Chưa có sản phẩm trong giỏ hàng.
Việc in nhiều chất liệu thường tốn kém cả về thời gian và vật liệu. Phần này sẽ cung cấp hiểu biết về những nguyên nhân gây lãng phí trong quá trình in loại này, cũng như các đề xuất cụ thể về cách quản lý và giảm thiểu sự lãng phí đó. Vì H2S là máy in một vòi phun tiêu chuẩn, nên thông tin trong chương này khá đơn giản và có thể áp dụng trực tiếp.
Quy trình thay sợi nhựa
Theo định nghĩa, in nhiều chất liệu (còn được gọi là in nhiều màu) sử dụng nhiều sợi nhựa để hoàn thành một bản in duy nhất. Đặc biệt trên các máy in một vòi phun, điều này được thực hiện bằng Quy trình Thay Sợi nhựa, được chia thành một vài giai đoạn chính.
Việc bổ sung thêm đầu phun (và do đó thêm vòi phun) giúp tránh được những công đoạn tốn kém nhất trong quy trình thay dây filament, nhưng chỉ đến một mức độ nhất định. Chúng ta hãy cùng phân tích toàn bộ quy trình để hiểu rõ hơn lý do sau này.
Xả nhựa (còn được gọi là làm sạch)
Mỗi khi vòi phun phải chuyển từ loại sợi in này sang loại sợi in khác, một lượng nhỏ sợi in sẽ còn lại trong bộ đùn và vòi phun, bên dưới vị trí cắt của máy cắt sợi. Sau khi hệ thống AMS rút sợi in cũ và đưa sợi in mới vào, bộ đùn sẽ đẩy hoặc “làm sạch” sợi in cũ qua vòi phun cho đến khi sợi in được hoàn toàn là sợi in mới.

Sợi nhựa đã được làm sạch này được đùn ra ở khu vực bên cạnh bàn in, sau đó vật liệu được tách ra khỏi vòi phun và dẫn ra xa khỏi khu vực in.

Lưu ý : Sợi nhựa này được đùn ra nhanh nhất có thể (ở tốc độ gọi là Tốc độ Thể tích Tối đa) vì bước này có thể được thực hiện nhiều lần trong quá trình in nhiều vật liệu. Tốc độ Thể tích Tối đa phụ thuộc vào nhiều yếu tố, chủ yếu là khả năng chảy của sợi nhựa khi nóng chảy, và kích thước vòi phun cũng rất quan trọng.
Do đó, vòi phun 0,2 mm có thể mất nhiều thời gian hơn đáng kể để hoàn thành bước xả so với vòi phun tiêu chuẩn 0,4 mm (vì nó không thể đùn sợi nhanh bằng), làm tăng đáng kể thời gian thay sợi và tổng thời gian in nhiều vật liệu.
Thể tích đùn vật liệu
Màu sắc của sợi nhựa đùn ra là yếu tố chính quyết định thể tích vật liệu cần đùn ra trong quá trình xả nhựa , bởi vì ngay cả một lượng nhỏ sợi nhựa cũ cũng có thể để lại dấu vết dưới dạng các lớp bị đổi màu rõ rệt. Thể tích xả nhựa này khác nhau tùy thuộc vào mối quan hệ giữa sợi nhựa “Nguồn” (nằm ở phía bên trái) và sợi nhựa “Đích” (nằm ở phía bên phải). Màu tối hơn cần thể tích xả nhựa lớn hơn để chuyển sang màu sáng hơn, và màu sáng hơn cần ít hơn để chuyển sang màu tối hơn.
Hình ảnh bên dưới hiển thị bảng trong Bambu Studio, hiển thị các Thể tích Xả được tính toán cho mỗi lần thay đổi màu sắc có thể có trong một dự án. Chúng ta sẽ xem xét cách xem và quản lý các giá trị này trong phần Quản lý Thể tích Đùn.
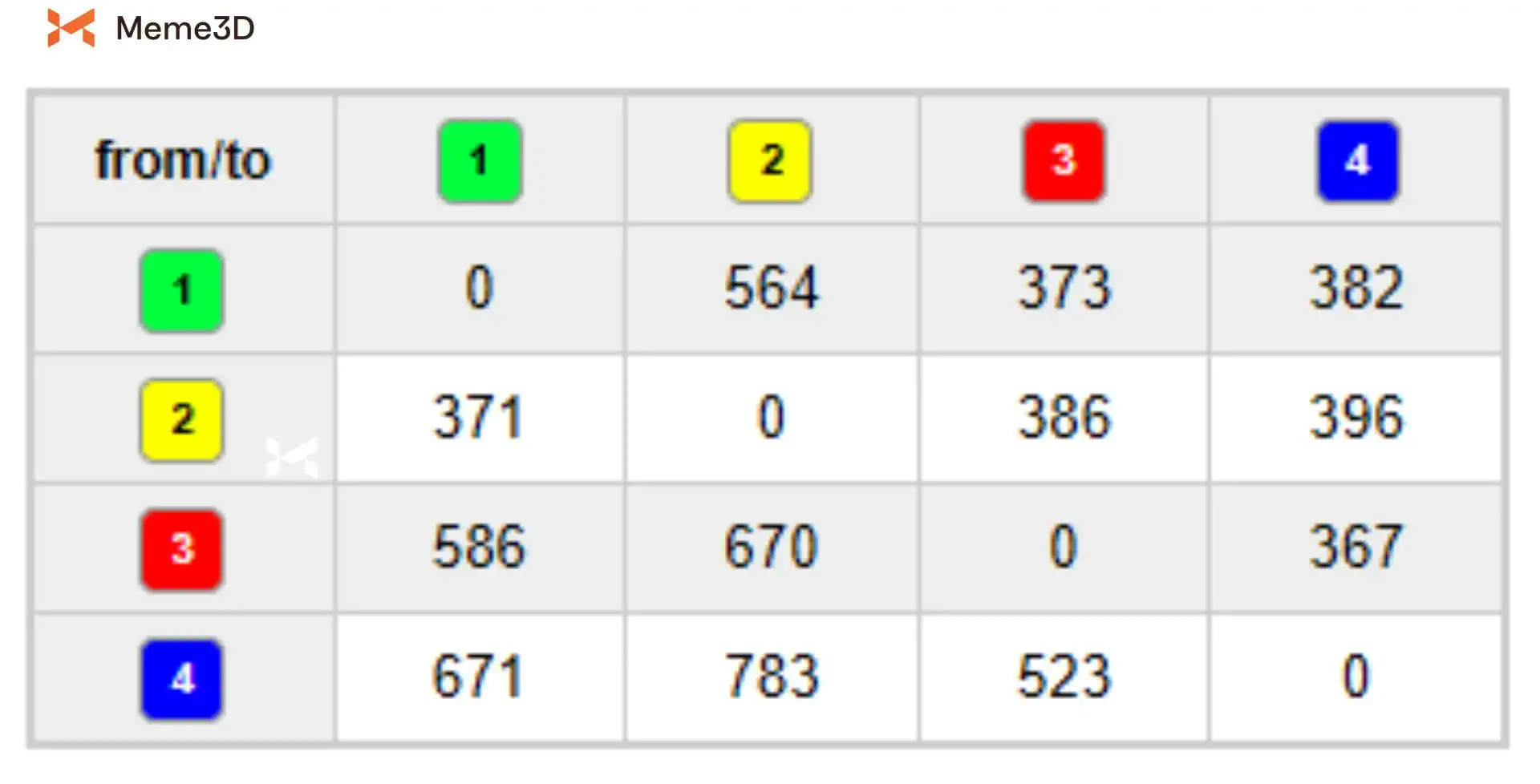
Bên cạnh màu sắc, các đặc tính vật liệu cũng được xem xét. Ví dụ, đối với các sợi đỡ, được thiết kế để dễ dàng tách ra khỏi một sợi cụ thể, thể tích dung dịch rửa được tính toán để ngăn ngừa sự nhiễm bẩn có thể gây ra hiện tượng dính giữa sợi đỡ và sợi mà nó nâng đỡ.
Hệ thống phân nhóm nhựa in cho cụm đa đầu phun trên dòng máy H2C
Yêu cầu về lượng nhựa xả (flushing requirements) của các loại nhựa in khác nhau là một trong những yếu tố chính được thuật toán của phần mềm Bambu Studio xem xét để sắp xếp các loại nhựa cần thiết giữa các cụm đầu phun (hotends) của máy H2C. Tuy nhiên, sự cân nhắc này chỉ thực sự có ý nghĩa khi số lượng nhựa sử dụng trong bản in vượt quá số lượng cụm đầu phun hiện có. Chỉ trong kịch bản này, việc xả nhựa (filament purges) mới thực sự cần thiết ngay từ đầu.
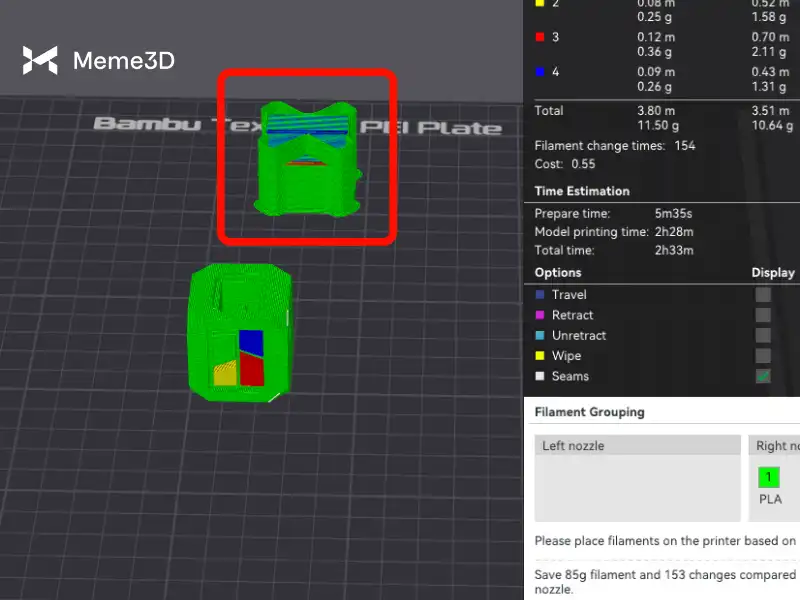
Khi việc xả nhựa là bắt buộc, việc đặt các vật liệu có màu rất sáng (như số 2 trong hình trên) ở một cụm đầu phun khác biệt so với các vật liệu có màu rất tối (như số 4 trong hình trên) sẽ giúp tránh được những lần xả nhựa với khối lượng lớn và gây lãng phí nhất.
Khi máy có sẵn nhiều cụm đầu phun, một yếu tố quan trọng khác cần cân nhắc là thứ tự xuất hiện của các màu sắc (orientation of colors) trong bản in. Có thể tránh được việc xả nhựa tốn kém trên nhiều lớp in liên tiếp bằng cách chỉ xả một lần duy nhất trên một cụm đầu phun chứa loại nhựa sẽ không được sử dụng trong nhiều lớp in sau đó.
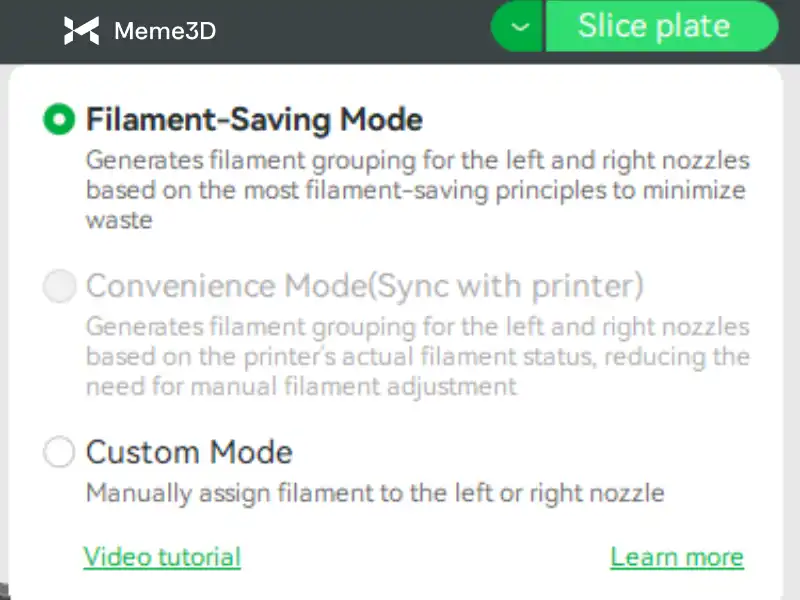
Thuật toán mặc định của máy hoạt động theo các nguyên tắc nêu trên, tương ứng với tùy chọn “Chế độ tiết kiệm nhựa” (Filament-Saving Mode) trong phần phân nhóm nhựa in (filament grouping). Đúng như tên gọi, đây là tùy chọn được khuyến nghị để giảm thiểu tối đa lượng nhựa thải ra.
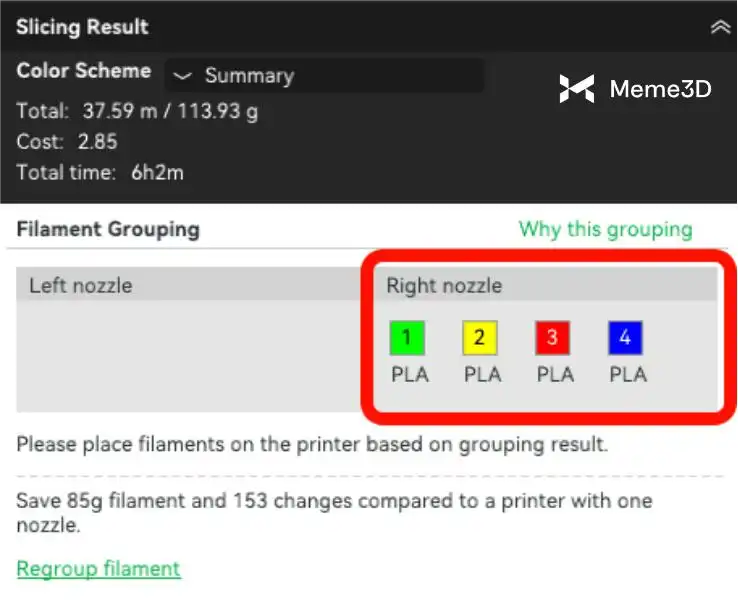
Kết quả của việc phân nhóm nhựa in (filament grouping) sẽ được thông báo tại thời điểm cắt lớp (slicing), bằng cách hiển thị cụ thể loại nhựa nào cần kết nối với vòi phun (nozzle) nào như trong hình dưới đây. Bạn sẽ thấy rằng, vì máy H2C có sẵn 5 cụm đầu phun (hotends) cho bản in sử dụng vòi phun 0.4mm này, nên cả 4 loại nhựa có thể được chỉ định đơn giản cho vòi phun bên phải để phân bổ giữa các Cụm đầu phun cảm ứng Vortek (Vortek Induction Hotends) khác nhau.
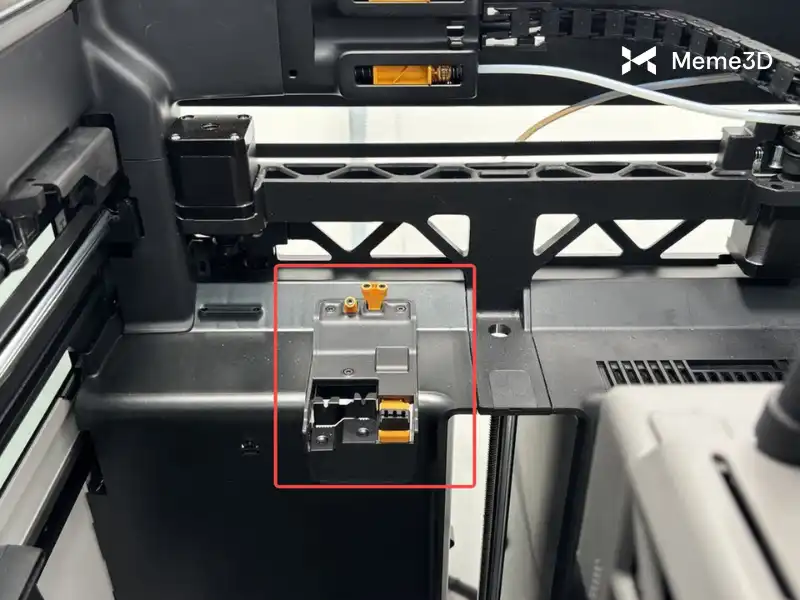
Cần gạt nhựa (Wiping)
Ngay sau khi sợi nhựa được đẩy ra, đầu in sẽ kích hoạt cần gạt màu vàng để đảm bảo sợi nhựa đã được đẩy ra khỏi vòi phun. Sau đó, vòi phun được lau sạch trên miếng đệm silicon để loại bỏ bất kỳ mảnh vụn nào còn sót lại.
Tháp mồi (Prime Tower)
Sau khi sợi nhựa được làm sạch, theo mặc định, vòi phun sẽ đùn sợi nhựa vào Tháp mồi (Prime Tower), đây là một chi tiết dùng một lần được in trước khi quay trở lại các mô hình in chính.
Tháp mồi có chức năng rất giống với “đường dẫn tải vòi phun” được in ở phía trước bàn in trước khi bắt đầu in, đó là loại bỏ bất kỳ mẩu sợi nhựa nào bị kẹt và đảm bảo dòng chảy sợi nhựa ổn định qua vòi phun. Nếu dòng chảy của vòi phun không ổn định, các lỗi in nhỏ có thể xuất hiện trên mô hình được in. Quá trình mồi này đảm bảo các đường in của chi tiết được nhất quán nhất có thể từ đầu mỗi đường in.
Sự khác biệt chính giữa đường dẫn sợi in và tháp mồi là tháp mồi có thể cần thiết trong suốt quá trình in, do đó phải cao chính xác bằng lớp cao nhất trong bản in tại vị trí thay sợi in.
Tháp in chính thường sử dụng ít sợi nhựa hơn so với các tháp in phun vì nó được in hiệu quả theo cách tương tự như vật liệu hỗ trợ.
Lưu ý : Vì tháp Prime Tower phải đạt đến lớp cao nhất khi thay sợi in, nên việc in chỉ với việc thay sợi gần đỉnh sẽ lãng phí sợi in sạch để tạo nền móng cho tháp cho đến khi cần thiết. Ngược lại, nếu việc thay sợi chỉ xảy ra gần đáy, tháp sẽ dừng sớm khi không còn cần thiết nữa.
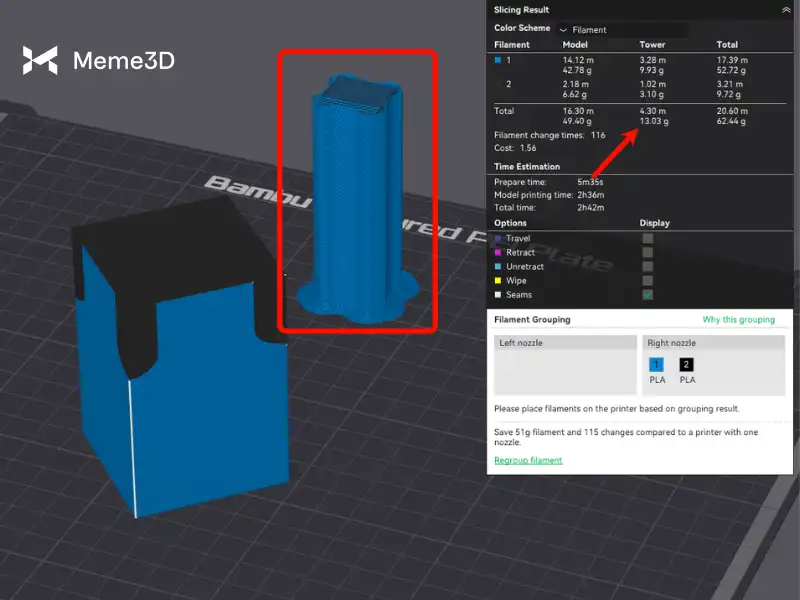
Trong hình bên dưới, hãy lưu ý rằng tháp chính sử dụng 13,03g vật liệu.
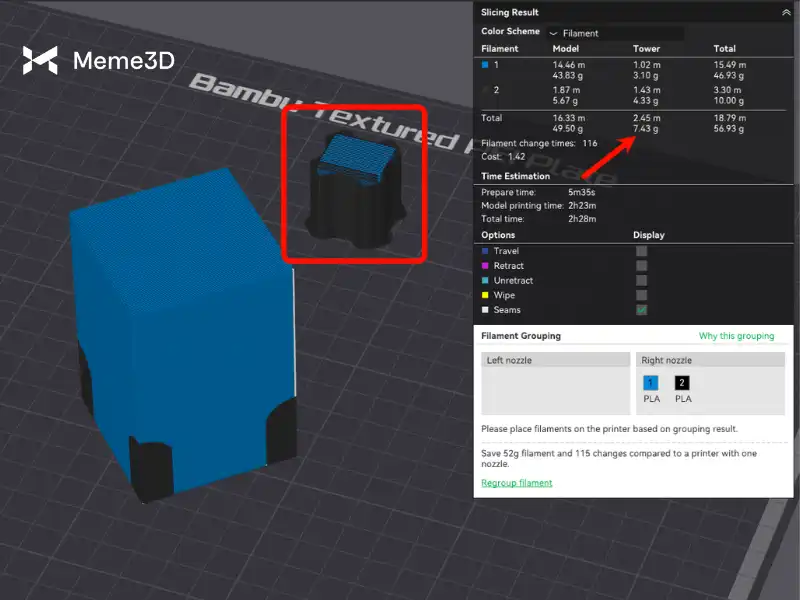
Trong hình ảnh tiếp theo, chúng ta chỉ đơn giản là xoay ngược phần đó lại sao cho các thay đổi về sợi nhựa đều nằm ở phía dưới. Điều này làm giảm lượng vật liệu trong tháp chính xuống còn 5,81g (giảm khoảng 60% vật liệu) vì giờ đây tháp có thể nhỏ hơn nhiều.
Hạn chế lãng phí filament
Có một vài phương pháp để giảm lượng sợi in bị lãng phí mà không làm thay đổi trực tiếp các bộ phận được in ra. Các phương pháp này có những ưu điểm, nhược điểm và hạn chế khác nhau khi sử dụng như được nêu dưới đây.
Quản lý lượng nhựa xả
Bambu Studio sử dụng thuật toán để tự động tính toán lượng nhựa cần thiết để xả trong quá trình thay dây tóc. Như đã đề cập ở trên, màu sắc và đặc tính vật liệu là những yếu tố chính được sử dụng để tính toán lượng dung dịch mặc định.
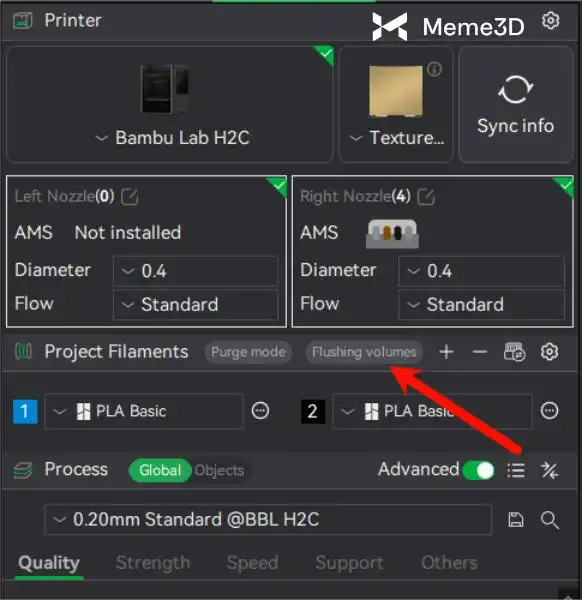
Để xem và quản lý lượng lượng nhựa xả cho một dự án, hãy nhấn nút ” Lượng nhựa xả” trong phần “Dây chuyền sản xuất dự án”.
Thể tích lượng nhựa xả cho một dự án có thể được điều chỉnh toàn cục bằng trường Hệ số nhân. Như tên gọi cho thấy, hệ số nhân 1.00 là giá trị mặc định, còn 0.90 tương ứng với thể tích dung dịch xả giảm 10% cho mỗi cặp nhựa in thay thế.
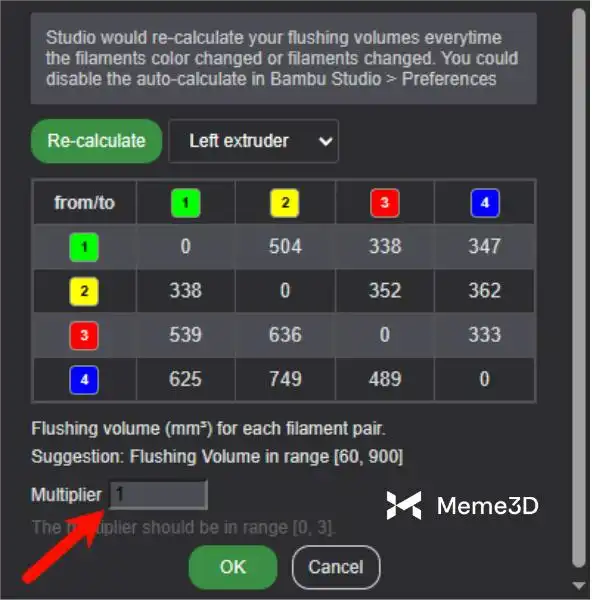
Thử nghiệm với hệ số nhân thấp hơn có thể giúp tiết kiệm vật liệu in vì các giá trị mặc định thường cao hơn mức cần thiết để ưu tiên chất lượng in. Hệ số nhân 0.8 hoặc 0.9 có thể là cách nhanh chóng để tiết kiệm vật liệu, nhưng điều quan trọng là phải in thử để đảm bảo chất lượng màu sắc (hoặc vật lý) không bị ảnh hưởng.
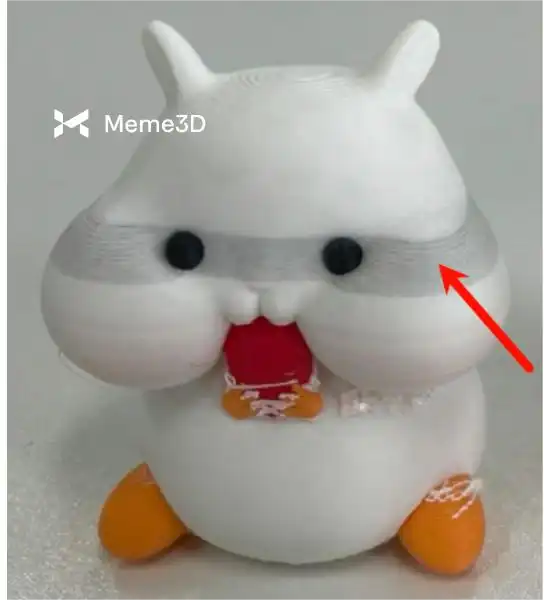
Hệ số nhân hoặc thể tích xả cụ thể quá thấp sẽ dẫn đến hiện tượng các lớp bị đổi màu như hình bên dưới.
Việc tinh chỉnh có thể được thực hiện bằng cách chỉnh sửa các giá trị riêng lẻ cho từng cặp “từ/đến” trong bảng. Nếu bất kỳ giá trị riêng lẻ nào được chỉnh sửa thủ công, nút “Tính toán lại” sẽ đưa tất cả các cặp trở lại các giá trị được tính toán tự động cho máy đùn đã chọn.
Quản lý lượng nhựa tháp mồi
Với riêng H2C, Prime Tower thường là nguồn gây lãng phí filament chính. Tuy nhiên, lượng xả nhựa (flush/purge) này được giảm đáng kể nhờ hệ thống Vortek Hotend Change System. Do đó, khi chọn H2C, sẽ xuất hiện thêm một nút mới gọi là Purge Mode.
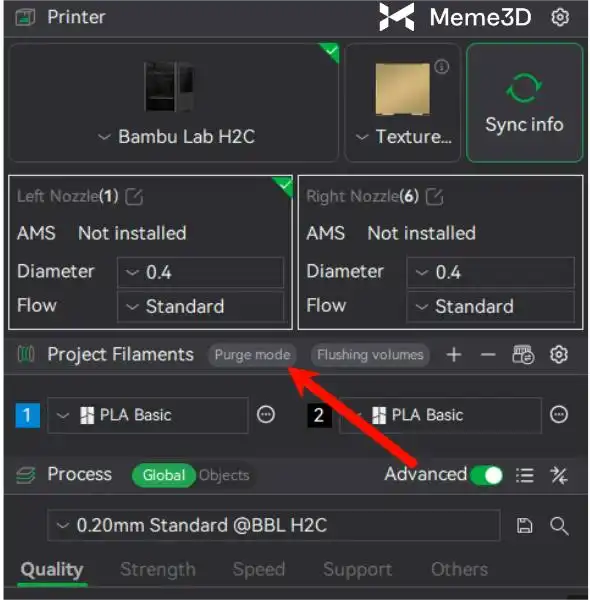
Khi nhấn vào nút này, cửa sổ Purge Mode Settings sẽ mở ra, hiển thị hai tùy chọn: Standard và Purge Saving.
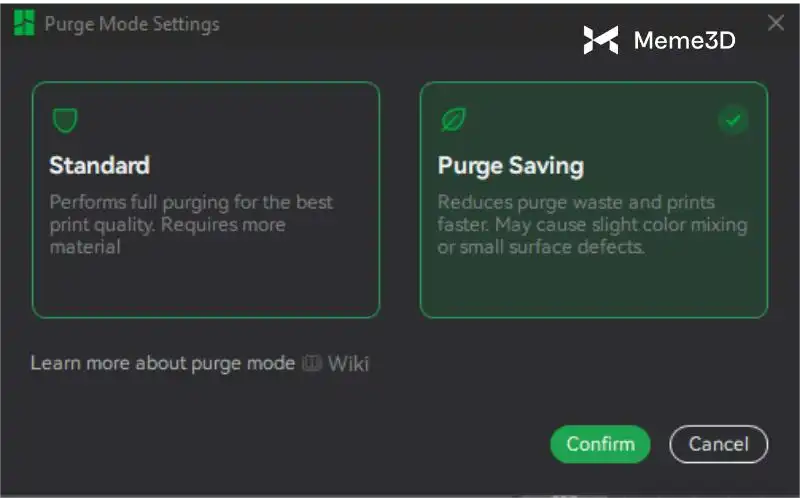
Ở chế độ Standard (mặc định), Prime Volume – lượng nhựa được đùn vào Prime Tower sau khi H2C chuyển lại sang hotend cảm ứng (induction hotend) có chứa filament đã nguội bên trong – sẽ được điều khiển bởi thiết lập Filament Prime Volume của từng loại filament.
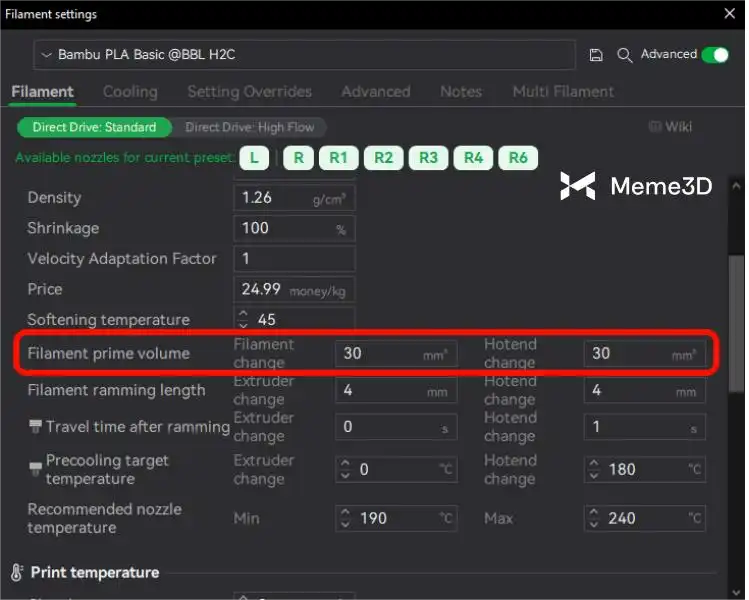
Các thiết lập này thường được đặt mặc định ở mức đủ cao để đảm bảo chất lượng in tối đa, bằng cách tránh sử dụng phần filament đã bị suy giảm chất lượng do bị nguội trong hotend.
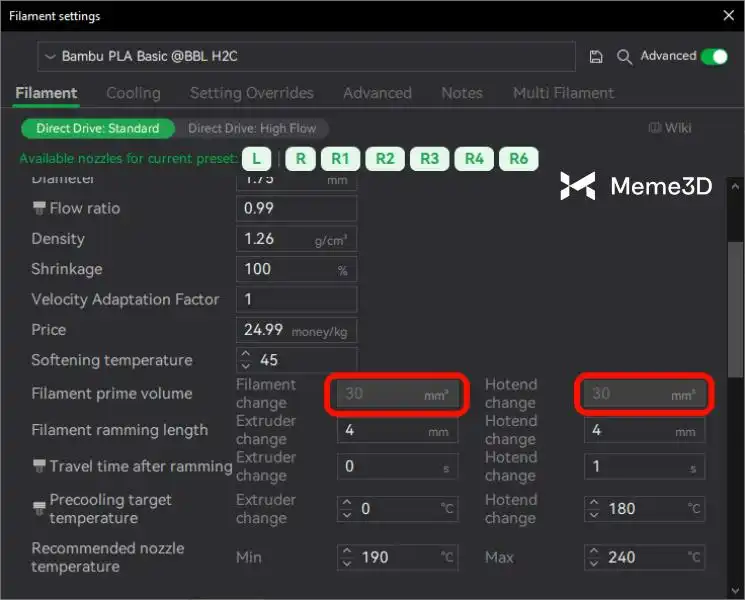
Khi bật chế độ Purge Saving, các thiết lập Filament Prime Volume sẽ không còn khả dụng, vì lượng nhựa được cố định ở mức thấp hơn nhiều nhằm tiết kiệm vật liệu purge, đổi lại là chất lượng đùn nhựa sẽ giảm.
Sự khác biệt này được minh họa trong hình bên dưới, nơi có thể xuất hiện một số lỗi chất lượng in do lượng nhựa purge thấp hơn.

Để biết thêm chi tiết về tính năng này, vui lòng truy cập trang Wiki H2C Prime Tower Purge Mode.
Đưa nhựa vào phần lõi (infill) của bản in
Phần lấp đầy bên trong của mô hình hầu như luôn được bao phủ bởi lớp vỏ ngoài của chi tiết. Do đó, trong nhiều trường hợp, chúng ta có thể sử dụng cài đặt “Đưa sợi nhựa vào phần lõi của đối tượng” để chuyển hướng sợi nhựa lẽ ra sẽ được đẩy ra ngoài để in phần lấp đầy không nhìn thấy được.
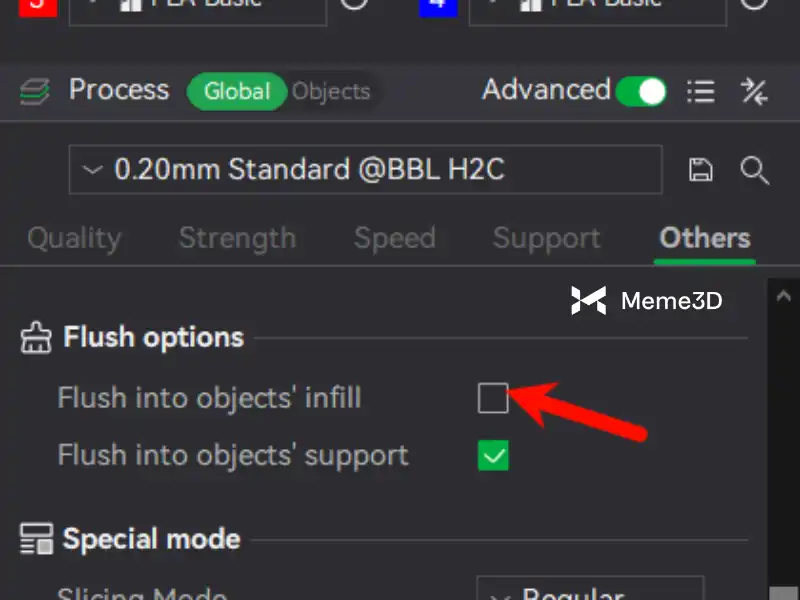
Cần sử dụng cài đặt này một cách thận trọng, vì một số loại sợi in (màu sáng và màu trong suốt) sẽ cho phép phần vật liệu in có màu bất thường hiển thị ra bên ngoài và ảnh hưởng đến vẻ ngoài của chi tiết. Tương tự, số lượng vòng tường và lớp vỏ càng ít thì khả năng phần vật liệu in có màu bất thường càng cao.
Xả nhựa vào phần support của vật thể (bật mặc định)
Vì phần hỗ trợ của mô hình sẽ được loại bỏ sau khi in, nên có thể in với các đường đùn phẳng. Đối với các mô hình có phần hỗ trợ diện tích lớn, việc bật tùy chọn này có thể giảm đáng kể lượng vật liệu thừa và rút ngắn thời gian in.
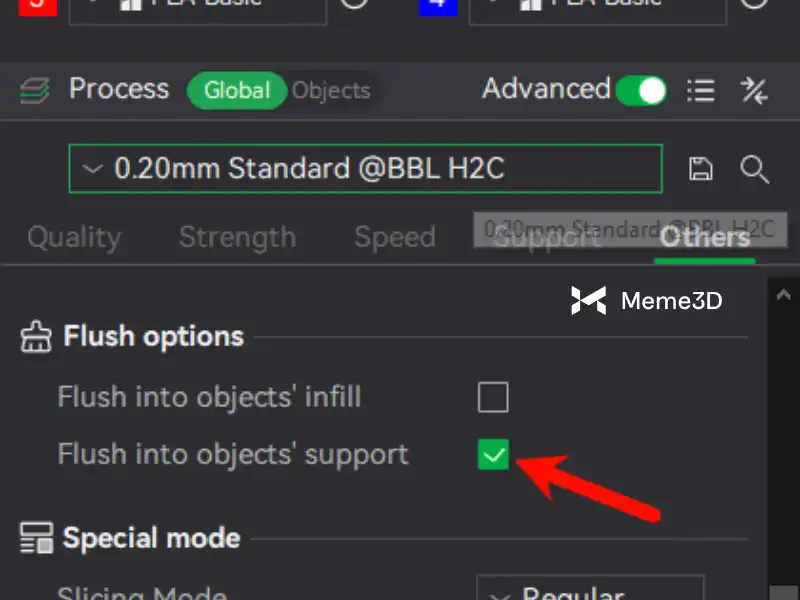
Nhược điểm chính của phương pháp này là thường không có đủ độ hỗ trợ trong bản in để tạo ra sự khác biệt lớn. Vì không có bản âm bản thực sự, nên nó được bật mặc định.
Trong những trường hợp hiếm hoi khi sử dụng các vật liệu có tính chất khác nhau, sự kết hợp này có thể gây ra những ảnh hưởng không mong muốn đến độ bền của kết cấu đỡ. Tuy nhiên, những ảnh hưởng này thường không đáng chú ý vì kết cấu đỡ thường không đòi hỏi độ bền cao.
Lưu ý : Cài đặt này sẽ không có hiệu lực trừ khi Tháp Nguyên tố được kích hoạt.
Xả nhựa vào bản in
Tùy chọn “Xả vào đối tượng này” chỉ có thể truy cập được khi chọn ít nhất một đối tượng trong tab Quy trình > Đối tượng. Điều này là do tùy chọn này phải được áp dụng cho ít nhất một đối tượng khi có thêm một đối tượng đa vật liệu khác có sự thay đổi sợi in gây ra hiện tượng xả.
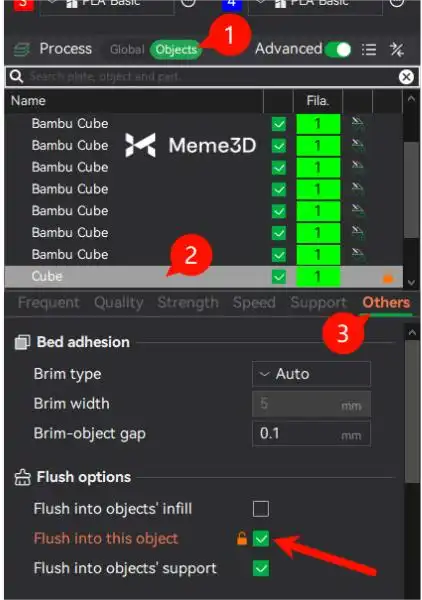
Các vật thể được bật tùy chọn này sẽ được in bằng sợi nhựa có khả năng chuyển màu. Điều này sẽ tạo ra một vẻ ngoài thú vị nhưng không đồng nhất. Tùy chọn này được khuyến nghị cho các vật thể mà màu sắc nhất quán không quan trọng, chẳng hạn như các vật thể chỉ dùng để làm chức năng hoặc các vật thể sẽ được sơn.

Để tận dụng tối đa điều này, nhiều vật thể có thể được bật cài đặt này trên bàn in, cho đến khi toàn bộ sợi nhựa được sử dụng hết hoặc cho đến khi bàn in hết chỗ. Như chúng ta sẽ thảo luận bên dưới, việc thêm nhiều chi tiết đa vật liệu giống hệt nhau vào một bàn in duy nhất là rất có lợi, vì vậy, việc thử nghiệm với các tỷ lệ khác nhau giữa các chi tiết đa vật liệu và các chi tiết được in tràn là một ý tưởng tuyệt vời nếu mục tiêu là hiệu quả và giảm thiểu lãng phí.
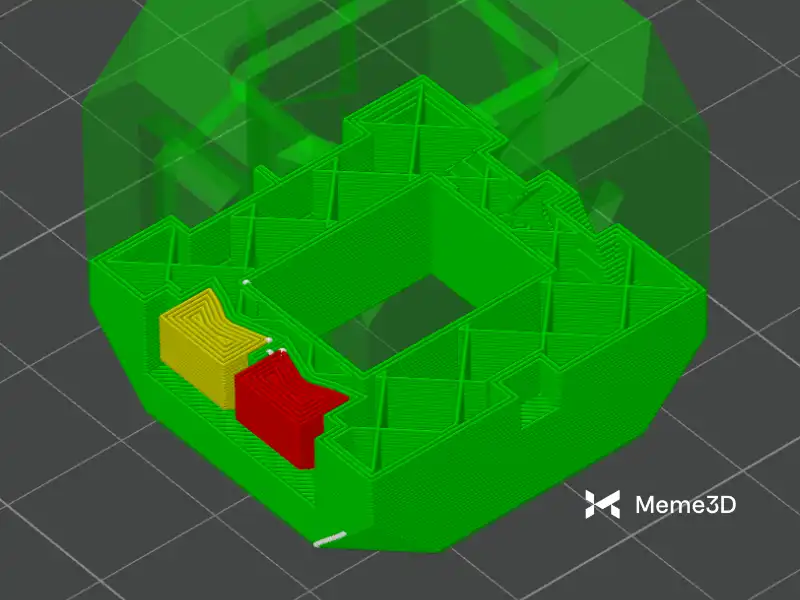
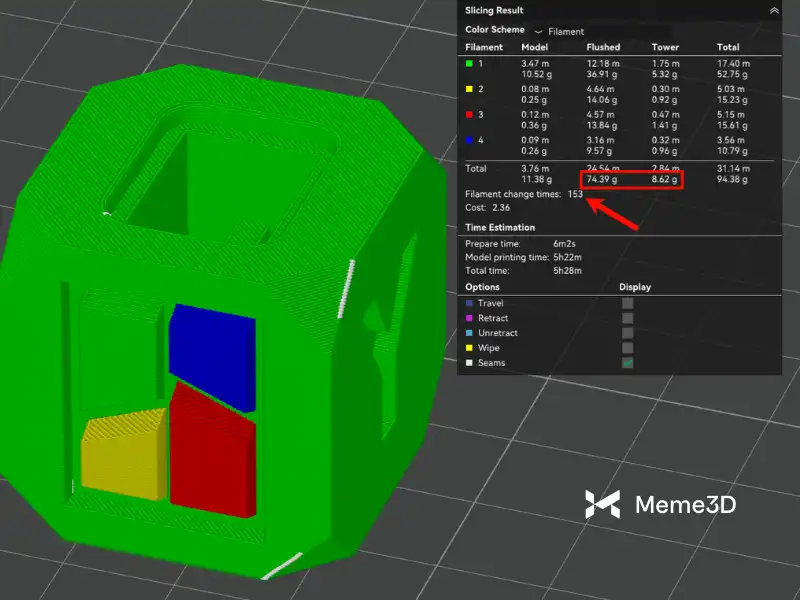
Trong hình bên dưới, có một khối Bambu Cube màu duy nhất và một loạt các bộ phận bên cạnh nó với tùy chọn ‘Flush into this object’ được bật. Thông thường, khối Bambu Cube sẽ cần khoảng 70g sợi nhựa để in chìm nhưng vì chúng ta đang sử dụng sợi nhựa đó cho các đối tượng in chìm, nên lượng sợi nhựa cần in chìm chỉ còn dưới 1 gram.
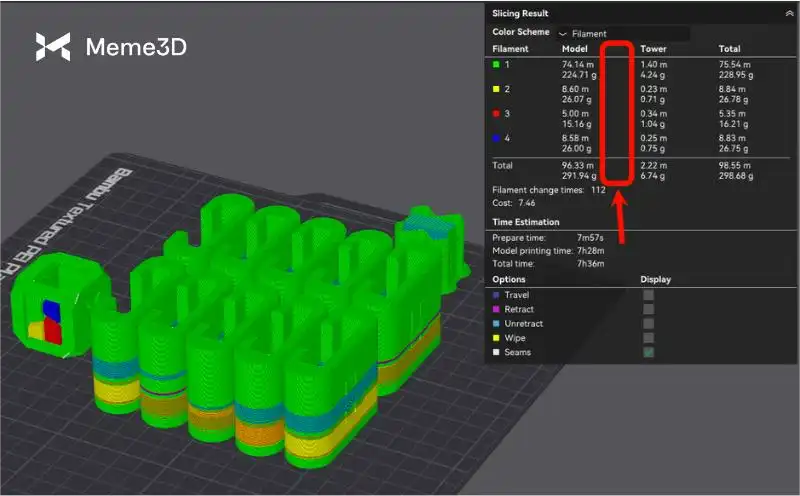
Cũng cần lưu ý rằng các chi tiết phẳng có chiều cao lớn hơn các chi tiết nhiều chất liệu sẽ sử dụng thêm sợi nhựa để in phần chiều cao còn lại, vì vậy các chi tiết phẳng có chiều cao tương đương với các chi tiết nhiều chất liệu là lý tưởng.
Tối ưu thời gian đổi sợi nhựa (chuyển đổi filament khi in đa màu)
Như đã thảo luận ở trên, lượng sợi nhựa “bị lãng phí” trong một bản in là lượng sợi được đùn ra trong cả hai bước xả và làm sạch trong mỗi quy trình thay sợi nhựa. Do đó, tổng lượng sợi nhựa bị lãng phí có liên quan trực tiếp đến tổng số lần thay sợi nhựa (mỗi lần thực hiện quy trình thay sợi nhựa) cho một bản in nhất định.
Số lần thay đổi filament trên mỗi lớp
Trong một lần in, mỗi lớp có thể có số lần thay sợi khác nhau tùy thuộc vào số lượng sợi cấu thành nên lớp đó.
Đối với máy in một vòi phun, số lần thay sợi nhựa trên một lớp ít hơn một so với số sợi nhựa trên lớp đó. Điều này là do sợi nhựa cuối cùng trên một lớp nhất định sẽ được in trước trên lớp tiếp theo để tránh một lần thay sợi nhựa không cần thiết. Số lần thay sợi nhựa tối thiểu trên một lớp, tất nhiên, là không. Điều này xảy ra khi một lớp chỉ được cấu tạo hoàn toàn từ một sợi nhựa duy nhất.
Hãy cùng xem trước trình tự in của lớp được minh họa ở trên, lớp này có 3 sợi nhựa màu khác nhau: đỏ, xanh lá cây và vàng.
Hãy chú ý rằng lớp này bắt đầu bằng màu đỏ, thực hiện một lần thay đổi sợi nhựa (khi vòi phun biến mất trong giây lát) sang màu xanh lá cây, sau đó thực hiện lần thay đổi sợi nhựa thứ hai sang màu vàng. Sau đó, nó hoàn thành lớp này, chuyển lên lớp tiếp theo và tiếp tục in màu vàng cho lớp đó mà không cần thay đổi sợi nhựa nữa.
Tổng số lớp in
Vì số lượng lớp in ảnh hưởng trực tiếp đến số lần thay sợi nhựa, điều này có nghĩa là giảm số lượng lớp sẽ trực tiếp giảm lượng sợi nhựa bị lãng phí. Cách đơn giản nhất để làm điều này là tăng chiều cao của mỗi lớp in.
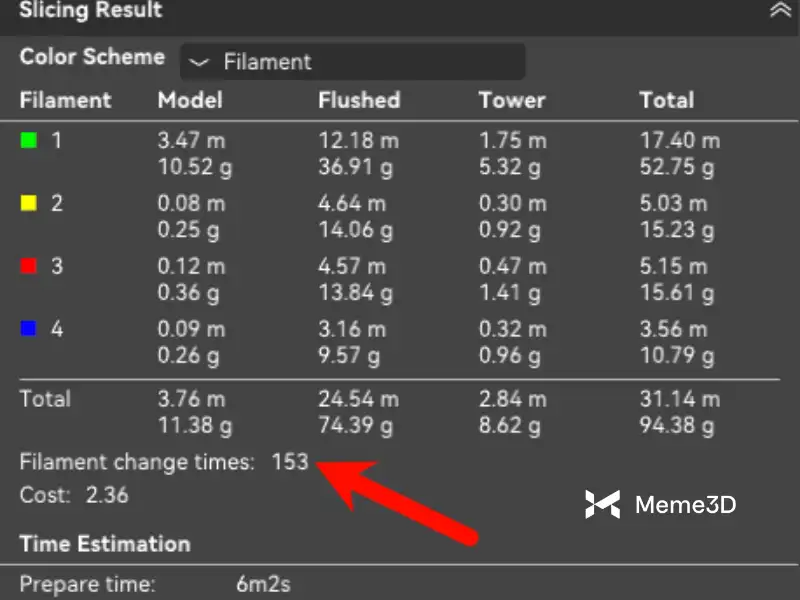
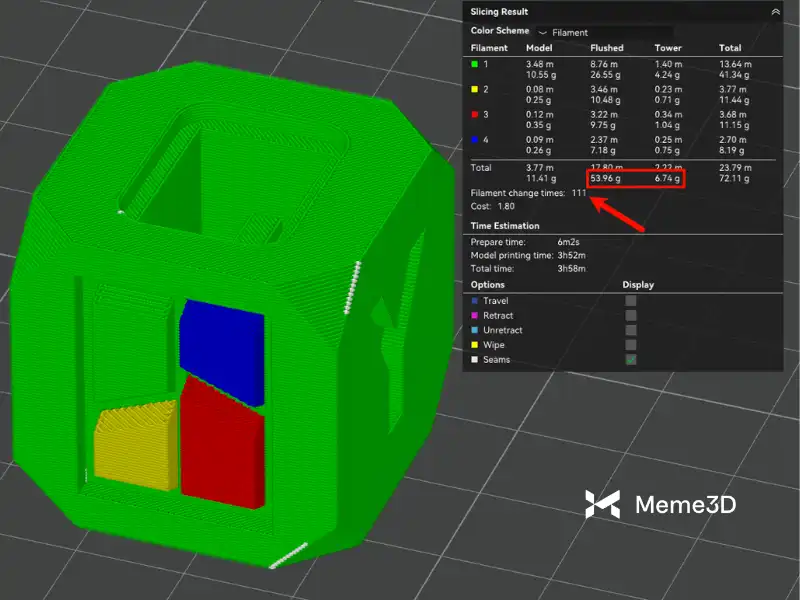
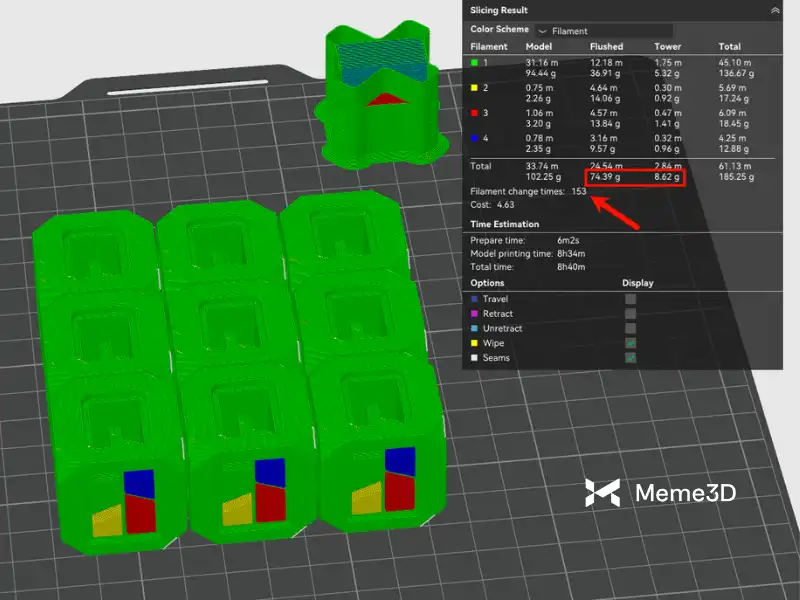
Chúng ta sẽ lấy ví dụ trước đó về một khối lập phương Bambu nhiều màu với tổng cộng 4 màu. Ở độ cao lớp 0,2mm, ta có thể thấy rằng Thời gian thay đổi sợi in hiển thị tổng cộng 153 lần thay đổi, tương ứng với 104 gram sợi in bị lãng phí.
Nếu tăng chiều cao lớp in lên 0,28mm, số lần thay sợi in sẽ giảm xuống còn 111 (giảm 27%) và lượng sợi in thừa giảm xuống còn 76 gram (cũng giảm khoảng 27%). Lưu ý rằng việc giảm số lần thay sợi in tỷ lệ thuận với việc giảm lượng sợi in thừa tương ứng.
Một cách ít phổ biến hơn để giảm số lần thay sợi in là in một chi tiết cao và mỏng theo chiều ngang thay vì in thẳng đứng. Tính khả thi của phương pháp này sẽ phụ thuộc vào chính chi tiết đó, cụ thể là hướng lớp lý tưởng của chi tiết, xét về độ bền hoặc tính thẩm mỹ.
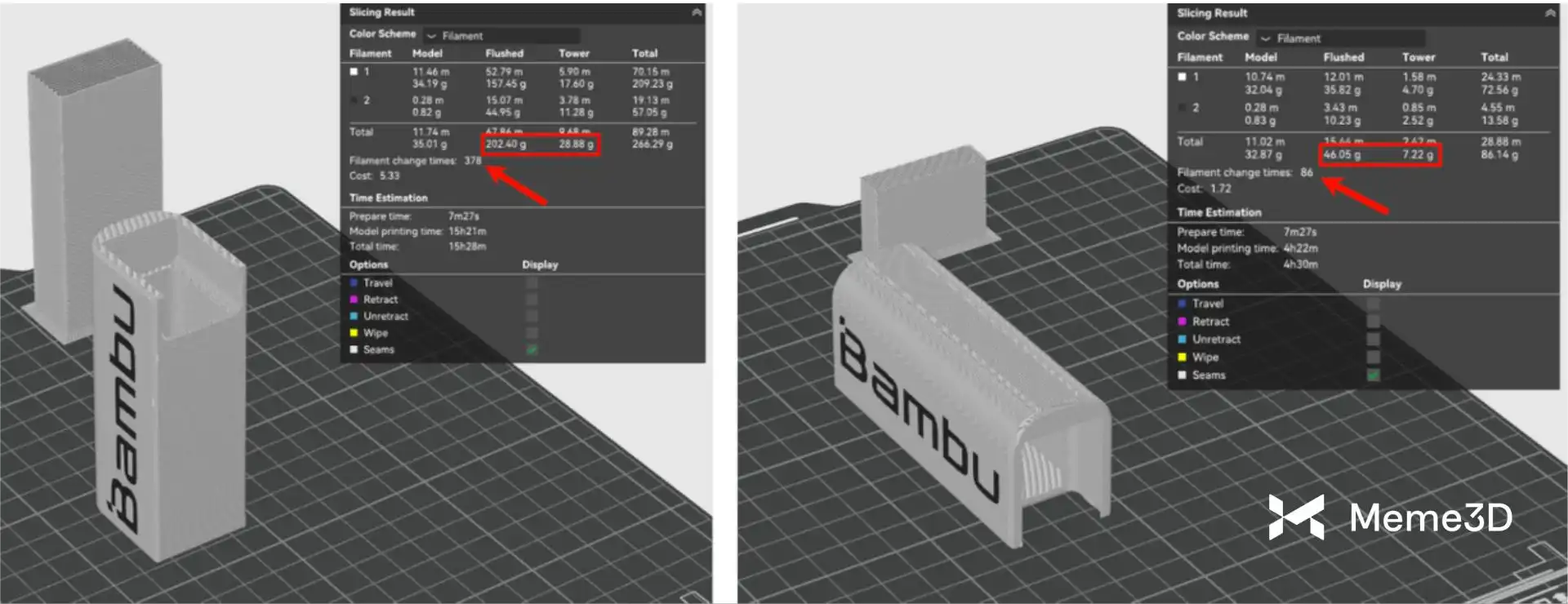
Trong ví dụ minh họa bên dưới, việc đặt chi tiết nằm phẳng sang một bên đã giúp giảm gần 80% số lần thay dây filament và lượng filament bị lãng phí, đồng thời tiết kiệm được 70% thời gian. Điều đó có nghĩa là tiết kiệm được 10 giờ và 200g filament cho một chi tiết nặng khoảng 35g!
Lưu ý : Việc in 3D các chi tiết cao không phải lúc nào cũng giúp tiết kiệm sợi nhựa. Điều này luôn phụ thuộc vào đặc điểm của chính chi tiết đó, cụ thể là hướng sắp xếp các màu/sợi nhựa.
Ngoài ra, nếu chi tiết không có mặt bên phẳng, đẹp để đặt lên bàn in, sẽ cần sử dụng nhiều sợi hỗ trợ hơn, điều này sẽ làm giảm (và có thể vượt quá) hiệu quả tiết kiệm sợi liên quan đến việc thay đổi màu sắc.
Luôn thử nghiệm các hướng và phương pháp khác nhau trong Bambu Studio bằng cách cắt lát và so sánh mức tiêu hao sợi in.
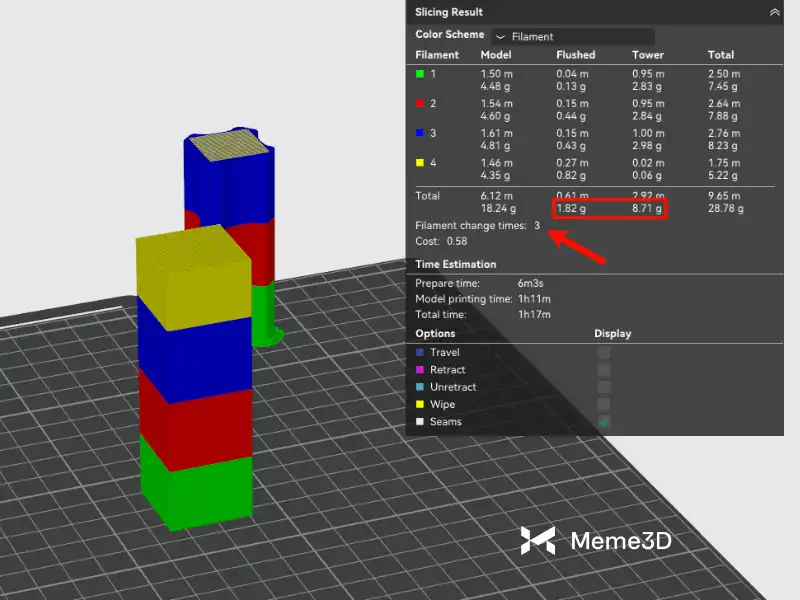
Ví dụ minh họa bên dưới là một trường hợp rất tệ khi đặt chi tiết theo hướng này, bởi vì các loại filament đã được sắp xếp theo phương ngang theo từng layer.
Điều này có nghĩa là gần như không có sự thay đổi filament và lượng filament bị lãng phí cũng rất ít, chỉ với 3 lần đổi filament và 10g nhựa thải.
Tuy nhiên, nếu in theo phương pháp xếp lớp, mỗi lớp sẽ có bốn màu và ba lần thay sợi nhựa. Điều này dẫn đến lãng phí sợi nhựa trầm trọng (gấp 24 lần!) cũng như thời gian in dài hơn (gấp 10 lần!).
In nhiều chi tiết cùng lúc
Vì lượng sợi in thừa thực tế không tăng lên nếu một lớp in có nhiều sợi cùng loại hơn , nên việc thêm các đối tượng vào một lần in mà không làm tăng lượng sợi cần thay sẽ giúp giảm lượng sợi thừa trên mỗi đối tượng. Điều này hiệu quả vì nhiều đối tượng có thể “chia sẻ” cùng một lượng sợi thừa như khi in một đối tượng duy nhất. In nhiều mô hình giống hệt nhau trong một lần in là cách đơn giản nhất để tận dụng lợi thế này.
Nhiều mẫu in giống nhau với màu sắc giống nhau
Để tận dụng tối đa lượng vật liệu thừa do việc thay sợi in gây ra, hãy đặt càng nhiều mô hình giống hệt nhau vào một lần in càng tốt. Tất nhiên, điều này chỉ áp dụng khi bạn muốn in nhiều hơn một mô hình giống nhau.
Hãy nhớ lại ví dụ trước đó về một khối lập phương Bambu đơn sắc, được in với chiều cao lớp 0,2 mm. Với 153 lần thay sợi và 104 gram chất thải cho một vật thể nặng 11 gram, đó là một bản in tương đối kém hiệu quả. Nhưng nếu chúng ta nhân đôi khối lập phương để tạo ra chín bản sao trong một lần in, số lần thay sợi và chất thải vẫn giữ nguyên nhưng giờ đây bạn sẽ có thêm tám khối lập phương hoàn chỉnh.
Các mẫu khác nhau nhưng có chung một số màu
Các mô hình không giống hệt nhau:
- Chia sẻ ít nhất một tài liệu
- Nếu không thì sẽ được in riêng lẻ (và do đó gây ra một lượng chất thải nhất định).
Việc sử dụng chung một bàn in vẫn có thể mang lại lợi ích. Lợi ích này có thể rất nhỏ (hoặc thậm chí âm) hoặc rất lớn. Nguyên tắc cơ bản là: càng nhiều sợi nhựa được dùng chung trên mỗi lớp, thì việc dùng chung bàn in càng mang lại nhiều lợi ích.
Các chi tiết khác nhau nhưng cùng màu sắc
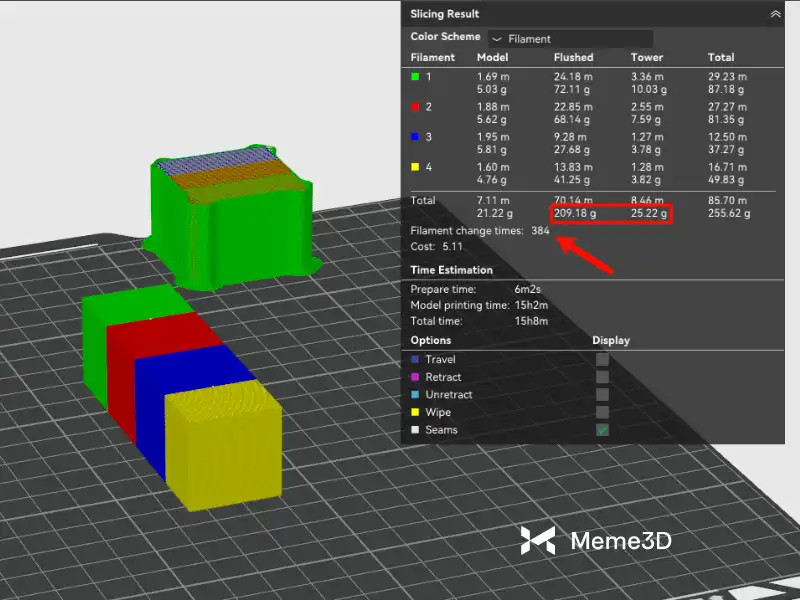
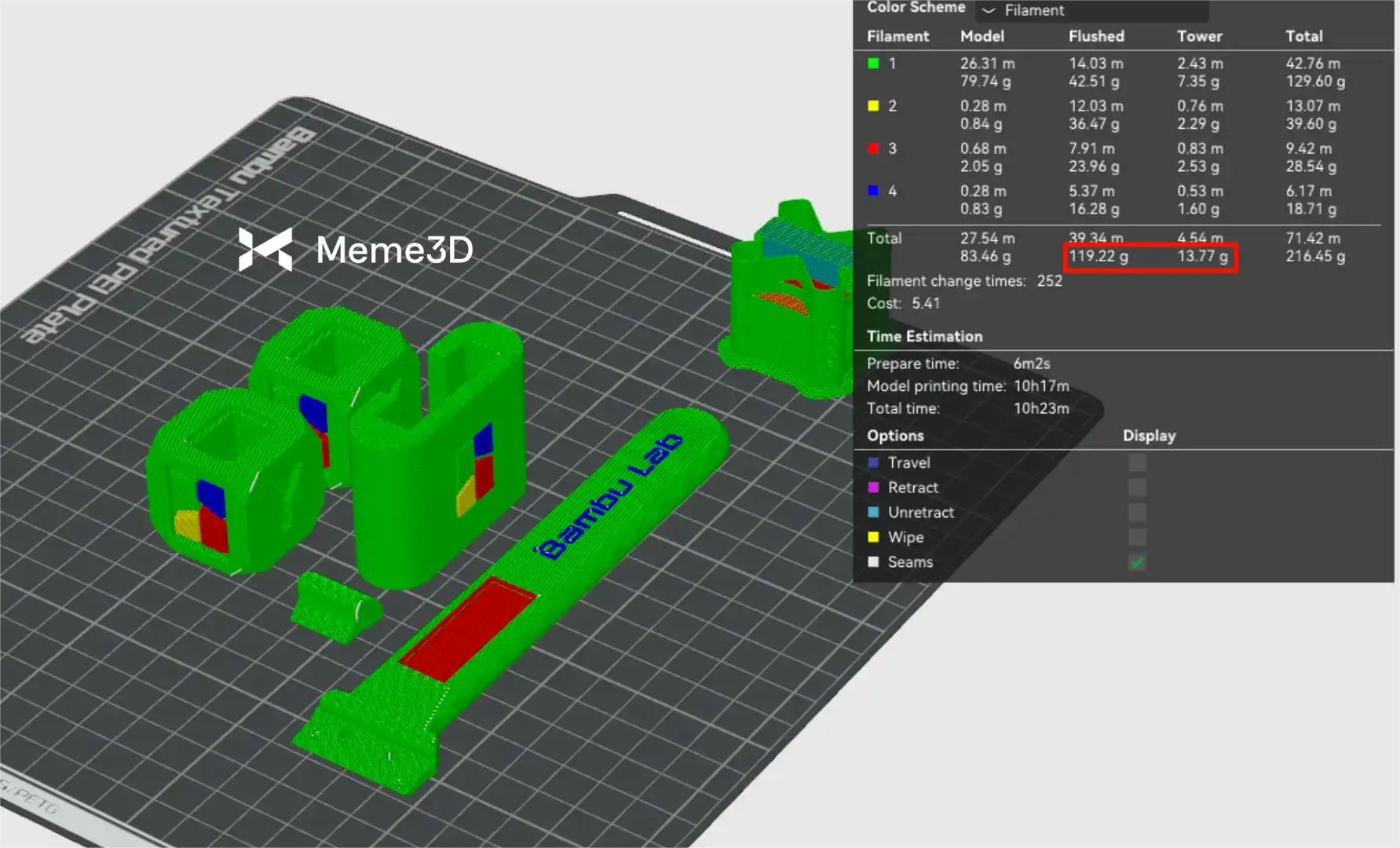
Ví dụ minh họa bên dưới có một số bộ phận khác nhau nhưng đều sử dụng cùng một bộ màu. Do đó, ta có thể thấy rằng việc in tất cả các bộ phận cùng nhau trên một tấm đế sẽ giúp tiết kiệm vật liệu in đáng kể so với việc in từng bộ phận riêng lẻ.
Khi in trên hai bàn in riêng biệt, với hai khối Bambu Cube trên một bàn và bộ gạt phôi ba mảnh trên bàn còn lại, tổng lượng phôi thừa là 155 gram. Khi in tất cả trên cùng một bàn in, như hình bên dưới, tổng lượng phôi thừa giảm 23%, chỉ còn 120 gram.
Các chi tiết chỉ có chung một màu
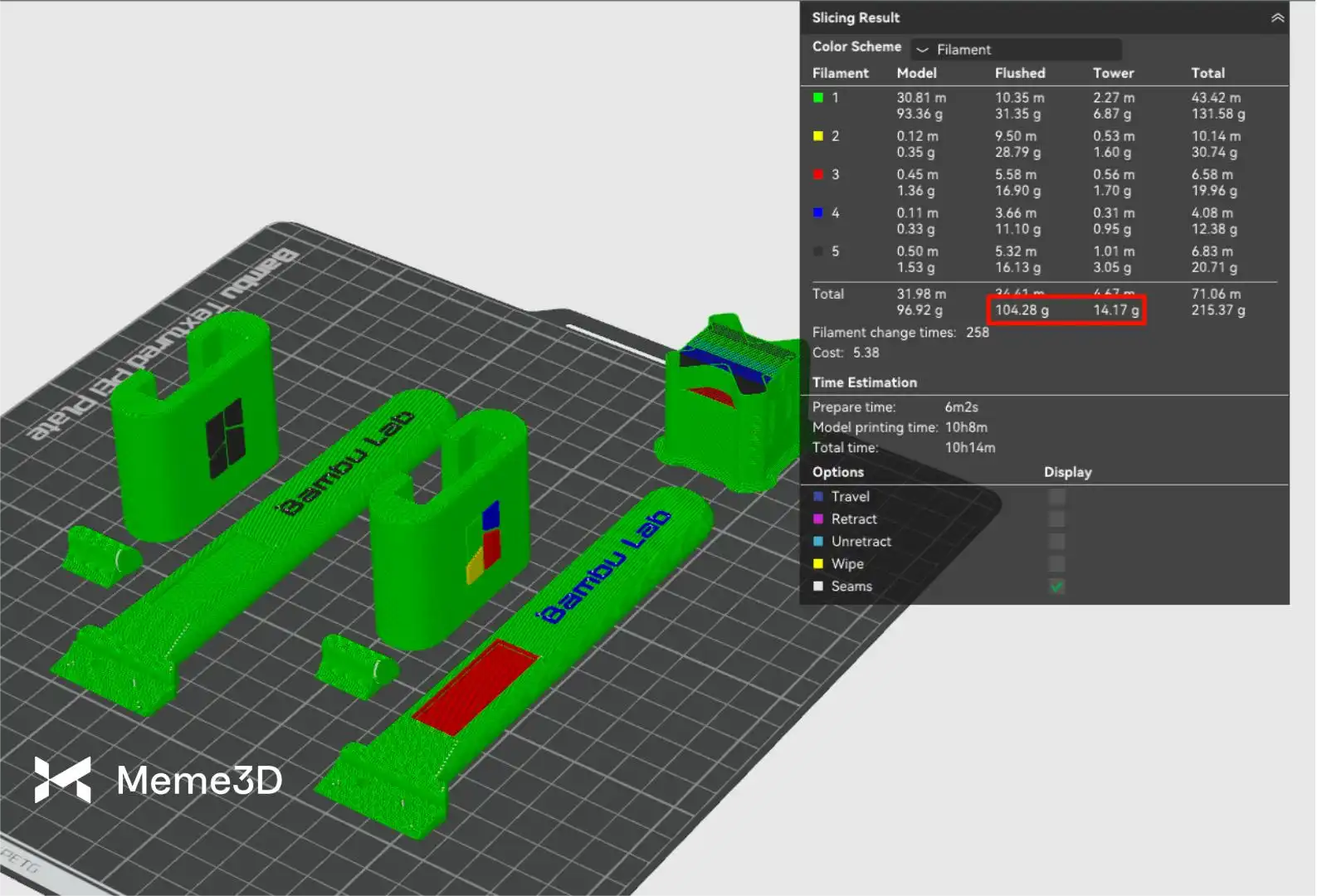
Ví dụ minh họa bên dưới có hai bộ phận chỉ có chung một màu duy nhất, đó là màu xanh lá cây. Vì màu xanh lá cây cũng được sử dụng rộng rãi trong tất cả các bộ phận này như màu nền, nên chúng ta vẫn có thể kỳ vọng tiết kiệm được đáng kể vì bất kỳ lớp nào cũng có khả năng được hưởng lợi từ màu xanh lá cây chung đó.
Khi in hai bộ gạt phôi trên hai bàn in riêng biệt, tổng lượng phôi thừa là 127 gram. Khi in tất cả trên cùng một bàn in, như hình bên dưới, tổng lượng phôi thừa giảm 11%, chỉ còn 113 gram.
Các chi tiết có cùng màu nhưng màu sắc không tương thích
Với những ví dụ trên, người ta dễ hiểu nhầm bài học là “càng nhiều sợi dùng chung thì càng ít lãng phí”. Tuy nhiên, thực tế phức tạp hơn. Bài học thực sự nên là: “càng nhiều sợi dùng chung trên mỗi lớp thì càng ít lãng phí”.
Để minh họa điều này, chúng ta sẽ lấy ví dụ về ba hình nón giao thông khác nhau. Tất cả đều sử dụng sợi nhựa từ cùng một bộ – màu cam, trắng và đen – vì vậy chúng ta có thể kỳ vọng rằng việc gom chúng lại trên một bàn in duy nhất sẽ tiết kiệm vật liệu thừa. Tuy nhiên, thực tế cho thấy, việc gom các hình nón này lại có tác dụng ngược lại và làm tăng đáng kể lượng vật liệu thừa.
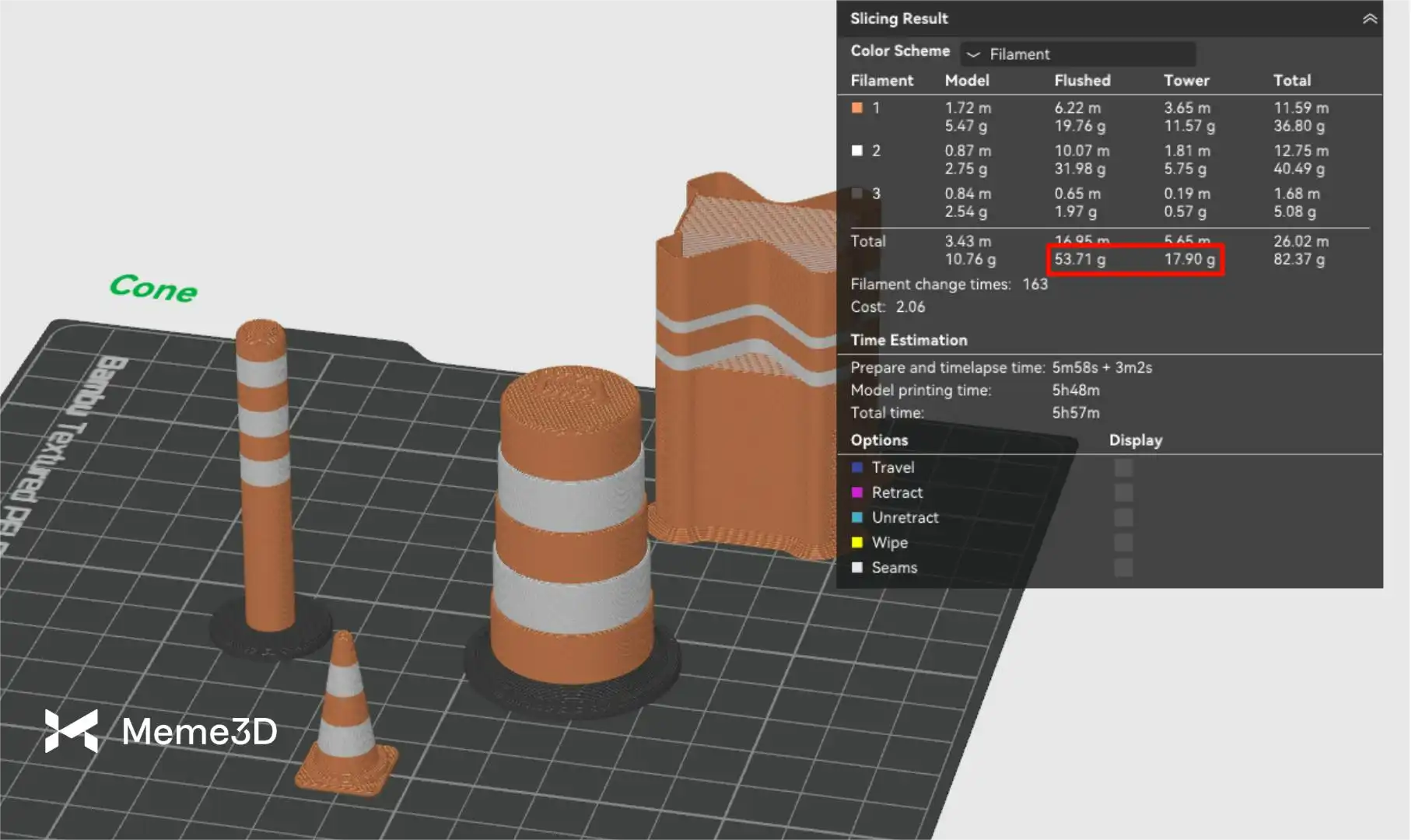
Như hình trên, những chiếc nón giao thông này có các sọc ngang và đã rất hiệu quả khi được in riêng lẻ. Việc in chúng cùng nhau sẽ làm tăng thêm lượng vật liệu in không cần thiết và gây lãng phí, vì chiều cao của các sọc khác nhau giữa các nón.
Khi in riêng lẻ, tổng lượng vật liệu thừa là 25 gram chỉ với 16 lần thay sợi. Như hình trên, khi in chúng cùng nhau, lượng vật liệu thừa lên tới 101 gram, gấp khoảng bốn lần! Điều này minh họa rằng số lần thay sợi trên mỗi lớp mới là yếu tố quyết định cuối cùng đến lượng vật liệu thừa, chứ không phải tổng số sợi được dùng chung trên toàn bộ vật thể.
Ưu điểm của Vortek trong in đa vật liệu
Tất cả các thông tin trên ít nhất đều liên quan đến hệ thống Vortek của H2C khi in với số lượng filament nhiều hơn số hotend hiện có.
Điều này có nghĩa là khi H2C có đủ số hotend (lên đến 7) để hoàn thành một bản in đa vật liệu, thì không còn cần phải quan tâm đến việc purge (xả nhựa) và lượng nhựa thải mà nó tạo ra.
Điều này mở ra một cách tiếp cận hoàn toàn mới đối với các loại dự án in — những thứ trước đây khó thực hiện thì giờ trở nên khả thi và hiệu quả hơn.
Hãy cùng xem một vài ví dụ về các dạng dự án như vậy và những yếu tố cần lưu ý đi kèm.
Kết hợp các loại filament phổ biến trong bản in
Hãy thử hình dung một mẫu hộp cơm với thiết kế 5 màu sắc khác nhau.
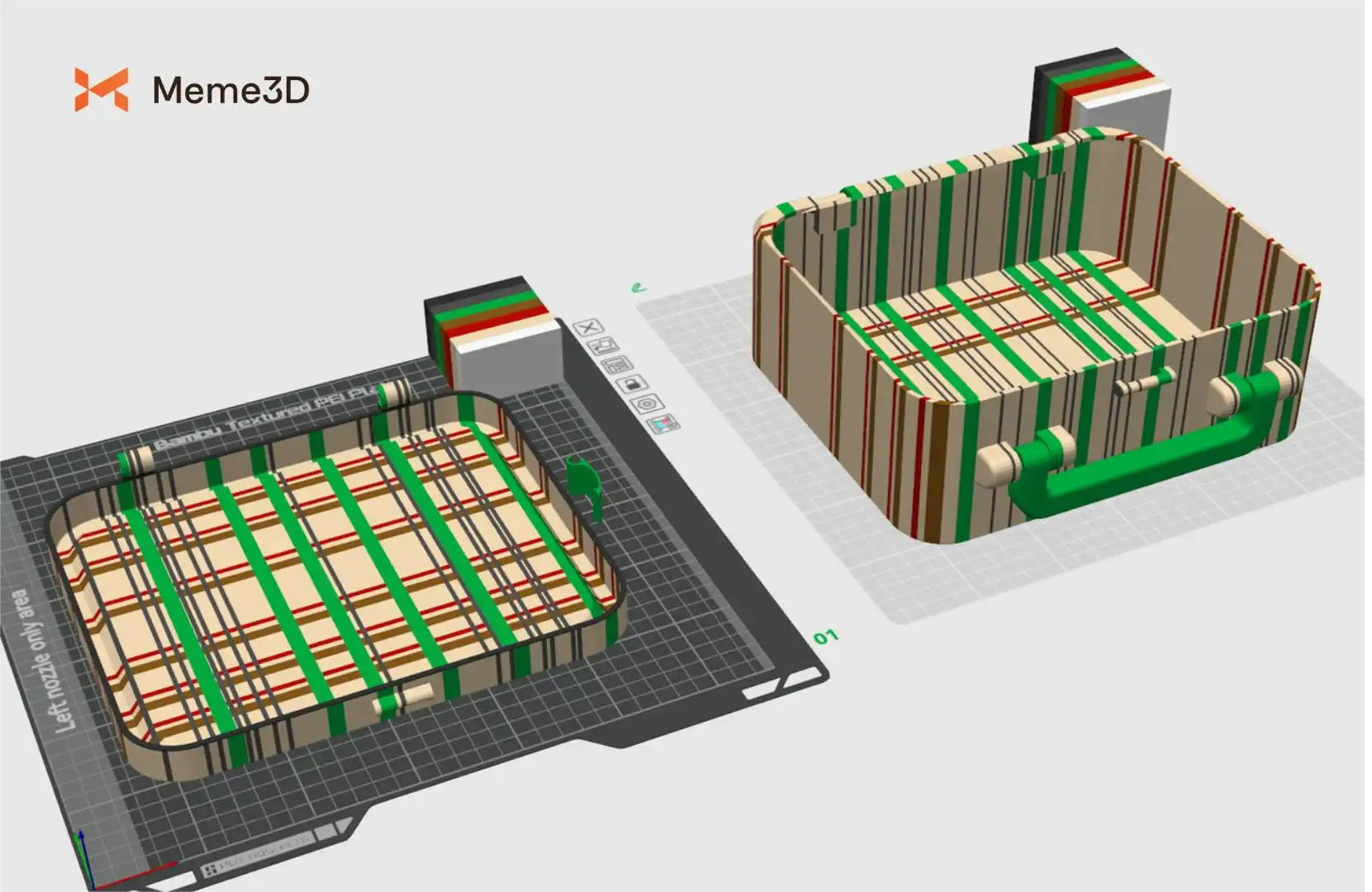
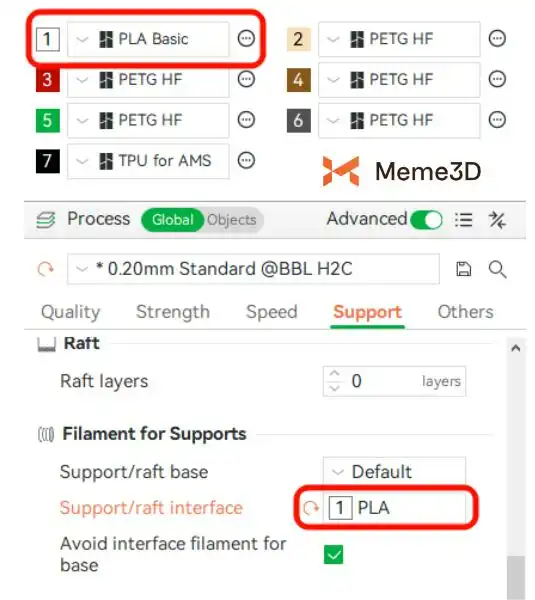
Phần thân hộp có thể được in bằng 5 màu PETG để đảm bảo dễ lau chùi, trong khi PLA được dùng cho lớp interface của support nhằm tối ưu chất lượng các chi tiết overhang và bridge.
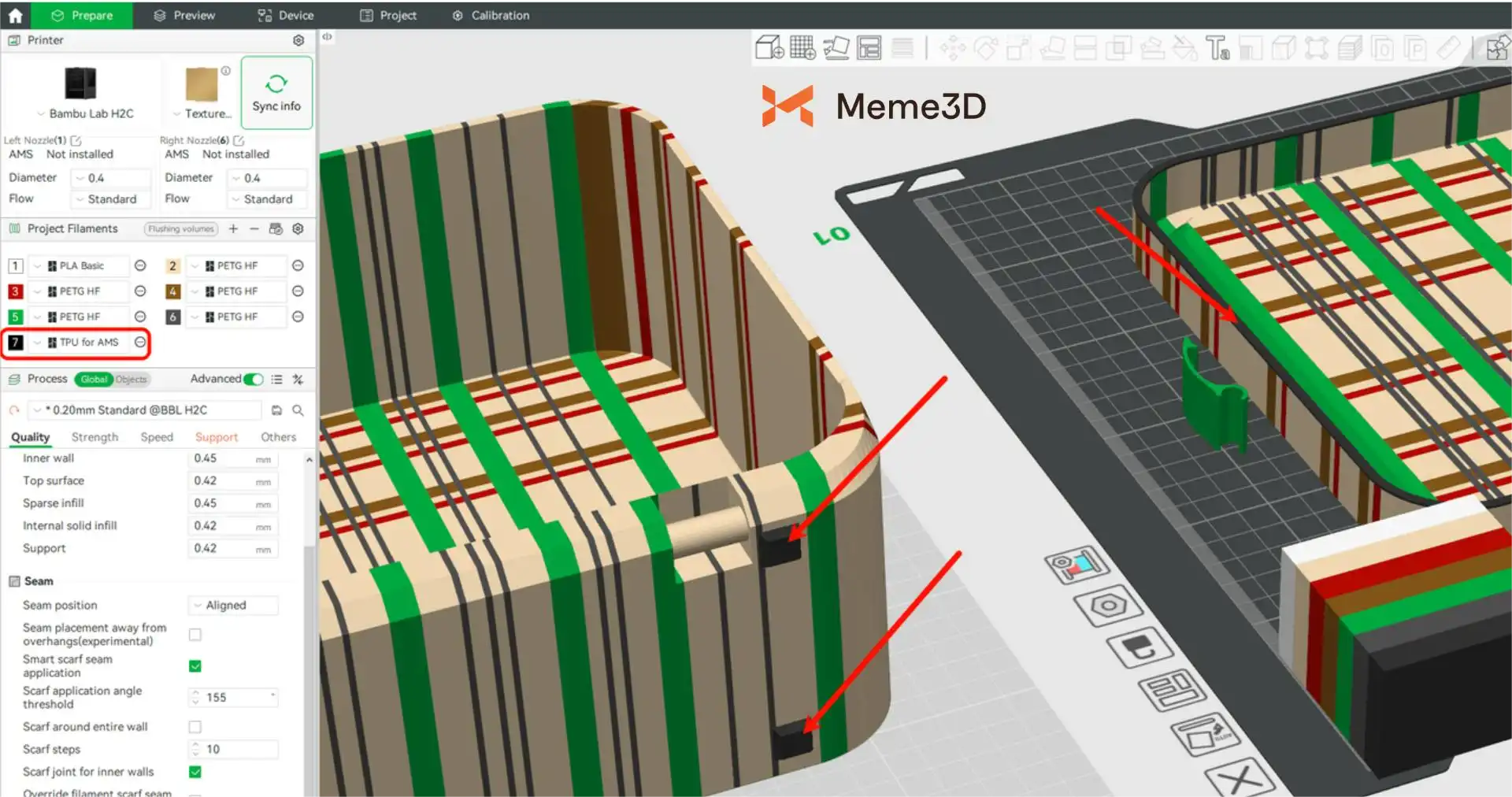
Khe filament cuối cùng trên AMS có thể dành cho TPU để in chân chống chống trượt và gioăng kín, giúp tăng độ bền và tính tiện dụng cho hộp cơm.
Tất cả những điều này có thể được H2C thực hiện một cách hiệu quả ngay trong quá trình in, không cần keo dán, phần cứng hay công cụ đặc biệt để tạo ra sản phẩm hoàn chỉnh.
Hãy lưu ý rằng TPU thường không bám dính tốt với các vật liệu khác. Vì vậy, việc kiểm tra độ bám dính trước luôn là cần thiết.
Nếu độ bám giữa các vật liệu không đủ, bạn có thể:
- Tách các vật liệu thành những part riêng biệt
- Sau đó thiết kế chúng khớp cơ học (interlock) với nhau bằng phần mềm 3D
Các part có vật liệu không tương thích vẫn có thể được in cùng lúc theo cách này.
Thách thức khi in 3D với các filament không bám dính
Thông thường, các phần mềm slicer xử lý model đa vật liệu bằng cách gán các phần khác nhau của mesh cho các hotend hoặc các slot AMS khác nhau.
Vấn đề là gì? Một số vật liệu, chẳng hạn như TPU và PLA, ngay cả khi được in hoàn hảo, vẫn không bám dính tốt với nhau. Điều này có thể khiến bản in bị tách lớp tại các đường nối giữa các vật liệu chỉ với một lực tác động nhỏ.
Beam Interlocking là một tính năng bổ sung các lớp liên kết giữa hai hoặc nhiều vật liệu trong quá trình in 3D đa vật liệu. Khi bạn bật tính năng này, nó sẽ liên kết các vật liệu lại với nhau bằng cách chèn các cầu nối hoặc dầm nhỏ của vật liệu này vào vật liệu kia, tạo ra một mối nối liên kết cơ học.
Ví dụ, trong khối lập phương đơn giản bên dưới, đây là trạng thái trước khi áp dụng Beam Interlocking.
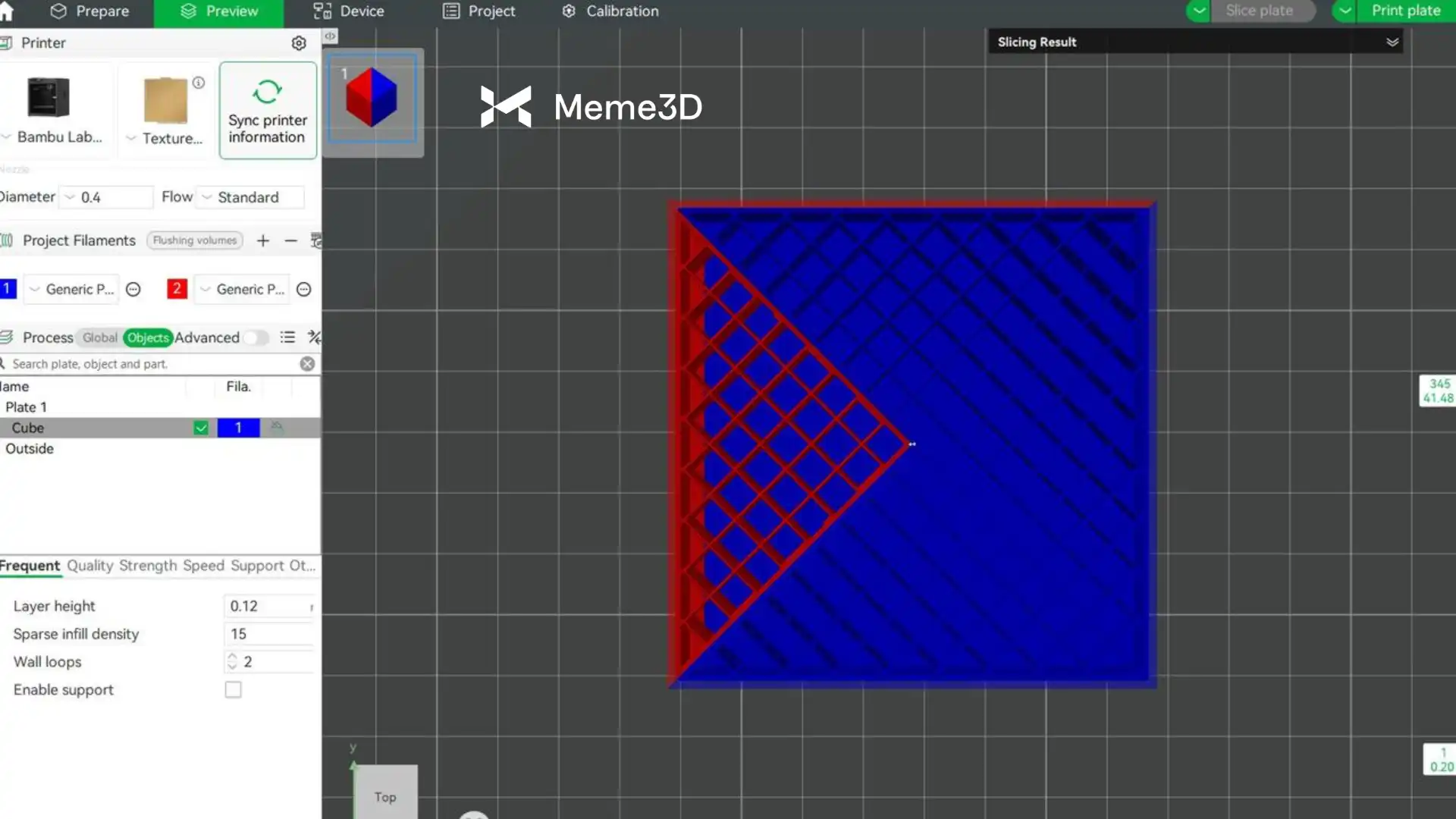
Sau khi kích hoạt Beam Interlocking, nó sẽ trông như thế này:
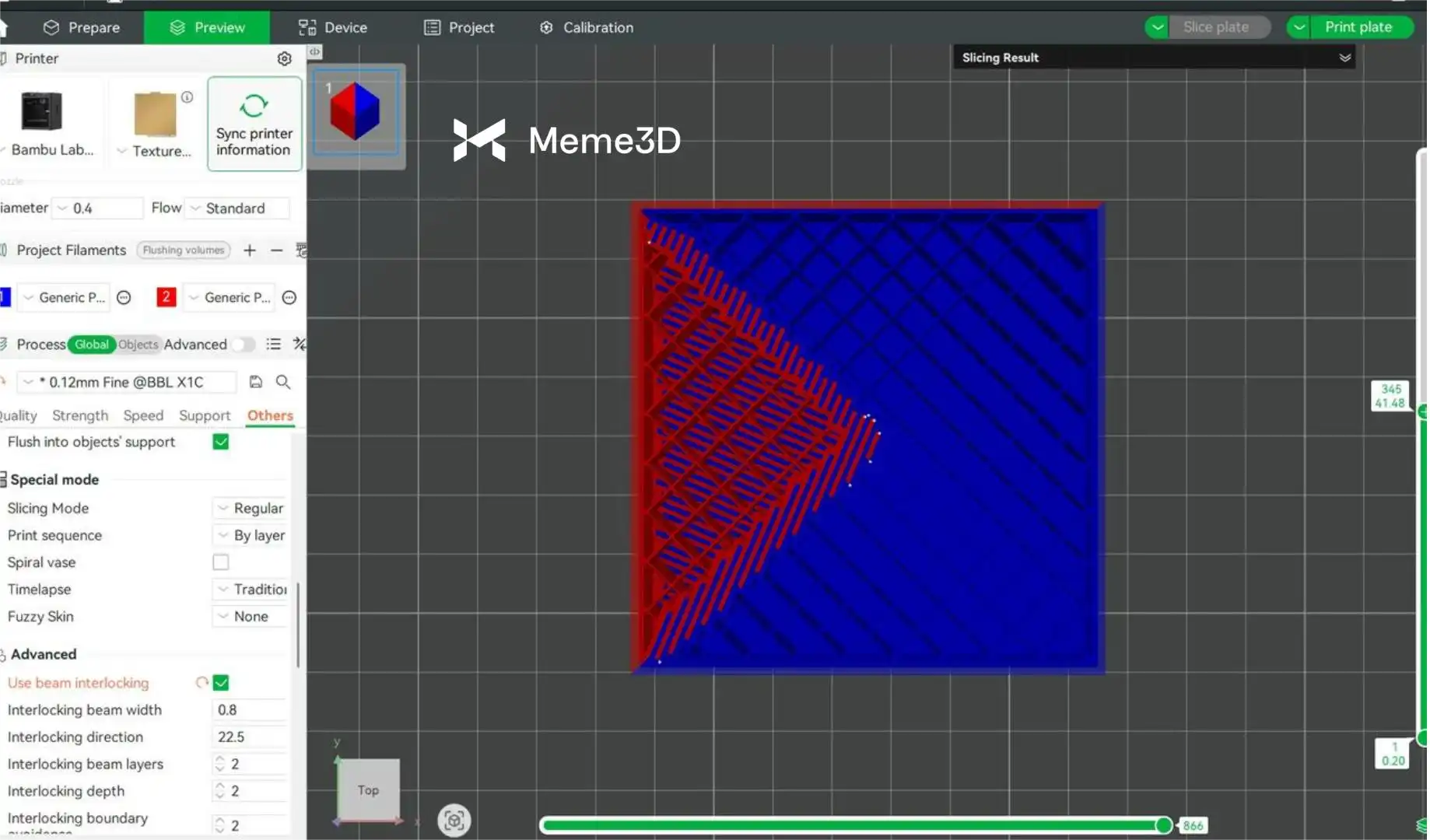
Beam Interlocking có nhiều tham số có thể tùy chỉnh để đảm bảo các chi tiết của bạn có độ bền và tuổi thọ cao hơn.
Tính năng này cũng cho phép bạn có tự do thiết kế lớn hơn, vì bạn không cần phải lo lắng về việc các vật liệu có bám dính với nhau hay không.
Liên kết này cũng không nhìn thấy được, vì nó được ẩn hoàn toàn bên trong phần infill của chi tiết.
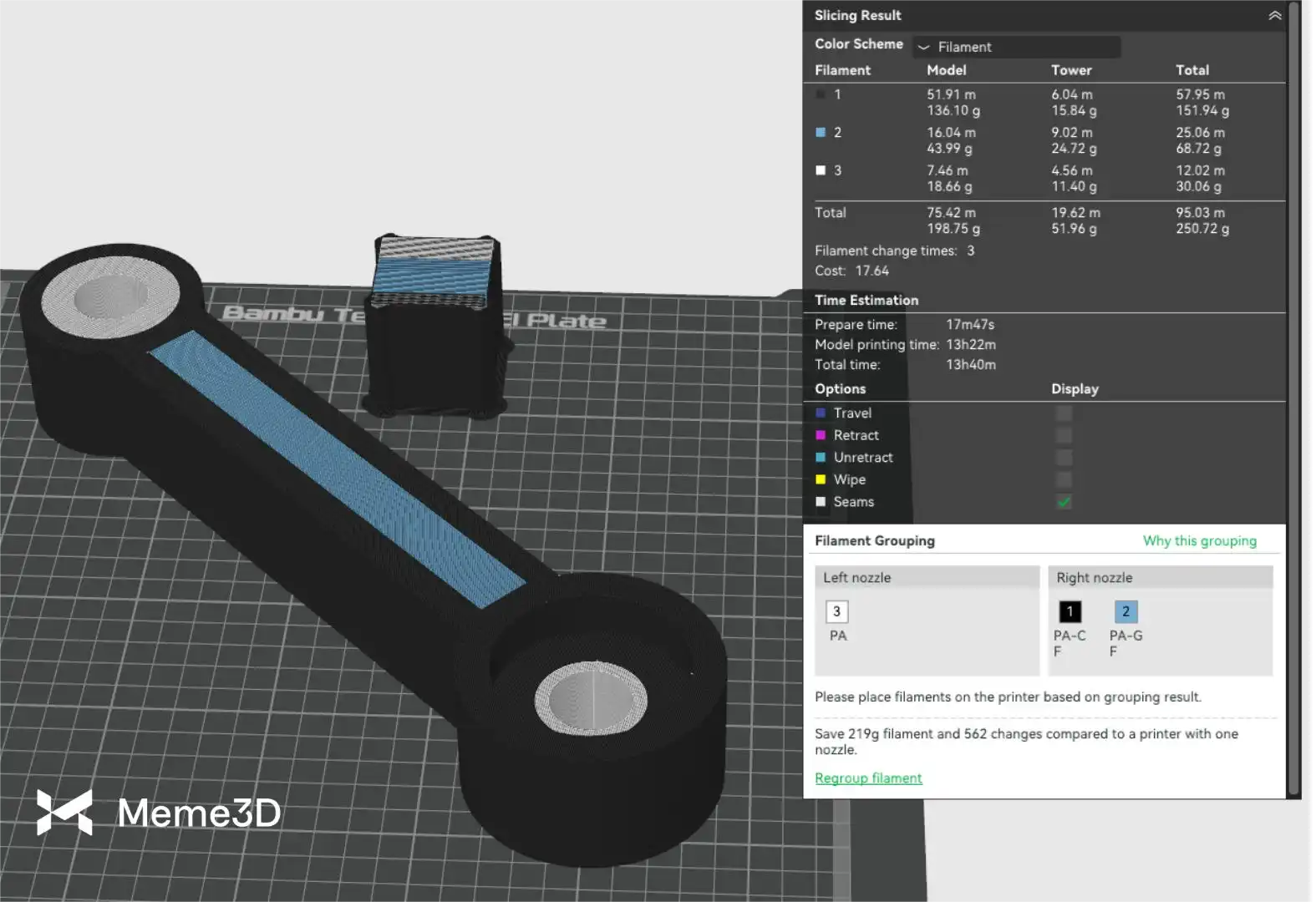
Filament kỹ thuật cao (Advanced Engineering Filaments)
Các bản in đa vật liệu hoặc đa màu sử dụng các loại filament cao cấp thường không thực tế, do chi phí của các loại filament này khá cao khi tính đến lượng nhựa bị lãng phí do purge.
Với hệ thống Vortek, điều này đột nhiên trở nên thực tế tương đương với in một loại filament duy nhất, cho phép tạo ra các sự kết hợp tối ưu nhằm tận dụng ưu điểm của từng vật liệu cho các phần khác nhau của cùng một chi tiết.
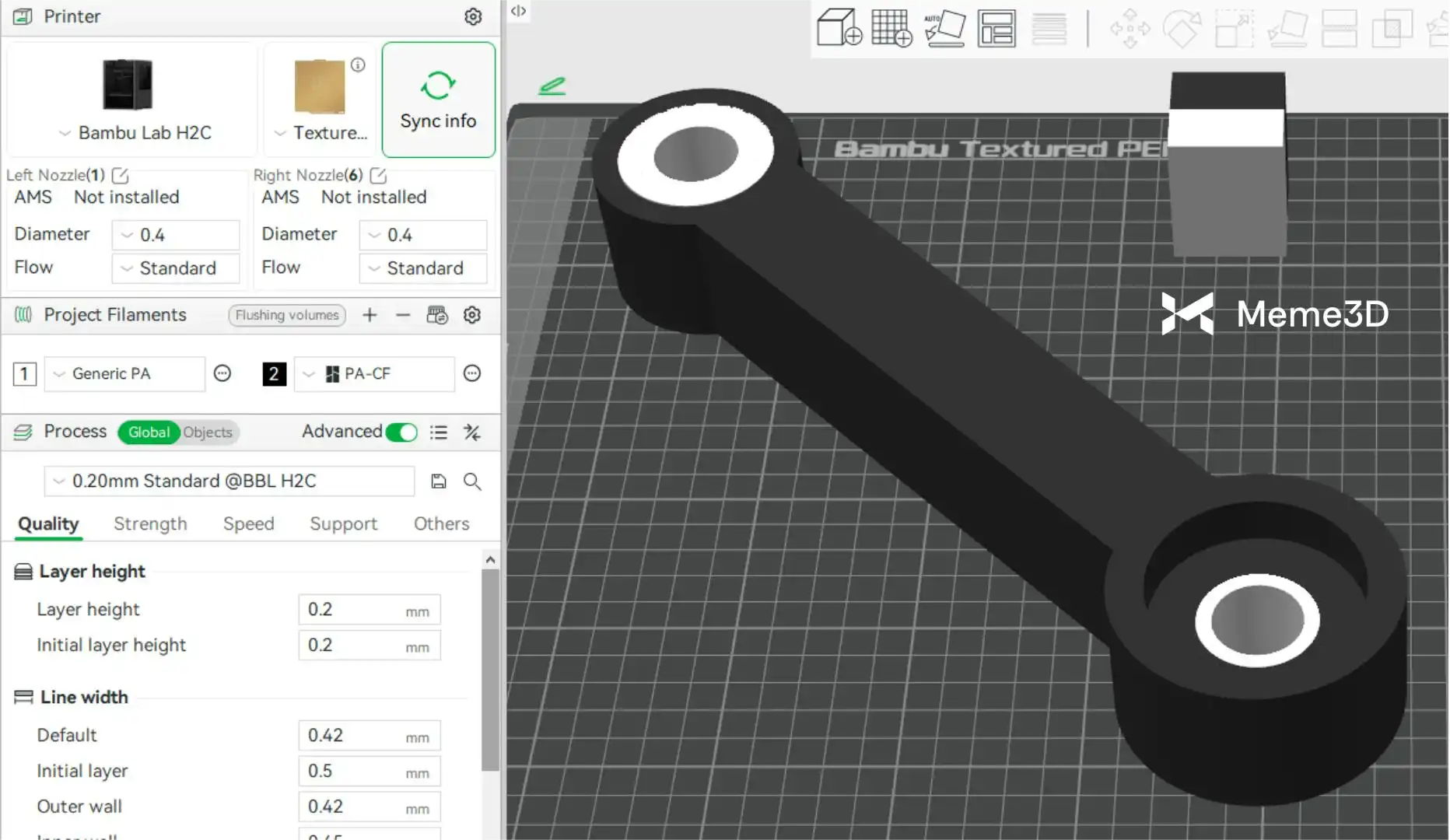
Cuối cùng, hãy thêm một màu khác bằng PA-GF (vì các filament CF thường chỉ có màu đen) cho phần cánh tay để làm cho nó bớt đơn điệu hơn.
Với hiệu quả của hệ thống Vortek, ngay cả những loại filament đắt tiền nhất cũng có thể được sử dụng để tạo điểm nhấn đa màu!
Các filament cao cấp thường có thêm những lưu ý khi sử dụng, đặc biệt là khi in với H2C, vốn có những giới hạn riêng.
Các filament có tính mài mòn cao, chẳng hạn như loại chứa sợi carbon, thường không tương thích với AMS hoặc AMS 2 Pro.
Tuy nhiên, AMS HT được thiết kế để:
- Sấy filament nhiệt độ cao lên đến 85°C
- Đồng thời cấp các vật liệu mài mòn cho in đa filament
Ngoài ra, các filament giòn có thể bị gãy khi sử dụng trong một số hotend nhất định do hình dạng của đường dẫn ống PTFE, đặc biệt khi đầu in (toolhead) ở phía ngoài cùng bên phải của buồng in.