Chưa có sản phẩm trong giỏ hàng.
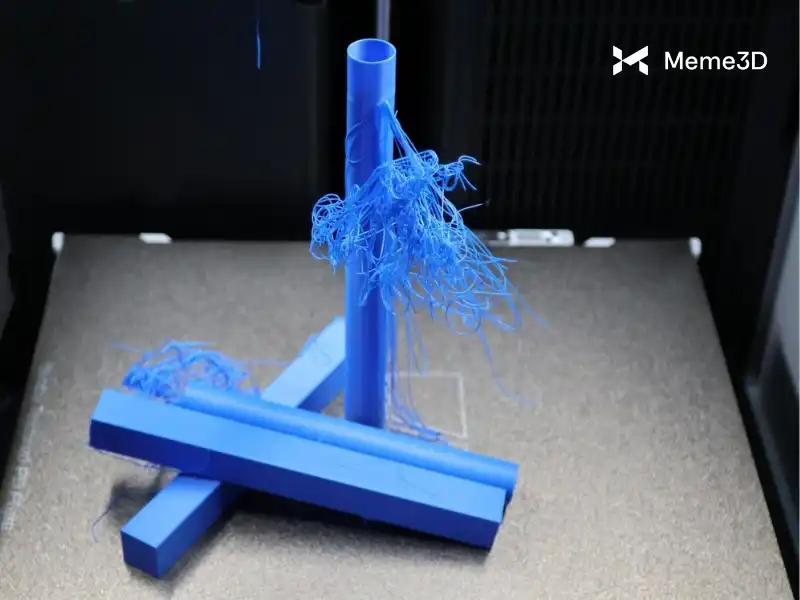
Trong quá trình in 3D, việc mô hình bị đổ bất ngờ hoặc cong vênh ở các cạnh có thể gây nản lòng-đặc biệt là khi in các cấu trúc cao hoặc mô hình có đế rộng. Những vấn đề này khá phổ biến và có thể ảnh hưởng nghiêm trọng đến sự thành công của bản in. Trong chương này, chúng ta sẽ tìm hiểu cách tối ưu hóa các cài đặt cắt lớp để giảm thiểu đáng kể nguy cơ mất ổn định và cong vênh của mô hình, từ đó cải thiện độ tin cậy tổng thể cho bản in của bạn.
Kỹ thuật cắt lớp để ngăn ngừa Đổ mô hình (Model Collapse)
Nguyên nhân phổ biến dẫn đến đổ mô hình bao gồm diện tích tiếp xúc không đủ giữa đế mô hình và bàn in, dẫn đến bám dính yếu; và sự mất ổn định tăng dần khi mô hình càng cao, khiến nó dễ bị rung lắc (wobble). Sự rung lắc này làm giảm hiệu quả bám dính của bàn in và tăng nguy cơ in thất bại.
Vấn đề này đặc biệt dễ thấy trên các máy in dòng A1, vốn có bàn nhiệt di chuyển tiến lùi trong khi in. Chuyển động này có thể tạo thêm sự mất ổn định cho các bản in cao và mảnh.
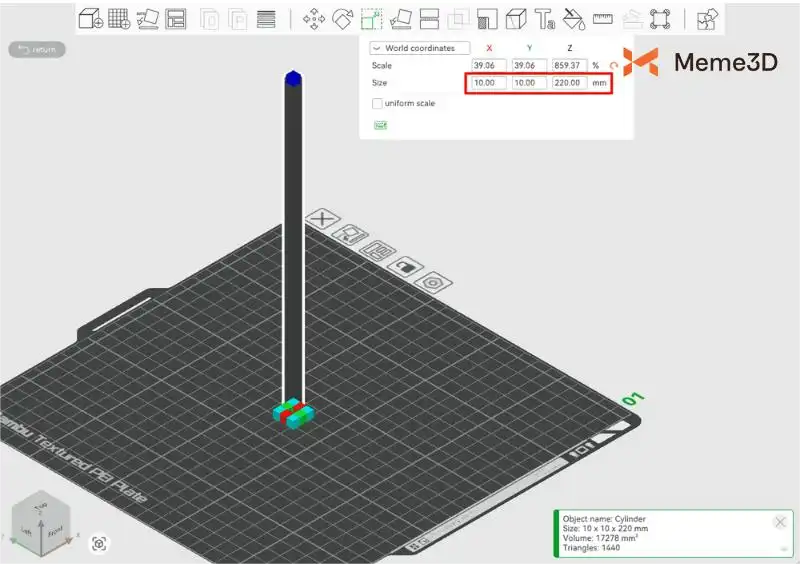
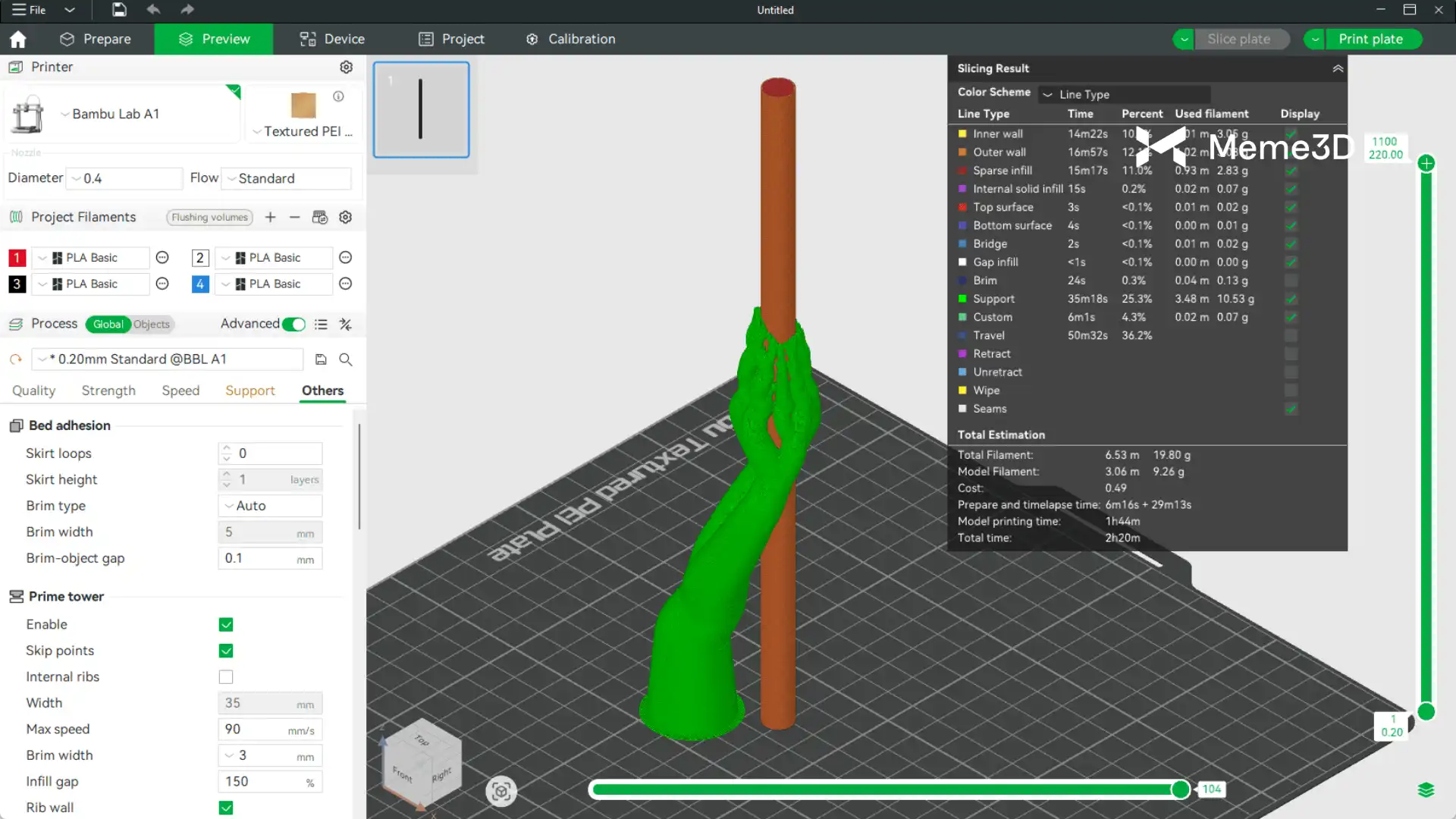
Hướng dẫn này sử dụng hai ví dụ thực tế-một hình trụ mảnh (đường kính 10mm, cao 220mm) và một bức tranh phù điêu-để tìm hiểu các chiến lược ngăn ngừa đổ mô hình.
Thêm cấu trúc hỗ trợ (Support Structures)
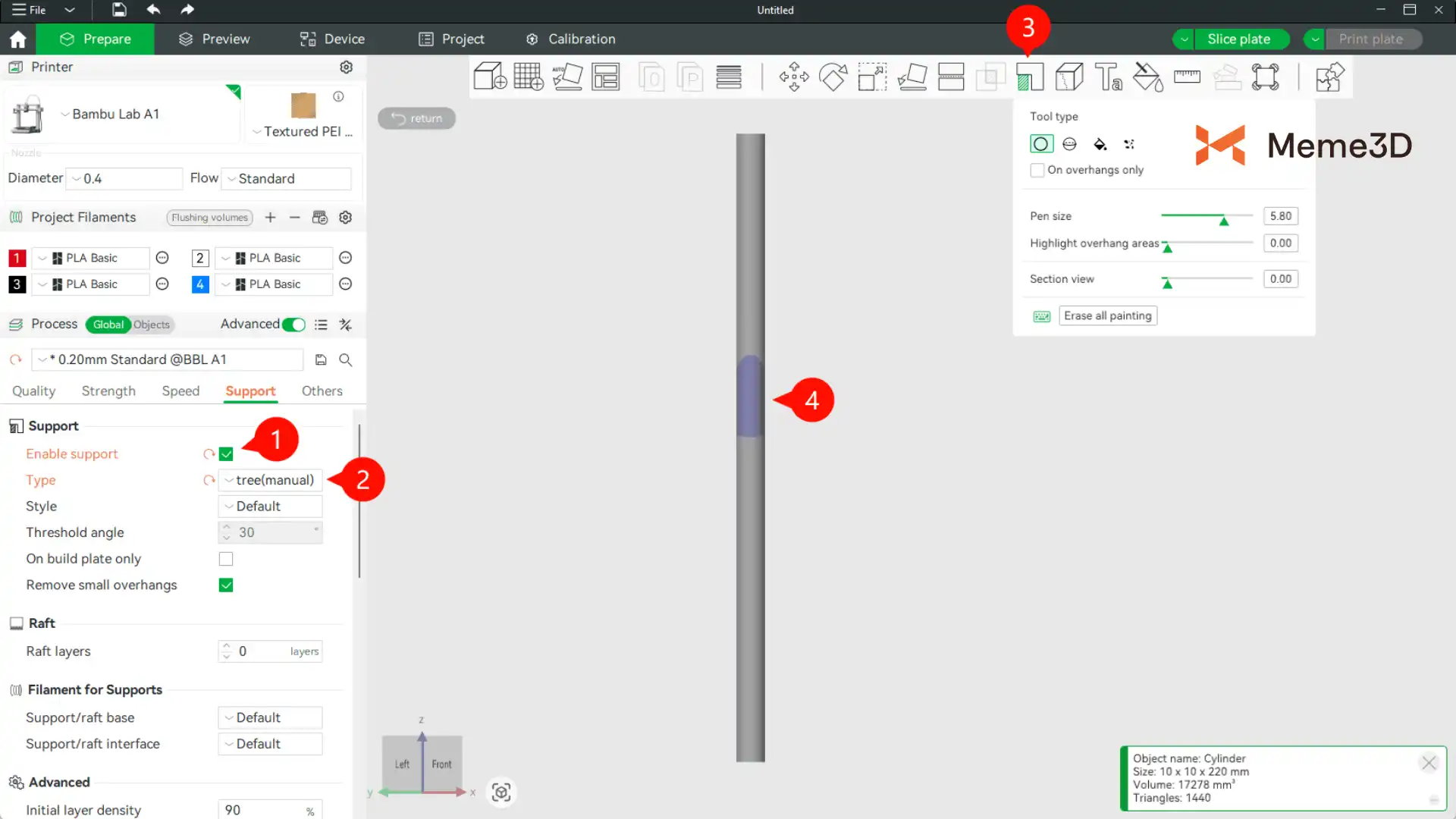
Đối với các mô hình cao hoặc nặng ở phần trên, cấu trúc hỗ trợ hiệu quả là rất quan trọng để ngăn chặn việc bị đổ trong khi in.
Trong Bambu Studio, hãy bật tùy chọn Support từ thanh công cụ bên trái. Với loại bản in này, khuyến nghị chọn loại hỗ trợ là Tree (Manual) (Cây – Thủ công). Sau khi chọn mô hình, thanh công cụ phía trên sẽ kích hoạt-nhấp vào công cụ Paint Support.
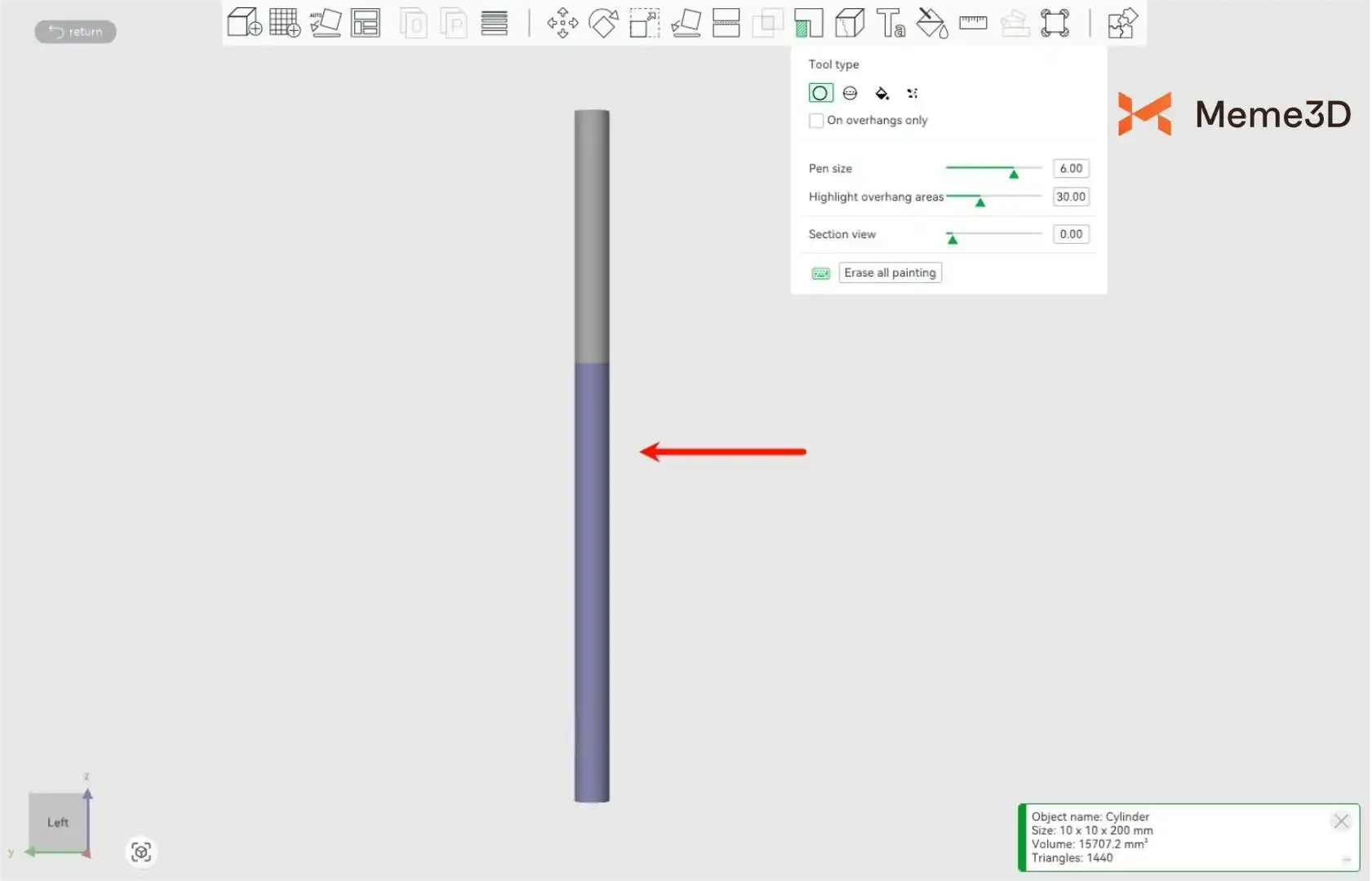
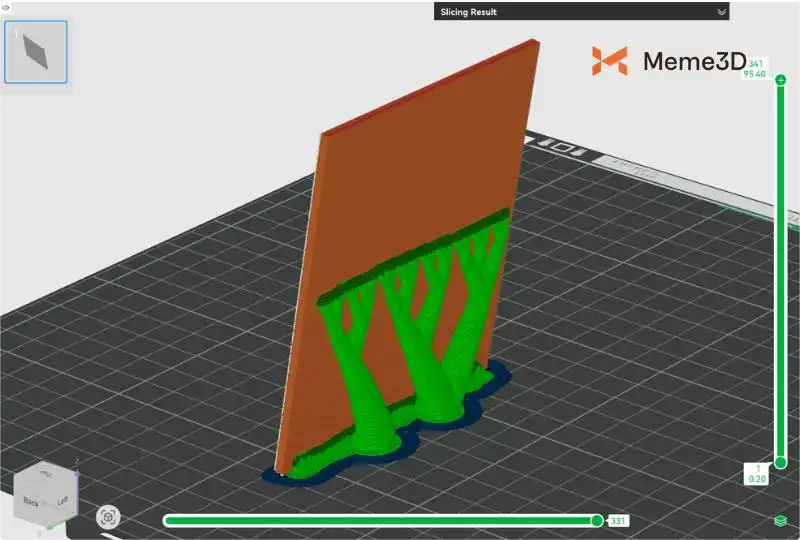
Đối với các mô hình hình trụ mảnh, bạn nên áp dụng các điểm tiếp xúc hỗ trợ xung quanh phần giữa phía trên của mô hình (ví dụ: khoảng 2/3 tổng chiều cao). Các nhánh cây hỗ trợ (Tree supports) sẽ mọc ra từ những khu vực này và kéo dài xuống dưới, đóng vai trò như các “cánh tay” ổn định giúp chống đỡ phần trên của mô hình. Điều này giúp giảm đáng kể rung lắc và cải thiện độ ổn định tổng thể.
Lưu ý: Nếu mô hình của bạn đặc biệt cao hoặc mảnh, hãy cân nhắc thêm cấu trúc hỗ trợ bao quanh toàn bộ phần đế bên dưới. Mặc dù điều này có thể làm tăng nhẹ lượng vật liệu hỗ trợ, nhưng nó cải thiện đáng kể độ ổn định và tỷ lệ thành công.
Sau khi cắt lớp, hãy chuyển sang chế độ Preview và kiểm tra kỹ hình dạng cũng như độ bao phủ của các cấu trúc hỗ trợ. Đảm bảo chúng được định vị đúng và đủ rộng để tạo sự ổn định xuyên suốt quá trình in.
Hướng dẫn in mô hình Lithophane (Tranh in xuyên sáng)
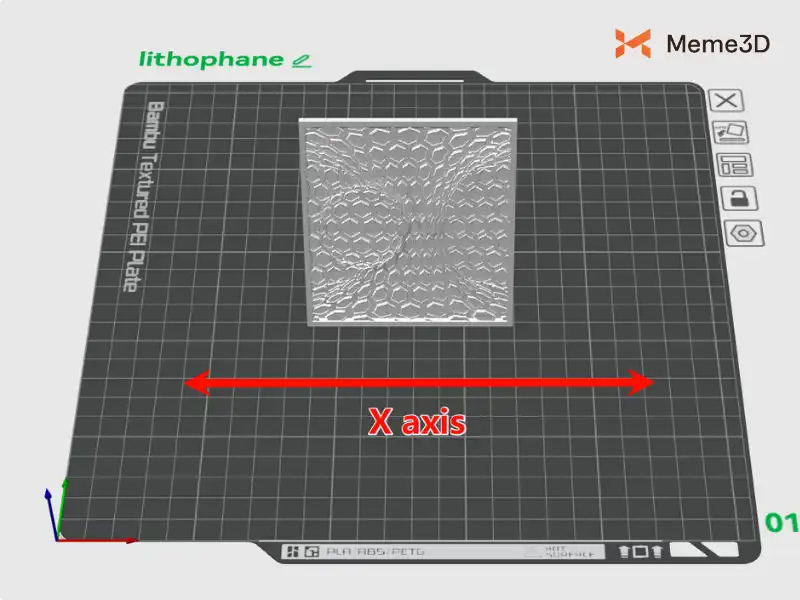
Đối với các mô hình lithophane có diện tích đế nhỏ, chẳng hạn như tranh phù điêu hoặc các cấu trúc mỏng có trọng tâm cao, việc in đứng trên máy in A1 có thể gây rung lắc quá mức hoặc thậm chí bị đổ do chuyển động tiến lùi của bàn nhiệt trục Y.
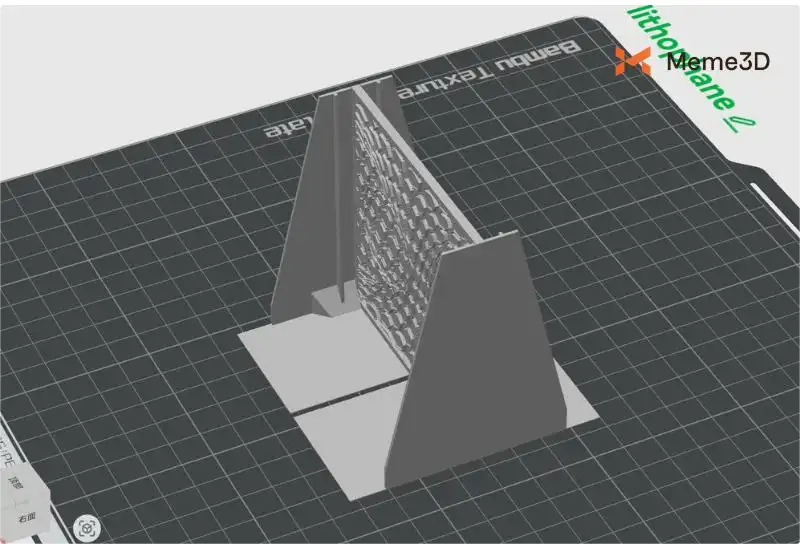
Khuyến nghị hãy đặt nghiêng các mô hình này và căn chỉnh chúng dọc theo trục X khi chỉ in một mô hình đơn lẻ. Hướng này giúp giảm thiểu sự rung lắc do chuyển động của trục Y gây ra, từ đó giảm nguy cơ đổ và cải thiện độ ổn định.
Khi cân nhắc hướng đặt lithophane, bạn nên định vị mô hình sao cho không tạo ra quá nhiều lực cản không khí. Do các chuyển động nhanh, lực cản không khí có thể khiến mô hình bị xê dịch nhẹ, dẫn đến lỗi hoặc chất lượng in không lý tưởng. Trong trường hợp in nhiều mô hình cùng lúc, bạn có thể đặt mô hình dọc theo trục Y.
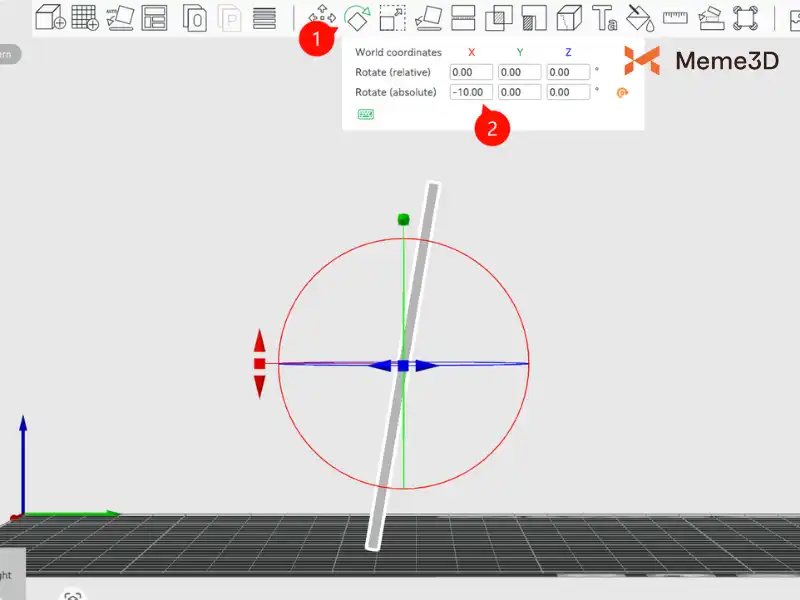
- Sử dụng công cụ “Rotate” của Bambu Studio để nghiêng mô hình từ 10°–20° dọc theo trục X hoặc Y.
- Tránh các góc nghiêng quá lớn, vì chúng có thể:
- Giảm độ chính xác của trục Z.
- Tăng lượng vật liệu hỗ trợ cần thiết để kết nối mô hình với bàn in.
Sau khi nghiêng, hãy thêm các cấu trúc hỗ trợ để tăng diện tích tiếp xúc của mô hình với bàn in nhằm tăng độ ổn định. Việc thêm hỗ trợ quanh phần giữa của mô hình đặc biệt hiệu quả trong việc ngăn chặn sự rung lắc do chiều cao và quán tính tăng lên. Các hỗ trợ ở mức trung tâm giúp ổn định phần giữa, nâng cao độ vững chắc tổng thể của cấu trúc.
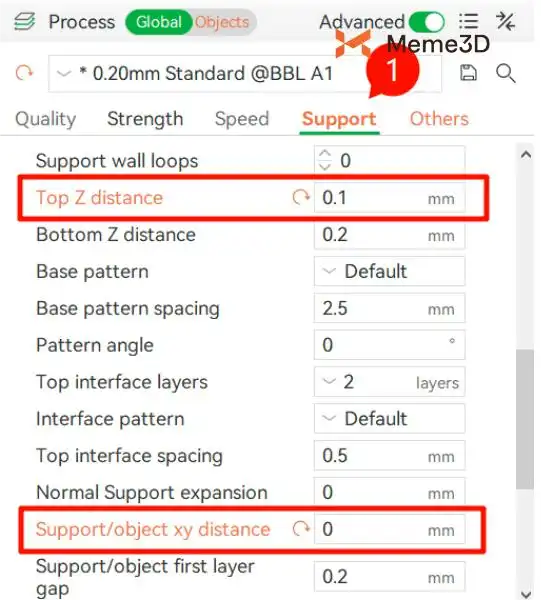
Để đảm bảo khả năng hỗ trợ mạnh mẽ hơn cho mô hình, hãy truy cập giao diện cài đặt hỗ trợ (support settings) và giảm giá trị “Top Z Distance” và “Support/Object XY”.
Sau khi hoàn tất cài đặt, hãy kiểm tra kỹ các cấu trúc hỗ trợ trong chế độ Preview để đảm bảo chúng được tạo ra như mong đợi, cung cấp đủ khả năng chống đỡ và bám dính trong khi in.
Một ý tưởng khác để đạt kết quả tốt nhất là đặt mô hình nghiêng một góc 45 độ trên trục Y, điều này có thể tăng thêm độ ổn định cho lithophane.
Mẹo thiết kế: Các nhà thiết kế kinh nghiệm thường kết hợp sẵn các cấu trúc hỗ trợ ngay trong giai đoạn thiết kế mô hình để hỗ trợ in ấn và nâng cao độ ổn định tổng thể.
Điều chỉnh Brim để bám dính bàn in tốt hơn
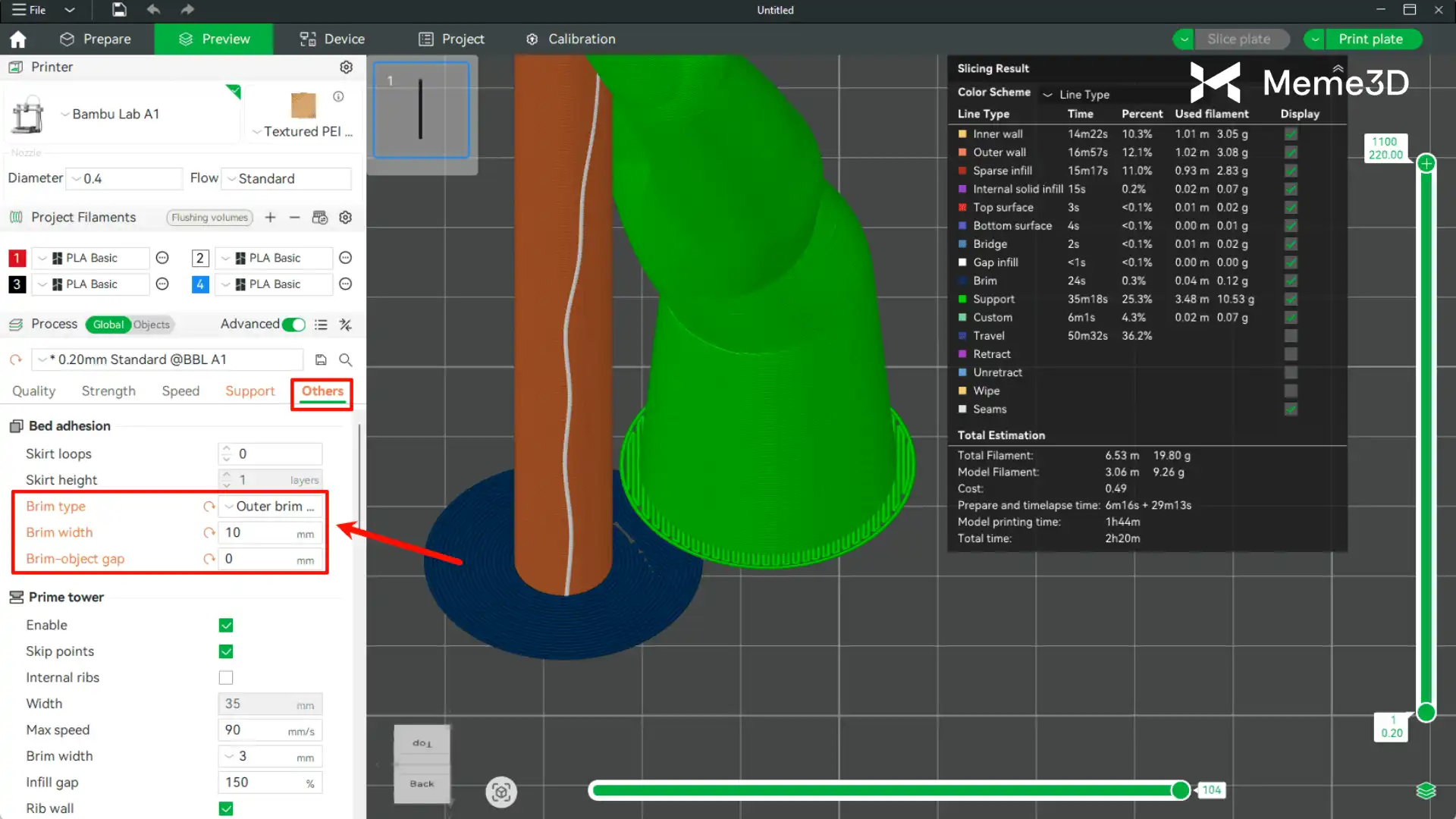
Độ ổn định của đế mô hình cũng quan trọng không kém. Đối với các mô hình như hình trụ cao, hẹp có diện tích chiếm chỗ nhỏ và tiếp xúc ban đầu hạn chế với bàn in, việc sử dụng Brim (viền đế) có thể cải thiện đáng kể độ bám dính. Đặt “Brim Width” (Độ rộng viền) khoảng 5–10 mm để tạo thêm diện tích tiếp xúc. Khuyến nghị đặt “Brim-object gap” (Khoảng cách viền-vật thể) bằng 0, để viền kết nối chặt chẽ với đế mô hình, tối đa hóa hiệu quả ổn định.
Ổn định tốc độ in bằng cơ chế “Minimum Layer Time”
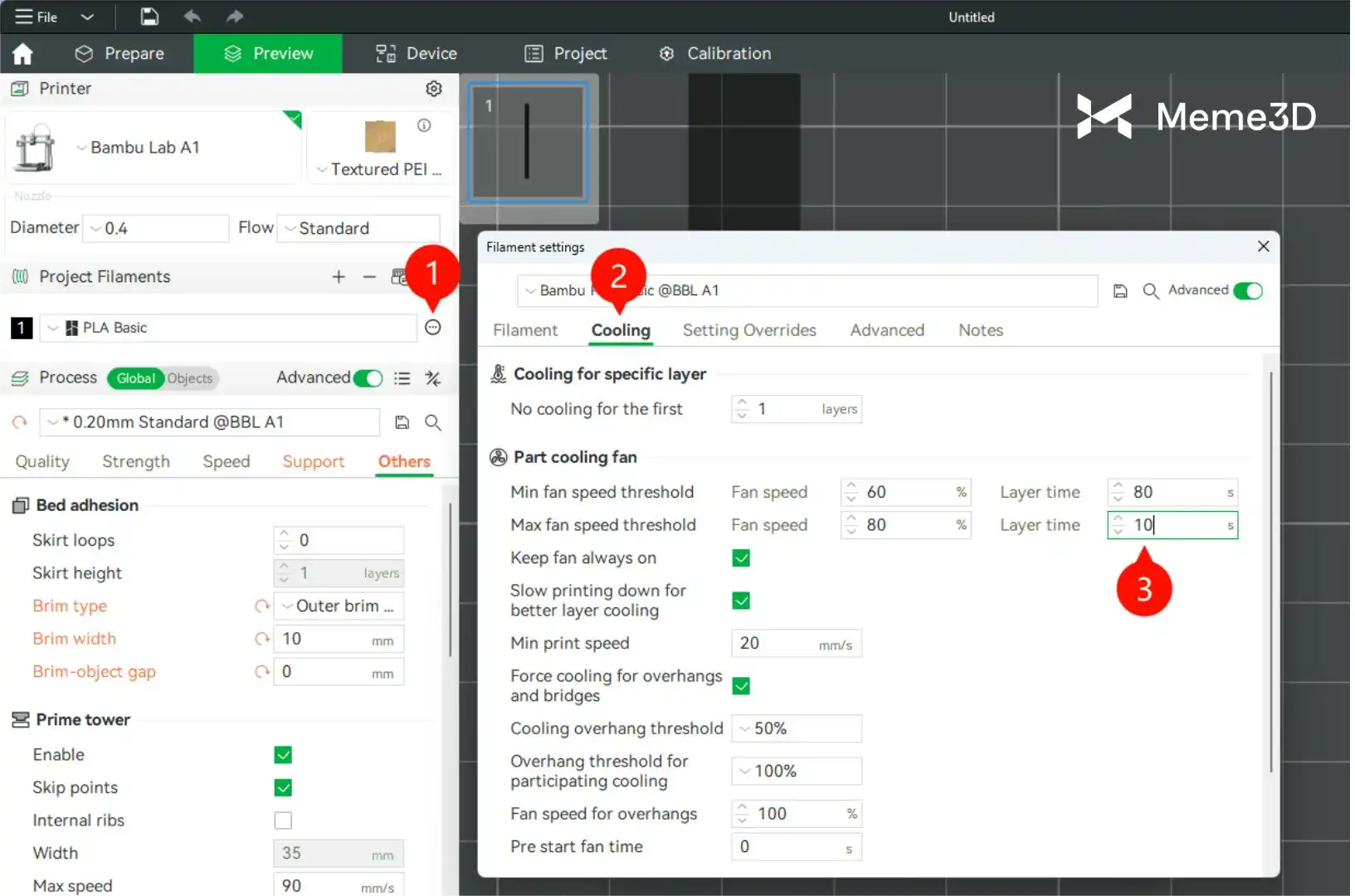
Đối với phần trên của các mô hình cao và mảnh, mỗi lớp thường có diện tích mặt cắt ngang rất nhỏ, đồng nghĩa với việc thời gian in mỗi lớp cực kỳ ngắn. Chuyển động nhanh của đầu phun trong những trường hợp này có thể gây ra rung động và làm tăng nguy cơ đổ mô hình. May mắn thay, Bambu Studio có một tính năng làm chậm (slowdown) hữu ích trong phần cài đặt làm mát (cooling) có thể giảm thiểu vấn đề này một cách hiệu quả.
Trong “Filament Settings”, tăng giá trị “Layer Time” (Thời gian in lớp) dưới mục “Max Fan Speed Threshold”, ví dụ lên 10 giây, và bật tùy chọn “Slow printing down for better layer cooling”. Khi cắt lớp, nếu thời gian in ước tính của một lớp ngắn hơn thời gian in lớp tối thiểu đã đặt, máy in sẽ tự động làm chậm tốc độ in cho lớp đó (xuống đến giá trị đã đặt trong Minimum Print Speed, ví dụ: 20 mm/s). Điều này kéo dài thời gian in thực tế và giúp giảm rung lắc do đầu phun gây ra, giúp bản in ổn định hơn.
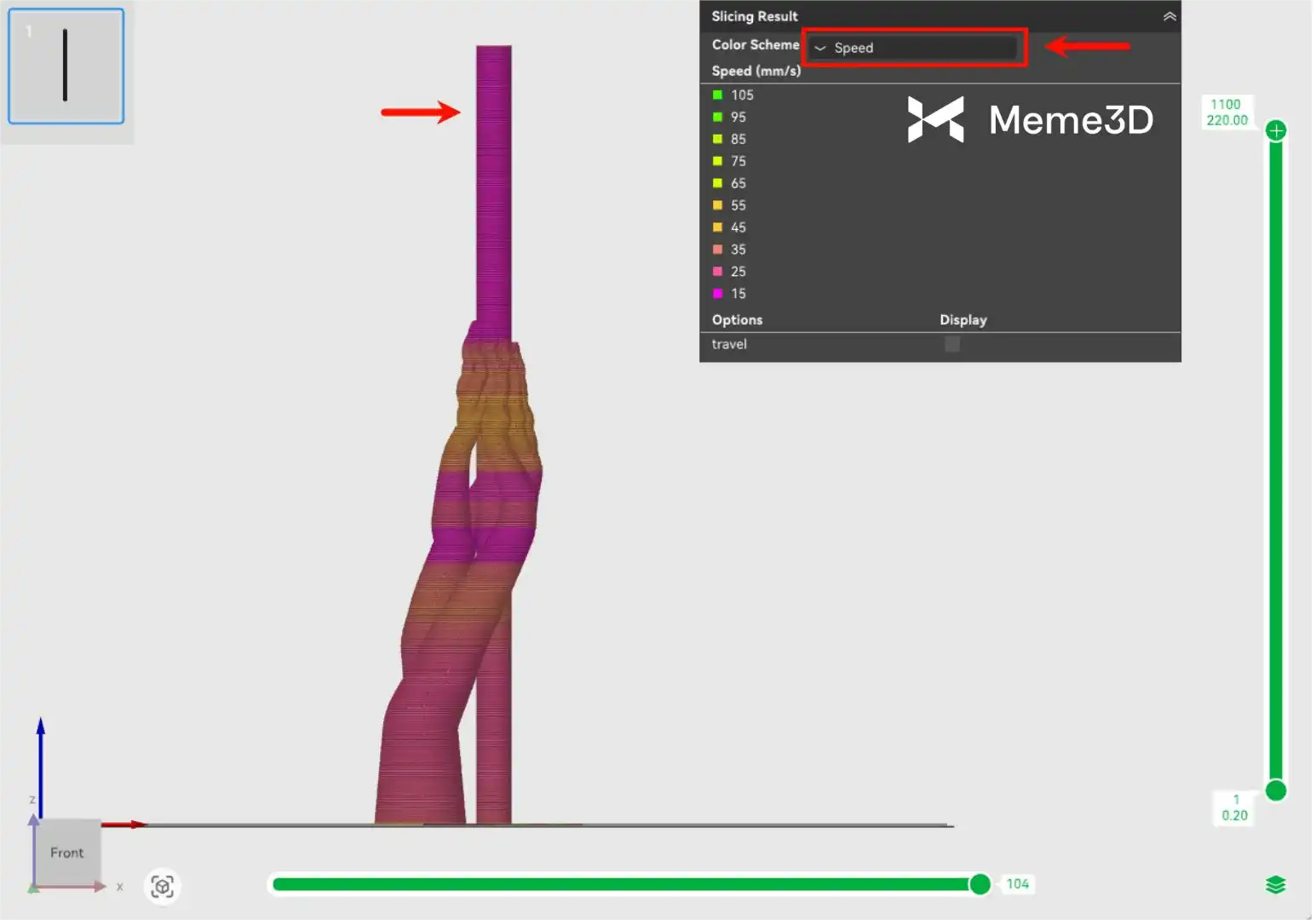
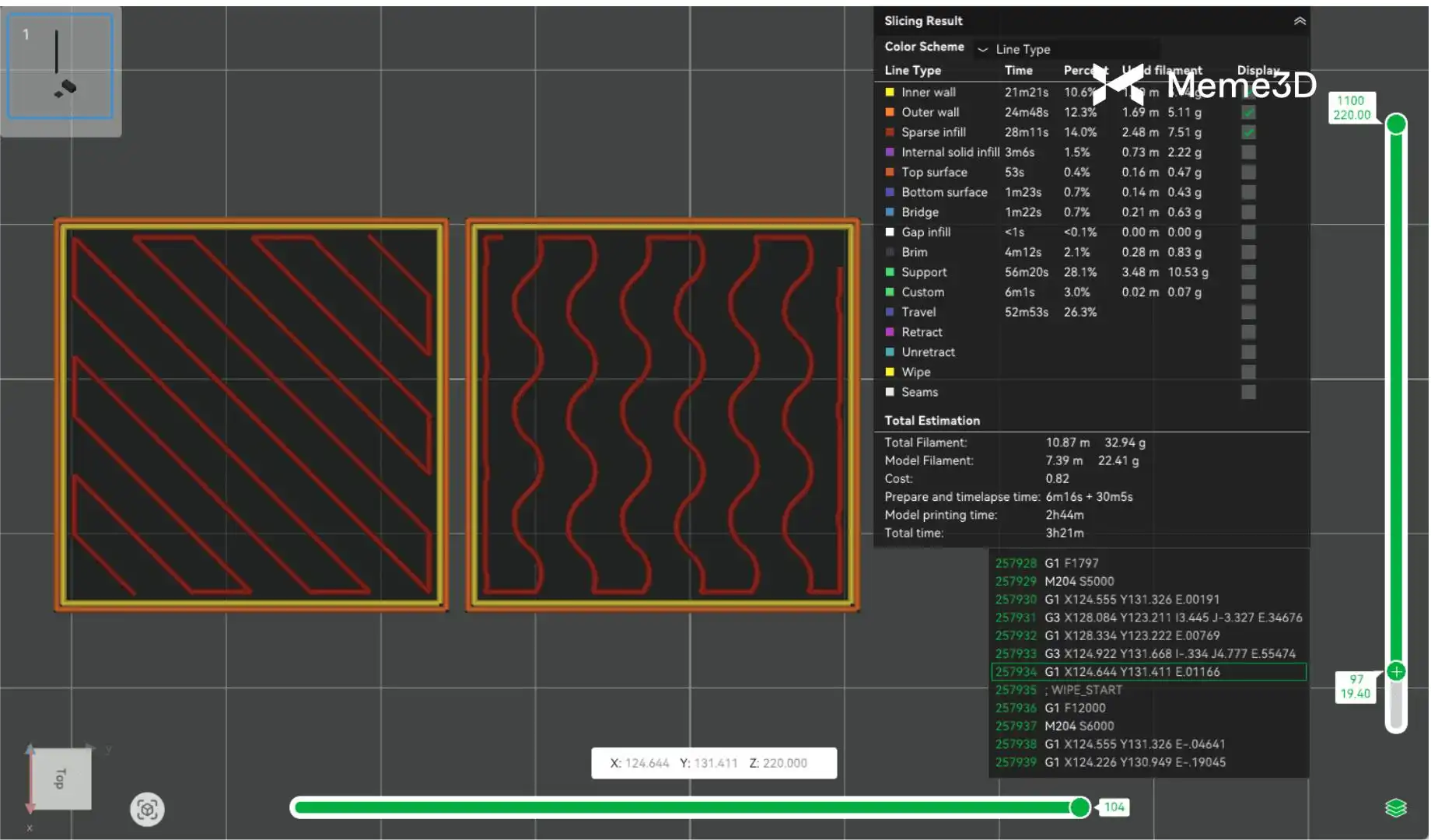
Sau khi cắt lớp, hãy chuyển bảng màu trong chế độ Preview sang “Speed”. Bạn sẽ nhận thấy phần trên của mô hình—nơi mỗi lớp có thời gian in ngắn hơn—hiển thị tốc độ in giảm rõ rệt. Điều này cho thấy cơ chế thời gian in lớp tối thiểu đang hoạt động đúng như mong muốn.
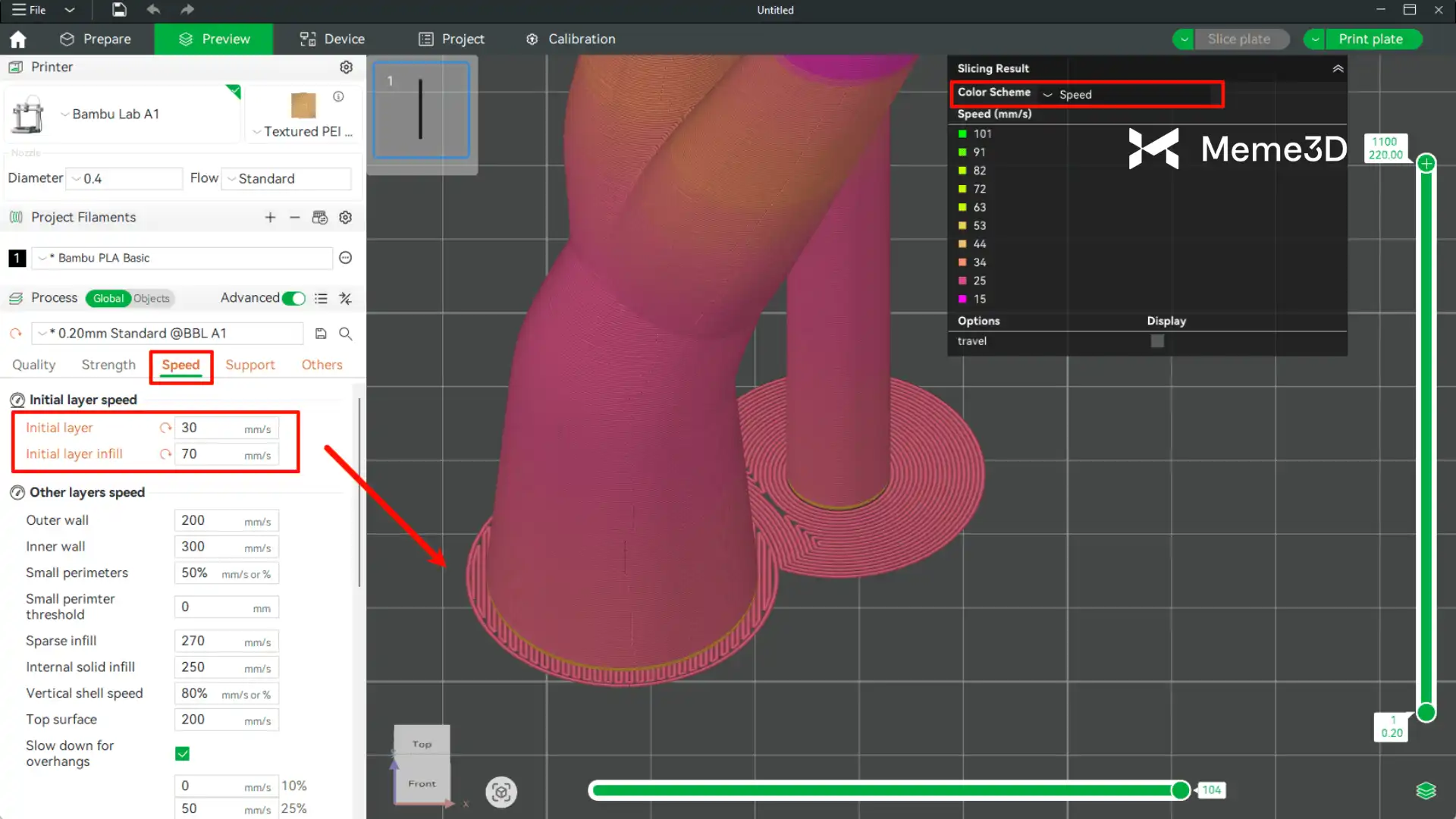
Tối ưu hóa tốc độ in lớp đầu tiên (First Layer Print Speed)
Lớp đầu tiên là nền móng của một bản in thành công. Việc làm chậm tốc độ in lớp đầu tiên giúp đảm bảo sợi nhựa nóng chảy bám dính tốt với bàn in, tạo ra một đế chắc chắn và ổn định cho phần còn lại của bản in.
Tránh rủi ro va quẹt nội bộ (Internal Dragging)
Với một số kiểu lấp đầy (infill) nhất định—như “Grid”—đầu phun có thể đi băng qua các đường đã in trước đó trên cùng một lớp. Nếu cấu trúc chưa hoàn toàn ổn định, những va chạm nhẹ tại các điểm giao nhau này có thể tích tụ và gây ra rung lắc, hoặc thậm chí làm đổ mô hình.
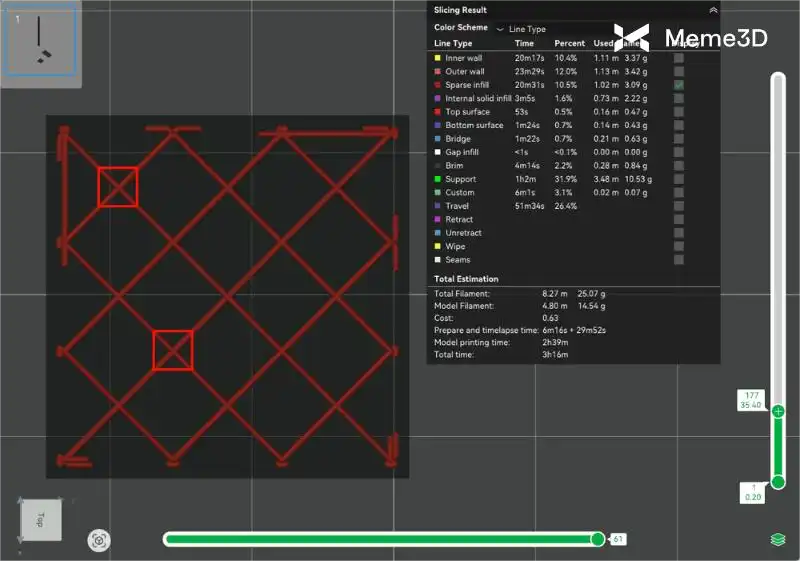
Khuyến nghị sử dụng các kiểu infill có ít hoặc không có điểm giao cắt, chẳng hạn như Aligned Rectilinear hoặc Gyroid. Những kiểu này làm giảm đáng kể nguy cơ đầu phun va chạm với các vùng nhựa đã đông đặc một phần trên cùng một lớp, giúp duy trì sự ổn định của mô hình trong quá trình in.
Bây giờ bạn đã nắm vững các kỹ thuật ngăn ngừa đổ mô hình, hãy tự tin chinh phục những bản in đầy thử thách mà trước đây từng khiến bạn gặp khó khăn!

Kỹ thuật cắt lớp để ngăn ngừa Cong vênh (Warping)
Cong vênh thường xảy ra khi ứng suất nội bộ do sự co rút vật liệu trong quá trình làm mát lớn hơn lực bám dính giữa mô hình và bàn in. Vấn đề này đặc biệt phổ biến với các sợi nhựa kỹ thuật như ABS, PC và PA, vốn có tỷ lệ co rút cao. Các mô hình có bề mặt đáy lớn hoặc mật độ in lấp đầy (infill density) cao cũng dễ bị cong vênh hơn.
Thêm Brim Ears (Tai viền)
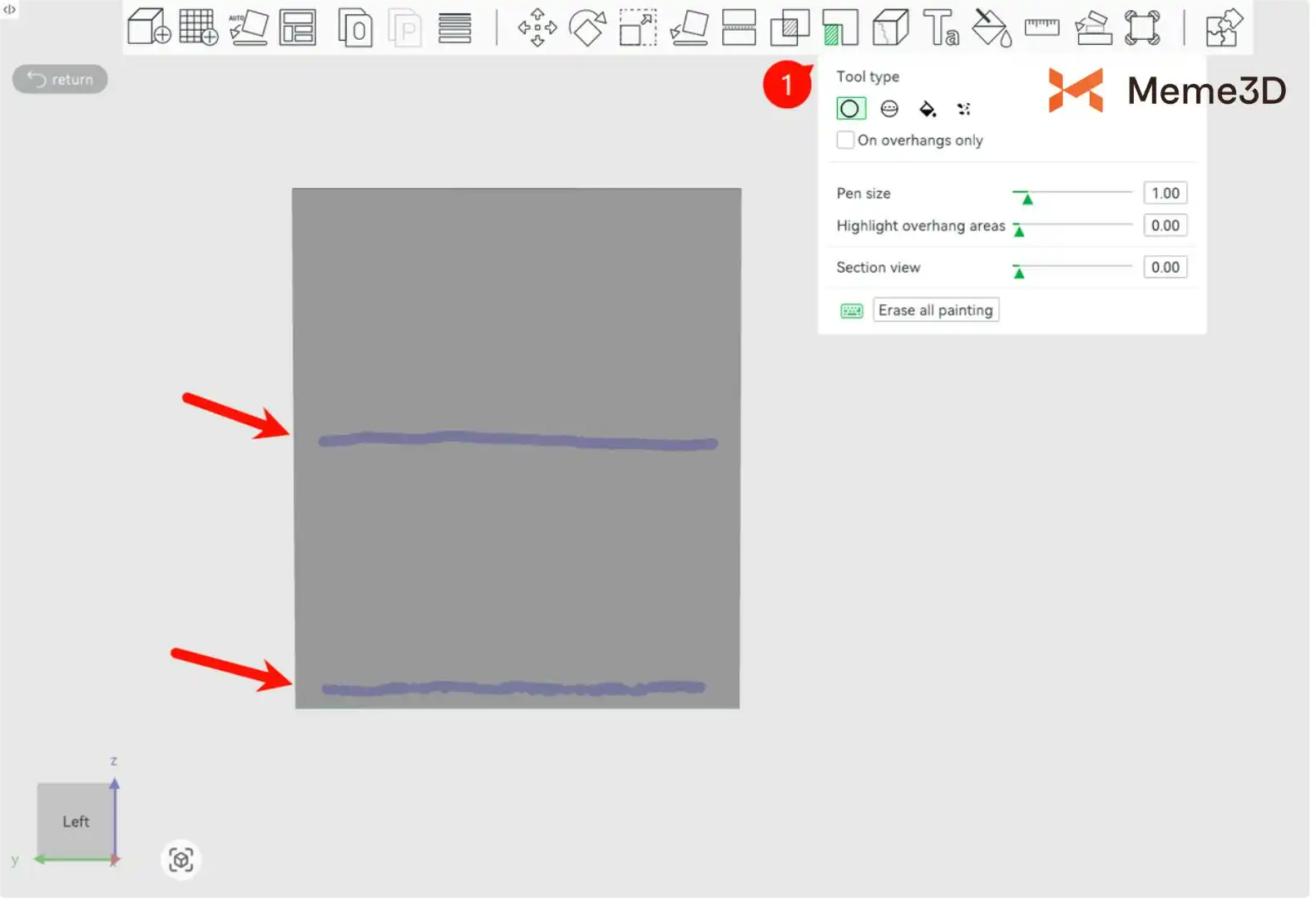
Đối với các mô hình thường bị cong vênh ở các khu vực cụ thể—đặc biệt là tại các góc, bạn có thể tăng cường độ bám dính bàn in bằng cách sử dụng Brim.
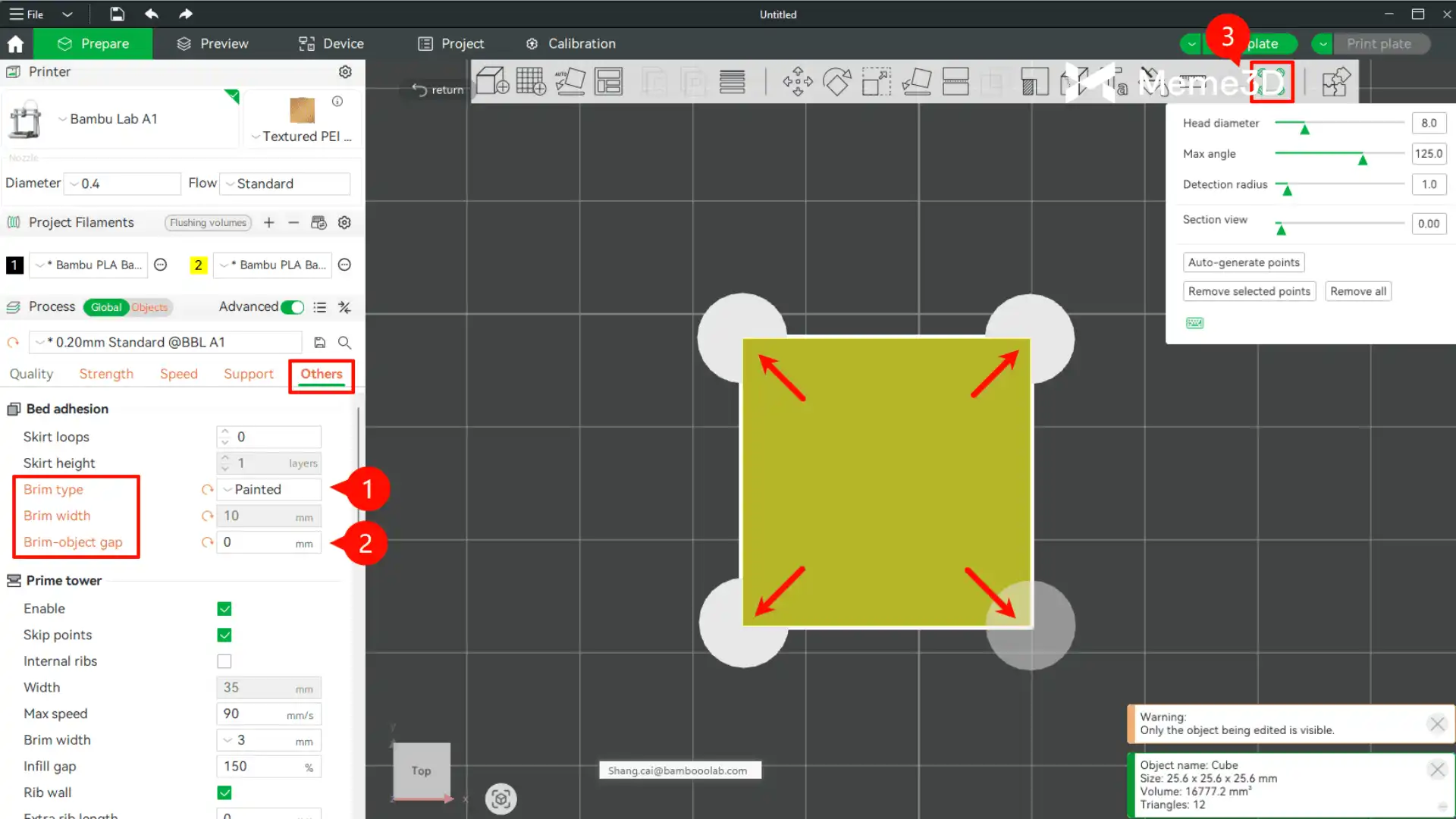
Trong bảng cài đặt bên trái, thay đổi Brim Type thành Drawn. Sau khi chọn mô hình, nhấp vào công cụ Brim Ears [E] trên thanh công cụ phía trên. Sử dụng tùy chọn Auto-Generate Points để tự động đặt các “tai chuột” (mouse ears) quanh mô hình. Bạn cũng có thể thêm thủ công các điểm bám dính bổ sung dọc theo các cạnh mô hình nếu cần. Bạn có thể chọn tùy chọn “Painted” dưới mục Others -> Bed Adhesion -> Brim Type để tự vẽ Brim chính xác vào vị trí bạn muốn. Khuyến nghị đặt “Brim-object gap” bằng 0 để tối đa hóa hiệu quả bám dính.
Cài đặt Filament & Chiến lược làm mát
Sử dụng một máy in có buồng kín như P1S với nhựa PLA làm ví dụ:
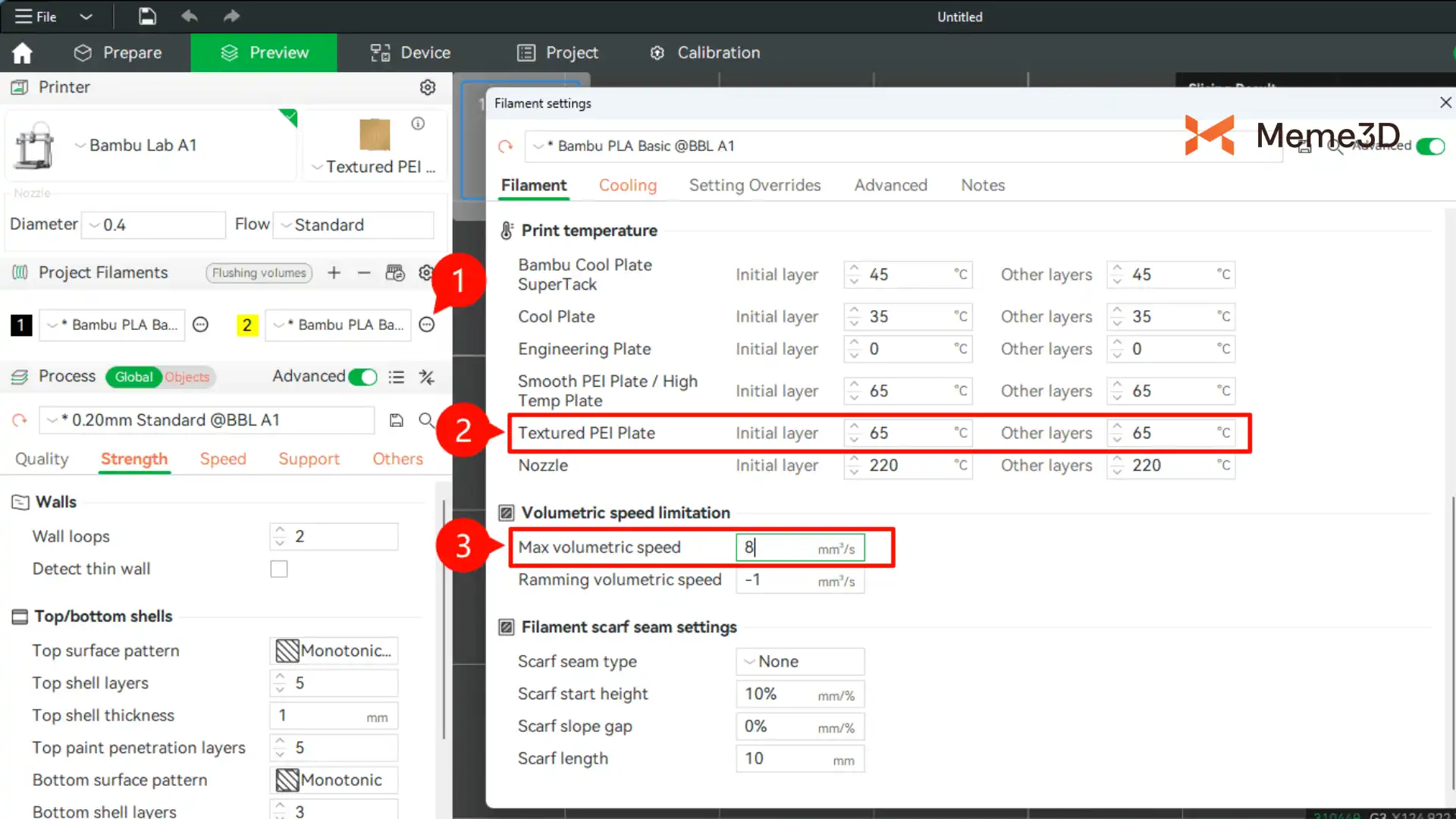
- Tăng nhiệt độ bàn nhiệt một cách thích hợp để cải thiện độ bám dính trong lớp đầu tiên. Nếu nhiệt độ bàn quá thấp, mô hình sẽ không bám dính đúng cách, dẫn đến cong vênh. Bạn có thể tăng nhẹ nhiệt độ bàn (ví dụ: 5-10°C) tùy theo điều kiện in của mình.
- Lưu ý: Đối với nhựa PLA, nếu nhiệt độ môi trường cao, việc in kéo dài có thể làm tăng nhiệt độ bên trong buồng máy, gây ra hiện tượng “thermal creep” (mềm nhựa sớm) trong bánh răng bộ đùn, dẫn đến tắc nghẽn đùn nhựa. Trong trường hợp này, khuyến nghị nên mở hé cửa máy in hoặc nắp đậy phía trên để hỗ trợ làm mát.
- Giới hạn Max Volumetric Speed (Tốc độ dòng chảy thể tích tối đa) sẽ gián tiếp làm giảm tốc độ in tổng thể, đặc biệt là ở các vùng có infill cao hoặc vùng in lớn. Quá trình này giúp vật liệu được nung nóng và đùn ra đều hơn, làm giảm ứng suất nội bộ do thay đổi nhiệt độ nhanh, từ đó cải thiện độ ổn định.
Chiến lược làm mát (Cooling Strategies)
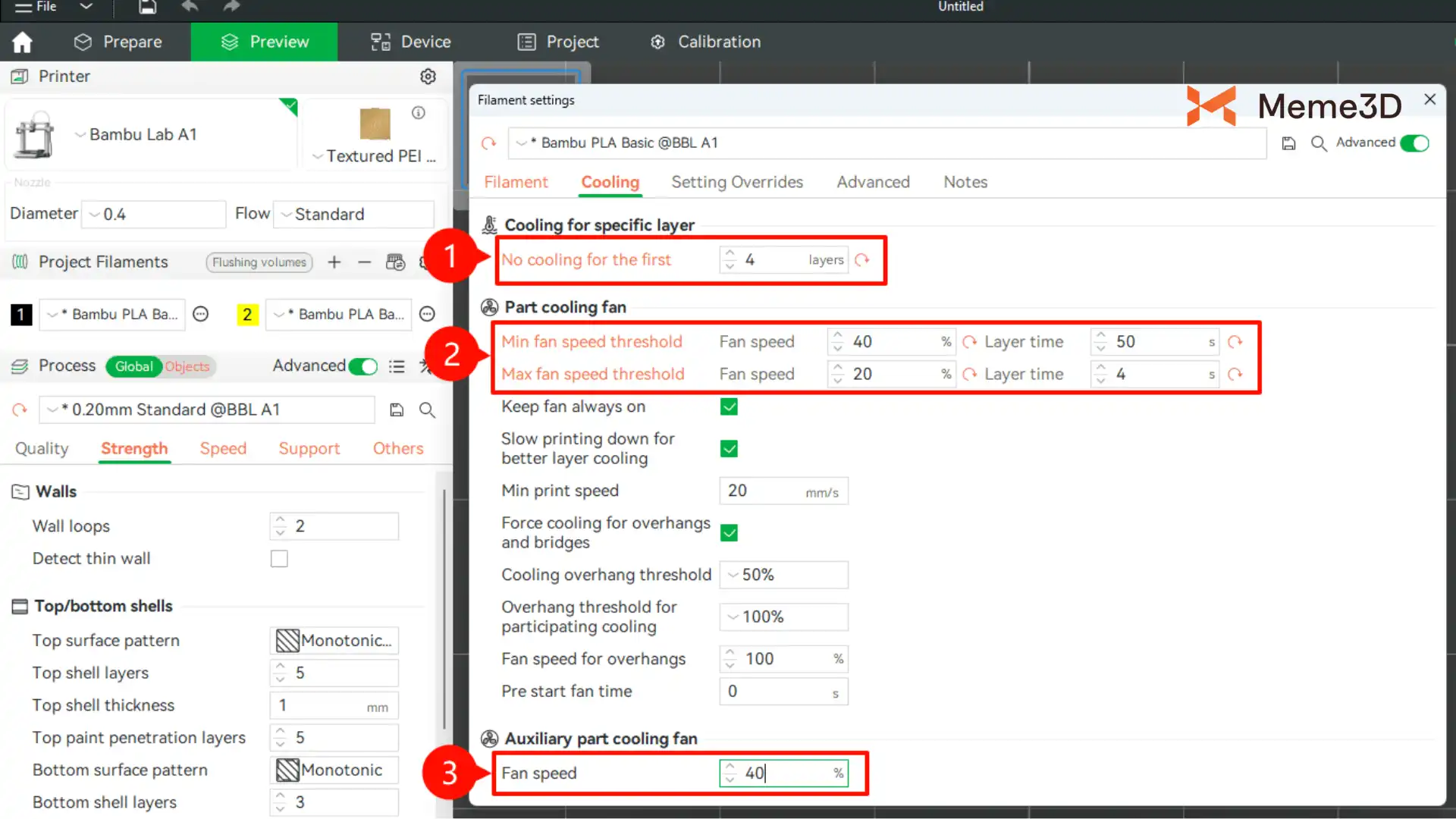
- Tắt quạt làm mát trong các giai đoạn in đầu (3-5 lớp đầu tiên) để ngăn ngừa cong vênh do khí lạnh gây ra trước khi mô hình bám đủ chắc vào bàn in.
- Thiết lập “Min fan speed threshold” phù hợp trong cài đặt Part cooling fan. Ví dụ, điều chỉnh giá trị mặc định từ 100 giây xuống 50 giây có nghĩa là những lớp mất hơn 50 giây để in sẽ chạy quạt ở tốc độ thấp nhất, giúp tránh làm mát quá nhanh gây co rút và biến dạng.
- Giảm hoặc tắt làm mát cho cấu trúc hỗ trợ (support) để giảm thiểu tác động làm mát trực tiếp của chúng lên mô hình.
Tối ưu hóa Infill (Sparse Infill Optimization)
Khi in các mô hình lớn, mật độ infill cao dẫn đến lực co rút nội bộ lớn hơn, làm tăng nguy cơ cong vênh. Nếu gặp vấn đề này, hãy thử các chiến lược tối ưu hóa sau:
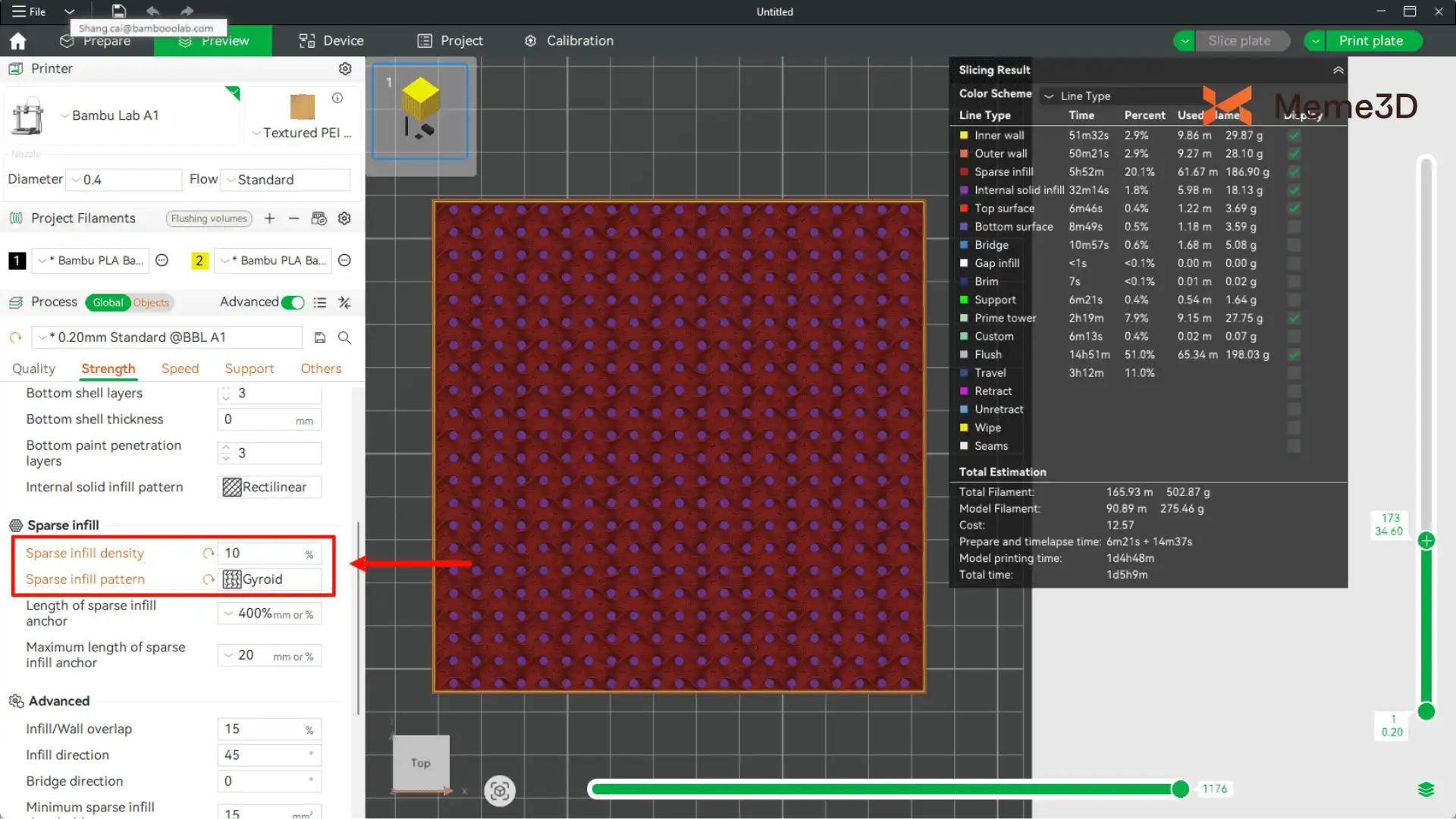
- Giảm mật độ infill: Giảm tỷ lệ phần trăm infill giúp giảm sự tích tụ ứng suất co rút.
- Sử dụng kiểu infill ít co rút: Kiểu infill “Gyroid” (hoặc Spiralize trong một số ngữ cảnh) giúp phân bổ ứng suất nội bộ đều hơn so với kiểu “Grid”, giảm khả năng co rút theo một hướng nhất định.
- Điều chỉnh cài đặt cấu trúc theo nhu cầu thực tế: Nếu mô hình không yêu cầu độ bền nội bộ cao, bạn có thể giảm mật độ infill trong khi tránh các lớp tường (wall) quá dày. Mật độ infill mặc định 15% và độ dày tường 2 lớp trong Bambu Studio là đủ cho hầu hết các chi tiết chức năng.
Lưu ý trước khi in:
- Vệ sinh sạch bề mặt bàn in trước khi in để loại bỏ dầu mỡ, bụi bẩn hoặc cặn bám, vì chúng làm yếu đáng kể độ bám dính lớp đầu tiên. Đối với bàn PEI nhám (textured) của Bambu Lab, khuyến nghị vệ sinh bằng nước rửa chén và miếng bọt biển, sau đó rửa lại bằng nước sạch và để khô hoàn toàn. Sau khi vệ sinh, tránh chạm tay trực tiếp vào bề mặt bàn in.
- Nếu sử dụng các vật liệu kỹ thuật đặc biệt hoặc in các mô hình dễ bị cong vênh, hãy bôi một lớp mỏng hỗ trợ bám dính như keo khô (glue stick) hoặc chất kết dính chuyên dụng cho máy in 3D lên vùng in để cải thiện độ bám dính lớp đầu tiên.
