Chưa có sản phẩm trong giỏ hàng.
Các Vấn đề Thường gặp trong Xử lý Laser
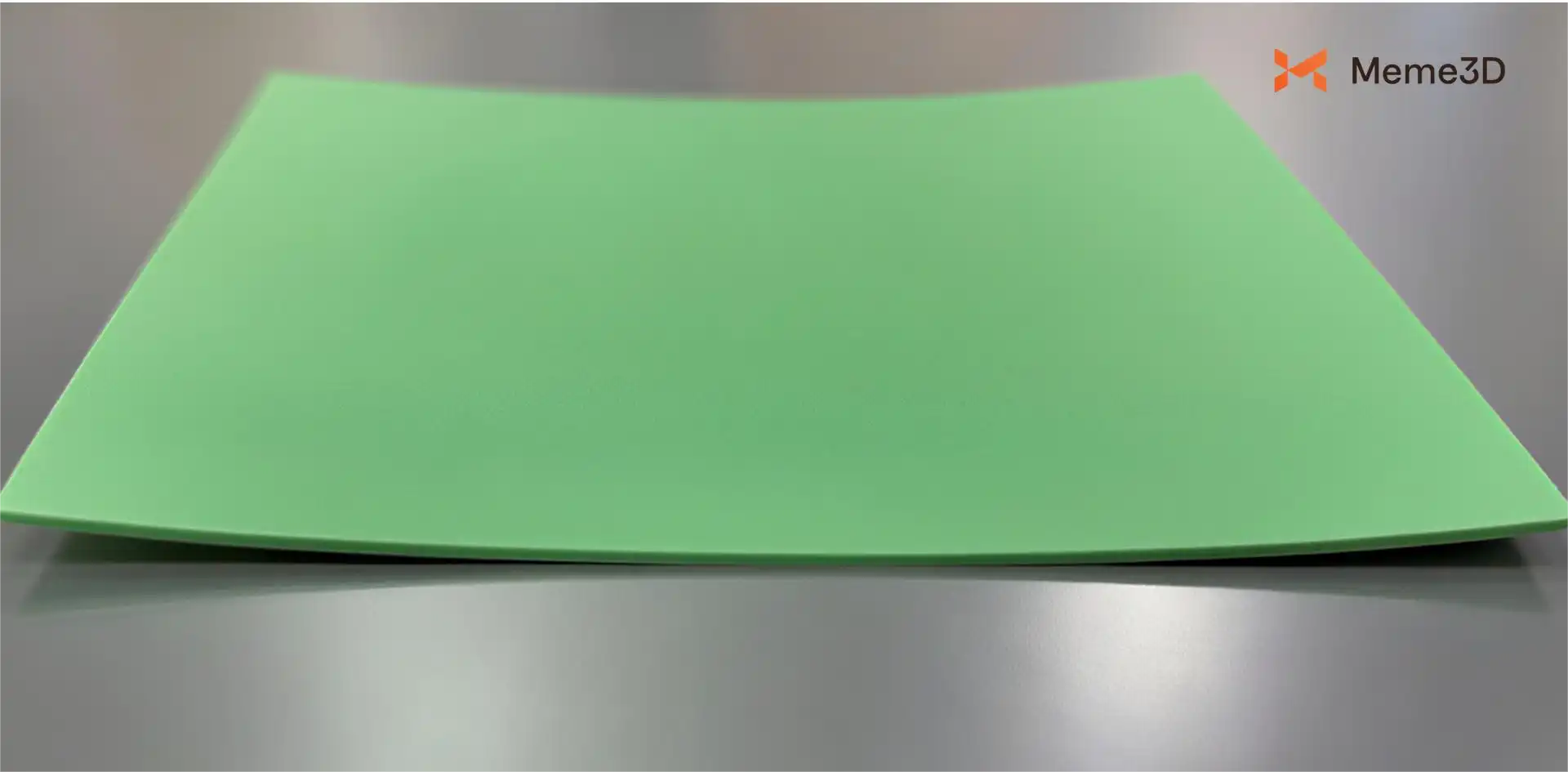
Vấn đề 1: Vật liệu Bị Biến dạng hoặc Cong vênh Đáng kể
Các Nguyên nhân Thường gặp & Giải pháp
- Tích tụ Ứng suất Nhiệt: Trong quá trình khắc diện tích lớn hoặc xử lý liên tục, sự gia tăng nhiệt độ cục bộ có thể gây ra hiện tượng giãn nở và co rút nhiệt không đồng đều, dẫn đến tập trung ứng suất bên trong và gây ra hiện tượng uốn cong, phồng rộp hoặc cong vênh mép. Điều này thường xảy ra với các vật liệu nhạy cảm với nhiệt hoặc những vật liệu có hệ số giãn nở nhiệt cao, chẳng hạn như gỗ, mica (acrylic) và các tấm thép mỏng. Để giải quyết vấn đề này, khi khắc nhiều mẫu hình, hãy sử dụng tính năng xử lý hàng loạt để phân tán nhiệt và giảm tập trung ứng suất. Đối với thời gian xử lý dài hoặc các thiết kế dày đặc, hãy tạm dừng định kỳ để vật liệu nguội tự nhiên trước khi tiếp tục.
- Lỗi Vật liệu Vốn có hoặc Bảo quản Không đúng cách: Một số tấm vật liệu có thể bị cong vênh trong quá trình bảo quản hoặc vận chuyển do hút ẩm, bị nén ép hoặc có khuyết tật ở vật liệu. Do đó, vui lòng kiểm tra vật liệu trước khi xử lý và chọn những tấm phẳng, không bị cong vênh.
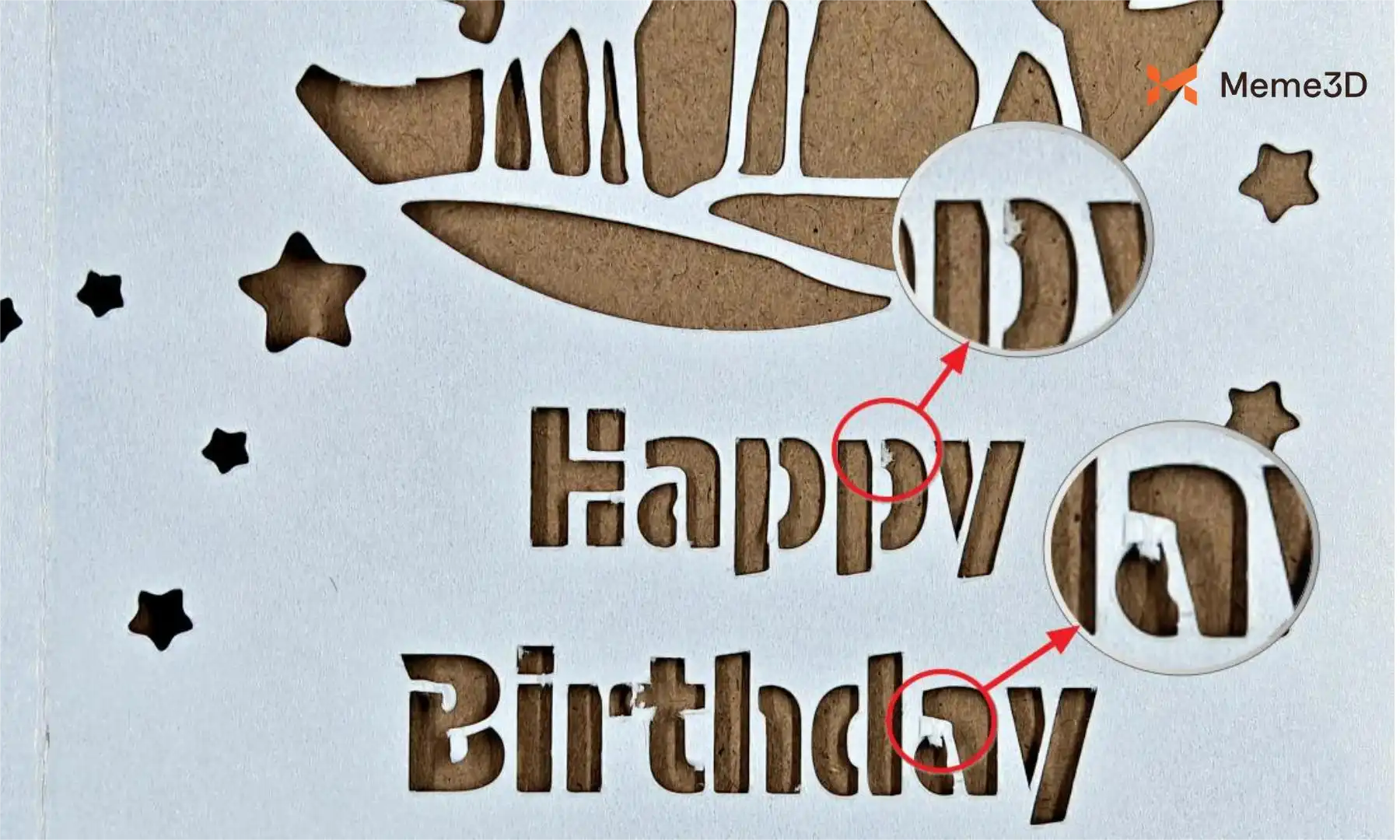
Vấn đề 2: Vết Khắc Bị Mờ hoặc Vật liệu Không Bị Cắt Đứt Hoàn toàn
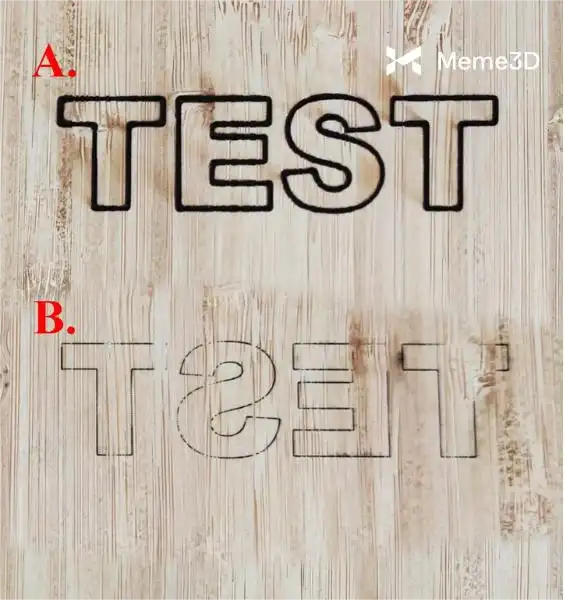
Lưu ý: A = mặt trước, B = mặt sau.
Các Nguyên nhân Thường gặp & Giải pháp
- Cài đặt Công suất/Tốc độ Không phù hợp: Nếu công suất laser quá thấp hoặc tốc độ khắc quá cao, năng lượng cung cấp trên mỗi đơn vị diện tích sẽ không đủ, làm giảm độ sâu nét khắc. Các thông số vật liệu mặc định có thể không phù hợp với tất cả các vật liệu, đặc biệt là các vật liệu tùy chỉnh hoặc không được chứng nhận. Do đó, bạn nên sử dụng chức năng “Calibration” (Hiệu chuẩn) để kiểm tra và tối ưu hóa công suất và tốc độ cho vật liệu hiện tại.
- Cài đặt Độ dày Vật liệu Không chính xác Gây Lệch tiêu cự: Tia laser phải được lấy nét chính xác để tập trung năng lượng. Việc nhập sai độ dày có thể làm lệch tiêu điểm của tia laser, dẫn đến vết cắt không hoàn chỉnh hoặc mép bị cháy. Để giải quyết vấn đề này, hãy sử dụng chức năng “Targeted-Measure” (Đo lường có mục tiêu), chức năng này sử dụng radar vi khoảng cách tích hợp của module laser để đo khoảng cách từ module đến bề mặt vật liệu. Sau đó, hệ thống sẽ tự động tính toán độ dày để lấy nét chính xác.
- Thấu kính Module Laser Bị bẩn: Bụi, cặn khói hoặc dầu có thể làm suy yếu năng lượng laser, gây ra các mẫu hình bị mờ hoặc cắt thất bại. Vì vậy, vui lòng làm sạch thấu kính hội tụ thường xuyên và thay thế nếu bị hỏng để ngăn chặn hiện tượng tán xạ chùm tia hoặc hư hỏng linh kiện quang học.
- Độ hấp thụ của Vật liệu Thấp: Các bề mặt màu xanh lam, trong suốt, có độ phản quang cao hoặc kim loại (ví dụ: đồng, nhôm, kim loại tráng gương) hấp thụ tia laser bước sóng xanh kém, khiến việc khắc không hiệu quả. Để cải thiện kết quả, hãy dán băng dính đen, mực bút lông hoặc xịt lớp phủ lên bề mặt để cải thiện khả năng hấp thụ và chất lượng khắc.
Vấn đề 3: Đo Chiều cao Không chính xác, Đo Độ dày Bị sai, hoặc Sai lệch Lớn
Các Nguyên nhân Thường gặp & Giải pháp
- Chiều cao Bề mặt Hỗ trợ Không đồng đều:
- Sử dụng tấm lót (baseboard) không đúng: Việc sử dụng tấm lót không tiêu chuẩn trên bàn cắt laser làm cho chiều cao bề mặt hỗ trợ bị lệch khỏi chiều cao tham chiếu mặc định của bàn cắt, khiến kết quả đọc độ dày quá cao hoặc quá thấp.
- Lắp đặt thanh trượt (slats) không đúng cách: Các thanh trượt lắp không thẳng hàng trên bàn cắt laser có thể tạo ra chênh lệch chiều cao cục bộ, dẫn đến sai số đo.

- Vật liệu Bị cong vênh: Thường gặp ở các vật liệu nhạy cảm với độ ẩm như ván ép và gỗ thịt, đặc biệt là trong môi trường có độ ẩm dao động lớn. Hiện tượng cong vênh làm tăng khoảng cách đo được từ bề mặt trên cùng đến giá đỡ, khiến vật liệu có vẻ dày hơn thực tế. Dưới đây là một số gợi ý bạn có thể làm theo để giải quyết vấn đề này:
- Làm ẩm nhẹ: Sử dụng máy phun sương hoặc bình xịt để phun sương nhẹ và đều cả hai mặt của vật liệu, tăng độ ẩm dần dần để tránh tình trạng phồng rộp một mặt.
- Ép phẳng: Đặt mặt lồi ngửa lên trên một bề mặt phẳng, dùng vật nặng đè lên và để trong vài giờ.
- Làm khô tự nhiên: Để độ ẩm bề mặt bay hơi tự nhiên trước khi sử dụng.
Vấn đề 4: Vị trí Mẫu Khắc Không Khớp với Thực tế
Các Nguyên nhân Thường gặp & Giải pháp
- Lệch Camera Mắt chim (BirdsEye): Độ rung trong quá trình vận chuyển hoặc sử dụng có thể làm lệch vị trí hoặc góc của camera, làm giảm độ chính xác khi định vị. Do đó, chúng tôi đặc biệt khuyên bạn nên vào Toolbox (Hộp công cụ) → BirdsEye Camera Setup (Thiết lập Camera BirdsEye) trong phần mềm để hiệu chuẩn lại vị trí và hướng của camera sau khi kết nối module laser.
- Nhập Sai Độ dày Vật liệu: Sự chênh lệch lớn giữa độ dày được nhập và độ dày thực tế có thể gây ra lỗi hình ảnh, dẫn đến sai lệch mẫu hình. Để giải quyết vấn đề này, bạn có thể sử dụng chức năng “Targeted-Measure” (Đo lường có mục tiêu) hoặc đo độ dày bằng thước kẹp (vernier caliper) và nhập thủ công để tránh đặt sai vị trí.
- Căn chỉnh Phôi Không đúng cách Trong quá trình Tạo ảnh: Nếu mẫu hình không được đặt chính xác trong khu vực vật liệu, có thể là do việc căn chỉnh hình ảnh chưa hoàn tất hoặc các thao tác di chuyển chưa hoàn thành. Vui lòng sử dụng chức năng “Camera” để thu được hình ảnh thực tế của vật liệu, sau đó kéo rê mẫu hình vào vị trí chính xác trước khi khắc.
- Biến dạng Hình ảnh Trên Các Vật liệu Dày: Đối với các vật liệu dày hơn, hình ảnh camera có thể bị biến dạng đôi chút, ảnh hưởng đến độ chính xác khi định vị. Đối với những hình ảnh bị biến dạng rõ rệt hoặc đo độ dày thất bại, hãy nhập thủ công độ dày trước khi thực hiện các thao tác đo lường và sắp xếp.
Vấn đề 5: Mép Bị Cháy hoặc Hoá than Trong quá trình Khắc/Cắt Laser trên Tấm Gỗ

Các Nguyên nhân Thường gặp & Giải pháp
- Công suất Laser Quá Lớn hoặc Tốc độ Cắt Chậm: Nếu công suất laser quá cao hoặc tốc độ cắt quá chậm, lượng nhiệt tích tụ quá mức tại khu vực khắc có thể làm cho các mép bị cháy hoặc hóa than. Bạn nên thực hiện bài kiểm tra ma trận hiệu chuẩn công suất – tốc độ và chọn các kết hợp thông số tạo ra các mép sắc nét với thang độ xám vừa phải.
- Bật Hỗ trợ Khí (Air Assist): Sử dụng luồng không khí định hướng, tốc độ cao để làm mát khu vực xử lý laser. Điều này giúp ngăn ngừa hiện tượng hóa than trong quá trình khắc hoặc cắt và cải thiện chất lượng bề mặt của thành phẩm.
- Độ ẩm Cao trong Gỗ: Độ ẩm trong gỗ bay hơi nhanh chóng dưới nhiệt độ cao, hòa quyện với khói và bụi từ quá trình đốt laser. Cặn bẩn này có thể bám vào các mép, gây hóa than và làm giảm độ rõ nét của mép cắt. Vui lòng sử dụng các tấm gỗ khô, được bịt kín và bảo quản đúng cách, đồng thời tránh các vật liệu bị ẩm.
- Gỗ Quá Khô: Việc sấy khô quá mức có thể làm cho các sợi gỗ trở nên giòn, dẫn đến quá trình cacbon hóa cục bộ dưới tác động của nhiệt laser. Những tấm ván quá khô cũng dễ bị cong vênh, có thể gây ra hiện tượng lấy nét không ổn định. Hãy sấy gỗ ở mức độ vừa phải và bảo quản trong môi trường có độ ẩm ổn định để ngăn ngừa biến dạng.
- Bề mặt Bị bẩn (Dầu hoặc Bụi): Vết dầu, bụi hoặc các chất bẩn khác trên bề mặt có thể gây ra sự phân bổ năng lượng laser không đồng đều. Lau sạch bề mặt tấm ván bằng vải khô hoặc không xơ trước khi khắc để đảm bảo không dính dầu, bụi hoặc mảnh vụn.
Các Vấn đề Thường gặp trong Quá trình Vẽ
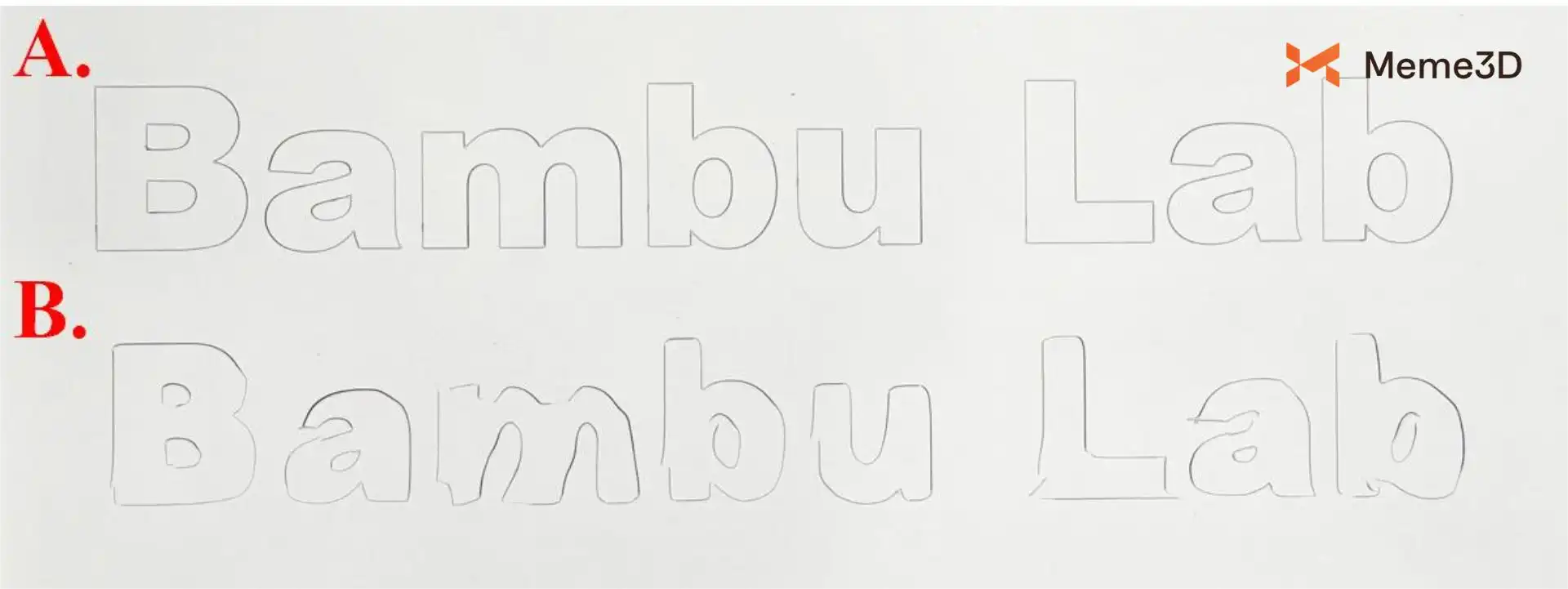
Vấn đề 1: Lệch Hình ảnh Sau khi Thay Bút
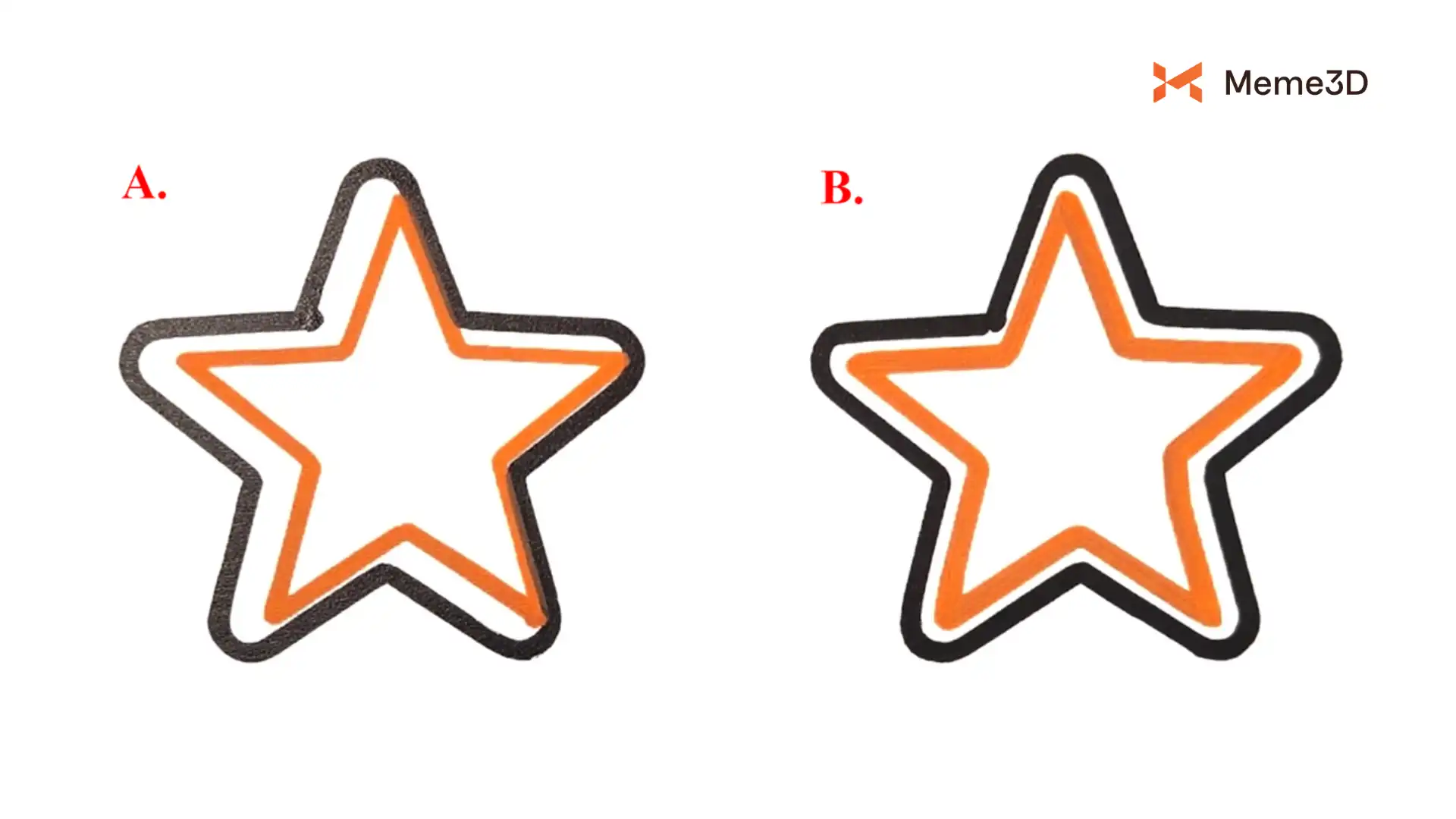
Lưu ý: A = hình ảnh bị lệch, B = kết quả mong muốn.
Các Nguyên nhân Thường gặp & Giải pháp
- Bút Lắp Không Đúng Cách: Nếu bút không được cắm hết cỡ hoặc không được kẹp chặt trong quá trình thay thế, vị trí đầu bút có thể khác với bút trước đó, gây ra sai lệch. Đẩy bút xuống hết mức và đảm bảo nó được kẹp chặt để tránh bị lỏng hoặc nghiêng.
- Kích thước Bút Không Nhất quán: Các mẫu hoặc nhãn hiệu bút khác nhau có thể có chiều dài ngòi khác nhau, dẫn đến sai sót trong xử lý. Hãy sử dụng các loại bút có thông số kỹ thuật đồng nhất để đảm bảo vị trí nhất quán.
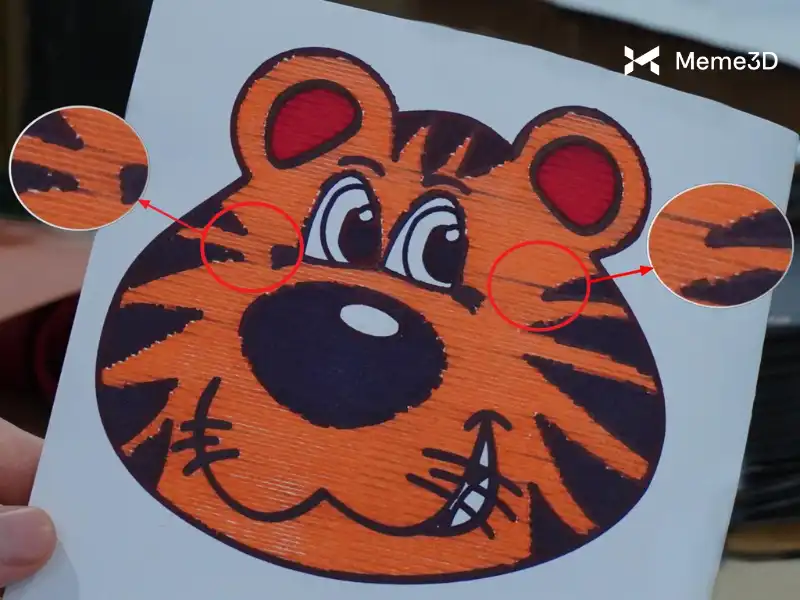
Vấn đề 2: Chảy Màu (Nhoè màu) trong Vẽ Đa Màu
Các Nguyên nhân Thường gặp & Giải pháp
- Màu Tối Đè lên Các Vùng Sáng: Các sắc tố màu tối rất khó để che phủ bằng các màu sáng và có thể gây nhiễm màu hoặc chảy màu ở mép. Tối ưu hóa trình tự vẽ bằng cách áp dụng các màu sáng trước, sau đó là các màu tối, để tránh tình trạng chảy màu do màu tối đè lên màu sáng.
- Màu Trước Chưa Khô Hoàn Toàn: Áp dụng màu tiếp theo trước khi màu trước đó khô có thể gây ra tình trạng pha trộn màu và làm mờ các đường nét. Hãy để đủ thời gian sấy khô giữa các lớp màu để đảm bảo kết quả sắc nét.
Các Vấn đề Thường gặp trong Quá trình Cắt
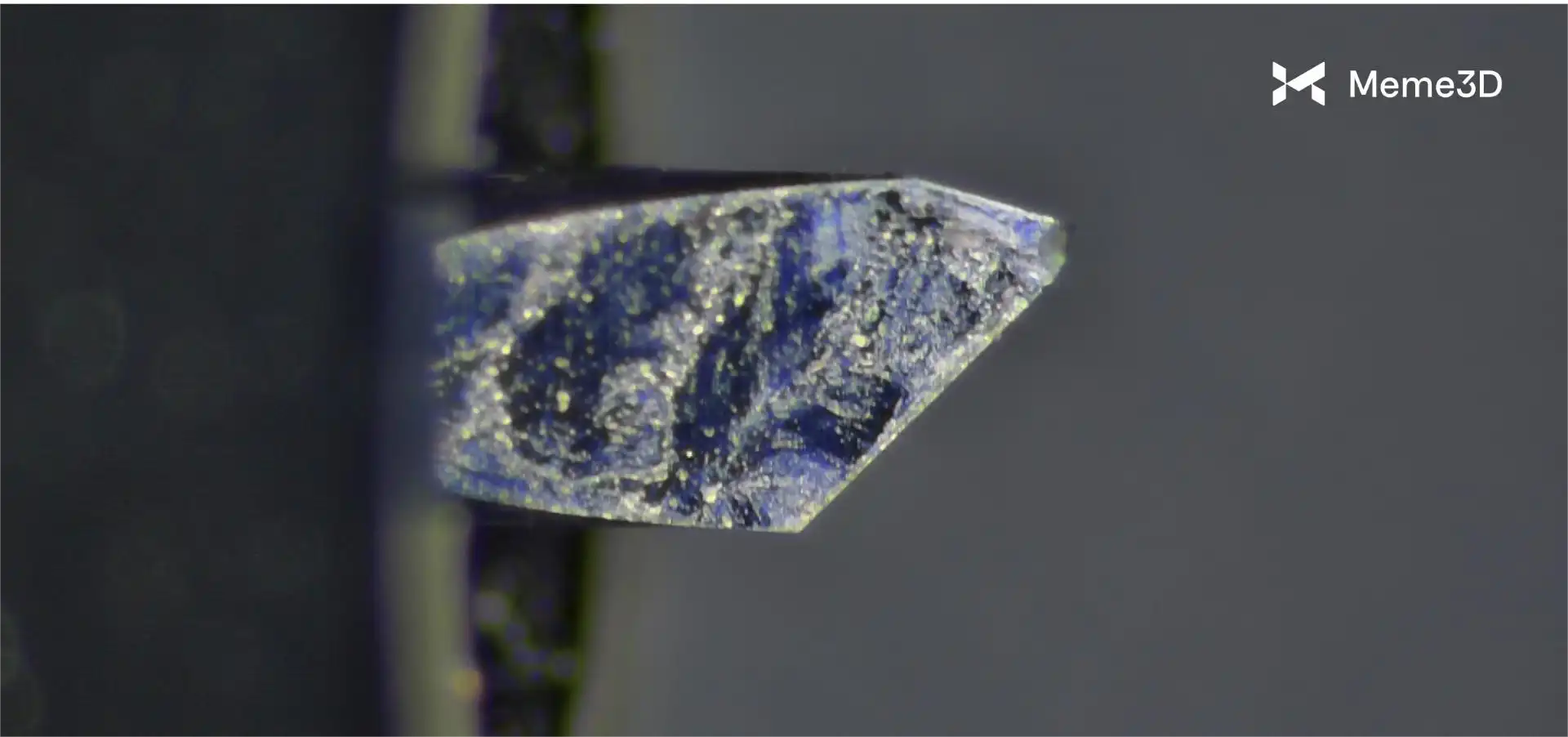
Vấn đề 1: Mép Cắt Bị Cùn, Có Bavia (Gờ) hoặc Giấy Bị Xước
Các Nguyên nhân Thường gặp & Giải pháp
- Áp lực cắt không đủ: Các cài đặt mặc định có thể không đủ mạnh đối với các vật liệu dày hơn hoặc đặc hơn, khiến cho các đường cắt không hoàn chỉnh. Chúng tôi đặc biệt khuyên bạn nên sử dụng chức năng “Calibration” (Hiệu chuẩn) để kiểm tra và thiết lập áp lực tối ưu cũng như các giá trị bù áp lực cho vật liệu hiện tại.
- Vật liệu bị ẩm: Giấy và các vật liệu hút ẩm khác sẽ giảm độ bền khi bị ẩm, khiến chúng dễ bị rách hoặc sờn mép. Vui lòng kiểm tra xem vật liệu đã khô chưa trước khi cắt, bảo quản chúng trong hộp kín có hạt hút ẩm ở môi trường có độ ẩm thấp, và luôn giữ chúng ở môi trường có độ ẩm thấp.
- Lưỡi dao bị xỉn (cùn) hoặc lắp lệch: Lưỡi dao bị mòn hoặc lưỡi dao được lắp sai góc sẽ làm giảm chất lượng vết cắt. Thường xuyên kiểm tra lưỡi dao, thay thế khi bị mòn và đảm bảo chúng được lắp chắc chắn ở đúng góc. Sự mài mòn của đầu mũi dao diễn ra như sau:
Vấn đề 2: Mẫu Hình Không Được Cắt Đứt Hoàn Toàn
Các Nguyên nhân Thường gặp & Giải pháp
- Áp lực cắt không đủ: Các cài đặt áp lực mặc định có thể không đủ mạnh đối với vật liệu dày hơn hoặc đặc hơn, dẫn đến cắt không hoàn chỉnh. Sử dụng chức năng “Calibration” trong phần mềm để kiểm tra và áp dụng các giá trị áp lực cắt và bù áp lực tối ưu cho từng vật liệu cụ thể.
- Lắp đặt module bị lỏng: Nếu module cắt không được gắn chắc chắn, nó có thể bị rung lắc trong quá trình vận hành, gây ra mất áp lực và vết cắt nông. Trước khi bắt đầu, hãy lắc nhẹ module bằng tay để kiểm tra độ ổn định. Nếu cảm thấy lỏng lẻo, hãy siết chặt các vít khóa bằng cờ lê lục giác để đảm bảo nó được lắp đặt chắc chắn.
- Lưỡi dao bị mòn hoặc hỏng: Lưỡi dao bị cùn hoặc gãy làm giảm hiệu suất cắt. Thường xuyên kiểm tra lưỡi dao (sử dụng kính lúp nếu cần), và thay thế kịp thời nếu phát hiện có bất kỳ hao mòn hay hư hại nào.
- Chọn sai vật liệu trong phần mềm: Nếu vật liệu được chọn trong phần mềm không khớp với vật liệu thực tế trên bàn cắt, các thông số có thể bị sai lệch, dẫn đến lực cắt không đủ. Luôn kiểm tra kỹ để đảm bảo rằng các cài đặt vật liệu khớp với những gì bạn đang sử dụng.
- Vật liệu quá dày để cắt trong một lần: Việc cố gắng cắt xuyên qua vật liệu dày trong một lần có thể thất bại. Bạn nên giới hạn độ dày cắt cho một lần (single-pass) ở mức 0.5 mm hoặc ít hơn. Đối với các vật liệu dày hơn, hãy tăng số lượt cắt trong Bambu Suite để cải thiện độ xuyên thấu.
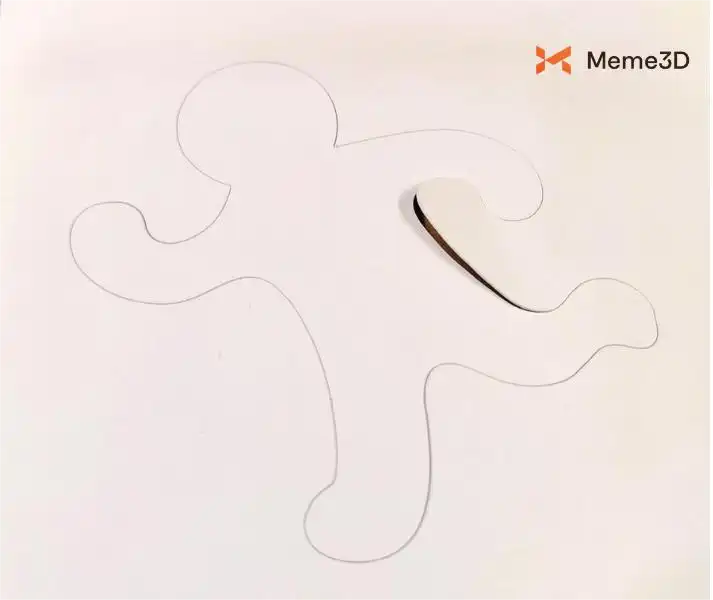
Vấn đề 3: Mẫu Hình Bị Biến Dạng Trong Quá Trình Cắt
Lưu ý: A = kết quả dự kiến, B = kết quả bị biến dạng
Các Nguyên nhân Thường gặp & Giải pháp
- Gắn module không ổn định: Nếu module cắt không được cố định chắc chắn, lưỡi dao có thể bị xê dịch trong quá trình hoạt động, làm cho đường cắt bị lệch và mẫu hình bị biến dạng. Trước khi xử lý, hãy lắc nhẹ module để xác nhận rằng nó ổn định. Nếu phát hiện thấy có sự lỏng lẻo, hãy sử dụng cờ lê lục giác để siết chặt các vít tại các vị trí được chỉ định để đảm bảo module được lắp đặt an toàn. Vị trí vít như sau:

Vấn đề 4: Không Cắt Được Các Mẫu Hình Nhỏ
Các Nguyên nhân Thường gặp & Giải pháp
- Mẫu hình quá nhỏ: Nếu đường kính của thiết kế dưới 1 mm, lưỡi dao đơn giản là không thể cắt hiệu quả. Để tránh việc cắt không đứt, hãy giữ chiều rộng hoặc đường kính tối thiểu ở mức từ 5 mm trở lên để lưỡi dao có đủ không gian làm việc.
- Biến dạng trong quá trình cắt: Các hình dạng nhỏ xíu dễ bị tác động bởi các lực ngang. Ngay cả sự biến dạng nhỏ của máy cũng có thể khiến đường cắt bị lệch. Việc giảm áp lực cắt có thể giúp giảm bớt các lực này và cải thiện độ chính xác.
- Độ bám dính kém vào bàn cắt: Các mẫu hình nhỏ có ít diện tích bề mặt để bám vào bàn cắt hơn, do đó chúng có thể bị xê dịch trong quá trình cắt. Hãy sử dụng một tấm thảm dính (adhesive mat) mới và dùng con lăn ép chặt vật liệu xuống để đảm bảo nó cố định tại chỗ.
