Chưa có sản phẩm trong giỏ hàng.
Chúc mừng bạn đã hoàn thành Khóa học Trung cấp của Bambu Studio! Đến lúc này, có lẽ bạn đã nắm vững hầu hết các tính năng chính và cài đặt thông số của Bambu Studio.
Tiếp theo, chúng ta hãy tiếp cận theo định hướng mục tiêu để khám phá các kỹ thuật cắt lớp (slicing) nâng cao hơn.
Trong in 3D, việc làm chủ và điều chỉnh chiến lược cắt lớp một cách có tính toán là điều thiết yếu. Trong chương này, chúng ta sẽ đi sâu vào cách tối ưu hóa cấu hình thông số trong Bambu Studio để tập trung vào ba mục tiêu in cốt lõi: Bề mặt hoàn thiện Chất lượng cao, Độ bền cấu trúc, và Hiệu suất in cao.
Bề mặt hoàn thiện Chất lượng cao
Khi một mô hình được dùng để trưng bày, cho mục đích nghệ thuật hoặc yêu cầu lắp ráp chính xác, việc đạt được chất lượng in vượt trội trở thành ưu tiên hàng đầu. Dưới đây là các cài đặt chính trong Bambu Studio để nâng cao vẻ ngoài và độ chính xác bề mặt cho các bản in của bạn:
Sử dụng Cấu hình in Chất lượng cao (High-Quality Print Profiles)
Điều hướng đến tab “Process” ở bảng bên trái và chọn một preset (cài đặt sẵn) có chiều cao lớp (layer height) nhỏ hơn, chẳng hạn như “0.12mm High Quality” hoặc “0.16mm High Quality”, để cải thiện chi tiết bề mặt. 0.12mm mang lại độ phân giải cao hơn nhưng tốn nhiều thời gian in hơn, trong khi 0.16mm mang lại sự cân bằng tốt giữa chất lượng và tốc độ in.
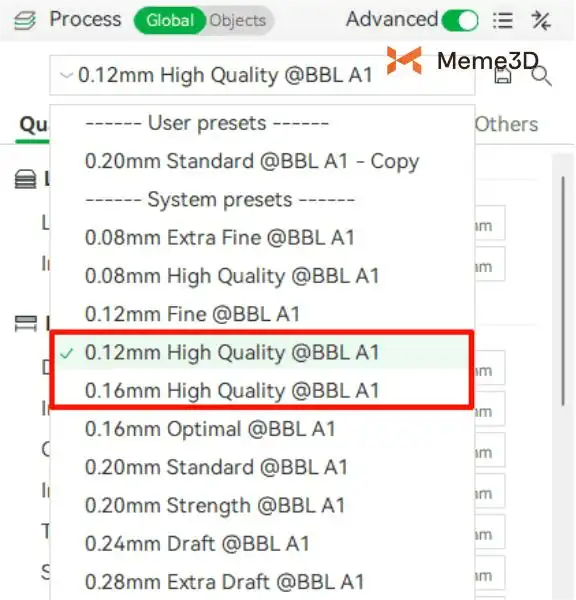
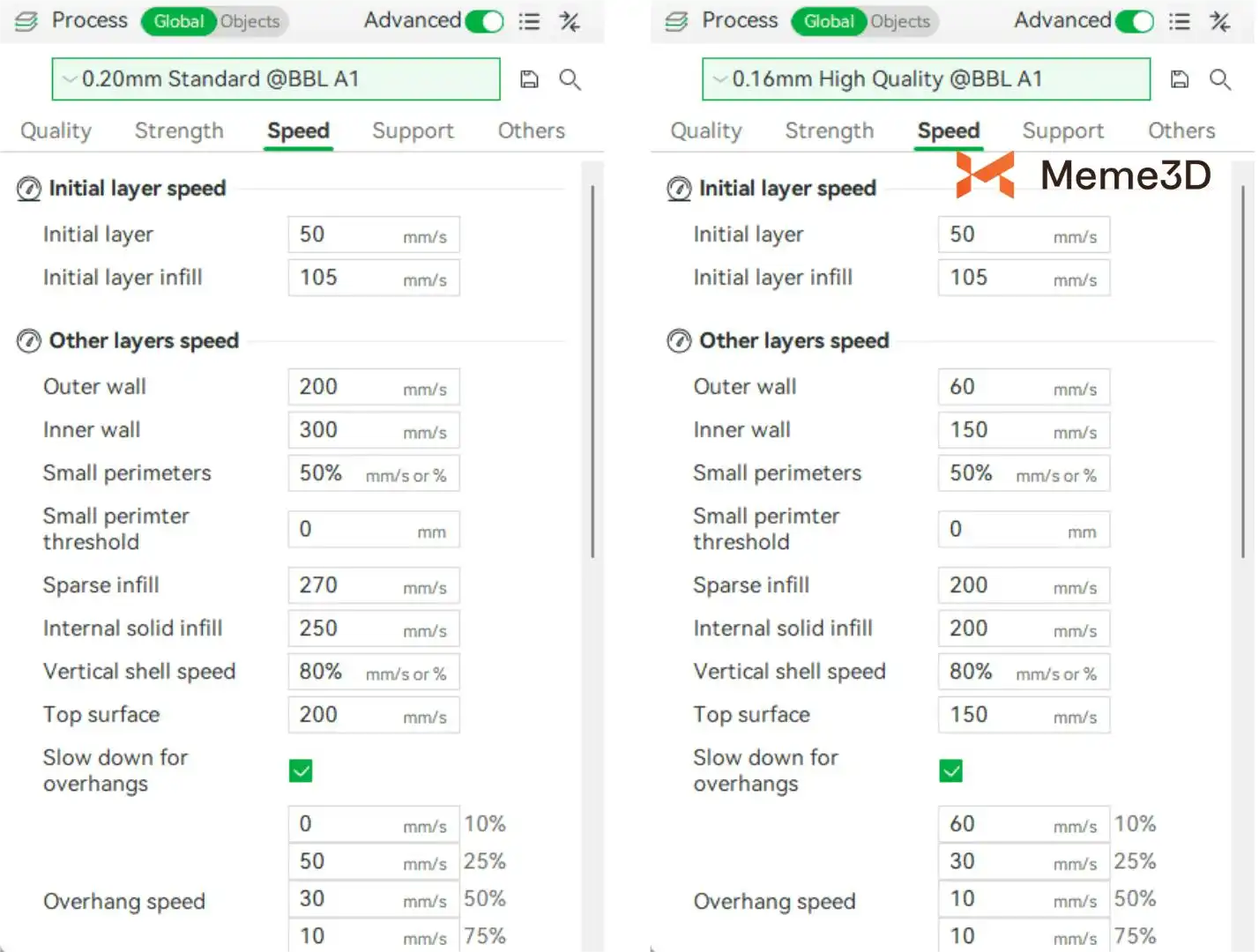
Sau khi chọn một trong các cấu hình in chất lượng cao này, Bambu Studio sẽ tự động tinh chỉnh một số cài đặt—như giảm nhẹ tốc độ in và điều chỉnh kiểu lấp đầy (infill pattern)—để đạt được kết quả in ổn định và chi tiết hơn.
Chiều cao lớp (Layer height) có tác động trực tiếp đến độ mịn bề mặt của mô hình. Chiều cao lớp thấp hơn có thể làm giảm đáng kể sự hiện diện của các đường vân lớp dọc theo trục Z, mang lại sự chuyển tiếp mượt mà hơn trên các bề mặt nghiêng, cong và thể hiện rõ ràng hơn các chi tiết nhỏ.
Lưu ý: Không khuyến nghị sử dụng các chiều cao lớp cực thấp như 0.08 mm trừ khi thực sự cần thiết. Những cài đặt này đặt ra yêu cầu rất cao về tình trạng của máy in và khả năng kiểm soát đùn nhựa. Ở độ phân giải tinh tế như vậy, ngay cả hiện tượng đùn thừa hoặc thiếu nhựa (over/under-extrusion) dù rất nhỏ cũng có thể ảnh hưởng rõ rệt đến chất lượng in—gây ra các vấn đề như cục nhựa (blobs), độ dày đường in không đồng đều và các khiếm khuyết bề mặt khác. Điều này dẫn đến khả năng dung sai lỗi thấp hơn, nghĩa là ngay cả những sai sót nhỏ cũng có thể làm hỏng toàn bộ bản in. Hơn nữa, chiều cao lớp cực thấp cũng làm tăng nguy cơ gặp sự cố in ấn. Tốc độ đùn nhựa giảm dẫn đến thời gian lưu lại của sợi nhựa bên trong đầu phun lâu hơn. Đối với các vật liệu như PLA, vốn dễ bị suy giảm chất lượng do nhiệt, điều này có thể làm tăng nguy cơ tắc nghẽn do phân hủy nhiệt hoặc cacbon hóa.
Tránh cắt ngang chu vi để giảm kéo chỉ (Avoid Crossing Perimeters to Reduce Stringing)
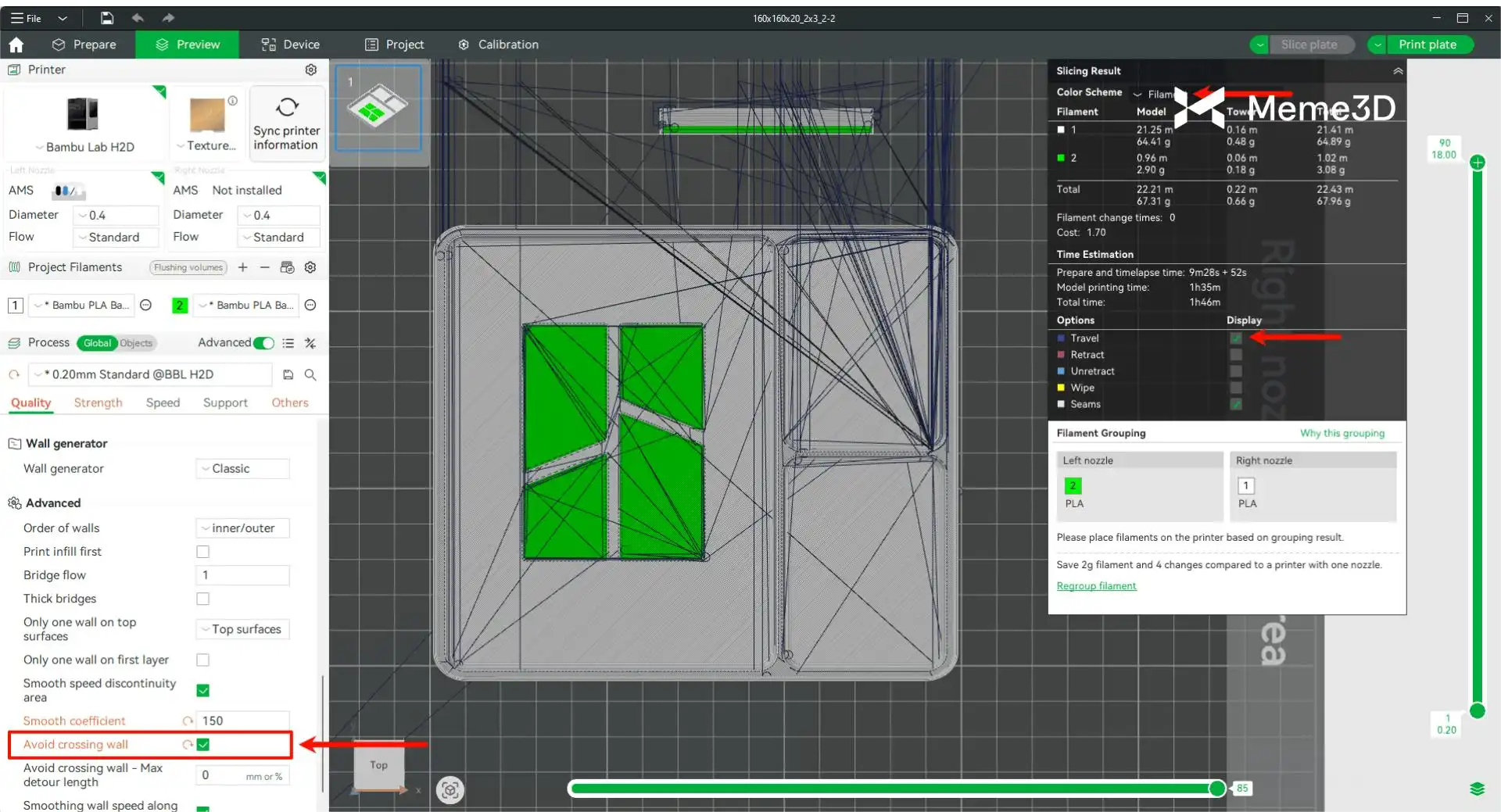
Trong các mô hình chưa được tối ưu hóa, đầu in có thể đi theo đường di chuyển ngắn nhất cắt ngang qua các chu vi bên ngoài (outer perimeters) để đến điểm bắt đầu in tiếp theo. Các chuyển động cắt ngang chu vi này thường dẫn đến hiện tượng kéo chỉ (stringing) hoặc tạo ra các cục nhựa nhỏ trên bề mặt mô hình, làm ảnh hưởng tiêu cực đến chất lượng in.
Bạn có thể tìm thấy tùy chọn “Avoid crossing wall” (Tránh cắt ngang tường) trong tab “Quality” ở phần cài đặt Advanced (Nâng cao). Khi được bật, trình cắt lớp sẽ lập kế hoạch các đường di chuyển (travel moves) nằm gọn bên trong vùng nội bộ của mô hình, thay vì cắt ngang qua các lớp vỏ bên ngoài đã hoàn thành. Sự điều chỉnh này giúp giảm hoặc loại bỏ đáng kể hiện tượng kéo chỉ và cục nhựa trên bề mặt mô hình. Tuy nhiên, hãy nhớ rằng những cải thiện này có thể phải đánh đổi bằng việc tăng thời gian in do tốc độ di chuyển chậm hơn và các đường in phức tạp hơn.
Bật chức năng Là phẳng (Enable Ironing Function)
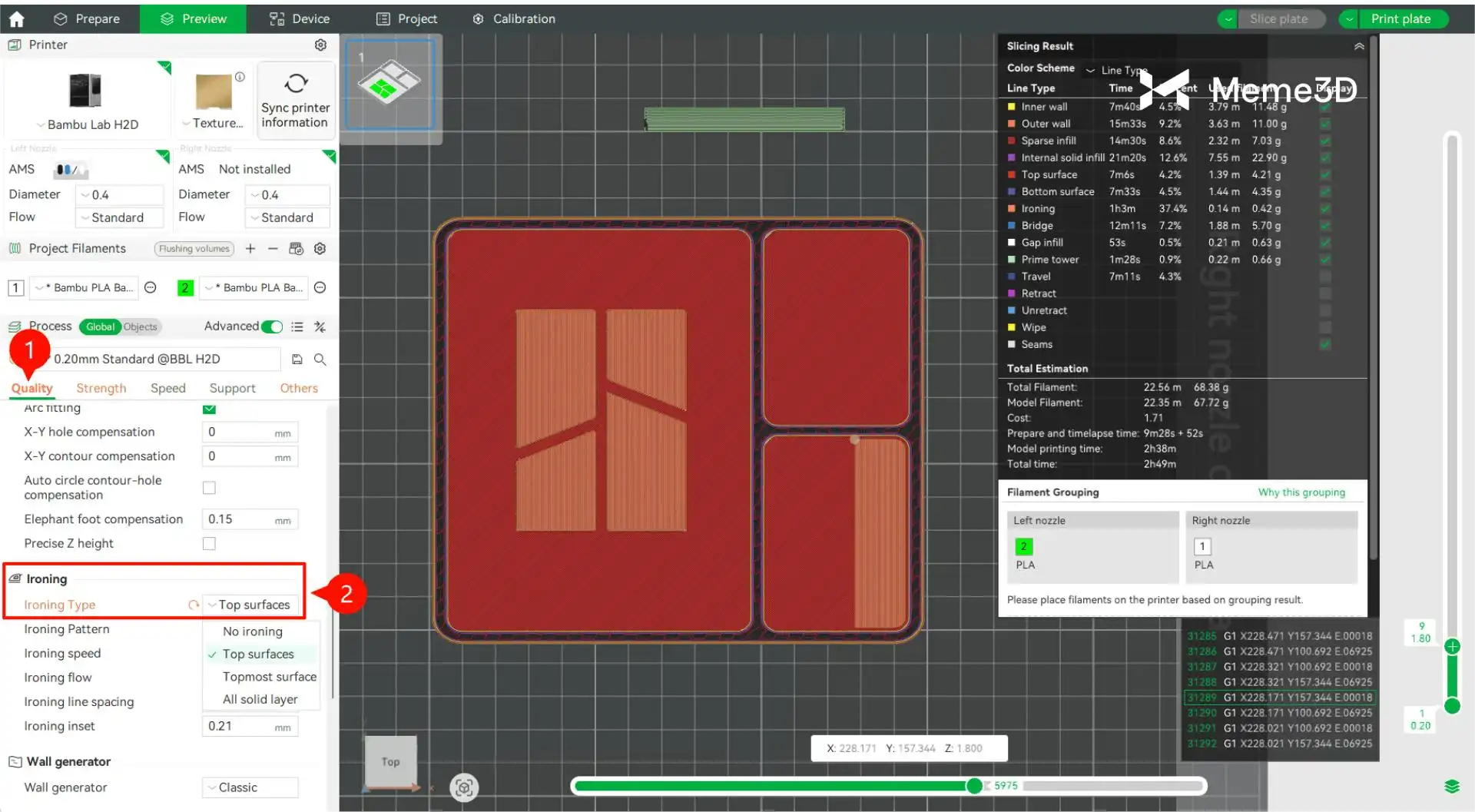
Tính năng Ironing cho phép đầu phun nóng nhẹ nhàng “quét” qua các lớp đặc trên cùng của bản in sau khi chúng được hoàn thành, với lượng đùn nhựa tối thiểu hoặc thậm chí bằng không. Quá trình này giúp nung chảy lại và làm phẳng các đường in nhỏ trên bề mặt, mang lại bề mặt trên cùng phẳng hơn, bóng hơn và hoàn thiện hơ.
Tính năng này đặc biệt hiệu quả đối với các mô hình có bề mặt trên cùng phẳng và rộng hoặc các thiết kế dập nổi, giúp tăng cường đáng kể tính thẩm mỹ. Bạn có thể bật tính năng này bằng cách chọn “Top Surfaces” trong mục Quality -> Ironing -> Ironing Type.
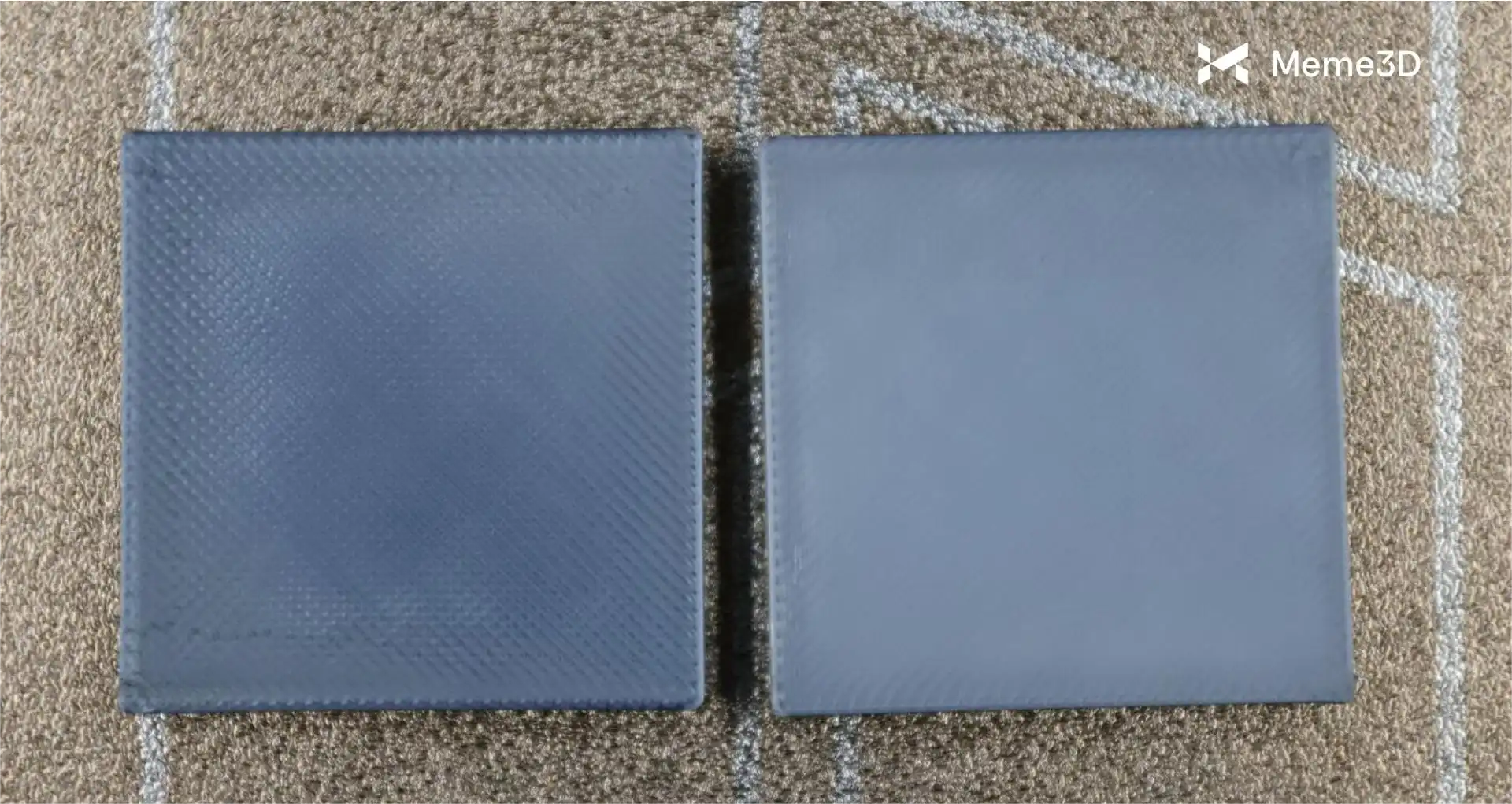
Bạn có thể thấy rõ sự cải thiện đáng kể về chất lượng bề mặt trên lớp trên cùng của mô hình sau khi được là phẳng, với bề mặt trông mịn và bóng hơn hẳn so với trước khi xử lý.
Tối ưu hóa bề mặt trên và bề mặt cong: Giảm hiệu ứng “Bậc thang” (Stair-Stepping)
Trong công nghệ in FDM, hiệu ứng “bậc thang” thường xuất hiện rõ rệt trên các bề mặt trên cùng hoặc bề mặt nghiêng của mô hình. Điều này xảy ra vì công nghệ FDM bồi đắp vật thể theo từng lớp, và các bề mặt cong hoặc nghiêng không thể được in thành các đường cong liên tục mượt mà. Thay vào đó, chúng được mô phỏng bằng một loạt các lớp xếp bậc. Khi in các bề mặt cong trên cùng, đặc biệt là những bề mặt có góc thoải hoặc chuyển tiếp từ từ, sự chênh lệch chiều cao giữa mỗi lớp trở nên đặc biệt dễ thấy, khiến hiệu ứng bậc thang càng lộ rõ.
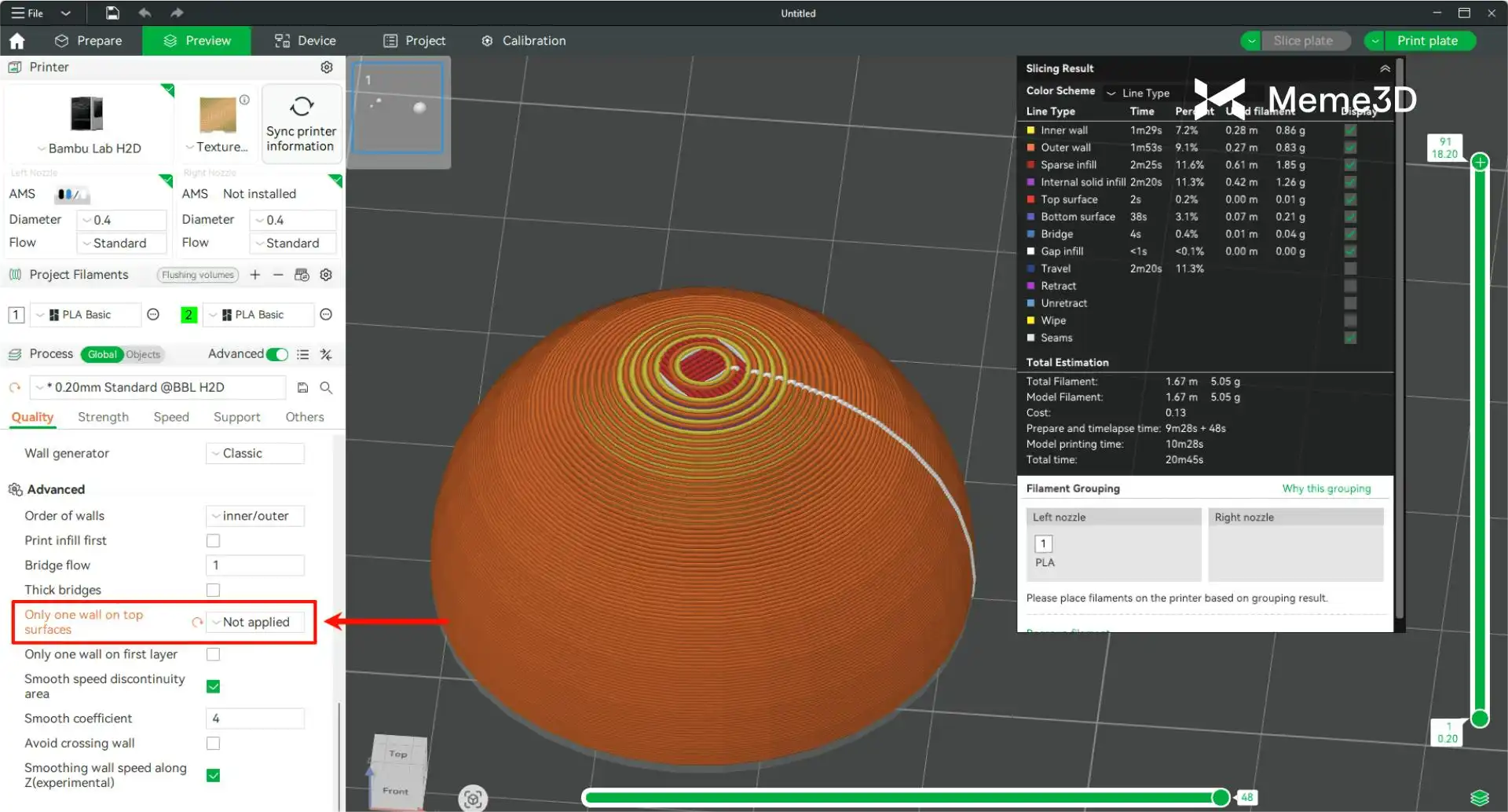
Để giảm thiểu hiệu ứng bậc thang, bạn có thể tắt tính năng này bằng cách chọn “Not Applied” trong Quality -> Advanced -> Only One Wall on Top Surfaces. Đối với các mô hình không có bề mặt trên cùng hoặc vùng trên cùng rất nhỏ, việc tắt tính năng tối ưu hóa một lớp tường này giúp duy trì độ dày tường đồng nhất hơn giữa các lớp, mang lại sự chuyển tiếp mượt mà hơn và chất lượng bề mặt tổng thể tốt hơn. Điều này giúp giảm hiệu ứng bậc thang đột ngột trên các vách bên.
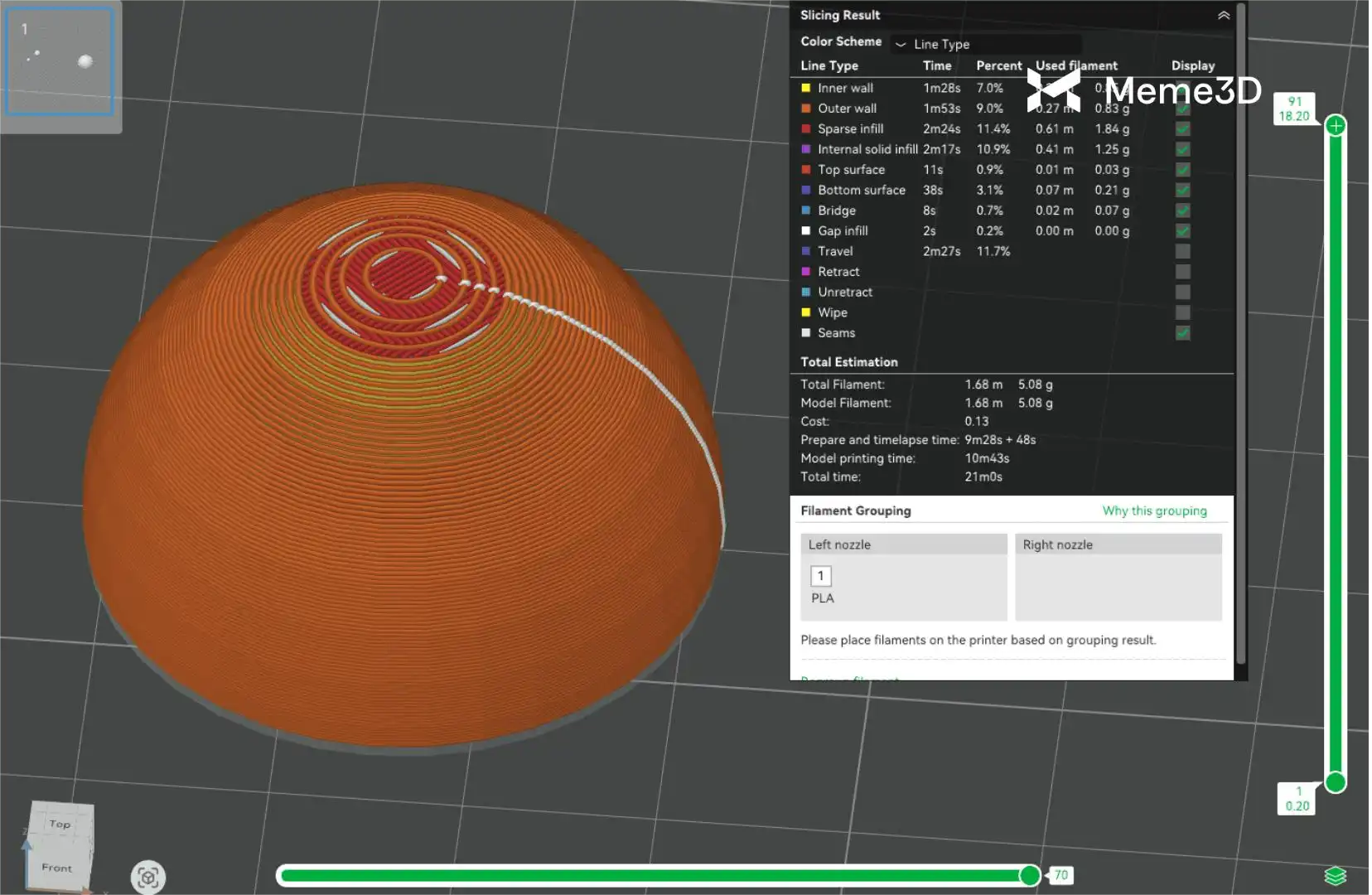
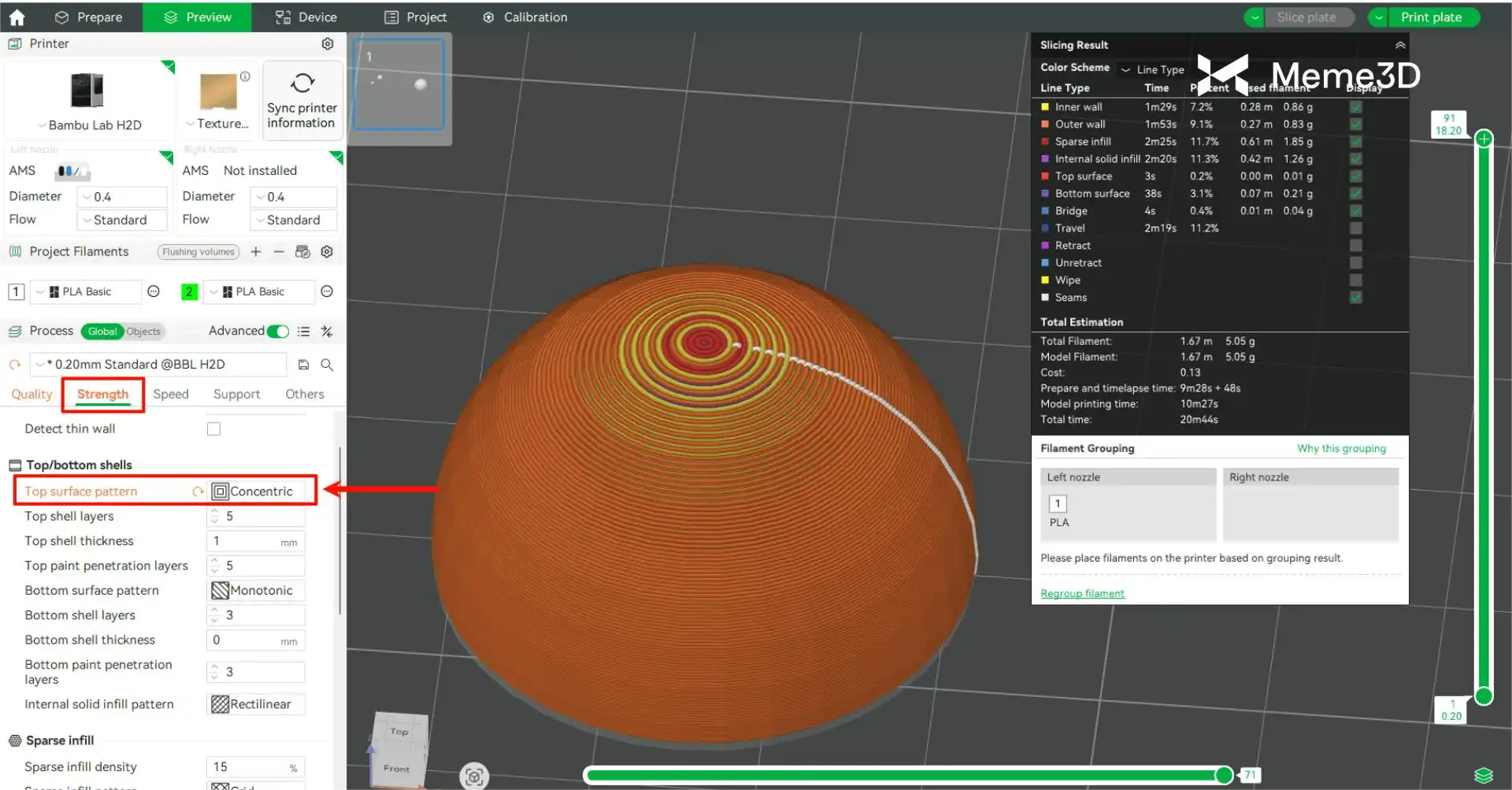
Đồng thời, trong tab “Strength”, hãy thay đổi “Top Surface Pattern” (Kiểu lấp đầy bề mặt trên) từ mặc định “Monotonic Lines” sang “Concentric” (Đồng tâm). Việc điều chỉnh này làm cho kiểu lấp đầy bề mặt trên đồng đều hơn và căn chỉnh tốt hơn với các đường viền của mô hình, giúp cải thiện ngoại quan tổng thể.
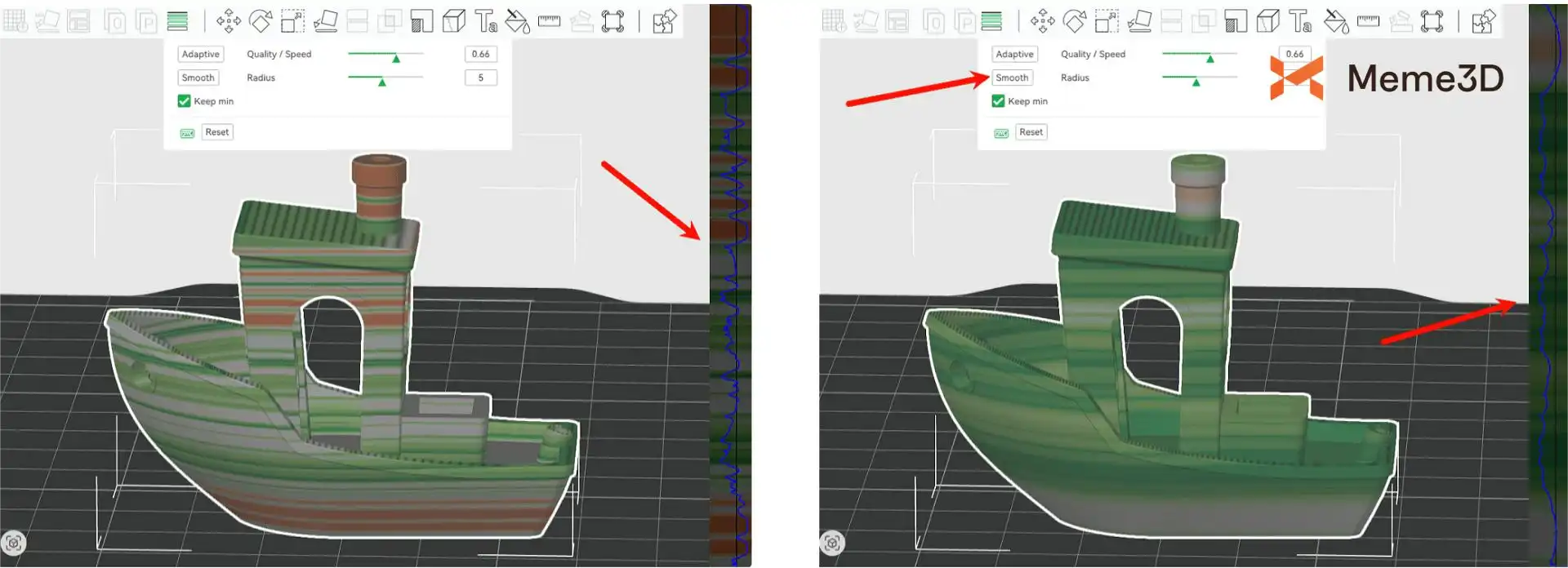
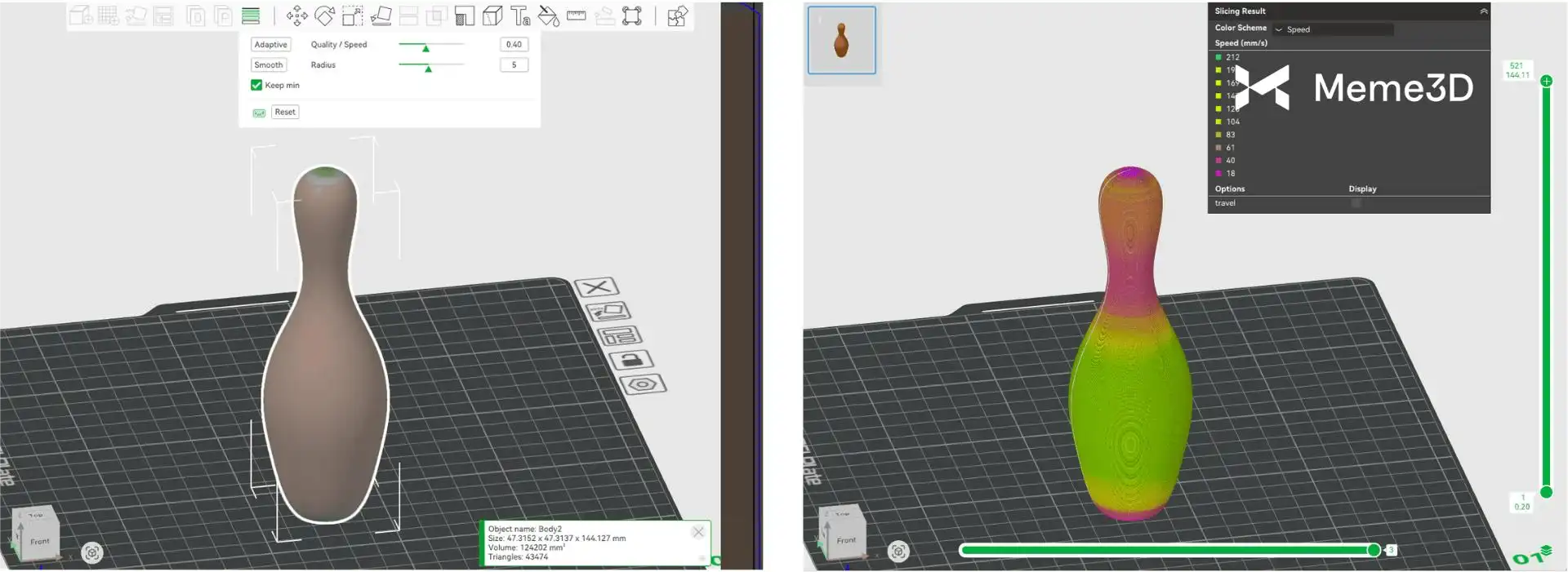
Nếu các đường vân lớp vẫn quá lộ, bạn có thể thử sử dụng tính năng “Variable Layer Height” (Chiều cao lớp biến thiên). Quá trình này khá trực quan: nhấp vào biểu tượng “Variable Layer Height” trên thanh công cụ phía trên của giao diện chuẩn bị in, sau đó sử dụng nút “Adaptive” (Thích ứng) để phần mềm tự động tính toán ban đầu. Sau đó, bạn có thể điều chỉnh thủ công đường cong bằng công cụ “Smooth” (Làm mượt) hoặc bằng cách kéo đường cong bằng chuột.
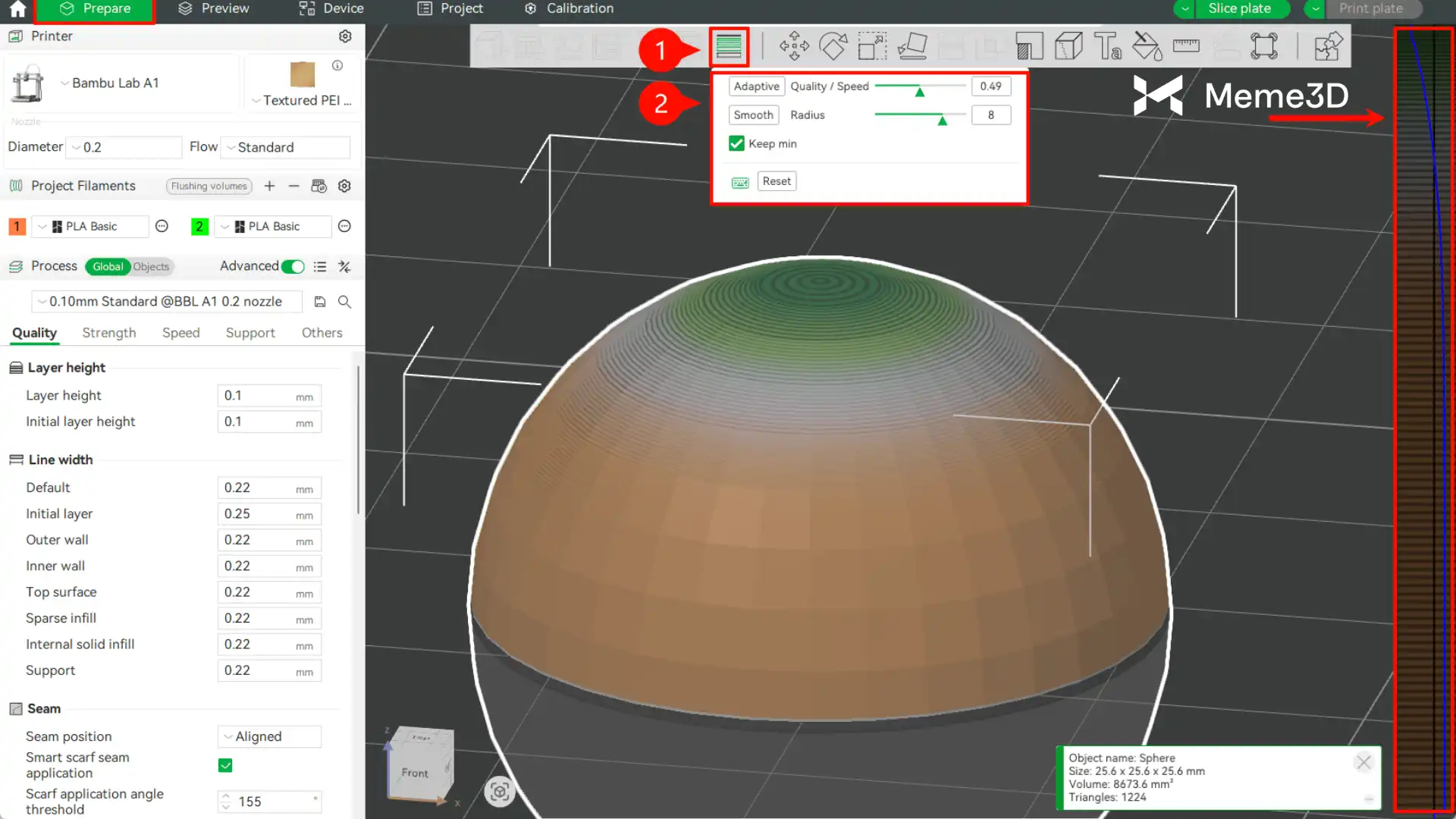
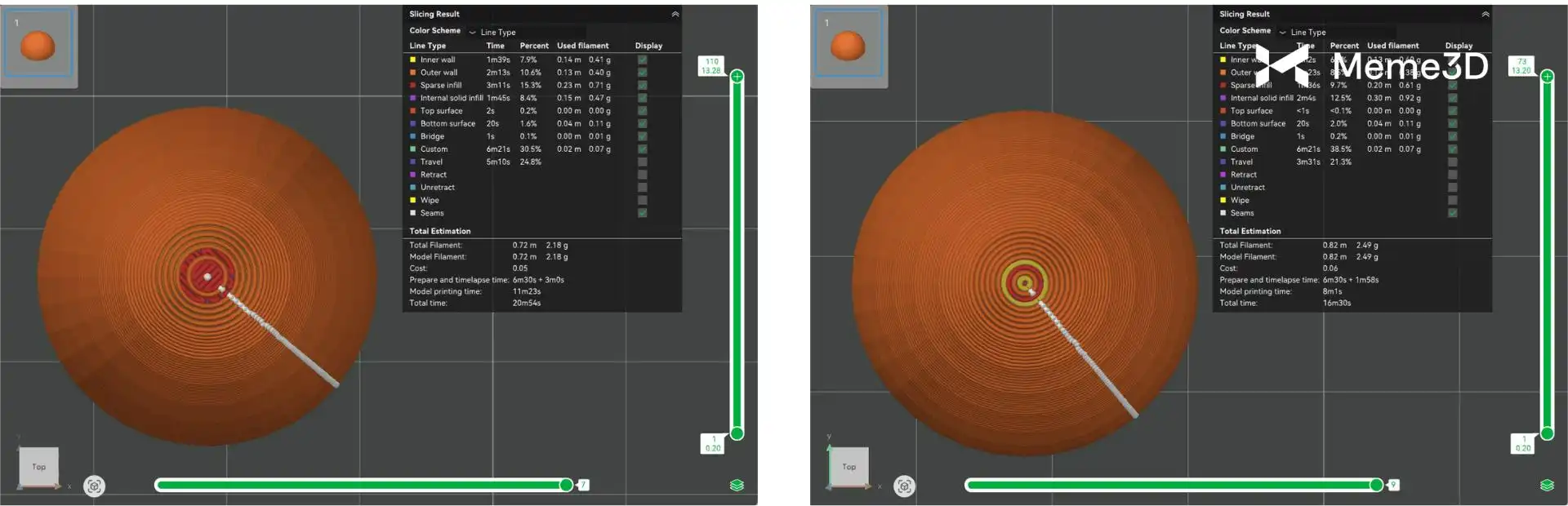
Bằng cách quan sát đường cong chiều cao lớp (height-to-layer height) ở bên trái, bạn có thể thấy các khu vực chi tiết, chẳng hạn như phần đỉnh của mô hình, sử dụng chiều cao lớp thấp hơn, trong khi các khu vực phẳng hơn ở phía dưới sử dụng chiều cao lớp lớn hơn, đạt được sự cân bằng giữa chất lượng in và hiệu suất.
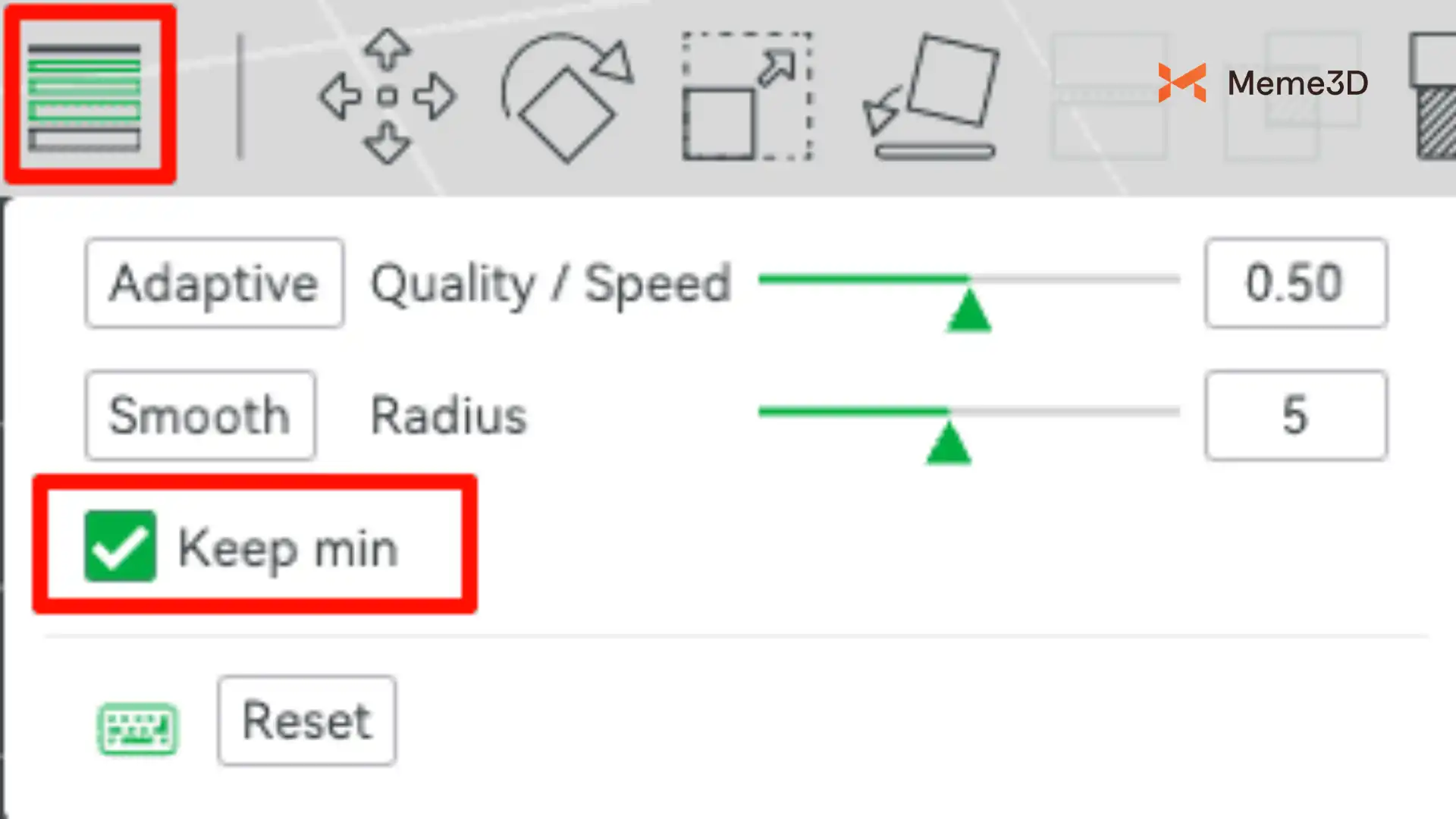
Nhấp vào Smooth sẽ tạo ra sự chuyển tiếp mượt mà hơn giữa các chiều cao lớp khác nhau. Bán kính (radius) đề cập đến độ rộng của bộ lọc Gaussian. Bán kính bộ lọc lớn hơn sẽ tạo ra đường cong mượt mà hơn. Bạn có thể nhấp nhiều lần để đạt được hiệu ứng đường cong mượt mà, cải thiện sự chuyển tiếp giữa các độ cao lớp khác nhau.
Khi sử dụng chế độ Smooth với Keep Min được bật, chiều cao lớp tối thiểu (được biểu thị bằng phần màu xanh lá cây) sẽ không thay đổi trong quá trình làm mượt — nói cách khác, các giá trị thấp nhất trên đường cong sẽ được giữ nguyên.
 Sau khi cắt lớp hoàn tất, bạn có thể thấy phần đỉnh của mô hình được tối ưu hóa ở bên phải trông mượt mà và đồng nhất hơn rất nhiều, hầu hết các bậc thang rõ rệt đã được loại bỏ một cách hiệu quả.
Sau khi cắt lớp hoàn tất, bạn có thể thấy phần đỉnh của mô hình được tối ưu hóa ở bên phải trông mượt mà và đồng nhất hơn rất nhiều, hầu hết các bậc thang rõ rệt đã được loại bỏ một cách hiệu quả.
Sau khi điều chỉnh các thông số, bạn có thể chạy một bản in thử khác. Bạn sẽ nhận thấy hiệu ứng “bậc thang” trên đỉnh mô hình đã giảm đi đáng kể.

Lưu ý: Khi sử dụng chiều cao lớp biến thiên, hãy tránh các thay đổi quá gắt trên đường cong chiều cao lớp—nghĩa là các thay đổi xảy ra quá đột ngột. Sự chuyển tiếp chiều cao lớp đột ngột có thể để lại các vết hằn hoặc các dải viền trên bề mặt mô hình. Ví dụ: nếu đường cong chiều cao lớp dốc và gồ ghề, điều này dẫn đến các khuyết tật bề mặt rõ rệt. Ngược lại, sự chuyển tiếp mượt mà mang lại bề mặt hoàn thiện sạch sẽ và đồng đều hơn.
Các chiến lược tối ưu hóa khi in nhiều mô hình (Optimization Strategies for Multi-Model Printing)
Sắp xếp dày đặc (Dense Placement)
Khuyến nghị đặt nhiều mô hình càng gần nhau càng tốt, tốt nhất là gần phía trước bàn in. Điều này giúp giảm thiểu thời gian và khoảng cách di chuyển khi đầu in đi lại giữa các mô hình, từ đó cải thiện hiệu suất in tổng thể và giảm rủi ro rỉ nhựa (oozing) hoặc kéo chỉ (stringing).
Lưu ý: Khuyến nghị này đặc biệt áp dụng cho các máy in dòng A1, sử dụng hệ thống chuyển động bàn in trượt (bed-slinger). Việc đặt mô hình gần phía trước giúp giảm thiểu rung động và cải thiện độ ổn định của bản in. Đối với máy in Core-XY, việc sắp xếp như vậy là không cần thiết và không ảnh hưởng đáng kể đến chất lượng in.
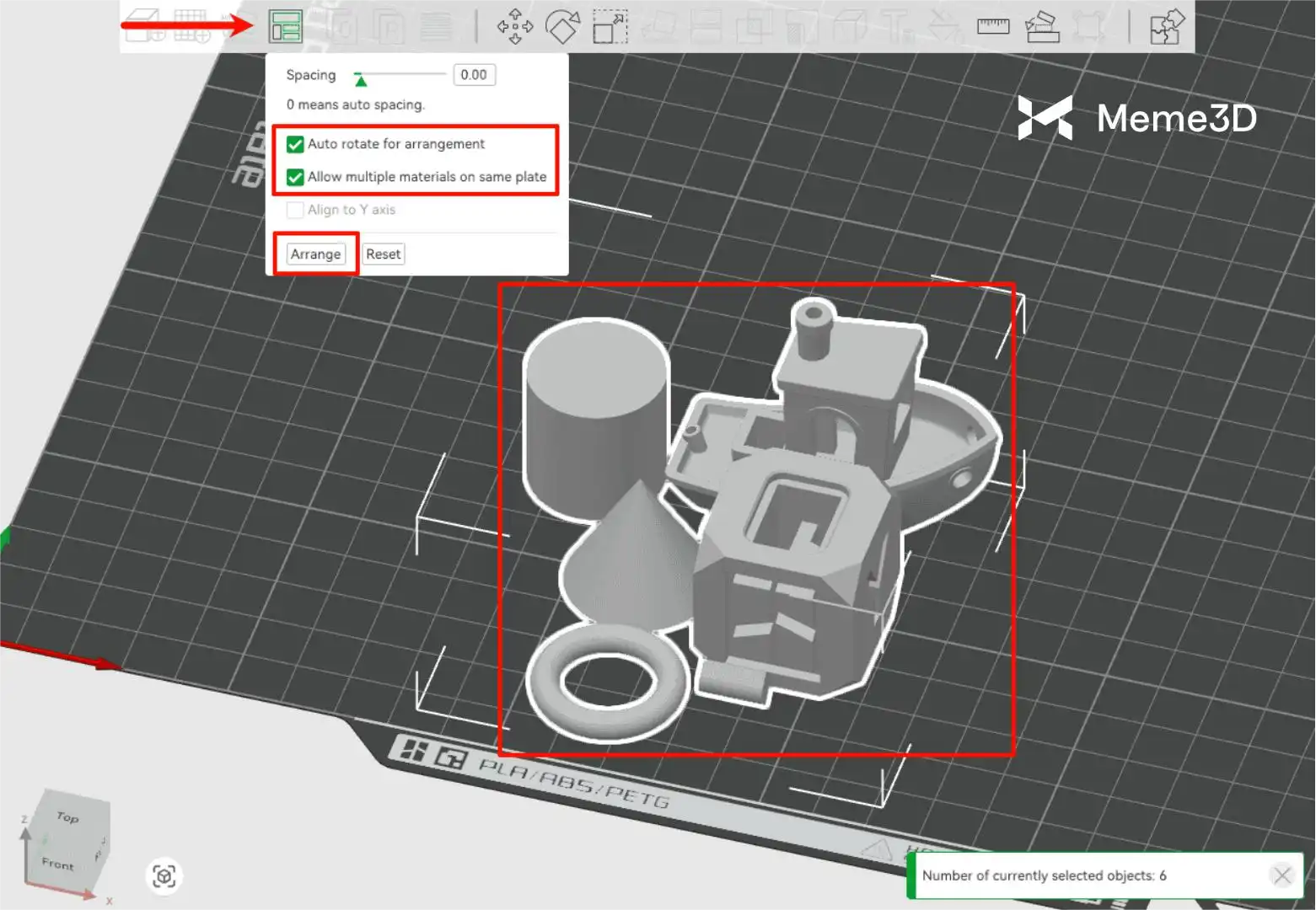
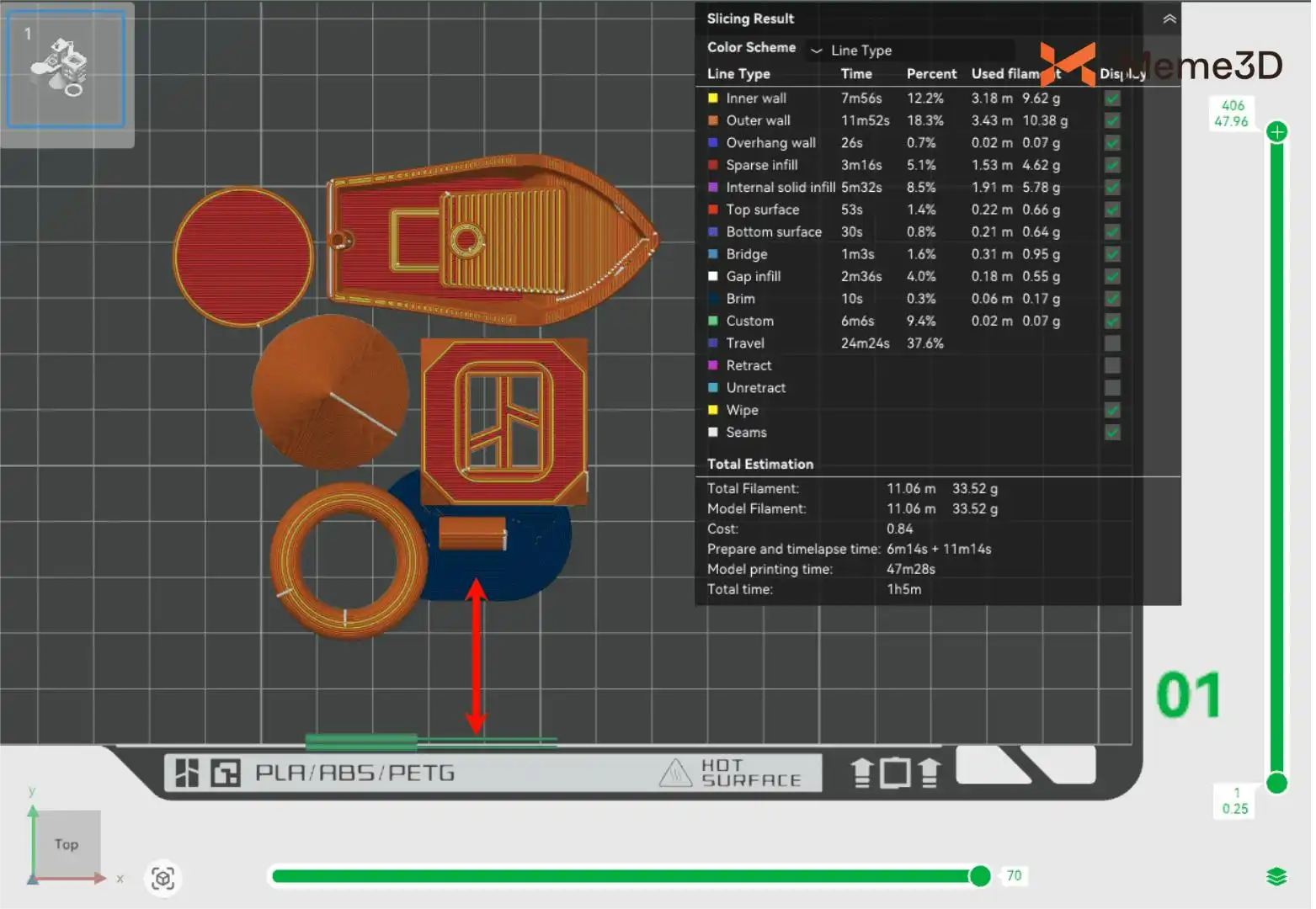
Bằng cách đặt tất cả các mô hình gần nhau, đầu phun tốn ít thời gian di chuyển giữa các chi tiết hơn, mang lại đường chạy dao hiệu quả hơn và giảm tổng thời gian in.
Việc tối ưu hóa bố cục này giúp giảm thiểu các chuyển động không in ấn dư thừa và đảm bảo quá trình chuyển tiếp mượt mà hơn, nhanh hơn xuyên suốt quá trình in.
In tuần tự (Sequential Printing)
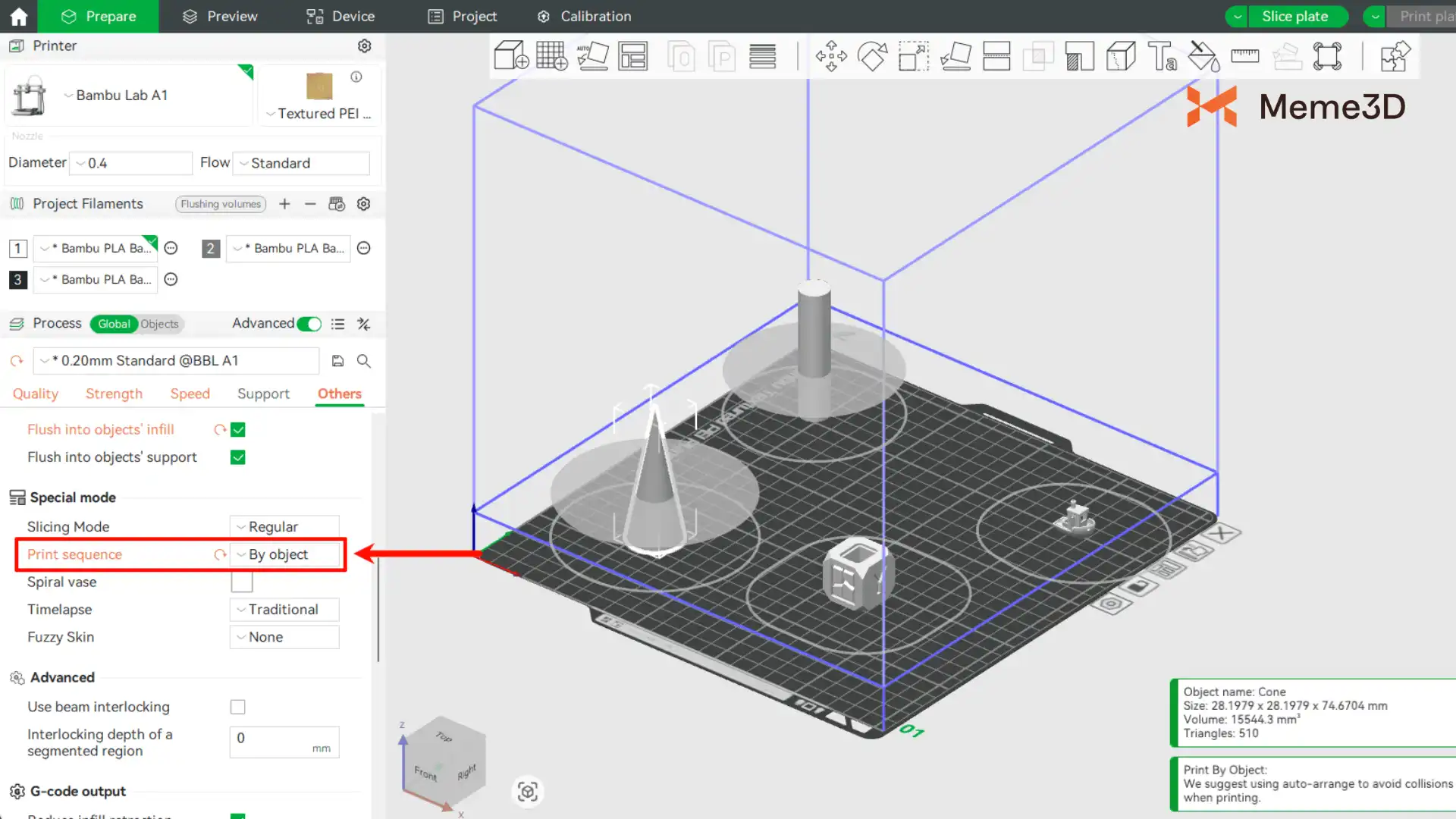
Nếu các mô hình cần in dạng cao hoặc yêu cầu chất lượng in sắc nét độc lập, khuyến nghị nên sử dụng chế độ “Print sequence by object” (In tuần tự theo đối tượng). Ở chế độ này, máy in sẽ hoàn thành toàn bộ một mô hình trước khi bắt đầu mô hình tiếp theo. Phương pháp này cải thiện chất lượng in của từng mô hình vì máy in chỉ tập trung vào một đối tượng tại một thời điểm.
Phương pháp này giúp giảm các chuyển động di chuyển rỗng và hiện tượng kéo chỉ/rỉ nhựa, vì mỗi đối tượng được in cách ly mà đầu phun không phải di chuyển băng qua các mô hình khác. Ngoài ra, nó còn ngăn ngừa sự can thiệp giữa các mô hình trong quá trình in—ví dụ: nếu một mô hình bị bong khỏi bàn in hoặc bị hỏng giữa chừng, nó sẽ không ảnh hưởng đến các mô hình khác đã hoàn thành hoặc chưa bắt đầu.
Tuy nhiên, chế độ in tuần tự có những giới hạn quan trọng. Trình cắt lớp phải đảm bảo rằng cụm đầu in có thể hoàn thành mỗi mô hình mà không va chạm vào các mô hình khác đã được in xong. Điều này có nghĩa là phải có đủ khoảng cách an toàn giữa các đối tượng, đặc biệt là nếu mô hình cao hoặc cụm đầu phun cồng kềnh. Phần mềm sẽ hiển thị cảnh báo nếu bố cục của bạn không đáp ứng yêu cầu về khoảng cách này.
Chế độ này phù hợp nhất cho các mẻ in số lượng ít gồm các mô hình cao, hẹp hoặc khi cần đạt chất lượng và độ tin cậy tối đa cho từng chi tiết.
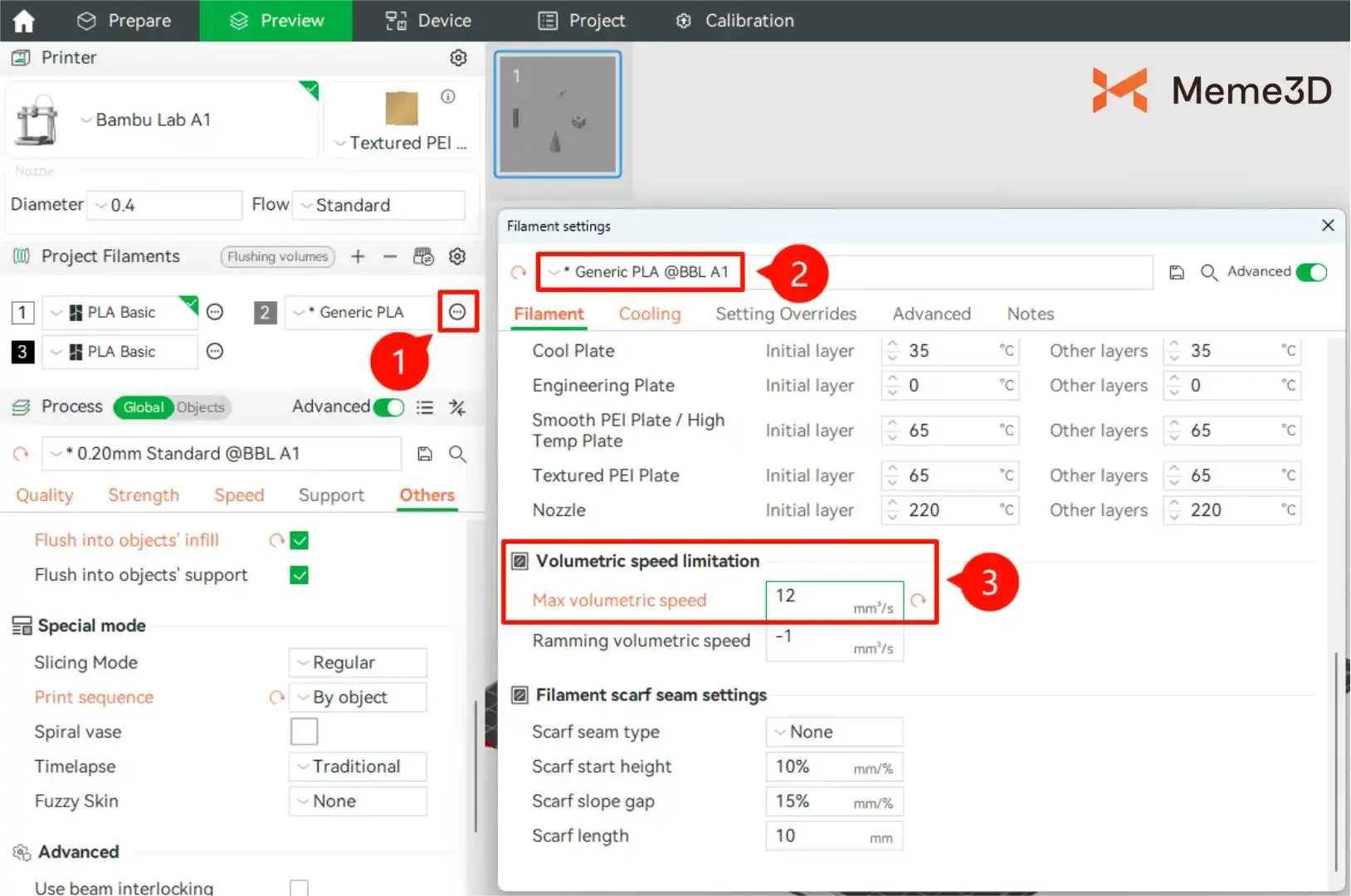
In bằng các Cấu hình Chung (Printing with Generic Presets)
Việc sử dụng các cấu hình vật liệu Generic (như Generic PLA, Generic PETG, v.v.) thường là điểm khởi đầu an toàn hơn cho các loại sợi nhựa của hãng thứ ba. Các cấu hình này được thiết kế với sự tương thích vật liệu rộng hơn và thường sử dụng các cài đặt mang tính bảo thủ hơn — chẳng hạn như tốc độ in chậm hơn và tăng cường làm mát. Bắt đầu từ những cấu hình cơ sở này giúp dễ dàng đạt được chất lượng cao, đặc biệt là khi làm việc với các loại sợi nhựa lạ.
Độ bền cấu trúc (Structural Integrity)
Khi in các bộ phận cần chịu tải, phục vụ mục đích kỹ thuật hoặc yêu cầu độ bền cao, độ bền cấu trúc trở thành yếu tố cần cân nhắc hàng đầu. Dưới đây là các cài đặt chính trong Bambu Studio để tăng cường độ bền cơ học cho các mô hình của bạn:
1. Cấu hình in gia cường (Reinforced Printing Presets)
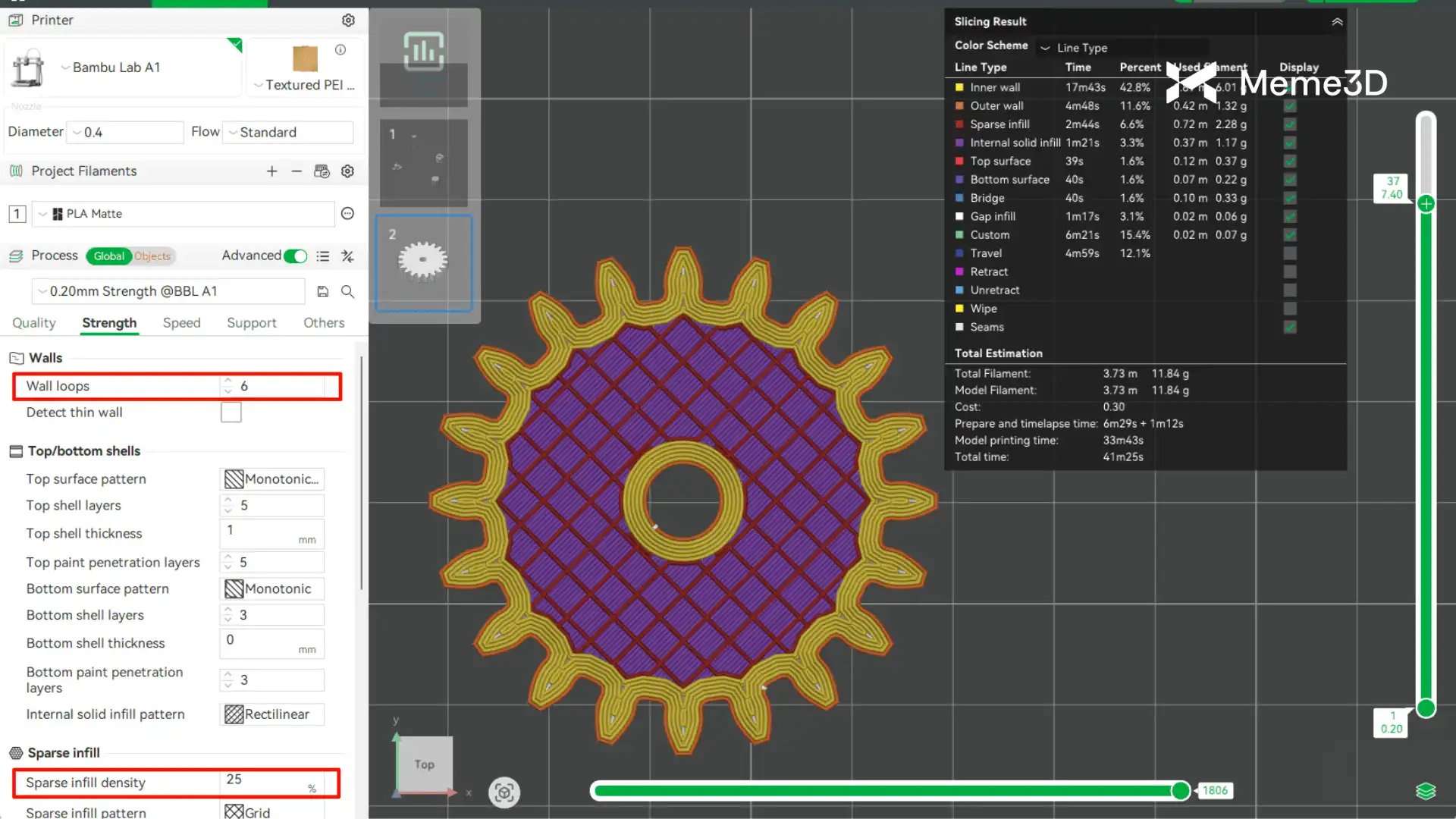
Trong tab Process ở bên trái, bạn có thể chọn các preset được tối ưu hóa cho độ bền, chẳng hạn như 0.20mm Strength.
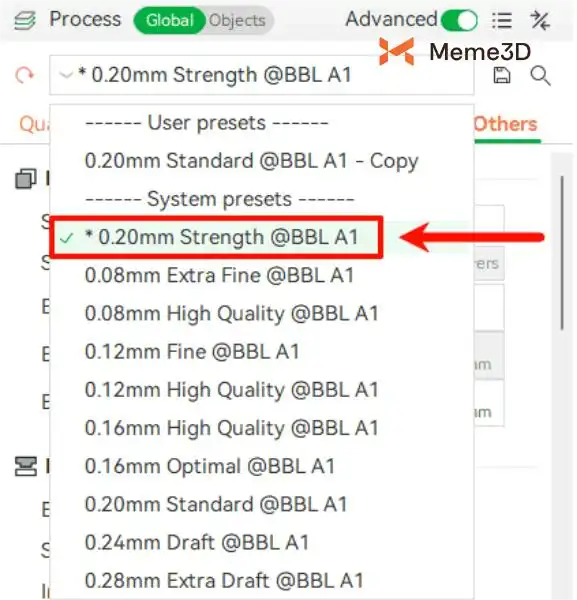
Preset này sẽ tự động tăng số lượng vòng tường (wall/perimeter lines) và nâng tỷ lệ in lấp đầy (infill percentage). Nó cũng có thể giảm nhẹ tốc độ in tường để đảm bảo sự bám dính lớp tốt hơn — cải thiện đáng kể cả độ bền của mô hình và độ tin cậy tổng thể của bản in.
Thông thường, lớp vỏ ngoài của mô hình (bao gồm nhiều lớp tường bao) đóng vai trò là rào cản chính chống lại các tác động, lực kéo và lực uốn từ bên ngoài. Việc tăng số lượng lớp tường — tức là số vòng mà đầu in vẽ xung quanh mô hình — là cách hiệu quả nhất để nâng cao độ bền tổng thể, độ cứng và khả năng chống va đập.
Cấu trúc infill bên trong cung cấp sự hỗ trợ thiết yếu, tăng cường khả năng chịu nén và chống biến dạng vặn xoắn. Mật độ lấp đầy thưa (sparse infill) cao hơn có nghĩa là sự hỗ trợ bên trong liên tục và vững chắc hơn, mang lại một chi tiết in chắc chắn và bền bỉ hơn.
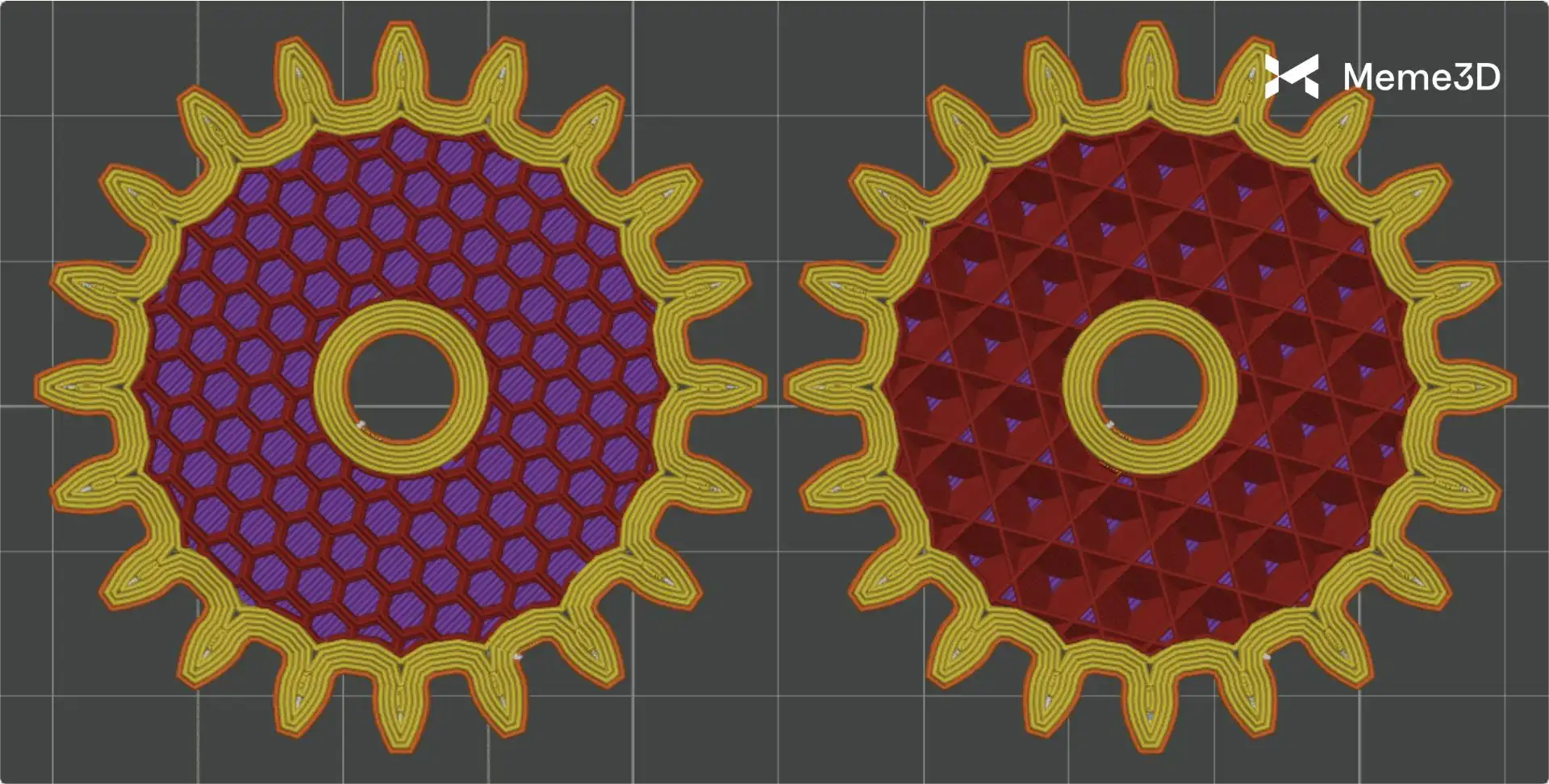
2. Chọn kiểu Lấp đầy phù hợp (Choosing the Right Infill Pattern)
Các kiểu infill khác nhau mang lại những lợi thế khác nhau về mặt hỗ trợ và độ bền do đặc tính hình học của chúng.
Các kiểu như “Honeycomb” (Tổ ong), “Cubic” (Lập phương) và “Gyroid” thường cung cấp sự đồng nhất về cấu trúc và độ bền đa hướng tuyệt vời, khiến chúng rất phù hợp với các mô hình cần chịu trọng lượng hoặc ứng suất cơ học.
3. Điều chỉnh độ rộng đường in (Adjusting Line Width)
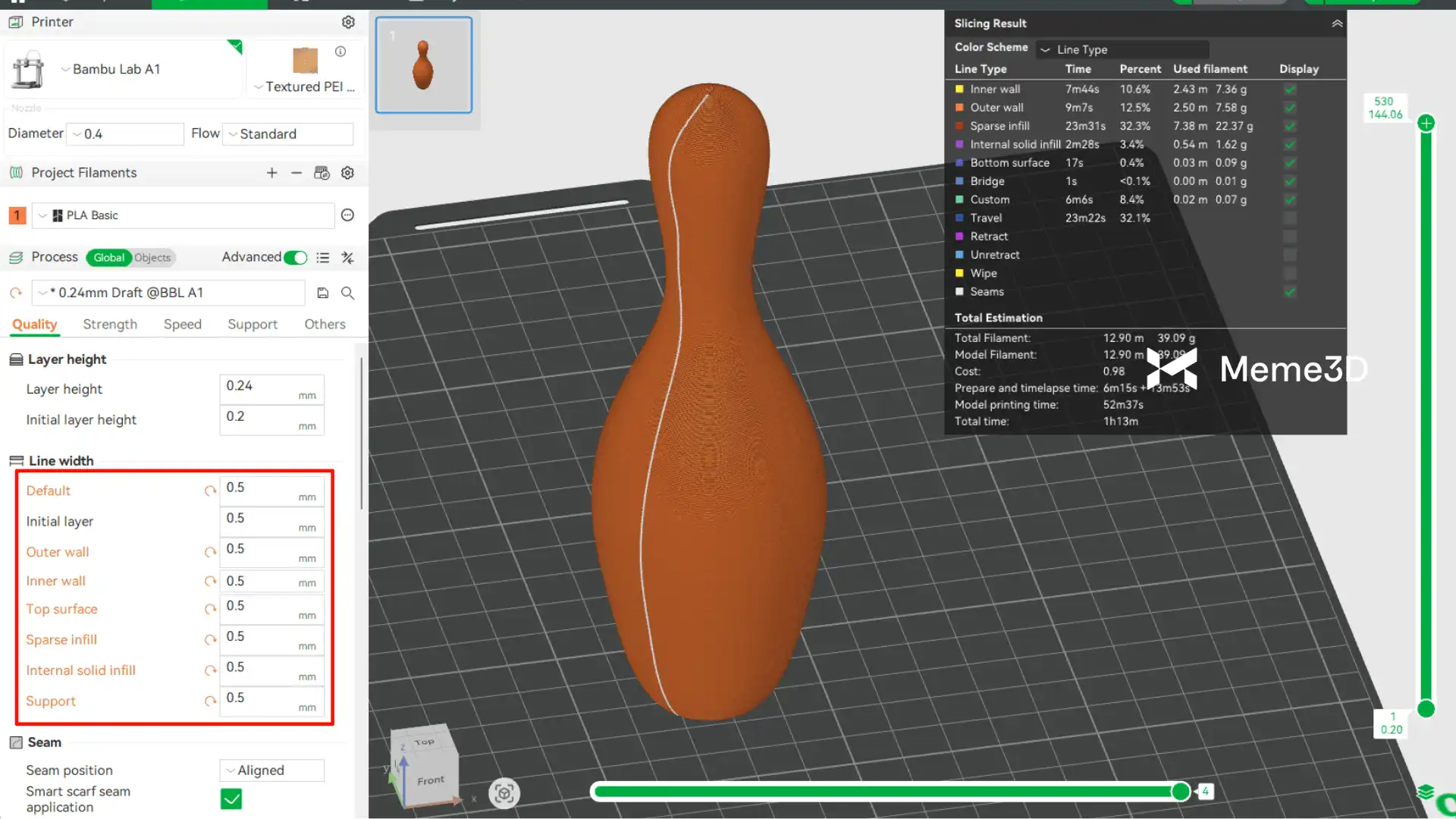
Việc điều chỉnh độ rộng đường đùn (extrusion line width) hợp lý, đặc biệt là cho các lớp tường trong và infill, có thể cải thiện độ bám dính giữa các lớp và độ bền tổng thể. Ví dụ: nếu bạn đang sử dụng đầu phun 0.4 mm, hãy thử tăng độ rộng đường in lên 0.5 mm. Một đường đùn rộng hơn có nghĩa là các đường in dày hơn và sự hợp nhất giữa chúng tốt hơn, giúp tăng cường độ bền của mô hình.
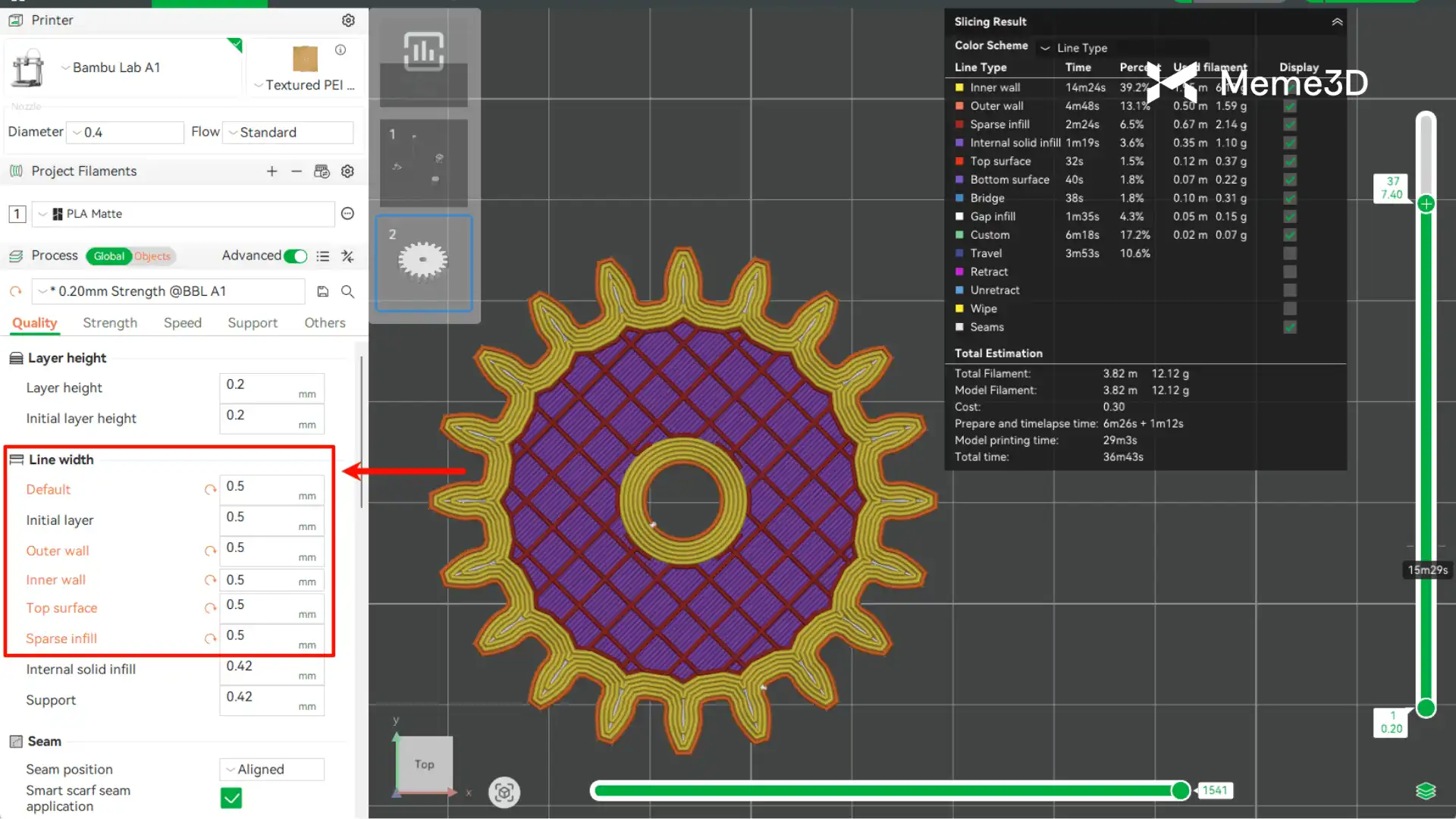
Lưu ý: Mặc dù việc tăng độ rộng đường in có thể cải thiện độ bền và giảm thời gian in, nhưng nó cũng có thể làm mất đi các chi tiết nhỏ hoặc độ sắc nét bề mặt. Ngoài ra, các đường đùn rộng hơn có thể tác động tiêu cực đến độ chính xác kích thước và dung sai, đặc biệt là trong các cụm lắp ráp hoặc chi tiết cơ khí.
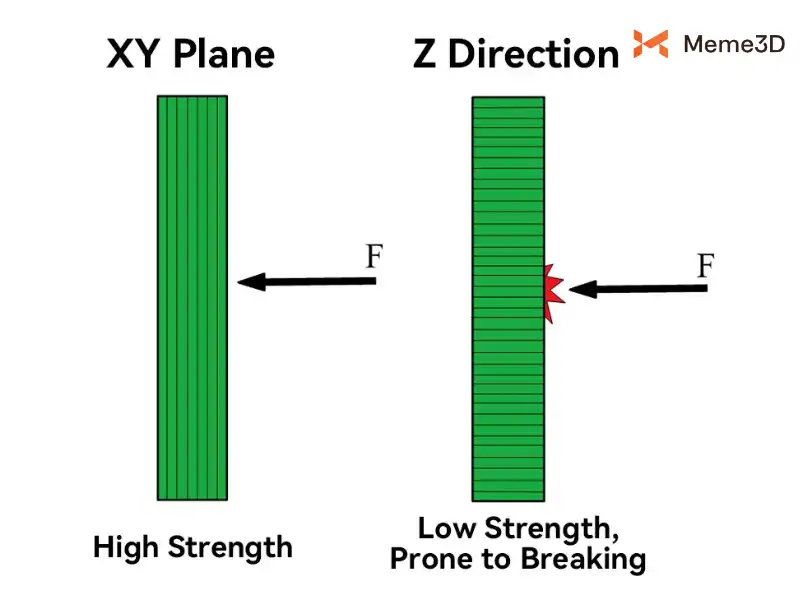
4. Tối ưu hóa hướng mô hình (Optimizing Model Orientation)
In 3D tạo ra vật thể bằng cách bồi đắp từng lớp. Vì mỗi lớp mới sẽ dính vào lớp bên dưới nó, liên kết giữa các lớp (dọc theo trục Z) thường yếu hơn so với độ bền bên trong chính lớp đó (trong mặt phẳng XY). Điều này xảy ra vì các lớp được kết dính bằng quá trình nung chảy và làm nguội, thường tạo ra các liên kết yếu hơn so với cấu trúc vật liệu liền khối. Các yếu tố như nhiệt độ in, tốc độ và loại vật liệu có thể ảnh hưởng đến chất lượng bám dính của các lớp. Lưu ý: Hiện tượng này được gọi là tính dị hướng (anisotropy). Trong in 3D, tính dị hướng ám chỉ sự thay đổi về tính chất cơ học (chẳng hạn như độ bền và độ cứng) tùy thuộc vào hướng—nghĩa là các chi tiết in thường phản ứng với lực khác nhau dọc theo các trục khác nhau. Để bản in chắc chắn hơn, hãy cố gắng định vị mô hình sao cho các bề mặt lớp in chạy ngang qua các hướng chính mà chi tiết đó sẽ phải chịu ứng suất. Nói một cách đơn giản, hãy đặt phẳng các bề mặt chịu tải nhiều nhất lên bàn in, sao cho các lớp in xếp chồng theo phương ngang vuông góc với phương chịu lực.
Cách này tận dụng được hướng chịu lực khỏe nhất của vật liệu, làm cho bản in bền hơn rất nhiều. Các thử nghiệm cho thấy các chi tiết chịu lực dọc theo mặt phẳng lớp in thường cứng cáp hơn gấp nhiều lần so với chiều kéo tách các lớp (trục Z).
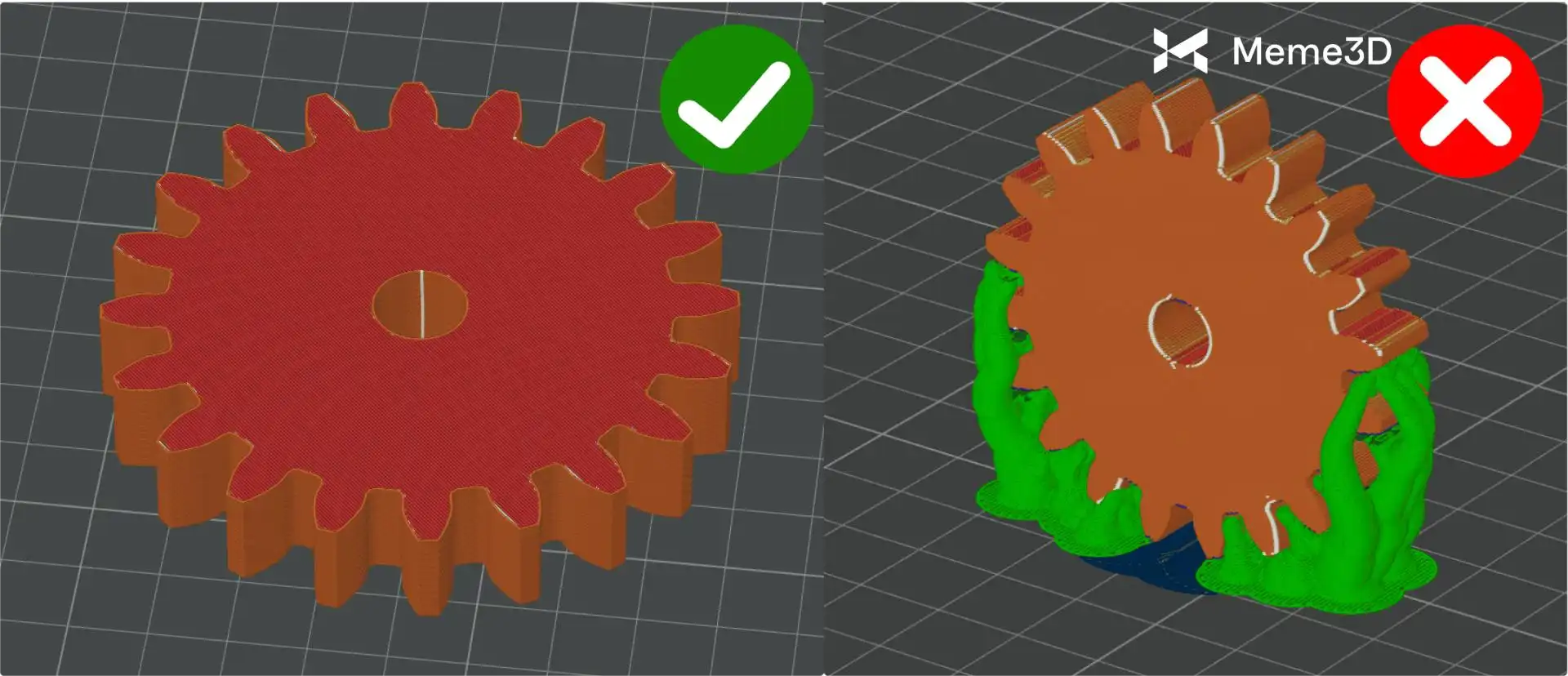
Ví dụ: khi in một bánh răng, tốt nhất là đặt nó nằm phẳng trên bàn in. Bằng cách này, các lực đẩy và kéo tác dụng lên răng cưa trong quá trình sử dụng sẽ chạy dọc theo các lớp in (phẳng), thay vì cố gắng tách các lớp từ trên xuống dưới. Điều này làm cho bánh răng khỏe và bền hơn khi hoạt động.
Hiệu suất in cao (High Printing Efficiency)
Trong các tình huống như in tạo mẫu (prototyping), kiểm tra phiên bản nhanh hoặc sản xuất hàng loạt, việc giảm thiểu thời gian in và tối đa hóa hiệu suất trở thành mục tiêu chính. Các chiến lược sau có thể giúp bạn in nhanh hơn trong Bambu Studio:
1. Chọn cấu hình in có chiều cao lớp lớn hơn
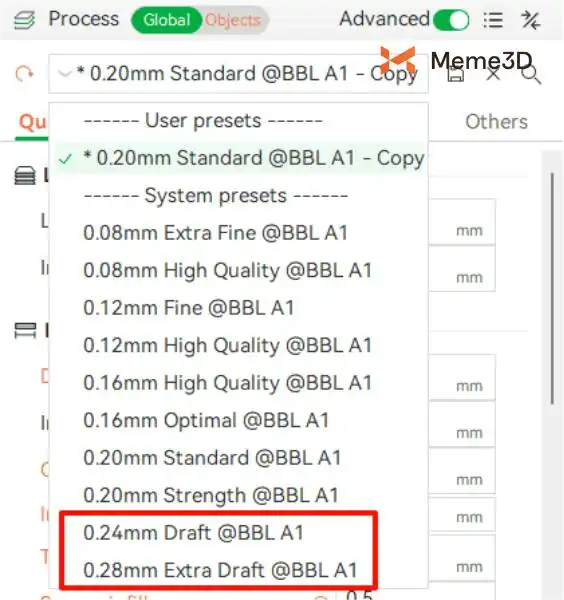
Cách trực tiếp nhất để tăng tốc độ in là tăng chiều cao lớp. Trong tab “Process”, hãy chọn các preset như “0.24 mm Draft” hoặc “0.28 mm Extra Draft.” Chiều cao lớp càng lớn thì tổng số lớp cần thiết để hoàn thành mô hình càng ít, giúp giảm đáng kể thời gian in.
Tuy nhiên, hãy nhớ rằng việc tăng chiều cao lớp có thể chạm đến giới hạn tốc độ dòng chảy thể tích tối đa (volumetric speed limits) của máy in, gây ra các vấn đề về chất lượng nếu ép quá mức. Tốt nhất là hãy thử nghiệm với các chiều cao lớp từ 0.20 mm đến 0.24 mm để tìm ra điểm cân bằng giữa tốc độ in được cải thiện mà không bị mất quá nhiều chi tiết hoặc chất lượng bề mặt.
Lưu ý: Trong in 3D, chiều cao lớp quá cao có thể đạt tới giới hạn tốc độ thể tích tối đa và vượt quá ngưỡng này sẽ dẫn đến suy giảm chất lượng in. Do đó, không khuyến nghị tự điều chỉnh thủ công chiều cao lớp lên quá cao. Ví dụ: khi sử dụng đầu phun 0.4 mm, không nên thiết lập thủ công chiều cao lớp ở mức 0.3 mm hoặc cao hơn.
2. Giảm mật độ lấp đầy (Infill Density) hoặc sử dụng các kiểu Infill tốc độ cao
Cài đặt infill chiếm một phần lớn trong tổng thời gian in. Bạn có thể cắt giảm đáng kể thời gian in bằng cách hạ mật độ infill (khuyến nghị: 5–10%) hoặc chọn các kiểu infill in nhanh, chẳng hạn như Support Cubic hoặc Line.
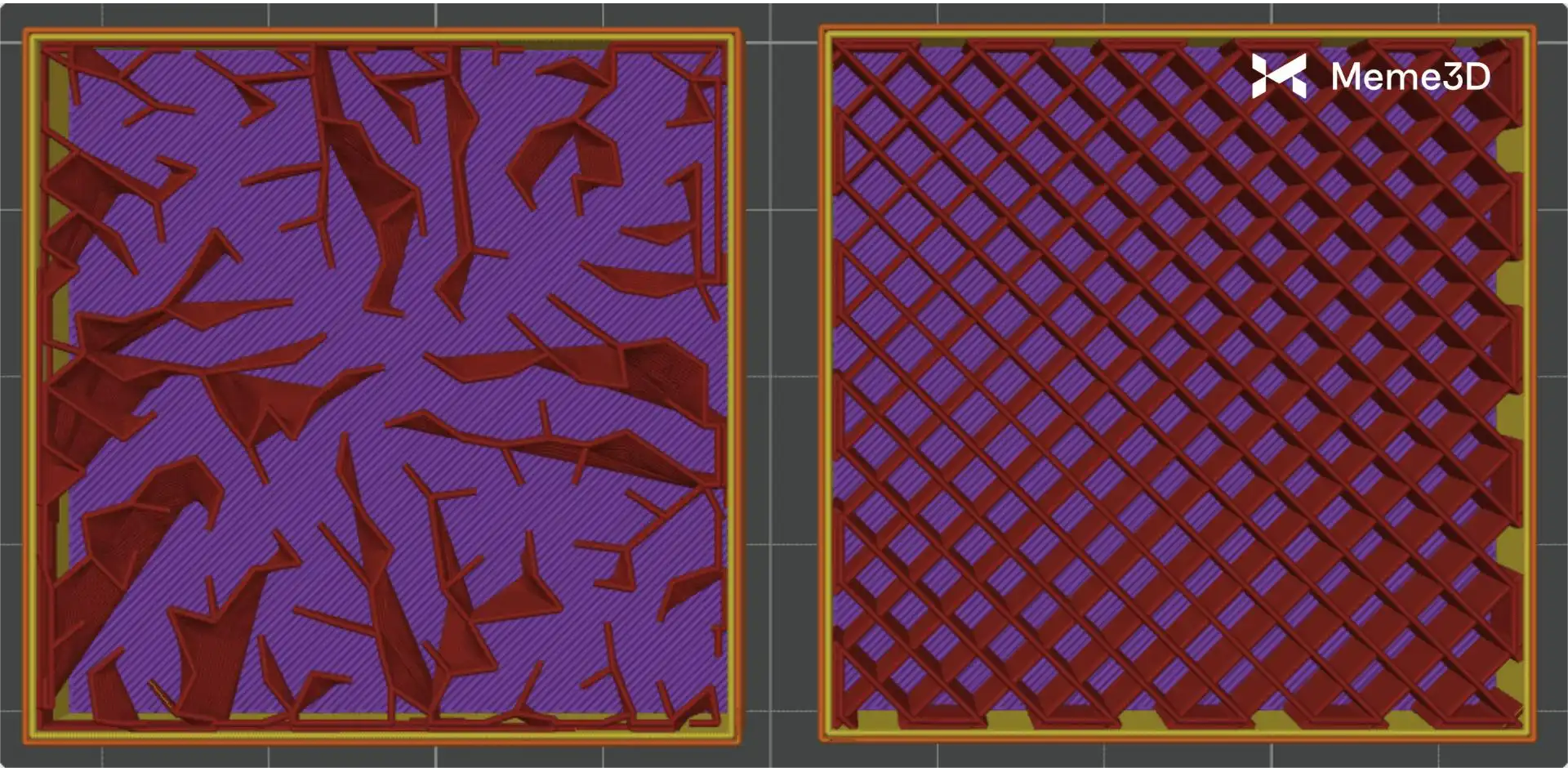
Ví dụ: khi sử dụng kiểu Support Cubic, lấp đầy không được phân bố đồng đều. Thay vào đó, nó có cấu trúc mật độ tăng dần theo chiều dọc—với rất ít infill ở phần dưới đáy và mật độ dày hơn về phía trên. Thiết kế này đảm bảo hỗ trợ đầy đủ cho các lớp trần (top layers) trong khi tối đa hóa việc tiết kiệm vật liệu và thời gian.

Lưu ý: Kiểu infill Lightning chỉ sinh ra cấu trúc hỗ trợ tại các phần trên cùng của mô hình và gần như rỗng hoàn toàn ở dưới, điều này khiến độ bền cơ học bị suy giảm nghiêm trọng. Ngược lại, Support Cubic mang lại sự cân bằng tốt hơn giữa tốc độ và độ cứng cáp.
3. Điều chỉnh độ rộng đường đùn (Extrusion Line Width)
Trong giới hạn cho phép của đường kính đầu phun, việc tăng vừa phải độ rộng đường đùn—đặc biệt là đối với infill và tường trong (inner walls)—nghĩa là đầu in cần đi ít vòng hơn để bao phủ cùng một diện tích infill hoặc hoàn thiện độ dày tường. Điều này giúp tăng tốc độ in các vùng đặc lớn. Ví dụ: khi sử dụng đầu phun 0.4 mm, bạn có thể thử đặt độ rộng đường infill ở khoảng 0.5 mm.
Lưu ý: Mặc dù đường kính vật lý của đầu phun là 0.4 mm, độ rộng đường in thực tế có thể mở rộng bằng cách điều chỉnh tốc độ dòng chảy (flow rate). Khuyến nghị an toàn là giữ mức tăng trong khoảng 10% đến 40% so với đường kính đầu phun. Việc thiết lập đường in quá rộng có thể dẫn đến hiện tượng đùn không đều, giảm chất lượng in hoặc thậm chí gây nghẹt đầu phun.
4. Chiều cao lớp biến thiên (Variable Layer Height)
Tính năng nâng cao này cung cấp sự dung hòa tự động giữa tốc độ in và chất lượng bề mặt. Nó cho phép in các vùng khác nhau của mô hình với chiều cao lớp khác nhau dựa trên hình học: chiều cao lớp lớn được sử dụng ở những khu vực không đòi hỏi chi tiết và có độ cong thẳng/thoải—chẳng hạn như nửa dưới của mô hình hoặc các vách tường thẳng đứng—để tăng tốc độ in; chiều cao lớp nhỏ được tự động áp dụng ở những khu vực có đường cong phức tạp, hoặc cạnh sắc nét—chẳng hạn như đỉnh chóp hình vòm—để đảm bảo chi tiết chính xác và mịn màng. Ví dụ: với một mô hình quả bowling, phần đáy và thân giữa trụ có thể được in nhanh chóng bằng chiều cao lớp lớn. Tuy nhiên, khu vực vòm cong trên đỉnh sẽ sử dụng chiều cao lớp mỏng hơn để đảm bảo sự chuyển tiếp mượt mà.
5. Điều chỉnh vị trí đường may (Seam Position)
Vị trí đường may (Seam) không chỉ ảnh hưởng đến ngoại quan của mô hình mà còn tác động trực tiếp đến hiệu suất in. Khi vị trí đường may được đặt là “Nearest” (Gần nhất), trình cắt lớp sẽ bắt đầu đường may ở điểm gần nhất để giảm thiểu khoảng cách di chuyển rỗng (travel distance) của đầu in. Điều này giúp tiết kiệm thời gian in. Tuy nhiên, cài đặt này có thể tạo ra các chấm nhỏ hoặc vết hằn ngẫu nhiên rải rác trên bề mặt mô hình, có thể không đẹp mắt. Cách tiếp cận này giúp giảm thời gian di chuyển của máy và hạn chế hiệu quả các vết rỉ nhựa sinh ra khi đầu phun di chuyển từ điểm này sang điểm khác.
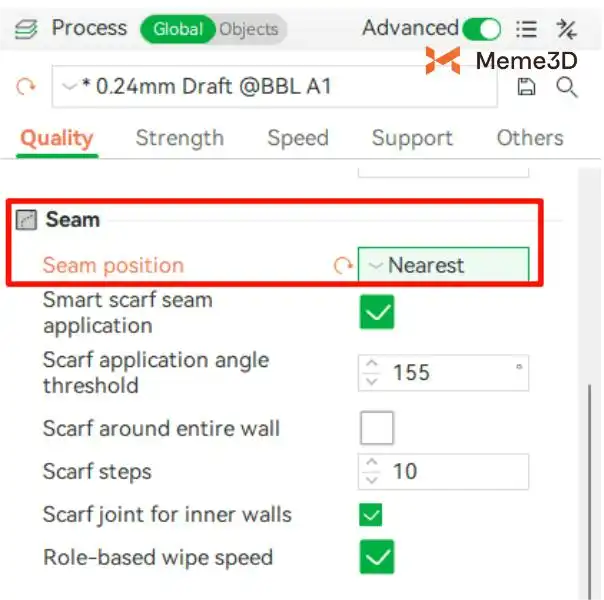
Cài đặt “Nearest” cho phép đầu phun đi theo đường ngắn nhất từ điểm cuối của lớp hiện tại đến điểm bắt đầu của lớp tiếp theo, qua đó giảm tổng thời gian in và cải thiện hiệu suất in tổng thể.

