Chưa có sản phẩm trong giỏ hàng.
Cụm Đầu In
Cụm đầu in H2C chủ yếu bao gồm hai khớp nối PTFE ở phía trên, bộ đùn và cơ cấu chuyển mạch, và cụm đầu gia nhiệt kép với các vòi phun để đùn sợi nhựa. Đầu in di chuyển sang trái và phải trên ray dẫn hướng trục X , toàn bộ ray dẫn hướng này di chuyển tiến và lùi trên trục Y. Mỗi trục được di chuyển nhờ sự phối hợp giữa hai động cơ bước A và B.

Quạt làm mát cải tiến cho đầu công cụ
Quạt làm mát cải tiến ở đầu in giúp tản nhiệt cho bộ đùn và tản nhiệt đầu phun. Thông qua điều khiển nhiệt độ thông minh, nó giúp ngăn ngừa tắc nghẽn và kẹt đùn do điều kiện làm việc khắc nghiệt, đồng thời tăng nhiệt độ môi trường hoạt động được khuyến nghị của máy in. Điều này đặc biệt hữu ích khi máy in được sử dụng trong môi trường có nhiệt độ cao hơn bình thường.

Máy đùn và cơ cấu chuyển mạch
Bộ đùn H2C chịu trách nhiệm kéo sợi nhựa ra khỏi cuộn và đưa vào đầu phun. Nó bao gồm một hệ thống chuyển mạch, một hệ thống đùn và một bộ phận cắt.
Hệ thống chuyển mạch sử dụng một cam dẫn động bằng động cơ và các thanh dẫn động liên kết bằng lò xo để luân phiên tạo áp lực giữa các bánh xe dẫn động bên trái và bên phải, cho phép chỉ một bánh xe tác động lên bánh xe dẫn động đùn và đẩy sợi nhựa tại một thời điểm. Sau đó, động cơ đùn sẽ quay bánh xe dẫn động theo một trong hai hướng, cho phép đùn sợi nhựa sang trái hoặc sang phải một cách có kiểm soát bằng một bánh xe dẫn động duy nhất.

Máy cắt sợi
Hệ thống cắt sợi nhựa sẽ cắt sợi nhựa giữa đầu đùn và đầu gia nhiệt, cho phép sợi nhựa được thu hồi. Kết hợp với bộ phận chặn cắt sợi nhựa và hệ thống AMS, máy in có thể tự động cắt và chuyển đổi sợi nhựa để in nhiều màu hoặc nhiều chất liệu.
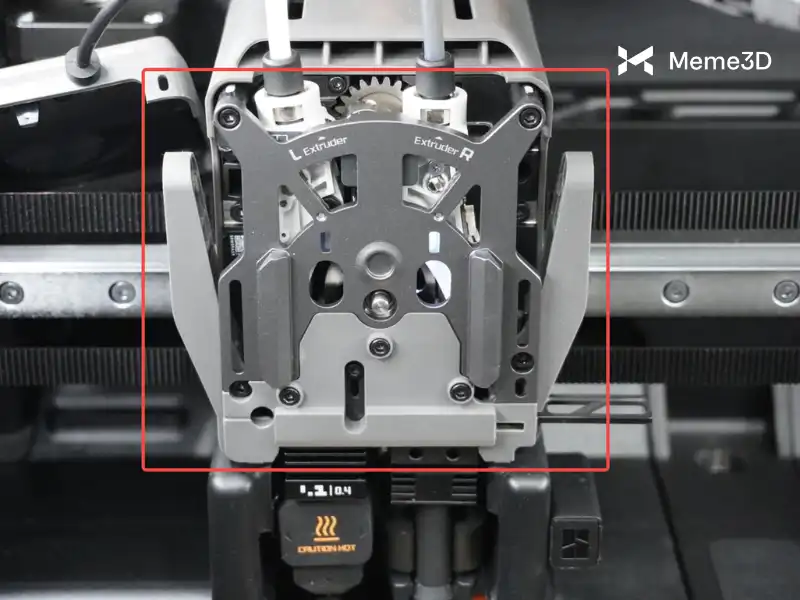
Cụm đầu phun
Máy in 3D H2C được trang bị hai cụm đầu phun riêng biệt, có thể nhìn thấy ở phía dưới đầu in. Mỗi đầu phun chịu trách nhiệm tiếp nhận, làm nóng chảy và phun sợi nhựa được cấp bởi bộ đùn từ bộ đệm sợi nhựa tương ứng.

Vòi phun bên trái của máy in H2C hoạt động bằng cách liên kết động cơ nâng và bộ phận chặn dòng chảy. Khi động cơ nâng hoặc hạ đầu phun bên trái, bộ phận chặn dòng chảy sẽ xoay theo: hạ đầu phun sẽ di chuyển bộ phận chặn để che vòi phun bên phải, trong khi nâng đầu phun sẽ dịch chuyển bộ phận chặn sang vòi phun bên trái. Cơ chế này ngăn vòi phun không hoạt động bị rò rỉ trong quá trình in.
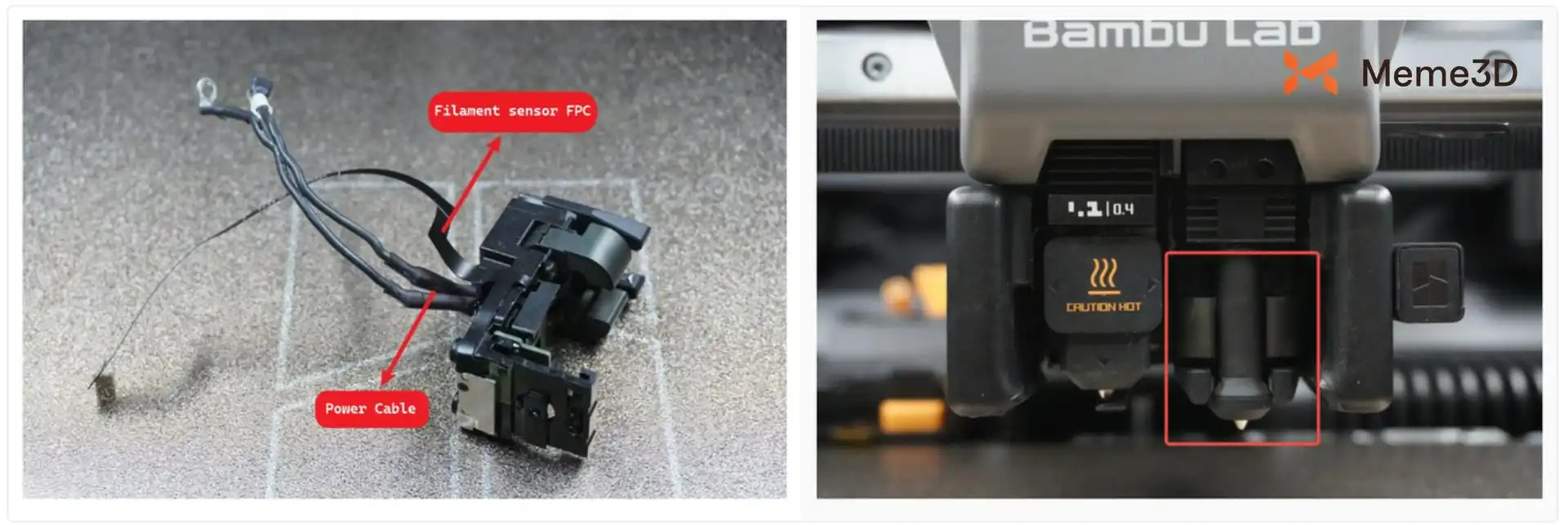
Khác với cụm gia nhiệt H2C bên trái, cụm đầu phun bên phải sử dụng bộ gia nhiệt cảm ứng giúp gia nhiệt chính xác và theo dõi nhiệt độ. Nó bao gồm hai đầu cắm riêng biệt: một đầu cắm cảm biến dây tóc và một đầu cắm cáp nguồn.
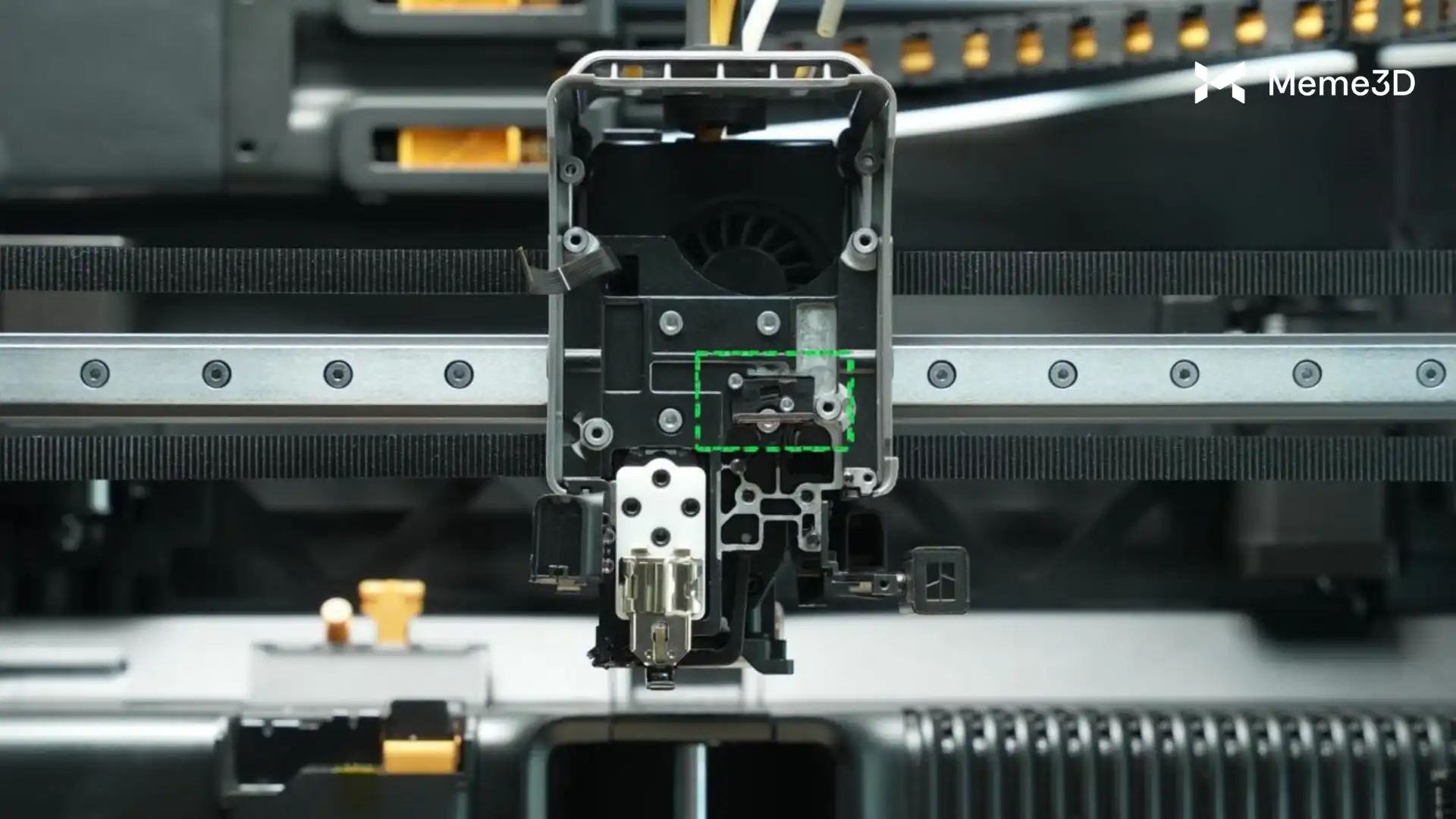
Cụm đầu phun bên phải cũng bao gồm một cảm biến dòng xoáy bên phải hỗ trợ các chức năng thiết yếu như định vị trục Z, cân bằng bàn in và hiệu chỉnh dòng chảy động.
Đầu gia nhiệt
Đầu in H2C được trang bị hai kiểu đầu gia nhiệt khác nhau. Cả hai kiểu đều có một số điểm tương đồng, đó là vòi phun làm nóng đến nhiệt độ nhất định và làm tan chảy sợi nhựa, và bộ tản nhiệt giúp tản nhiệt trước khi nhiệt lan quá cao vào đầu in.
Theo truyền thống, trong in 3D, phần dưới của đầu gia nhiệt nơi đặt vòi phun được gọi là “Đầu gia nhiệt” (Hot End) và phần trên với bộ tản nhiệt được gọi là “Đầu lạnh” (Cold End). Ngày nay, thuật ngữ “đầu gia nhiệt” thường dùng để chỉ toàn bộ cụm chi tiết. Trong hình bên dưới, chúng ta có thể thấy các phần này trên một đầu gia nhiệt thay nhanh H2 nguyên bản, nằm ở khe bên trái của đầu công cụ H2C.

Đầu gia nhiệt Vortek Induction Hotend nhìn chung tương tự như đầu gia nhiệt thay nhanh H2 về chức năng cơ bản, và có chung các phần đầu lạnh và đầu nóng, như hình bên dưới.

Hệ thống XY cốt lõi
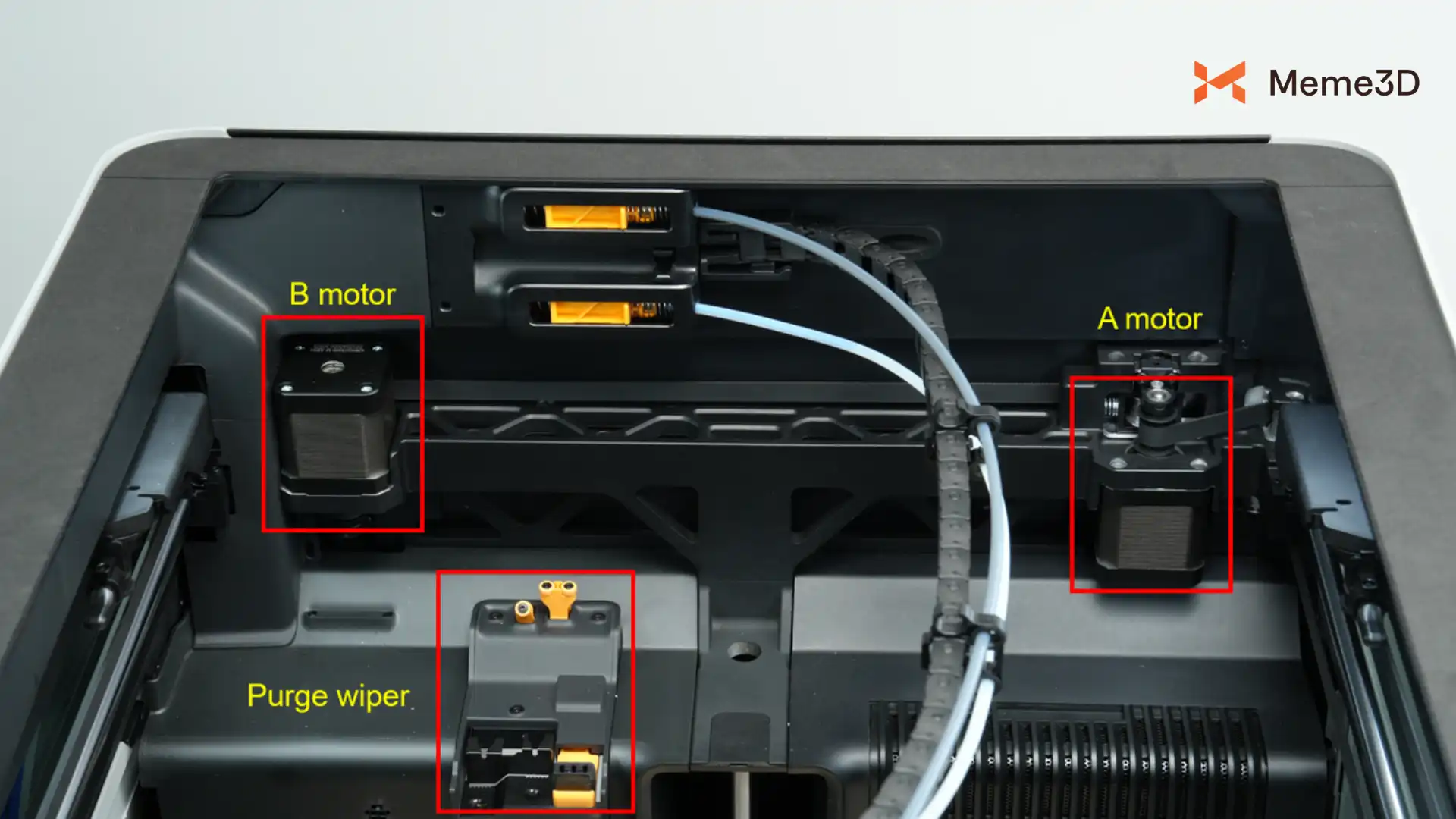
Máy in H2C sử dụng hệ thống chuyển động Core-XY với hai động cơ bước và nhiều ròng rọc dẫn hướng , cho phép di chuyển đầu in chính xác và hiệu quả trên trục X và Y. Mỗi động cơ được kết nối với đầu in bằng một dây đai truyền động độc lập, và sự chuyển động phối hợp của các động cơ và dây đai điều khiển chuyển động và vị trí của đầu in.
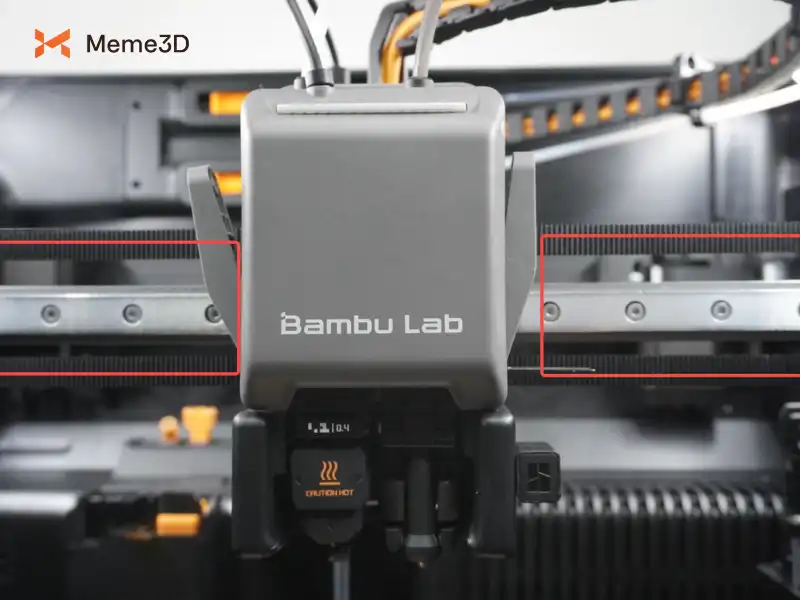
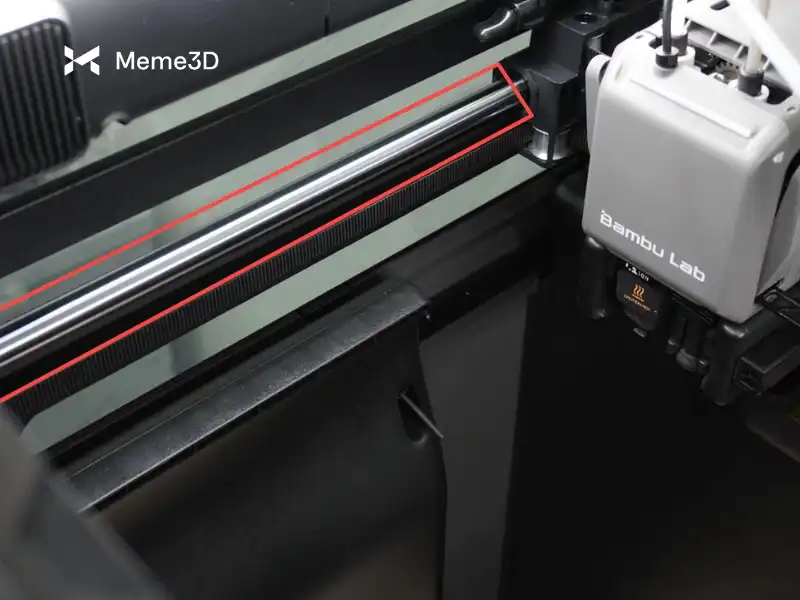
Ray dẫn hướng tuyến tính trục X
Trục X là chuyển động sang trái và phải của đầu in . Nó di chuyển dọc theo một thanh ray tuyến tính hình chữ nhật trên một bộ vòng bi để đảm bảo sự vừa khít và chuyển động mượt mà, chính xác được điều khiển bởi các động cơ A và B.
Thanh tuyến tính trục Y
Trục Y là chuyển động tiến và lùi của đầu in . Đầu in, cùng với khung trục X (bao gồm cả ray dẫn hướng tuyến tính trục X) được di chuyển như một khối thống nhất tiến và lùi dọc theo một bộ thanh dẫn hướng tuyến tính trục Y nằm ở hai bên của buồng in. Trục Y cũng được di chuyển bằng sự phối hợp cụ thể của các động cơ A và B.
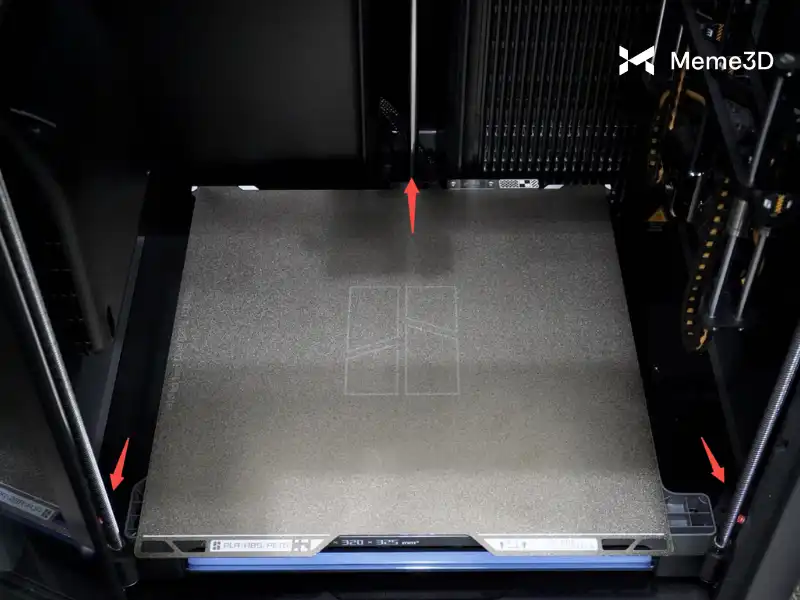
Thanh ren và thanh tuyến tính trục Z
Bàn nhiệt được đỡ ở các góc phía trước và phía sau bởi cả thanh ren (còn gọi là trục vít ) và thanh thẳng . Trong khi thanh ren được xoay để tương tác với các đai ốc trên bàn nhiệt nhằm nâng và hạ bàn, thanh thẳng đóng vai trò dẫn hướng chính xác cho bàn nhiệt để ngăn ngừa bất kỳ sự rung lắc nào do sự quay của thanh ren gây ra.
Bàn nhiệt
Bàn nhiệt là bệ gia nhiệt của máy in 3D H2C, nơi đặt tấm in và được giữ cố định bằng nam châm. Chức năng chính của nó là cung cấp nhiệt lượng được kiểm soát, điều này rất quan trọng để cải thiện độ bám dính của sợi nhựa và đảm bảo bản in thành công. Ngoài ra, bề mặt được gia nhiệt có thể giúp việc gỡ bản in dễ dàng hơn bằng cách nhẹ nhàng làm lỏng mô hình khi nó nguội đi.
Bàn nhiệt di chuyển dọc theo trục Z, nâng lên và hạ xuống trong quá trình in để duy trì độ chính xác của các lớp in. Mặc dù một số loại sợi in có thể được in mà không cần gia nhiệt hoặc ở nhiệt độ thấp hơn (khi sử dụng với các tấm in chuyên dụng), nhưng việc sở hữu bàn nhiệt có khả năng đạt đến nhiệt độ cao hơn sẽ mang lại độ bám dính ổn định hơn và giảm hiện tượng cong vênh, đặc biệt đối với các vật liệu cần môi trường ấm để in ổn định.
Thông tin chi tiết hơn về sợi in và khả năng tương thích giữa các loại tấm in sẽ được đề cập trong chương liên quan đến tấm in.
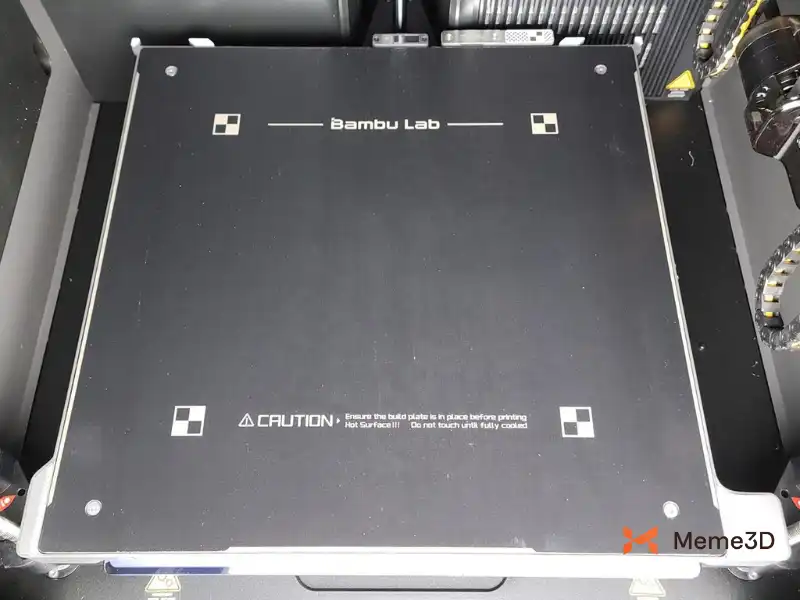
Tấm PEI
Máy in 3D H2C đi kèm với một tấm PEI có vân màu vàng , được gắn từ tính vào bàn nhiệt và đóng vai trò là bề mặt in chính . Tấm in linh hoạt này giúp tăng cường độ bám dính của vật in đồng thời giúp việc tháo mô hình dễ dàng hơn. Chỉ cần uốn cong nhẹ tấm in là các vật thể đã in có thể dễ dàng tách ra.
Có nhiều loại bàn in khác nhau, mỗi loại có những đặc tính riêng phù hợp với các vật liệu và điều kiện in khác nhau. Chúng ta sẽ cùng tìm hiểu chi tiết hơn về các lựa chọn này ở phần sau để giúp bạn chọn được loại phù hợp với nhu cầu của mình.

ℹ️ Lưu ý: Tấm đế H2C không tương thích với tấm đế H2D.
Vệ sinh tấm PEI
Để đảm bảo hiệu suất tối ưu , bàn in cần luôn được giữ sạch sẽ , vì dầu mỡ, bụi bẩn hoặc cặn bám có thể ảnh hưởng tiêu cực đến độ bám dính. Tốt nhất là tránh chạm trực tiếp vào bề mặt in để ngăn ngừa ô nhiễm. Khi cầm bàn in, nên cầm ở cạnh trước để giữ cho khu vực in sạch sẽ.
Điều quan trọng là phải thường xuyên rửa sạch tấm in và tránh chạm vào bề mặt in bằng tay.
Bạn có thể rửa khay in bằng nước ấm và nước rửa chén, giống như cách bạn rửa một chiếc đĩa thông thường, sau đó lau khô bằng khăn giấy sạch hoặc để khô tự nhiên.
Camera
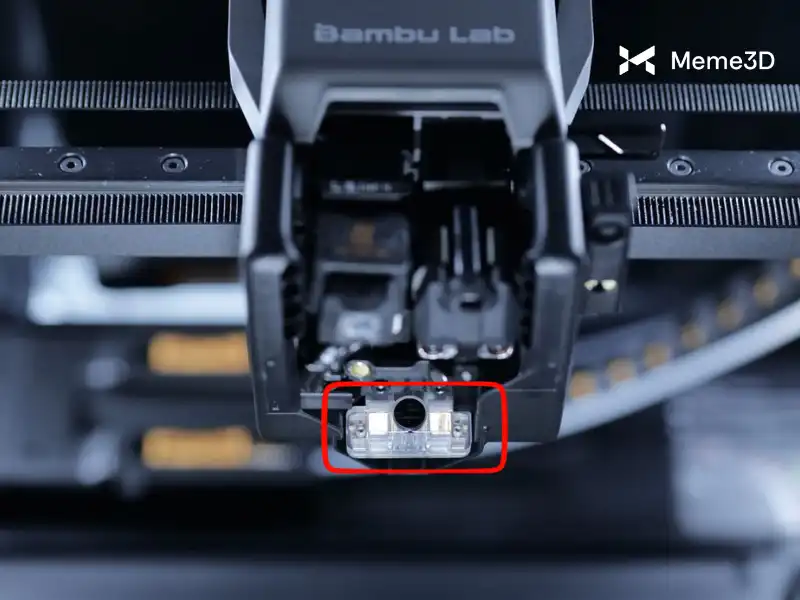
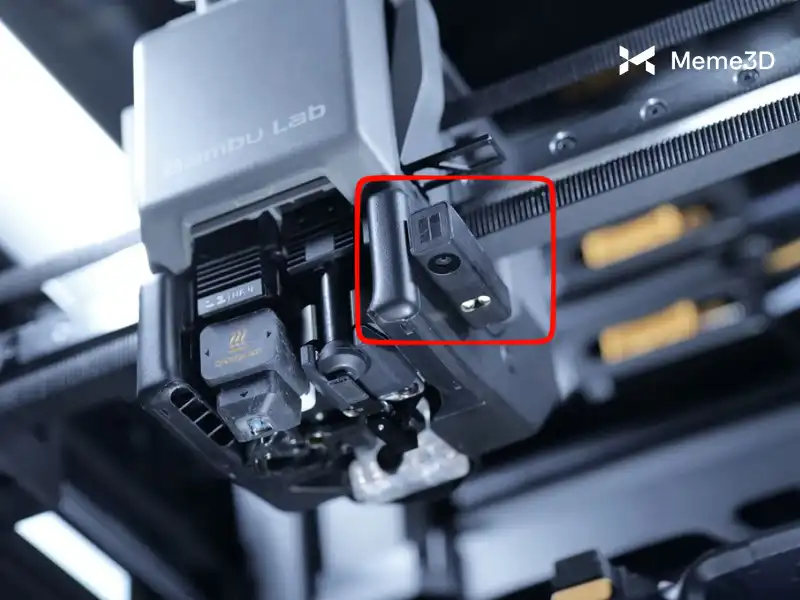
Camera vòi phun
Camera quan sát vòi phun được đặt phía sau các vòi phun trên đầu máy in 3D H2C. Camera này hỗ trợ độ phân giải 1080p 10fps (tối đa 30fps) và có thể phát hiện hiện tượng vón cục ở đầu phun, in không khí, lỗi tạo sợi nhựa và hiệu chỉnh vị trí máng xả.
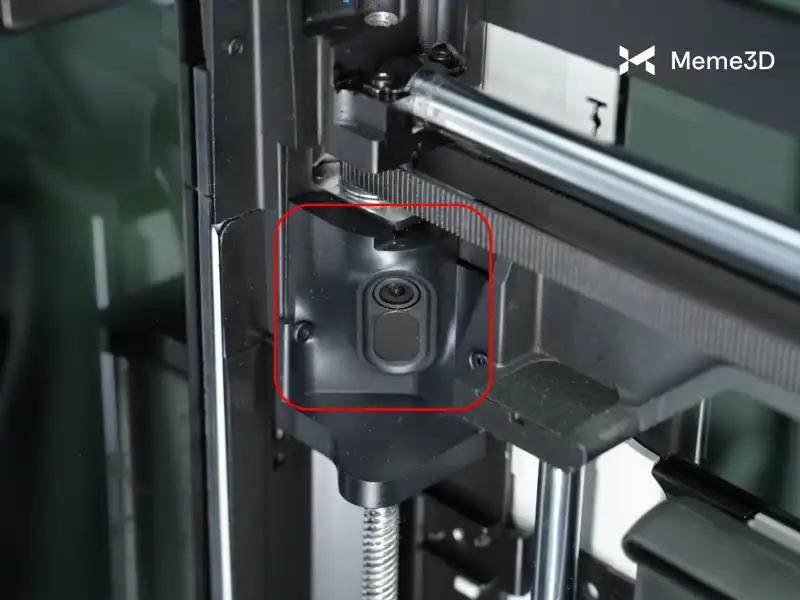
Camera đầu công cụ
Camera trên đầu công cụ được đặt ở phía bên phải của đầu công cụ, hướng xuống phía bàn in. Nó hỗ trợ độ phân giải 1080p 30fps và được sử dụng để hiệu chuẩn độ chính xác chuyển động, hiệu chuẩn độ lệch vòi phun độ chính xác cao, và nhận dạng mã định danh bàn in và nền tảng laser.
Camera quan sát trực tiếp
Máy in H2C được trang bị camera trực tiếp hỗ trợ độ phân giải 1080p 30fps, cho phép xem trực tiếp bên trong buồng in, quay video tua nhanh thời gian và hỗ trợ các chức năng nhận diện bằng trí tuệ nhân tạo (AI) . Camera được đặt ở góc trước bên trái của máy in, ngay bên dưới hệ thống di chuyển XY.
Camera quan sát từ trên cao (tùy chọn)
Máy H2C có thể được trang bị thêm camera BirdsEye 4K, tốc độ khung hình tối đa 15fps để hỗ trợ các chức năng phát hiện và nhận dạng thông minh cho chức năng cắt và chiếu laser của model H2C.

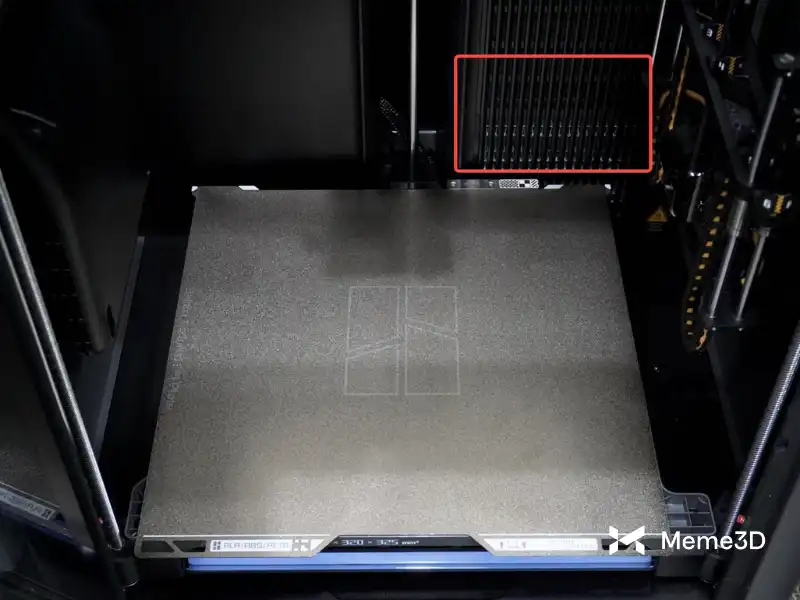
Quạt gia nhiệt buồng
Bộ phận gia nhiệt buồng in được đặt bên dưới ống xả và bộ lọc ở phía sau máy in. Bộ phận gia nhiệt này được sử dụng để chủ động tăng nhiệt độ buồng in lên trên nhiệt độ môi trường (lên đến 65°C) đối với các loại sợi in cao cấp hơn, vốn dễ bị cong vênh hoặc gặp các vấn đề khác về chất lượng in khi làm nguội quá nhanh trong hoặc sau khi in.
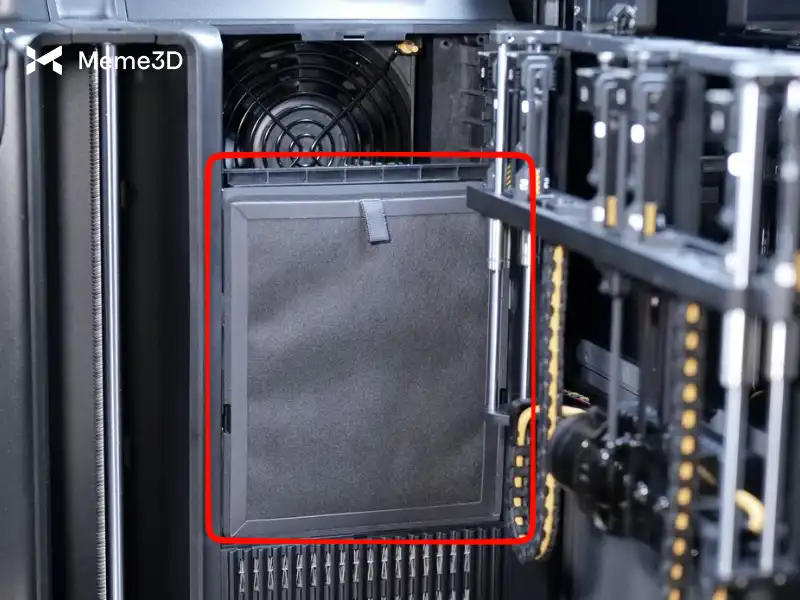
Bộ lọc buồng
Bộ lọc buồng H2C được đặt phía trước quạt hút khí buồng và phía trên bộ phận gia nhiệt buồng ở phía sau máy in. Khi quạt hút khí buồng hút không khí từ buồng in, nó sẽ tùy chọn hút không khí qua bộ lọc này để đảm bảo không khí được lọc trước khi thải ra ngoài. Chức năng này được máy in điều khiển tự động tùy thuộc vào loại sợi in được sử dụng.
Lỗ thông gió buồng in
Lỗ thông gió tự động nằm ở phía trên cùng của máy in, phía trước. Nó được điều khiển tự động để cho phép không khí mát từ bên ngoài được hút vào buồng in khi quạt hút đẩy không khí ra ngoài qua lỗ thông gió.
Bộ đệm sợi và đầu vào TPU
Bộ đệm sợi in có hai kênh sợi in tương ứng với hai đầu in . Kênh trên của bộ đệm được kết nối với đầu in bên phải, và kênh dưới được kết nối với đầu in bên trái.
Khi bộ phận AMS đẩy sợi nhựa vào đầu đùn, áp lực của sợi nhựa sẽ đẩy thanh trượt trong bộ đệm sợi nhựa tương ứng di chuyển, do đó lưu trữ một đoạn nhỏ sợi nhựa bên trong bộ đệm. Khi đầu đùn tiêu thụ hết sợi nhựa trong bộ đệm, thanh trượt sẽ trở lại vị trí ban đầu. Vị trí của thanh trượt được phát hiện bởi một cảm biến và được truyền trở lại AMS và máy in để điều chỉnh tốc độ cấp liệu.
Ngoài ra, khi in với cuộn dây ngoài, bộ phận đệm cũng có chức năng phát hiện rối dây, có thể phát hiện xem cuộn dây ngoài có bị rối hay không. Khi cuộn dây bị rối, lực căng của đầu đùn kéo sợi nhựa sẽ nén một lò xo trong bộ phận đệm sợi nhựa. Cảm biến được kết nối sẽ truyền thông tin này đến Hệ thống Giám sát Sức khỏe của H2C, hệ thống này sẽ tạm dừng quá trình in và hiển thị thông báo để thông báo cho người dùng.

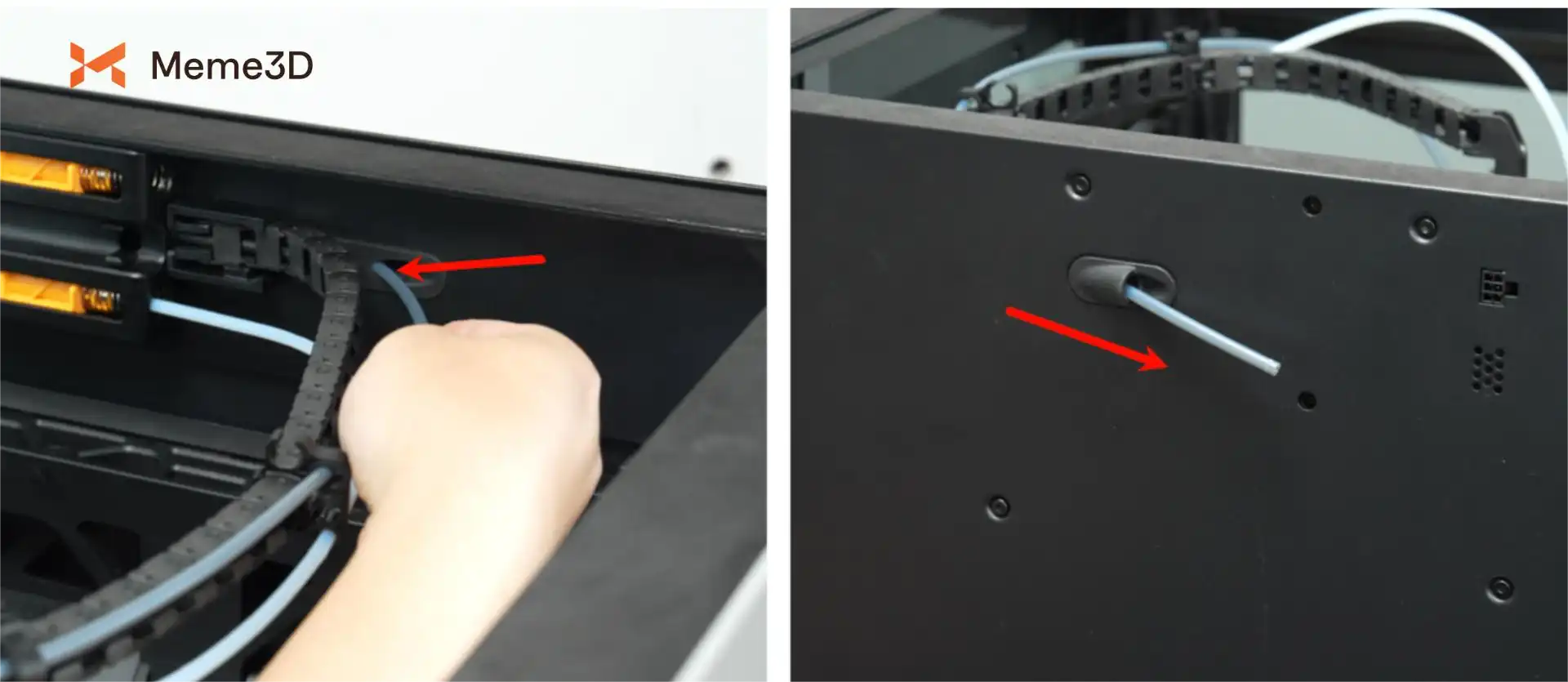
Vì các sợi TPU tiêu chuẩn không được thiết kế để chạy qua bộ đệm sợi, nên một đầu vào TPU riêng biệt được đặt cạnh bộ đệm sợi. Ống PTFE nối với bộ đệm sợi cho vòi phun bên phải của máy đùn có thể được tháo rời khỏi bộ đệm sợi để sử dụng cho mục đích này. Luôn luôn sử dụng vòi phun bên phải khi in các sợi TPU 85A và 90A. Sợi TPU dùng cho AMS có thể được in giống như bất kỳ sợi nào khác không phải TPU.
Gạt nhựa thải
Bộ phận gạt nhựa thải của máy in H2C nằm phía trên ống dẫn nhựa thải ở phía sau máy in và bao gồm bộ phận gạt mực thải ở bên trái và bộ phận gạt vòi phun ở bên phải. Cả hai bộ phận gạt đều có chuyển động chủ động được điều khiển bởi chuyển động của đầu in so với các cần gạt màu vàng ở phía sau khu vực này.
Bộ phận gạt bỏ sợi nhựa thừa sẽ đẩy sợi nhựa đã được loại bỏ vào máng dẫn nhựa, đảm bảo rằng sợi nhựa thừa không bị kéo ngược trở lại khu vực in một cách vô tình.
Bộ phận gạt cặn đầu phun được sử dụng để làm sạch đầu phun khỏi các mẩu nhựa thừa bị kẹt, nếu không chúng sẽ bám vào chi tiết in và làm giảm chất lượng. Bộ phận gạt cặn đầu phun được làm bằng vật liệu silicon và nên được thay thế định kỳ như một phần của quá trình bảo trì thường xuyên.

Phụ kiện bàn nhiệt
Phía sau bàn nhiệt có một số phụ kiện hỗ trợ việc hiệu chỉnh hoặc bảo dưỡng vòi phun.

- Cảm biến hiệu chuẩn độ lệch vòi phun – Được sử dụng để hiệu chuẩn độ lệch của đầu phun bên trái và bên phải trên mặt phẳng XY nhằm đảm bảo vị trí chính xác của hai đầu phun được tính toán chính xác. Nó cũng bao gồm một cảm biến nhiệt có thể thay đổi màu sắc khi in.
- Tấm gạt đầu phun – Các đầu phun được di chuyển trên tấm này để đảm bảo đầu phun luôn nhẵn mịn và không bị bám bẩn.
- Nhãn dán hiệu chuẩn – Được sử dụng để hiệu chuẩn camera đầu công cụ bằng cách cung cấp hình ảnh ổn định và nhất quán.
Nút khóa máy cắt sợi
Đầu in H2C được trang bị hai dao cắt sợi , mỗi bên một dao tương ứng với một đầu gia nhiệt. Các dao cắt được ép bởi chuyển động của đầu in vào các chốt chặn dao cắt ở góc sau của bàn in. Các chốt chặn này có thể xoay ra ngoài để vào vị trí ép vào các dao cắt, nhưng trong các thao tác khác của máy in, chúng được thu gọn lại để cho phép đầu in chuyển động tự do.

Bộ mã hóa hình ảnh
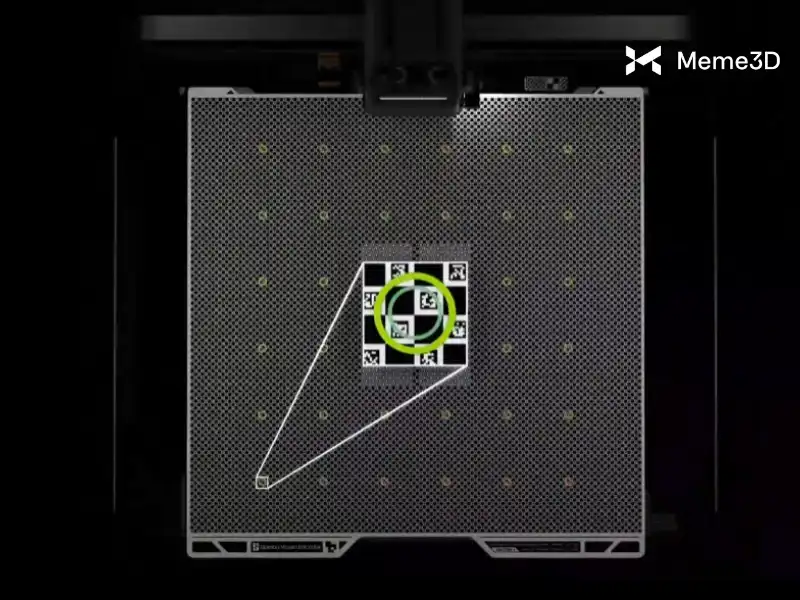
Bộ mã hóa hình ảnh (Vision Encoder) là một tấm hiệu chuẩn đặc biệt chỉ được sử dụng trong quá trình hiệu chuẩn độ chính xác chuyển động . Trong quá trình hiệu chuẩn độ chính xác chuyển động, bộ mã hóa hình ảnh được đặt trên bàn nhiệt thay cho tấm in và máy in sử dụng camera đầu in để quét mẫu hình vuông nhỏ độc đáo trên bộ mã hóa hình ảnh khi đầu in di chuyển đến các vị trí khác nhau.
Sau khi quá trình hiệu chuẩn hoàn tất, bộ mã hóa hình ảnh (Vision Encoder) được tháo ra khỏi bàn nhiệt và cài đặt “Nâng cao độ chính xác chuyển động ” (Motion Accuracy Enhancement) được kích hoạt để cải thiện độ chính xác của chuyển động đầu công cụ H2C, từ đó cải thiện độ chính xác của các bộ phận được in, cắt hoặc khắc.
ℹ️ Lưu ý : Không được sử dụng tấm hiệu chuẩn Vision Encoder để in . Tấm này phải được tháo ra ngay sau khi hoàn tất hiệu chuẩn độ chính xác chuyển động và cất giữ ở nơi an toàn.
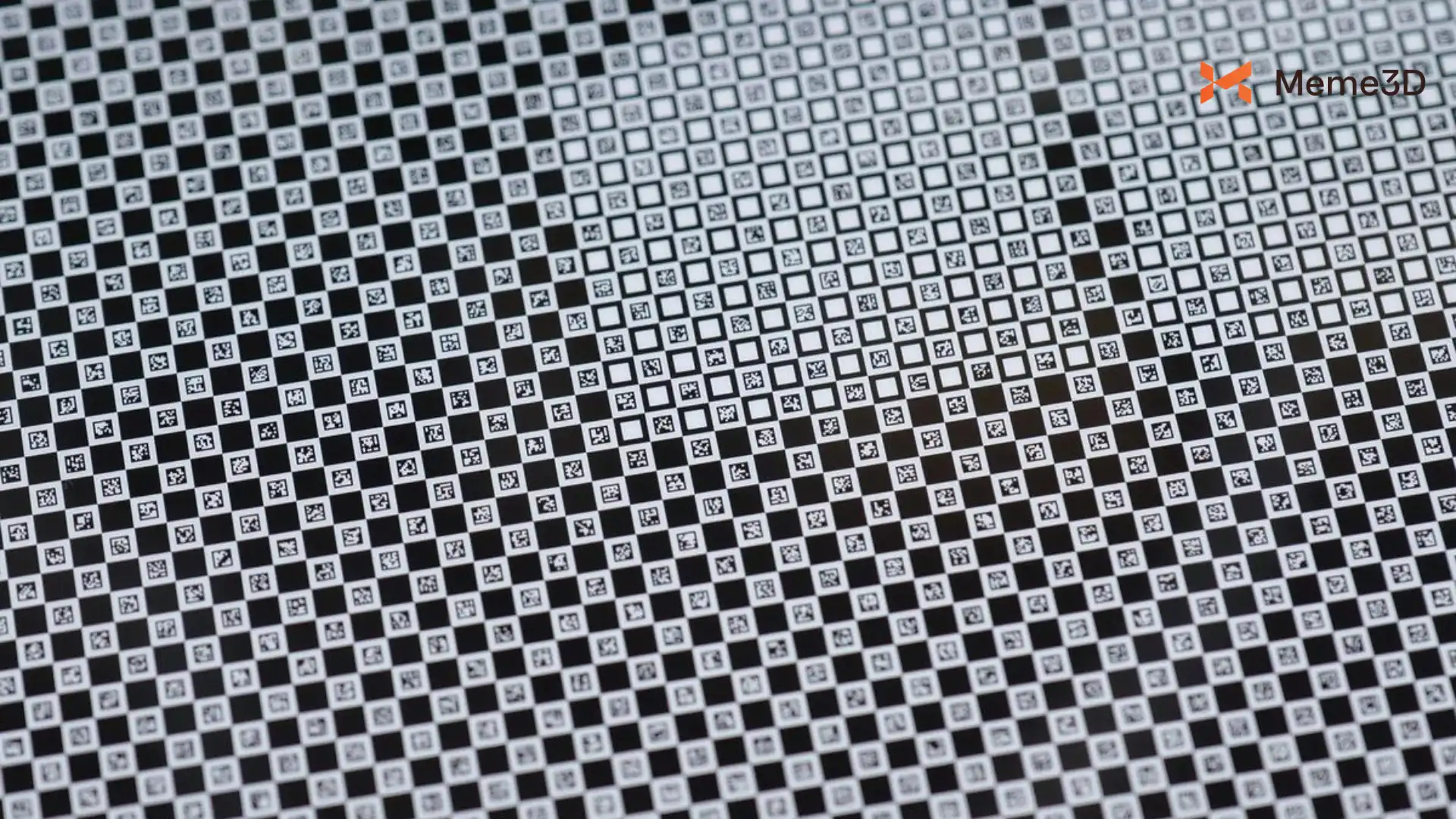
Đây là cái nhìn cận cảnh hơn về các mẫu độc đáo trên Bộ mã hóa hình ảnh.
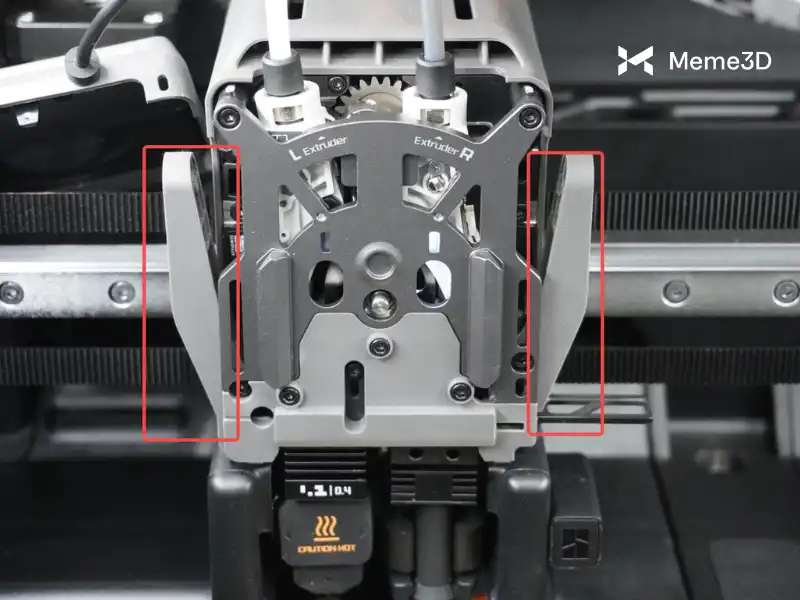
Quạt làm mát phụ trợ
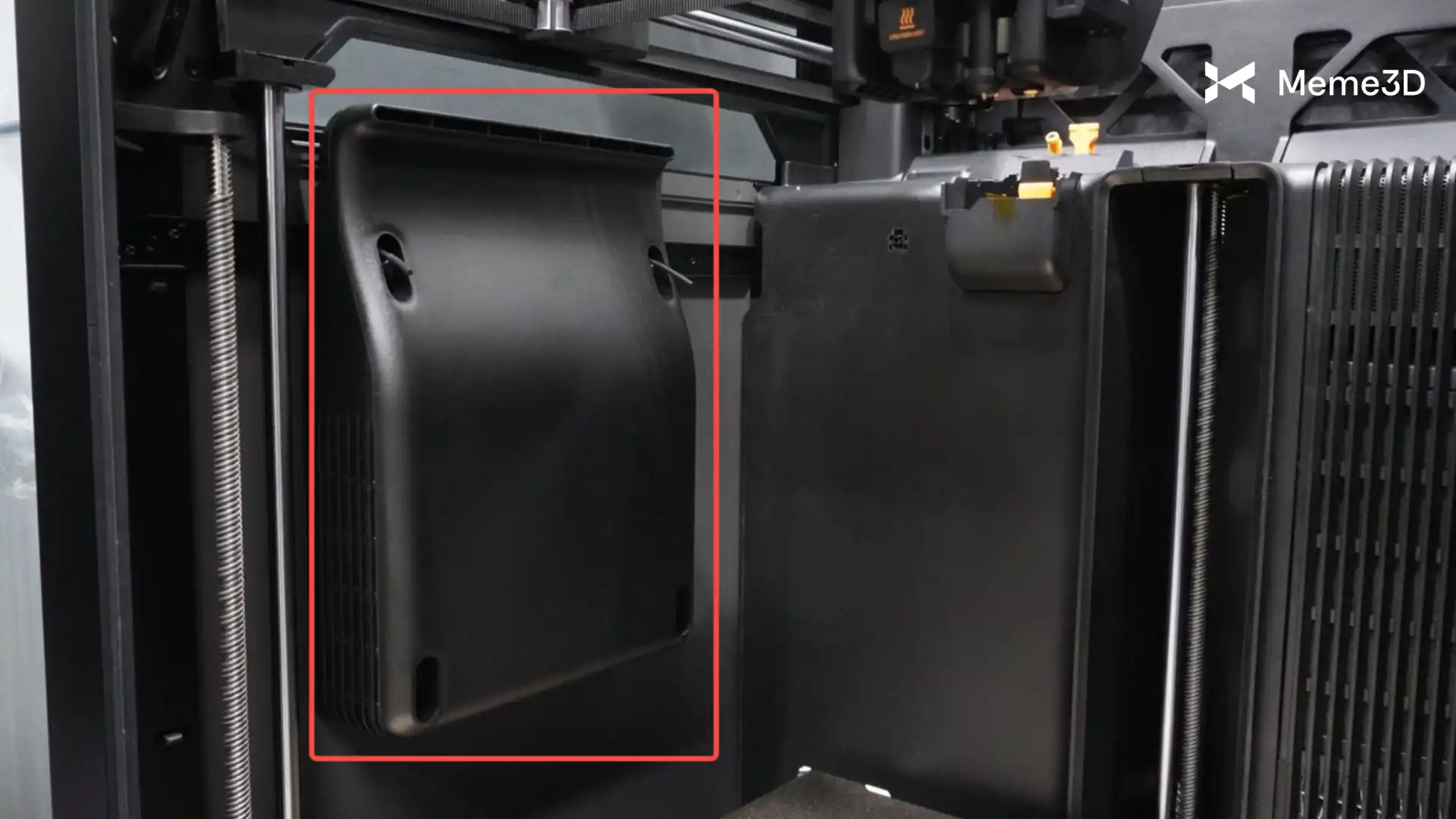
Quạt làm mát phụ trợ , nằm ở mặt bên trái của máy in, đóng vai trò quan trọng trong việc duy trì chất lượng in bằng cách cung cấp thêm khả năng làm mát. Mặc dù quạt làm mát chính đủ dùng cho hầu hết các bản in, nhưng các vật thể nhỏ hơn hoặc các chi tiết phức tạp có thể không được làm mát đủ nhanh, dẫn đến biến dạng hoặc độ bám dính lớp kém.
Để giải quyết vấn đề này, quạt làm mát phụ trợ tạo ra một lớp luồng khí được kiểm soát bao phủ lớp in mới, giúp lớp này đông cứng nhanh chóng và đều. Điều này đảm bảo sự liên kết giữa các lớp tốt hơn và giảm các vấn đề như chảy xệ hoặc cong vênh, đặc biệt khi in ở tốc độ cao hơn hoặc sử dụng các vật liệu yêu cầu kiểm soát làm mát chính xác, như PLA.
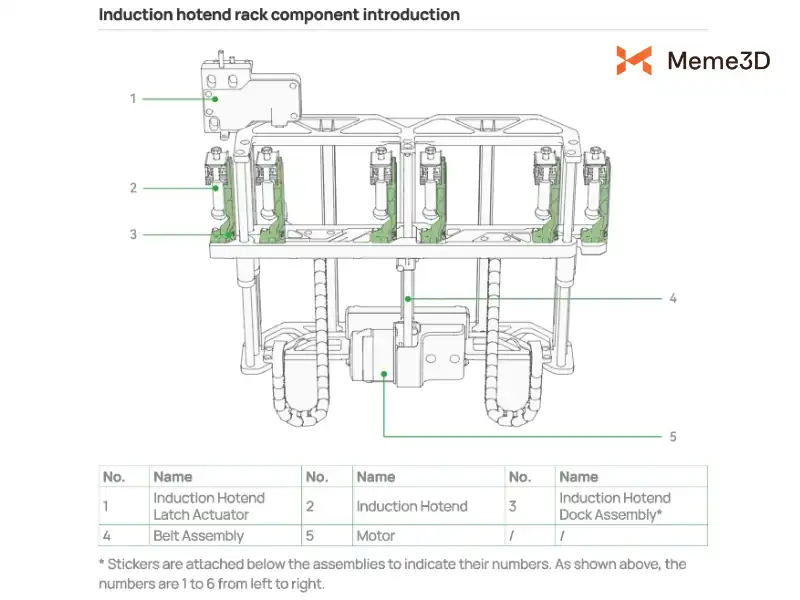
Giá đỡ đầu gia nhiệt cảm ứng
Giá đỡ đầu phun cảm ứng được lắp đặt ở phía bên phải của buồng in và được cố định bằng 4 vít. Chức năng chính của nó là cho phép tự động chuyển đổi và lưu trữ các đầu phun cảm ứng. Nó hỗ trợ thay thế hoàn toàn tự động tối đa sáu đầu phun cảm ứng mà không cần bất kỳ sự can thiệp thủ công nào. Đồng thời, giá đỡ tích hợp các cảm biến thông minh liên tục giám sát và cung cấp phản hồi về vị trí và trạng thái hoạt động của từng đầu phun cảm ứng, đảm bảo hiệu suất in ổn định và đáng tin cậy.
Dưới đây là các bộ phận của giá đỡ đầu phun cảm ứng.