Chưa có sản phẩm trong giỏ hàng.
Giới thiệu
Trong dự án này, bạn sẽ học cách tạo ra một chiếc vợt đập ruồi từ ba loại vật liệu khác nhau bằng máy in H2C và hệ thống thay đổi hotend Vortek. Chúng ta sẽ bắt đầu bằng việc tải một thiết kế có sẵn từ MakerWorld, sau đó tùy chỉnh thêm các chi tiết màu sắc trước khi chuẩn bị cho quy trình in đa vật liệu (multimaterial) hiệu quả. Máy in H2C và Hệ thống Vortek là giải pháp lý tưởng cho kiểu in đa vật liệu và đa màu sắc này, giúp đạt được kết quả tương đương nhưng với lượng nhựa thải (waste) ít hơn và thời gian ngắn hơn nhiều so với các dòng máy in sử dụng một hoặc hai hotend thông thường.
Vật liệu cần thiết
- Ít nhất một màu TPU (loại dùng được cho bộ AMS)
- Ít nhất một màu PLA Basic
- Một cuộn PETG HF (Dòng High Flow – Lưu lượng cao)
Nhựa PLA Basic và PETG HF có thể được thay thế bằng các loại sợi nhựa cứng khác tùy chọn. Tuy nhiên, hãy lưu ý rằng chúng ta đang sử dụng PETG HF làm vật liệu hỗ trợ (support) mẫu để giúp các phần nhô ra (overhang) đạt được chất lượng rất cao. Các lựa chọn thay thế của bạn nên cân nhắc đến yếu tố này.
Tải mô hình gốc (Base Model)
Truy cập MakerWorld.com và tải mô hình về.
Lưu ý về thiết kế này
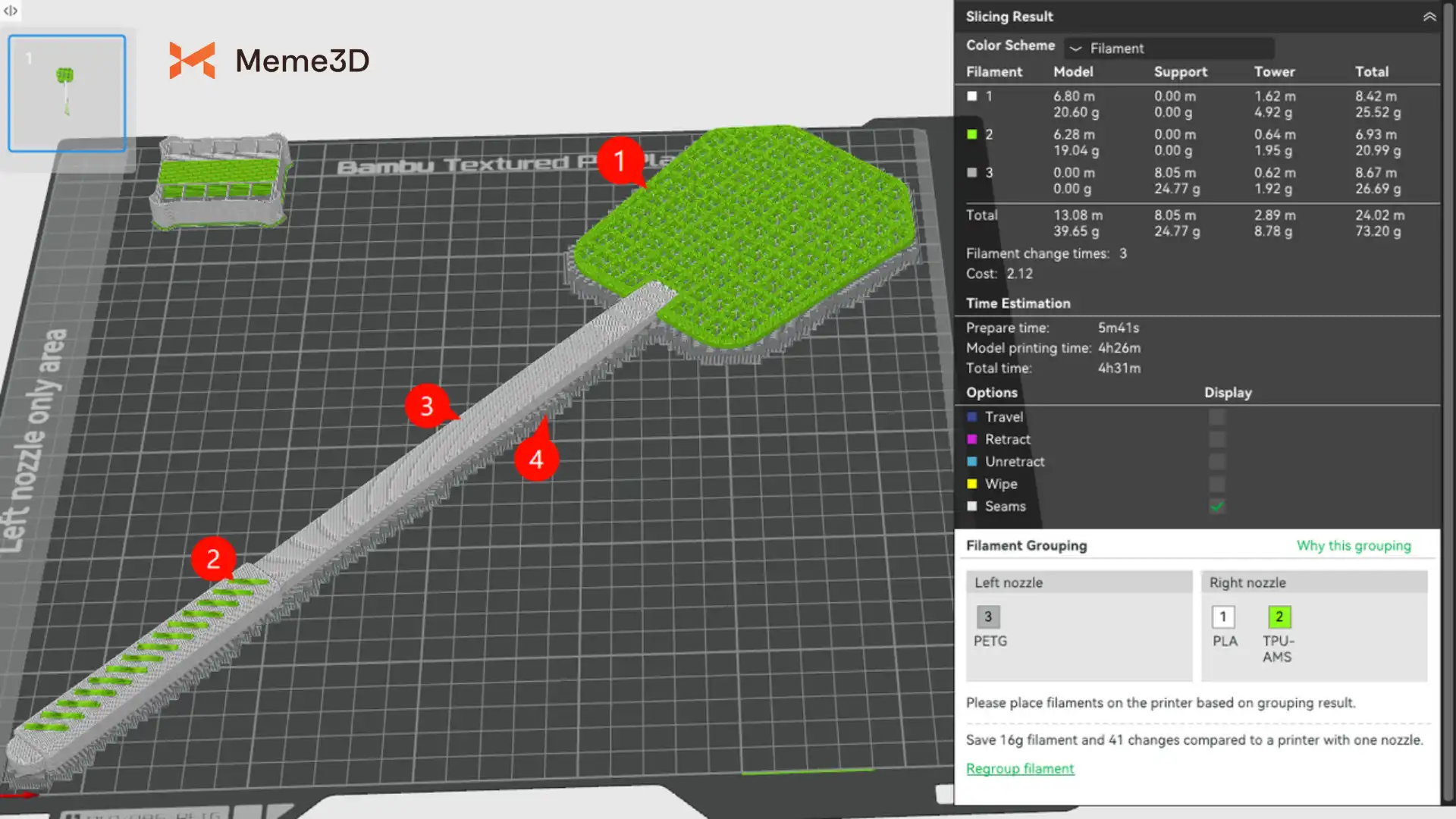
Đối với dự án vỉ đập ruồi này, phần đầu (1) được in bằng TPU cho AMS, tạo ra độ dẻo vừa đủ để đem lại lực bật (snap) dứt khoát và có kiểm soát khi đập. Phần bọc tay cầm (2) cũng sử dụng TPU cho AMS để mang lại cảm giác cầm nắm thoải mái và chống trơn trượt. Thân tay cầm chính (3) được in bằng PLA Basic để đảm bảo độ bền và độ cứng cáp. Cuối cùng, PETG HF được sử dụng làm vật liệu hỗ trợ (4), giúp thiết kế giữ được hình dáng cân đối, mịn màng bằng cách cải thiện chất lượng các phần nhô ra (overhang) trong quá trình in.
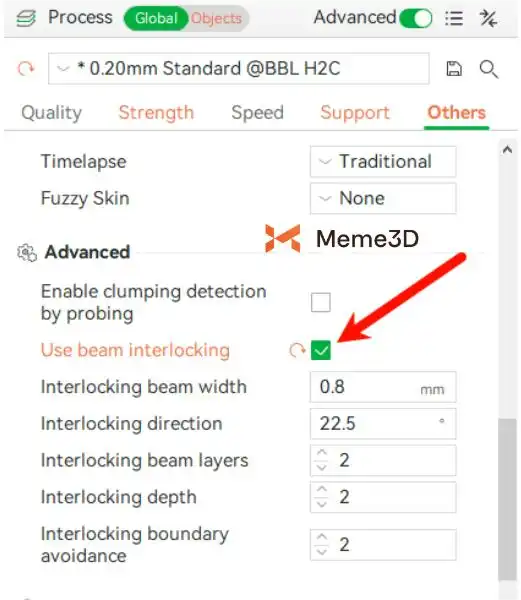
Ngoài ra, do nhựa TPU và PLA – hai vật liệu cấu thành sản phẩm cuối cùng – vốn không có độ bám dính tốt với nhau, chúng ta sẽ sử dụng tính năng Beam Interlocking (Liên kết dầm khóa) để tạo ra một liên kết cơ học (thay vì chỉ dựa vào độ dính bề mặt) giữa các vật liệu tại những vị trí khả thi.
Kỹ thuật này đặc biệt quan trọng trong in đa vật liệu (multimaterial) để đảm bảo các phần nhựa khác đặc tính không bị tách rời khi chịu lực tác động.
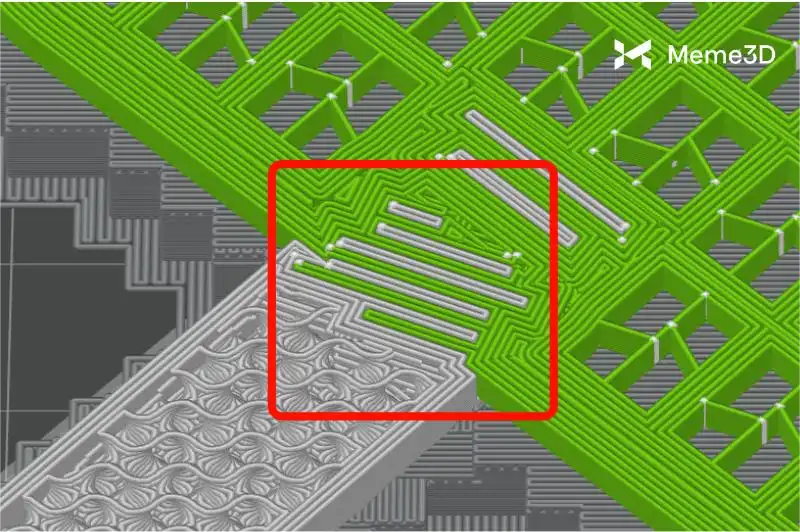
Thiết lập này tạo ra các ranh giới đan xen vào nhau giữa các vật liệu và màu sắc, như được minh họa trong hình ảnh bên dưới.
Tùy chỉnh thiết kế
Thiết kế cơ bản sử dụng tối thiểu 3 loại sợi nhựa để tận dụng các đặc tính khác nhau của chúng. Chúng ta cũng có thể tùy chỉnh bản in này bằng cách thêm tối đa 4 màu nhựa khác nhằm khai thác tối đa hiệu suất của máy in H2C và hệ thống Vortek. Chúng ta sẽ thêm màu sắc theo một vài cách khác nhau:
- Tạo một modifier (vật thể điều chỉnh) từ file SVG của logo Bambu Lab.
- Thêm văn bản dưới dạng modifier.
- Tô màu thủ công (painting) trực tiếp lên mô hình.
Thêm Logo định dạng SVG
Hãy tải logo Bambu Lab ở định dạng SVG. Bạn có thể tìm thấy file SVG.
![]()
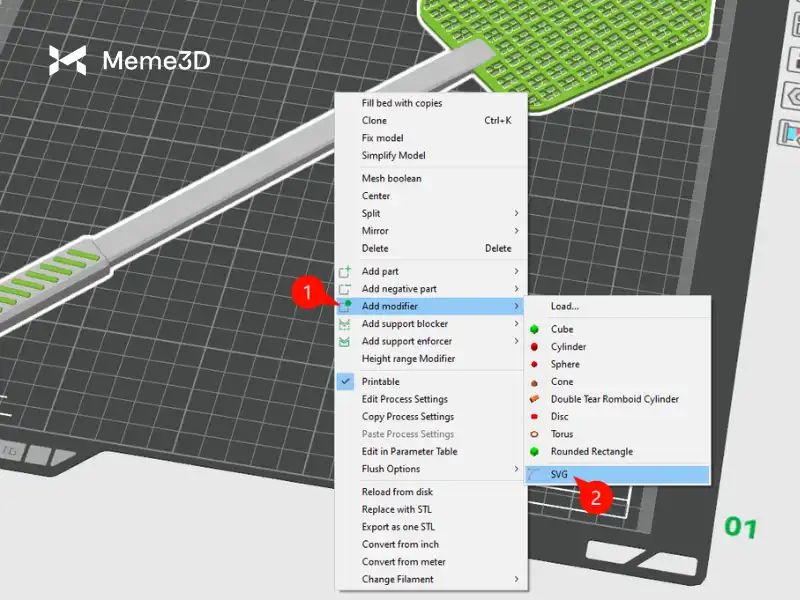
Tiếp theo, chúng ta sẽ nhập (import) file SVG này vào Bambu Studio dưới dạng một modifier cho mô hình vỉ đập ruồi. Nhấp chuột phải vào mô hình vỉ đập ruồi, chọn Add Modifier, sau đó chọn SVG.
Tìm đến thư mục lưu trữ file BambuLab_logo.svg trên máy tính của bạn và nhấn Open để mở. Sau khi mở thành công, logo sẽ xuất hiện dưới dạng một modifier trên bàn in (build plate) cùng với mô hình vỉ đập ruồi.
![]()
Trong cửa sổ SVG vừa mở ra, chúng ta có thể thay đổi kích thước của logo và xoay nó để căn chỉnh sao cho khớp với phần tay cầm của vỉ đập ruồi.
![]()
Chọn công cụ Move (Di chuyển vật thể) để căn chỉnh logo vào chính giữa phần tay cầm.
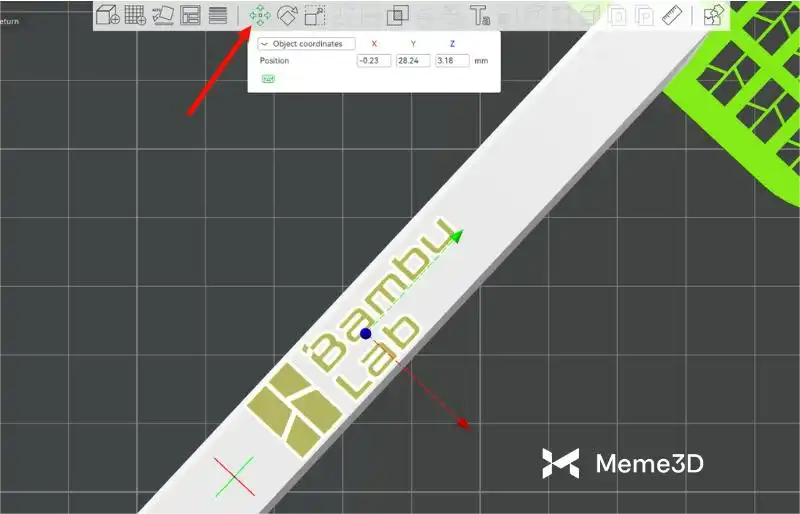
Chúng ta cũng cần đảm bảo vật thể điều chỉnh (modifier) logo được đặt ở vị trí chỉ giao cắt với bề mặt phía trên (top surface).
![]()
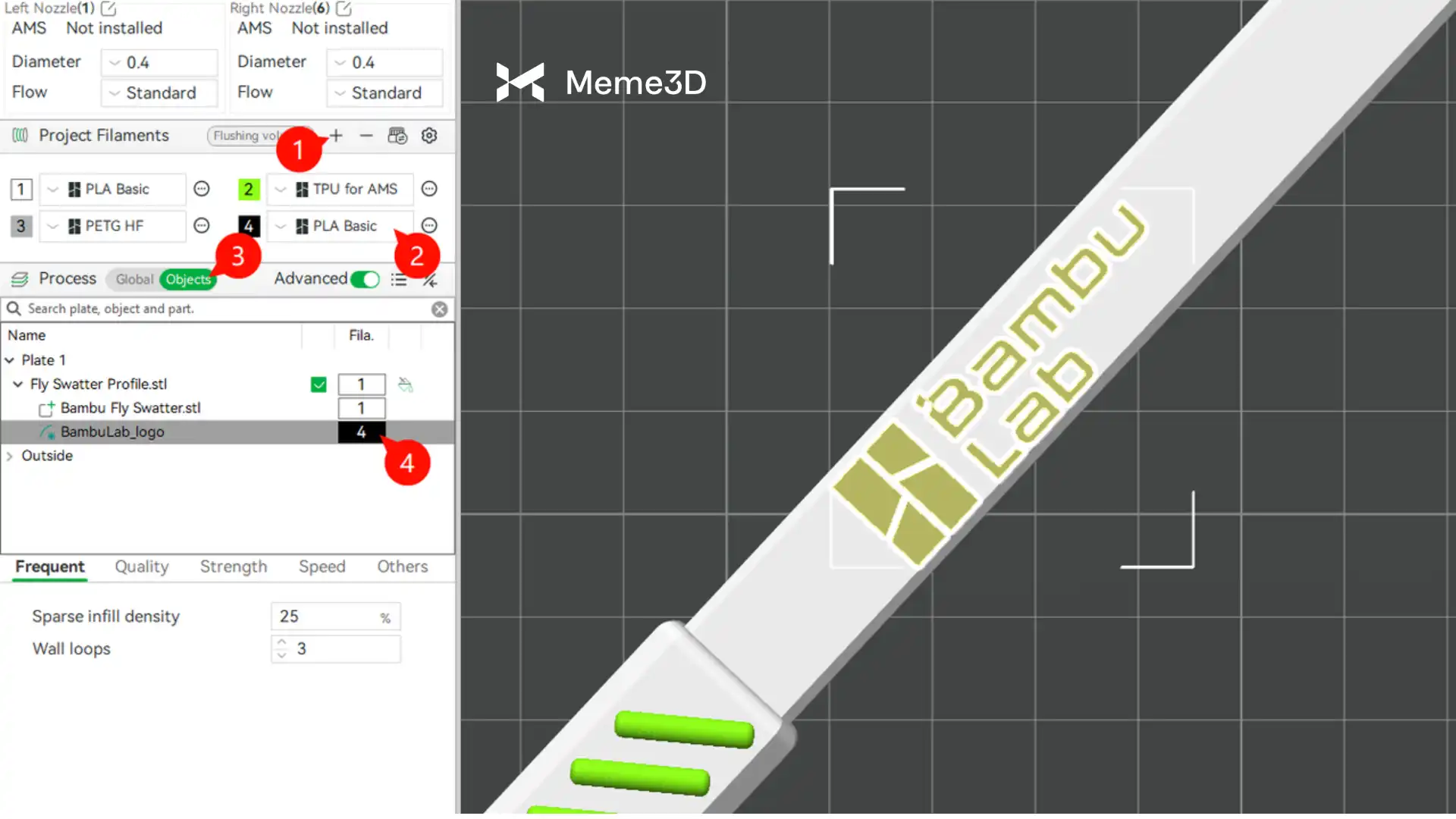
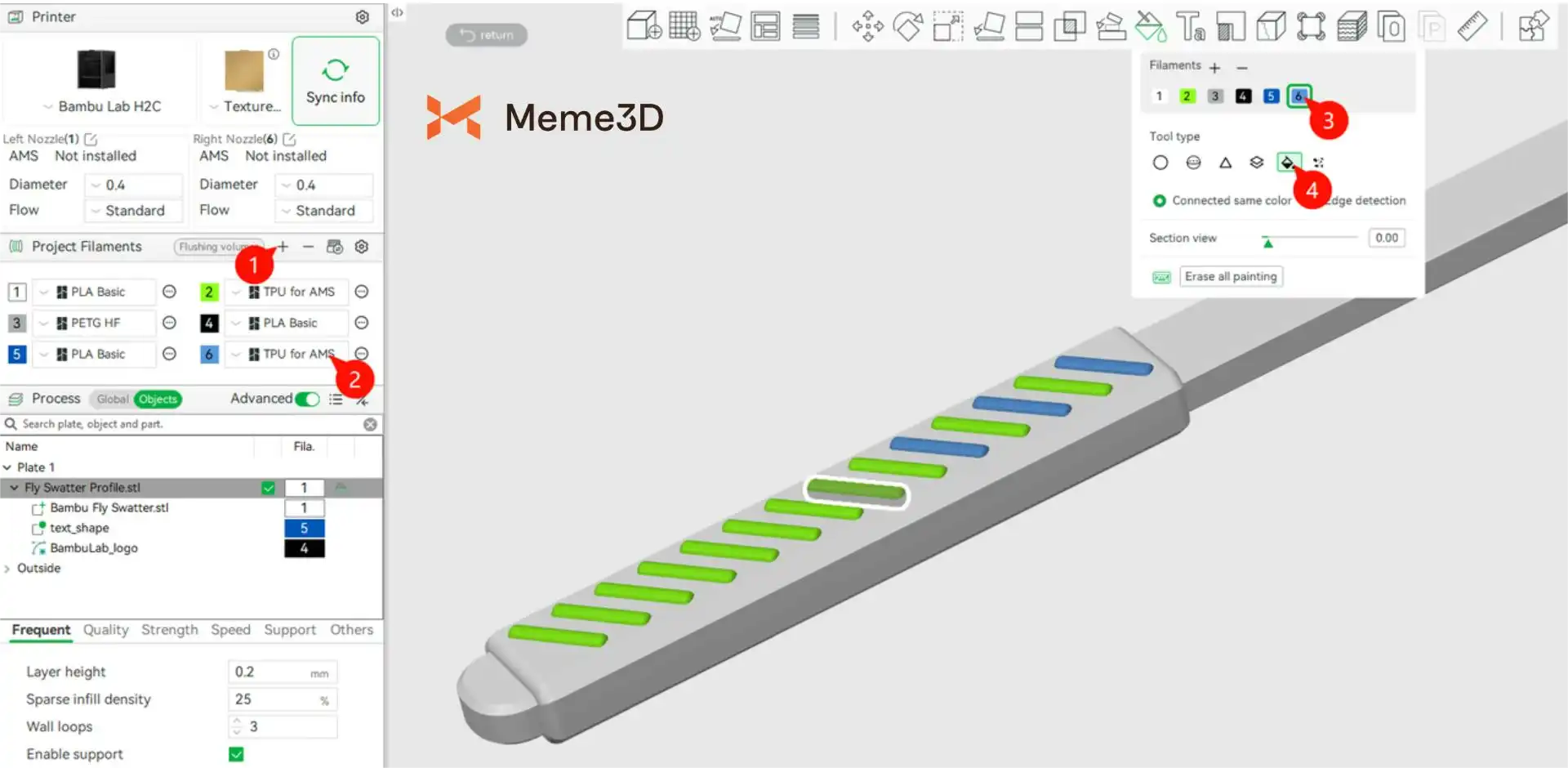
Cuối cùng, chúng ta sẽ thêm một màu khác cho tay cầm theo hình dạng của logo bằng cách thay đổi vật liệu của modifier. Đầu tiên, hãy thêm màu nhựa mới vào mục Project Filaments (1) và (2), sau đó chọn modifier logo Bambu Lab và nhấn phím số trên bàn phím tương ứng với loại nhựa mới đó. Bạn có thể xác nhận màu mới bằng cách mở tab Objects (3) và kiểm tra tab nhựa in (4).
Thực hiện bước kiểm tra cuối cùng bằng cách tiến hành slice (cắt lớp) mô hình.
Thêm chữ vào bản in
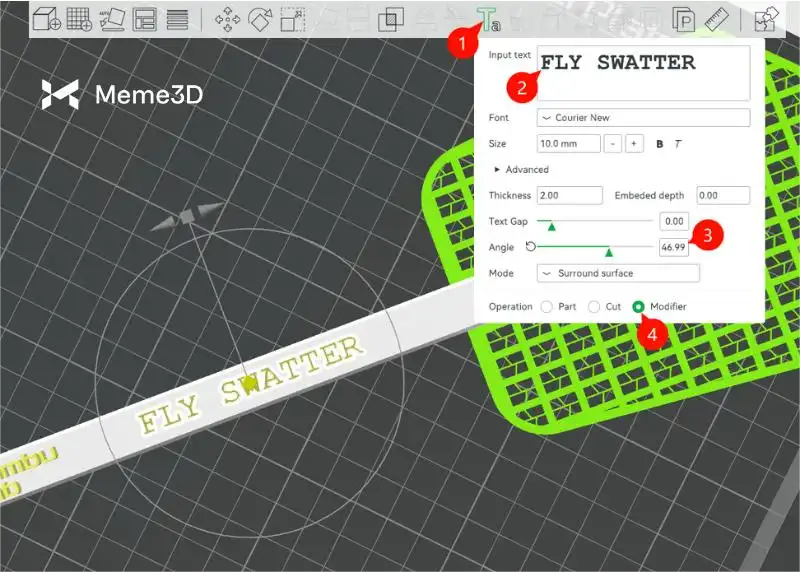
Trong khi vẫn chọn mô hình vỉ đập ruồi, hãy mở công cụ Text Shape (1) và nhập dòng chữ “FLY SWATTER” vào ô Input text (2). Sau đó, thay đổi góc xoay (Angle) (3) để văn bản nằm dọc theo thân vỉ đập ruồi và chuyển chế độ Operation thành Modifier (4).
Thêm một màu mới (1) cho loại nhựa PLA (2) và chuyển văn bản sang vật liệu đó. Lần này, thay vì sử dụng phím tắt trên bàn phím, chúng ta hãy chuyển sang tab Object, chọn mục Filament của phần văn bản (3) và đổi nó sang loại PLA vừa mới thêm – tương ứng với số 5 trong hình bên dưới (4).
Tiến hành slice (cắt lớp) mô hình để xem trước kết quả.
Tô màu bản in (Painting)
Công cụ Color Painting luôn sẵn sàng để bạn tô màu cho mô hình theo những cách tiêu chuẩn và thủ công hơn. Bạn có thể tìm thấy thông tin chi tiết về công cụ Color Painting tại trang wiki sau: Color Painting Tool. Ngoài ra, trong một chương khác, chúng ta sẽ tập trung sâu hơn vào các phương pháp khác nhau để tô màu cho mô hình.
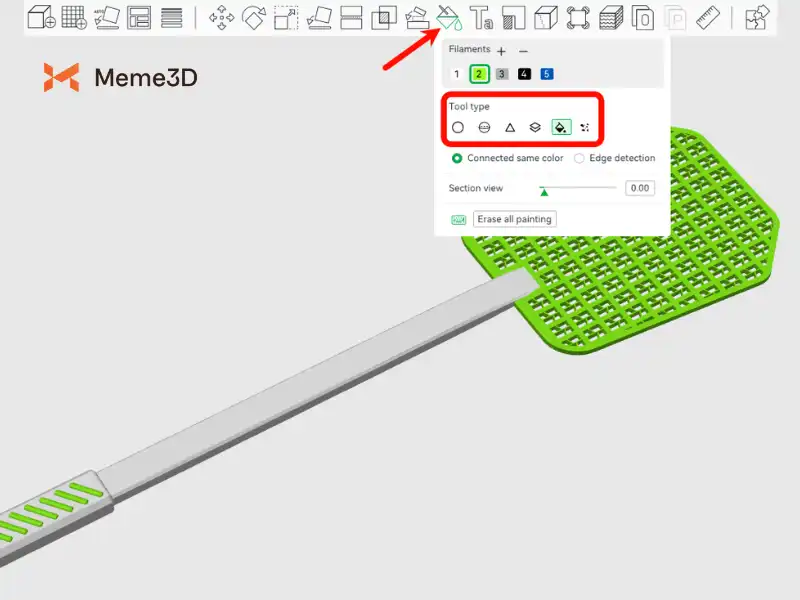
Hãy thêm một màu nhựa TPU vào AMS khác và tô điểm thêm chút màu sắc cho phần bọc tay cầm (grip) nhé. Tại sao không nhỉ? Đó chính là lý do mà hệ thống Vortek ra đời!
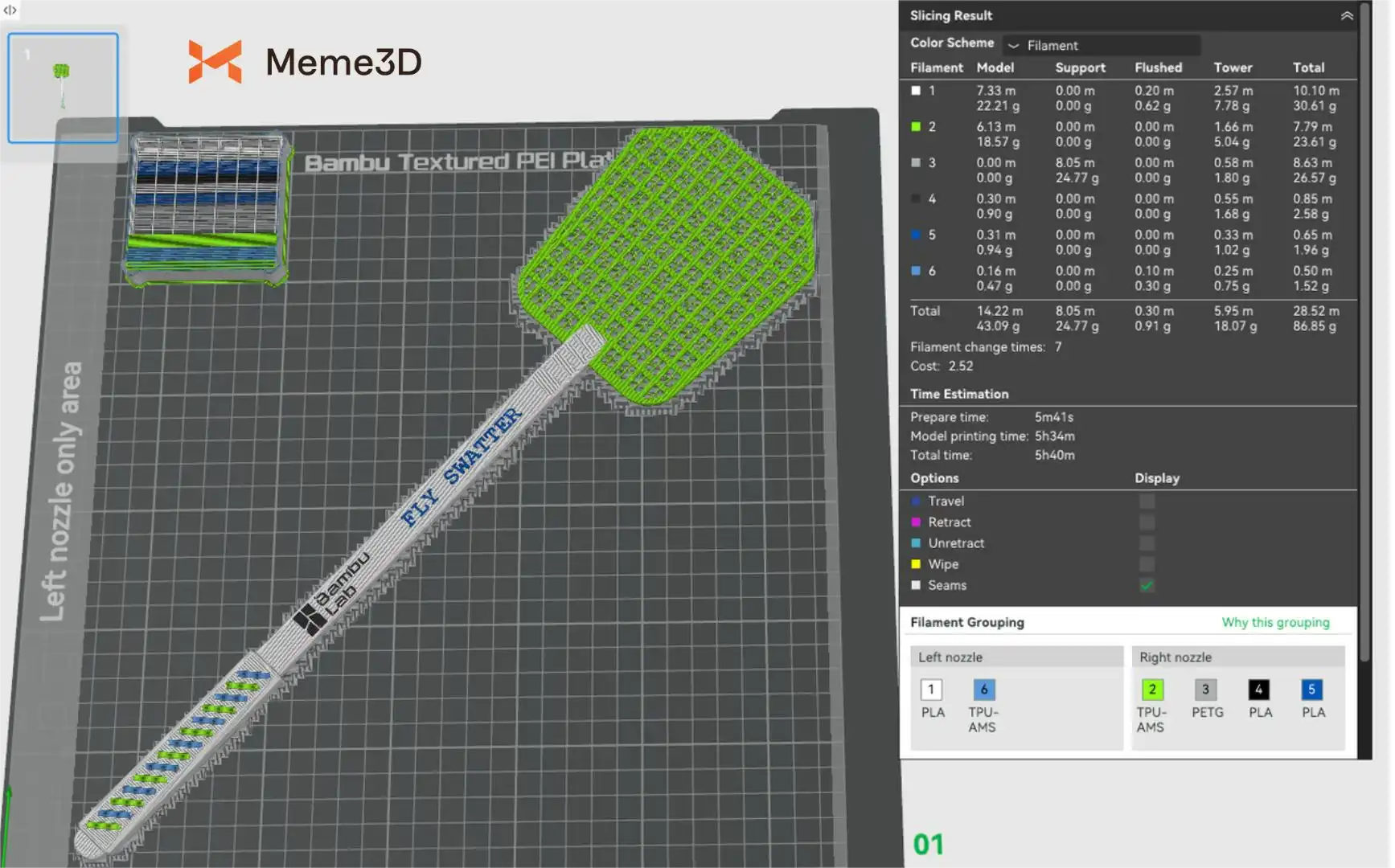
Kết quả cuối cùng trông thật rực rỡ mà không cần phải đánh đổi bất cứ điều gì! Chúng ta chỉ sử dụng tổng cộng sáu màu, vì vậy sẽ không có nhựa thải (purge) phát sinh khi hệ thống Vortek hoạt động, giúp bản in tiết kiệm vật liệu tối đa.
Chuẩn bị máy in H2C
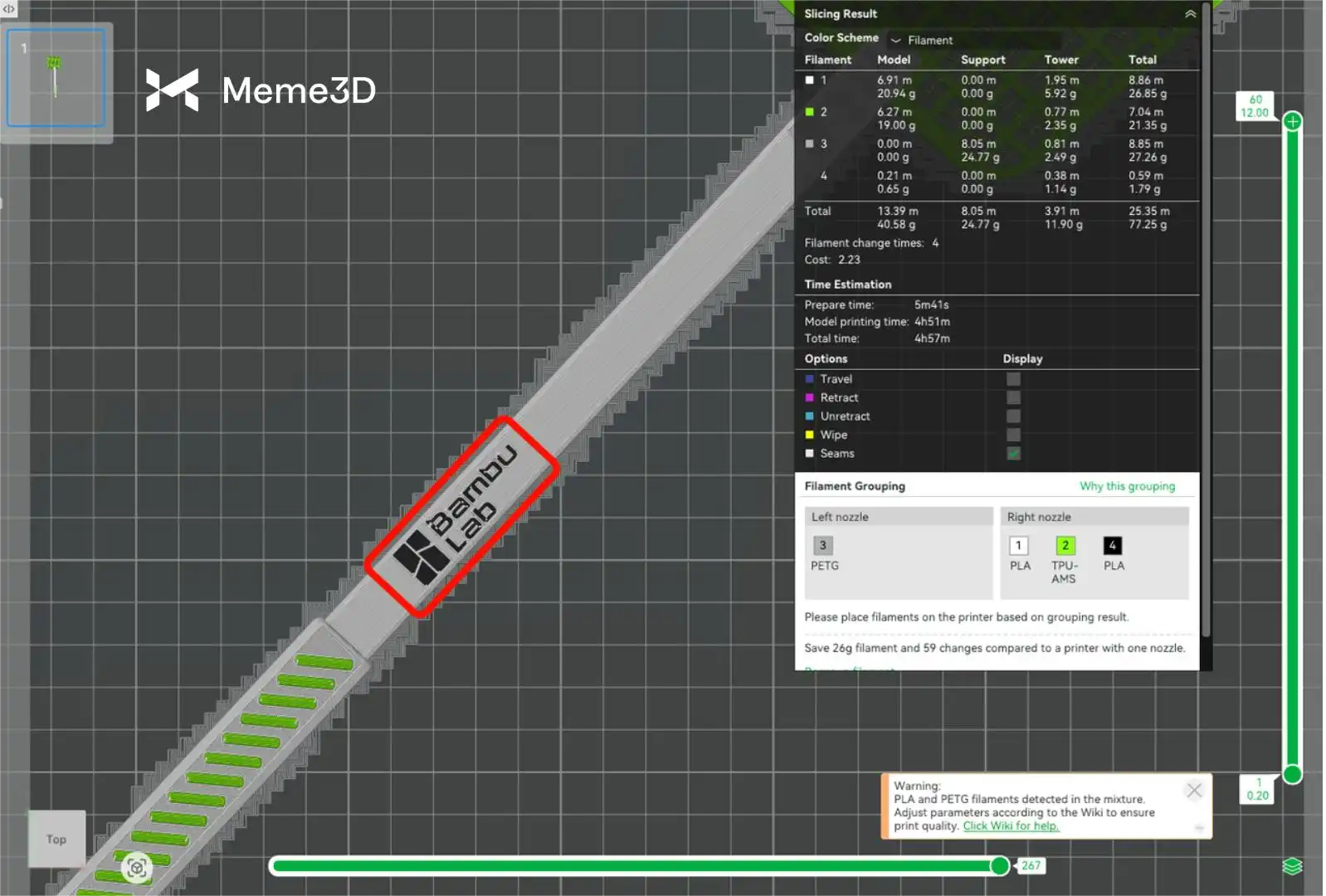
Từ đầu đến giờ, chúng ta đã xem trước bản in vợt đập ruồi vài lần nhưng chưa đề cập đến tính năng Filament Grouping (Nhóm sợi nhựa). Để in được tất cả các màu sắc đã chọn, chúng ta sẽ cần tối thiểu 5 khe cắm AMS.
Một trong những cách sắp xếp đơn giản nhất là kết nối một bộ AMS 2 Pro vào hotend bên trái và một bộ AMS 2 Pro khác vào hotend bên phải. Tùy chọn này sẽ phù hợp với cài đặt tiết kiệm vật liệu (Filament-Saving) đã nêu ở trên, trong đó hai loại nhựa được chỉ định cho hotend bên trái và bốn loại còn lại cho hotend bên phải.

Một cách khác tiết kiệm không gian hơn là sử dụng một bộ AMS 2 Pro và một bộ AMS HT cùng kết nối vào hotend bên phải, còn cuộn nhựa rời (external spool) sẽ được dùng cho hotend bên trái. Thiết lập này sẽ yêu cầu sử dụng nhóm nhựa theo chế độ Convenience Mode (sau khi bạn đã kết nối các bộ AMS và nạp nhựa phù hợp) hoặc chế độ Custom Mode (nơi bạn tự chỉ định các loại nhựa rồi nạp chúng sao cho tương ứng).

Nhấn Print và cùng theo dõi bản in
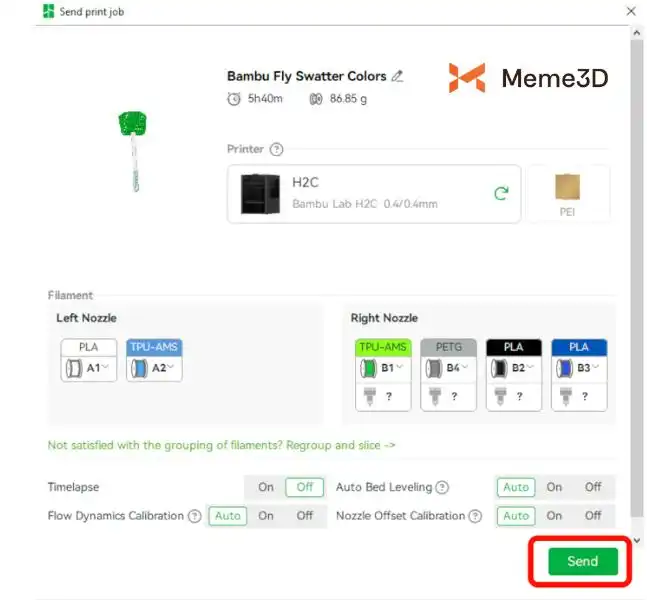
Khi tất cả các bộ AMS đã được kết nối và toàn bộ nhựa in đã được nạp xong, việc cuối cùng cần làm là xác nhận lại sơ đồ phân bổ nhựa (filament mapping) và nhấn Send để bắt đầu in.
Sau khi quá trình in hoàn tất, bạn có thể dễ dàng gỡ mô hình ra khỏi các cấu trúc hỗ trợ (supports) một cách sạch sẽ và bắt đầu dùng thử ngay để tiêu diệt những con ruồi phiền phức!
