi phun bên trái lên xuống. Độ phẳng của bàn in cũng được điều chỉnh tùy thuộc vào vòi phun nào đang hoạt động.
ℹ️ Lưu ý: Việc thay đổi này đồng nghĩa với việc không nên sử dụng các loại sợi TPU mềm hơn (cần được cấp qua cổng TPU chuyên dụng ở phía sau máy in hoặc trực tiếp từ phía trên đầu phun) cho đầu phun bên trái.

Khi vòi phun bên trái đang in, nó ở vị trí thấp và nằm dưới vòi phun bên phải. Khi vòi phun bên phải đang in, vòi phun bên trái ở vị trí cao và nằm trên vòi phun bên phải. Ngoài việc đảm bảo vòi phun không in không gây cản trở, điều này còn cho phép bộ phận chặn dòng chảy của vòi phun di chuyển vào đúng vị trí để ngăn sợi nhựa bị tràn hoặc rò rỉ vào khu vực in.
Vortek Rack là gì?
Giá đỡ Vortek dùng để lưu trữ các đầu phun cảm ứng không sử dụng, giúp di chuyển chúng lên vị trí dễ tiếp cận với đầu in và hạ xuống vị trí gọn gàng để thuận tiện cho việc in ấn. Giá đỡ được chia thành hai hàng, mỗi hàng có ba vị trí đặt đầu phun, sao cho mỗi hàng có đủ khoảng cách giữa các vị trí đầu phun để đầu in có thể luồn vào giữa và tiếp cận từng đầu phun một cách dễ dàng.
Hai hàng (được đặt tên là Hàng A và Hàng B) của giá đỡ được di chuyển cùng nhau bởi một động cơ bước chuyên dụng được gắn ở phía dưới giá đỡ. Hai hàng này được liên kết cơ học với nhau sao cho khi Hàng A được di chuyển lên để tiếp cận đầu phun, Hàng B sẽ được di chuyển xuống và ngược lại. Hệ thống đơn giản này cho phép truy cập nhanh vào đầu phun để thay thế và đảm bảo phạm vi chuyển động không bị cản trở của đầu phun khi in.
Hệ thống Vortek có thể chứa tổng cộng sáu đầu phun nhiệt. Một trong các khay chứa vòi phun sẽ thường xuyên trống, vì đầu máy đã giữ sẵn một đầu phun nhiệt cảm ứng. Nếu khay chứa đầy 6 đầu phun nhiệt, đầu máy không thể nhả đầu phun nhiệt hiện tại để thực hiện việc thay thế. Nói tóm lại, khay sẽ luôn chứa 5 đầu phun nhiệt cảm ứng, trong khi 1 đầu phun nhiệt sẽ được lắp vào đầu máy.
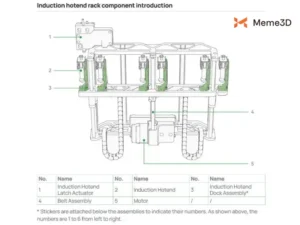
Bên trong giá đỡ Vortek có rất nhiều bộ phận, hiện tại, điều quan trọng là phải làm quen với 5 thành phần chính sau:
- Bộ truyền động chốt , chịu trách nhiệm khóa và mở khóa đầu gia nhiệt cảm ứng trong bộ dụng cụ.
- Đầu gia nhiệt cảm ứng , đã được giới thiệu trong tài liệu này.
- Khu vực đỗ , nơi các đầu gia nhiệt cảm ứng được đặt khi không sử dụng.
- Dây đai chịu trách nhiệm di chuyển các hàng giá A và B lên xuống.
- Động cơ , điều khiển chính xác dây đai.
Những điểm cần lưu ý khi sử dụng H2C
Cách tận dụng khả năng của H2C
Để khai thác tối đa sức mạnh của H2C, hệ thống Vortek yêu cầu một khe cắm AMS cho mỗi đầu phun cảm ứng. Có nhiều sự kết hợp khác nhau giữa các bộ phận AMS mà bạn có thể thực hiện. Bạn thậm chí có thể ghép nối tối đa 4 bộ phận AMS 2 PRO và 8 bộ phận AMS HT để in 24 sản phẩm cùng lúc bằng nhiều loại sợi!
Chúng ta hãy tập trung vào 3 tình huống đơn giản sau:
- AMS 2 Pro + Ống cuộn dây ngoài (in 5 sợi)
- (2x) AMS 2 PRO + AMS HT (in 9 sợi)
- AMS 2 PRO + (2x) AMS HT + Cuộn dây ngoài (in 7 sợi)

Kịch bản đầu tiên chỉ cho phép in 5 sợi nhựa trên cùng một lần in, nghĩa là hai đầu phun cảm ứng sẽ bị bỏ trống. Điều này không có nghĩa là chúng không được sử dụng, vì bạn có thể lắp thêm hai vòi phun 0.6mm dự phòng cho những lần in lớn. Với thiết lập này, bạn sẽ có thể in nhiều sợi nhựa cùng lúc mà không tạo ra chất thải sau khi in.
Tình huống thứ hai cho phép máy H2C của bạn in tối đa 9 loại sợi khác nhau trong cùng một lần in. Mặc dù máy chỉ có 7 vòi phun khác nhau, điều này có nghĩa là hai sợi sẽ cần được làm sạch khi thay đổi màu sắc. Với một số cách nhóm sợi thông minh của Bambu Studio, chúng ta có thể tận dụng 9 màu sắc đó với lượng chất thải khi làm sạch ở mức tối thiểu.
Kịch bản thứ ba cung cấp cho máy của bạn 7 loại sợi in khác nhau, mỗi loại dành cho một vòi phun, mà không cần phải xả sợi khi thay sợi giữa chừng quá trình in.
ℹ️ Quan trọng: Để kết nối nhiều thiết bị AMS, bạn cần sử dụng Bộ chuyển đổi PTFE 4 trong 1 H2C II, được bao gồm trong các thiết bị H2C Combo. Khác với bộ chuyển đổi PTFE của các dòng sản phẩm khác, Bộ chuyển đổi PTFE 4 trong 1 H2C II tích hợp một miếng đệm làm sạch sợi đốt ở đầu ra, giúp ngăn chặn mảnh vụn tiếp xúc và gây cản trở cho các mạch in của đầu phun cảm ứng Vortek.

Đề xuất vị trí gắn AMS
Ống PTFE dẫn sợi in nên càng ngắn càng tốt giữa các bộ phận AMS và H2C. Ống càng ngắn thì thời gian thay sợi in giữa chừng càng ngắn. Các bộ phận AMS cần phải rút hoàn toàn sợi in để có thể nạp sợi in mới. Việc này được thực hiện trong khi H2C thay đổi đầu phun để tối ưu hóa thời gian thay đổi dụng cụ một cách hiệu quả nhất.
ℹ️ Lưu ý: Để đảm bảo chiều dài ống đủ cho các phương pháp đặt khác nhau, ống PTFE đi kèm với máy in có chiều dài 900 mm. Khi đặt AMS 2 Pro và AMS HT lên trên máy in, việc rút ngắn chiều dài ống một cách thích hợp (tối thiểu 600 mm) có thể giảm thời gian thay sợi in và cải thiện tốc độ in.
Có hàng tá cách để xếp chồng và sắp xếp các khối AMS, chẳng hạn như chiếc kệ in 3D này của PrivateMiku trên Makerworld. Bạn có thể tự do lựa chọn cách bố trí các khối AMS sao cho thuận tiện nhất. Chúng tôi khuyên bạn nên luôn đặt chúng trong các cấu trúc chắc chắn như kệ.

Để biết hướng dẫn chi tiết về cách kết nối nhiều thiết bị AMS, hãy tham khảo hướng dẫn kết nối nhiều thiết bị AMS .
Phạm vi in của vòi phun kép
Do vị trí của hai đầu phun trên máy in, mỗi vòi phun không thể vươn tới mép đối diện của bàn in để in. Trong trường hợp của H2C, phần “chỉ bên phải” của bàn in chủ yếu bị chiếm dụng bởi không gian dành cho giá đỡ đầu phun cảm ứng Vortek, do đó vùng loại trừ của nó rất nhỏ. Phần “chỉ bên trái” giống nhau trên cả H2C và H2D.

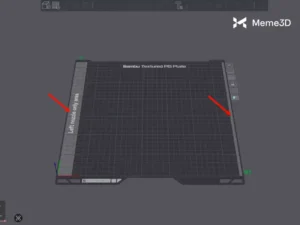
Trong Bambu Studio, khu vực chỉ sử dụng vòi phun bên trái được đánh dấu rõ ràng ở cạnh trái của bàn in, và khu vực chỉ sử dụng vòi phun bên phải được đánh dấu bằng một dải nhỏ ở cạnh phải.
Hệ thống sẽ cố gắng xử lý các phần chồng lấn lên các khu vực này bằng cách chuyển sợi in sang vòi phun phù hợp. Tuy nhiên, trong trường hợp nghiêm trọng, lỗi sẽ ngăn cản quá trình in và yêu cầu can thiệp thủ công bằng cách di chuyển chi tiết ra khỏi khu vực loại trừ hoặc thay đổi nhóm sợi in.
Phạm vi thẳng đứng
Chiều cao in tối đa của vòi phun bên trái là 320mm, và chiều cao in tối đa của vòi phun bên phải là 325mm, vì vậy 325mm cũng là chiều cao tối đa tổng thể mà máy in có thể in. Khi vật thể được đặt trong khu vực chỉ sử dụng vòi phun bên trái, chiều cao in tối đa của vật thể sẽ thấp hơn một chút so với chiều cao in tối đa của máy in.
Lưu ý rằng nếu chiều cao của mô hình vượt quá chiều cao in được của vòi phun bên trái (ví dụ: 324mm), thì mô hình chỉ có thể được in bằng vòi phun bên phải, ngay cả khi nó được đặt ở khu vực giữa.
Tìm hiểu thêm về Phạm vi in của vòi phun kép trên wiki .
