Chưa có sản phẩm trong giỏ hàng.
Trong công nghệ in 3D bồi đắp vật liệu (FDM – Fused Deposition Modeling), cả các dự án in một màu và nhiều màu đều phụ thuộc rất lớn vào việc cấu hình chính xác các thông số của sợi nhựa (filament) để đảm bảo độ ổn định khi in và chất lượng sản phẩm cao. Việc thiết lập đúng các thuộc tính của sợi nhựa là điều kiện tiên quyết để khai thác tối đa tiềm năng của máy in và đạt được các bản in đồng đều, đáng tin cậy.
Cấu hình và Chọn Sợi nhựa (Filaments)
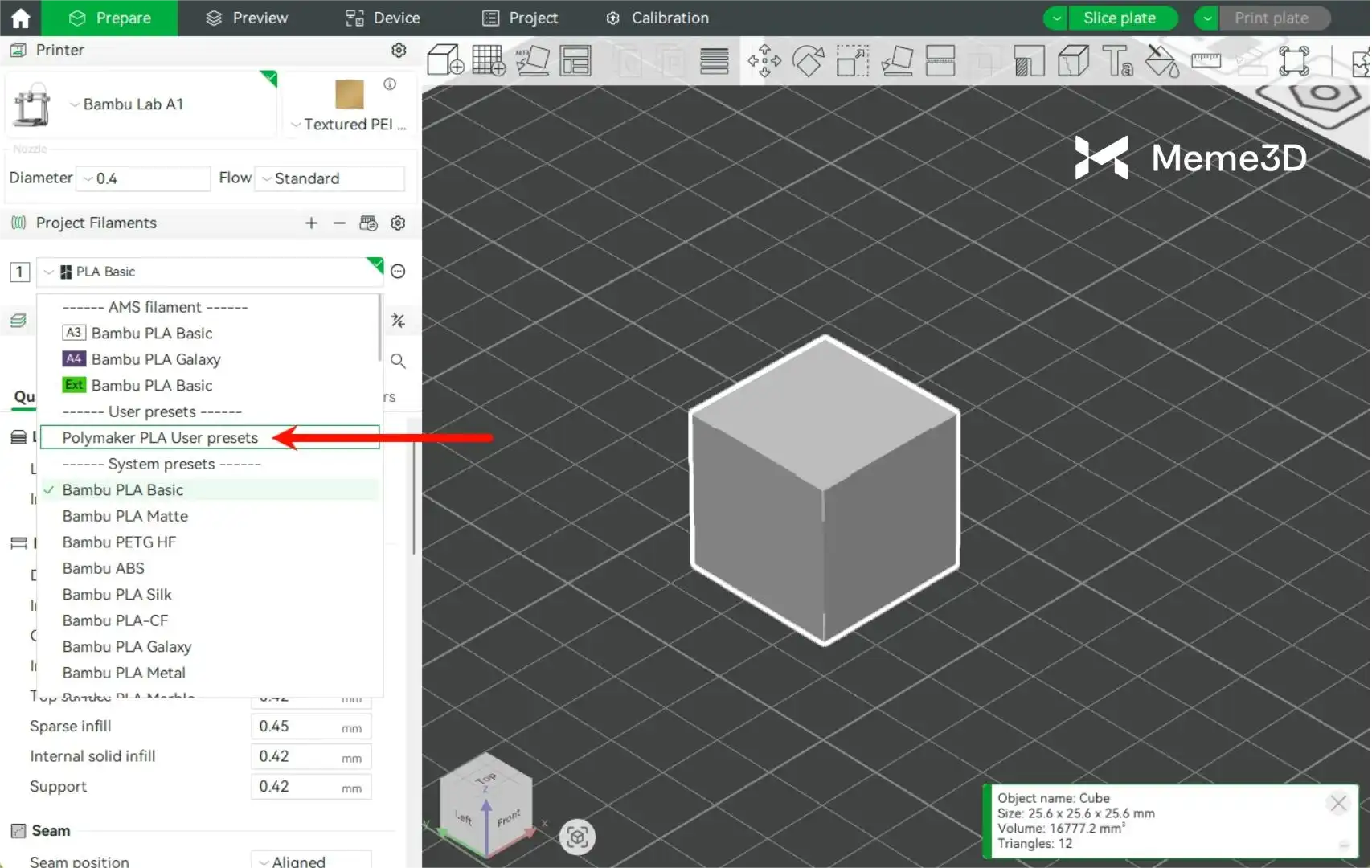
Tìm Bảng Cấu hình Filament Trong Bambu Studio, hãy điều hướng đến phần Danh sách Filament của Dự án (Project Filament List) ở thanh bên trái. Khu vực này hiển thị tất cả các cấu hình (profile) filament hiện có cho dự án hiện tại.
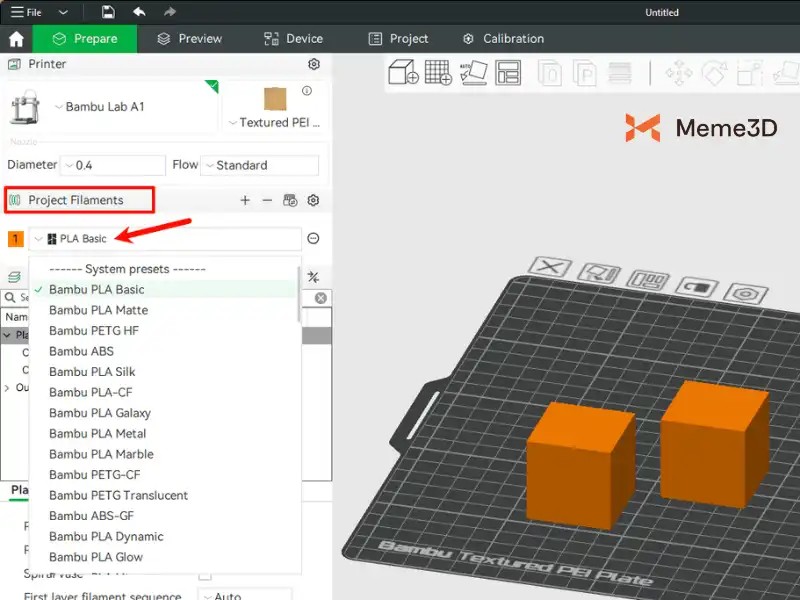
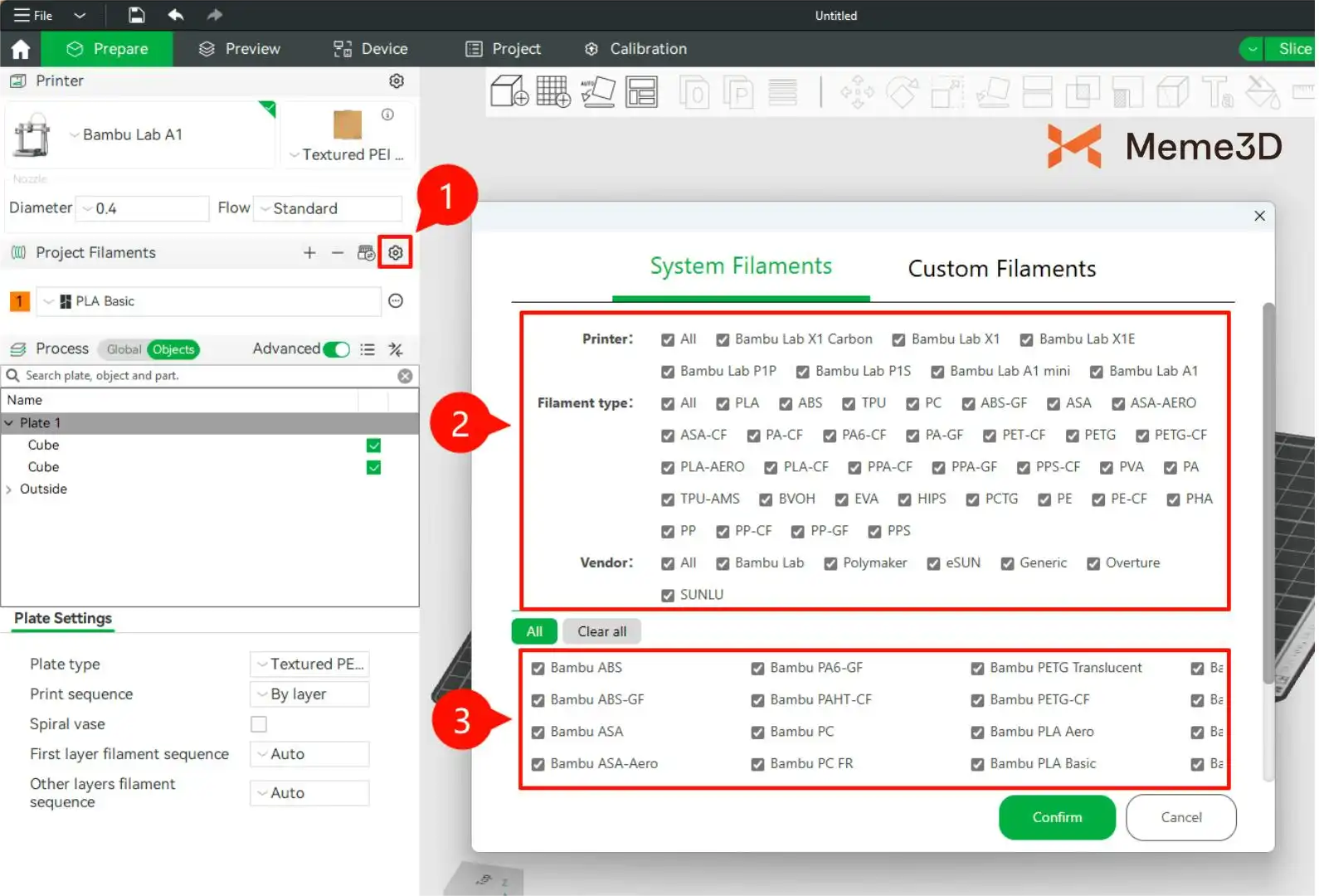
Nếu loại filament bạn cần không có trong danh sách vật liệu của dự án hiện tại, hãy nhấp vào biểu tượng bánh răng ⚙️ bên cạnh danh sách để truy cập bảng “Cấu hình Filament Khả dụng” (Configure Available Filaments).
Filament Hệ thống (System Filaments)
Đây là các bộ thông số được tích hợp sẵn trong Bambu Studio đã qua kiểm chứng kỹ lưỡng. Chúng phù hợp nhất với các loại sợi nhựa chính hãng của Bambu Lab hoặc sợi nhựa của bên thứ ba có các đặc tính hiệu suất tương tự. Chọn mẫu máy in phù hợp, loại filament (như PLA), và nhà cung cấp (như Bambu Lab). Sau đó, đánh dấu vào preset (cài đặt sẵn) filament cụ thể mà bạn cần (ví dụ: PLA Basic) từ danh sách bên dưới. Khi đã chọn, filament đó sẽ xuất hiện trong “Danh sách Filament của Dự án” ở bên trái.
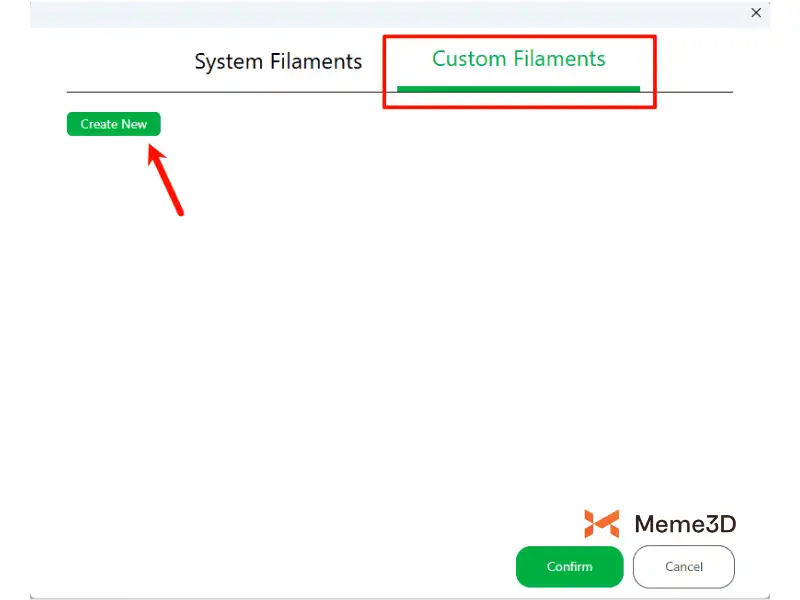
Bambu Studio cũng hỗ trợ tạo các cấu hình filament hoàn toàn mới. Nhấp vào “Custom Filaments → Create New” (Filament Tùy chỉnh → Tạo Mới) để bắt đầu.
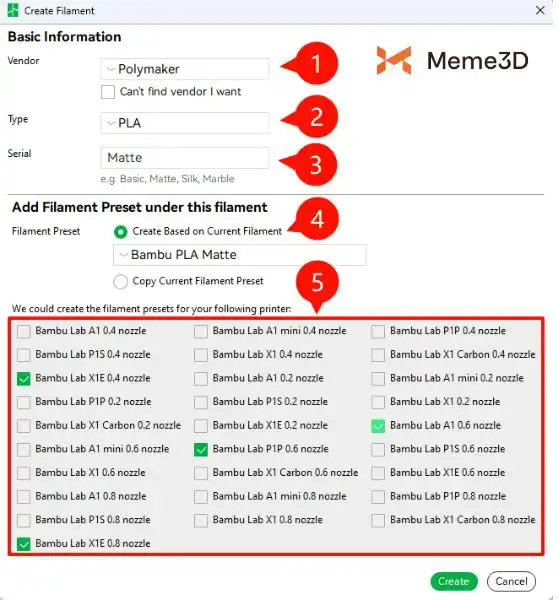
Thông tin Cơ bản (Basic Information): Trong bảng này, bạn sẽ cần xác định các thuộc tính nền tảng cho cấu hình filament của mình.
- Nhà cung cấp (Vendor): Chọn một nhà cung cấp hiện có hoặc nhập tên tùy chỉnh—ví dụ: thương hiệu của riêng bạn hoặc một nhà sản xuất cụ thể.
- Loại Filament (Filament Type): Chọn loại vật liệu cơ bản, chẳng hạn như PLA, PETG, ABS, TPU, v.v.
- Dòng Filament (Filament Serials): Chỉ định cụ thể hơn danh mục vật liệu (ví dụ: Silk, Matte, v.v.) hoặc nhập tên dòng tùy chỉnh nếu có.
- Tạo dựa trên Filament hiện tại (Create Based on Current Filament): Chọn một preset hiện có khớp nhất với filament của bạn. Điều này đảm bảo tất cả các thông số cơ bản được khởi tạo chính xác, mang lại điểm xuất phát đáng tin cậy.
- Máy in và Đầu phun tương thích (Compatible Machines and Nozzles): Đánh dấu vào các ô tương ứng với mẫu máy in và đường kính đầu phun (nozzle) mà cấu hình filament này sẽ hỗ trợ. Để đón đầu các thiết lập trong tương lai—đặc biệt nếu bạn dự định thay đổi đầu phun hoặc sử dụng nhiều máy in—khuyến nghị nên chọn cả máy in hiện tại và tất cả các kích thước đầu phun có khả năng sử dụng (ví dụ: 0.6 mm, 0.8 mm).
Để tránh bỏ sót bất kỳ thông số quan trọng nào, khi thêm một filament tùy chỉnh mới, bạn nên tạo cấu hình filament dựa trên một vật liệu hiện có hoặc nhân bản một preset có sẵn. Khi bạn đã hoàn tất thiết lập, filament tùy chỉnh mới tạo sẽ xuất hiện trong phần “Danh sách Filament của Dự án” ở thanh bên trái của Bambu Studio.
Nếu bạn cần hướng dẫn chi tiết hơn về quy trình tạo filament tùy chỉnh, vui lòng tham khảo Hướng dẫn Tạo Filament Tùy chỉnh trên Bambu Lab Wiki.
Các Cài đặt Cấu hình Filament
Khi bạn đã chọn một cấu hình filament, nhấp vào nút Chỉnh sửa (Edit) để truy cập giao diện “Filament Settings” (Cài đặt Sợi nhựa) chi tiết.
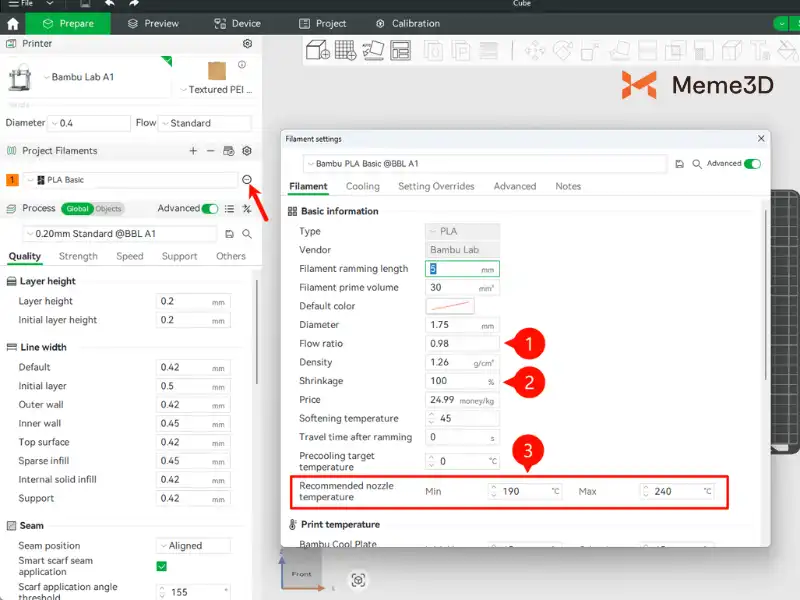
Đặc biệt chú ý đến các thông số sau, vì chúng có tác động đáng kể đến chất lượng bản in:
Tỷ lệ đùn nhựa (Flow Ratio)
Thông số này tinh chỉnh thể tích thực tế của vật liệu nóng chảy được đùn ra trong quá trình in. Nó được sử dụng để bù đắp cho những sai lệch nhỏ về đường kính sợi nhựa.
Hướng dẫn chi tiết về cách thực hiện Hiệu chuẩn Tỷ lệ Đùn nhựa (Flow Ratio Calibration) sẽ được đề cập trong Chương 6.
Tỷ lệ co rút (Shrinkage Rate)
Cài đặt này bù đắp cho sự co rút kích thước xảy ra trong quá trình làm mát—đặc biệt đối với nhựa kỹ thuật hoặc các vật liệu chịu nhiệt độ cao. Trong quá trình cắt lớp (slicing), phần mềm sẽ tự động phóng to mặt bằng mô hình trên trục XY dựa trên phần trăm co rút được chỉ định. Ví dụ: Nếu bạn thiết kế một khối chữ nhật dài 100 mm, nhưng kết quả in ra chỉ đo được 96 mm, điều này cho thấy tỷ lệ co rút là 96%. Trong Bambu Studio, bạn nên đặt Shrinkage Rate thành 96% cho filament này.
Nhiệt độ Đầu phun Khuyến nghị (Recommended Nozzle Temperature)
Điều này xác định dải nhiệt độ tối thiểu và tối đa của đầu phun mà filament đã chọn hỗ trợ. Nó ngăn ngừa tình trạng thiếu nhiệt (có thể gây ra đùn thiếu nhựa hoặc tắc nghẽn – clogging) hoặc quá nhiệt (có thể dẫn đến suy thoái nhiệt, carbon hóa, bốc khói và giảm hiệu suất vật liệu).
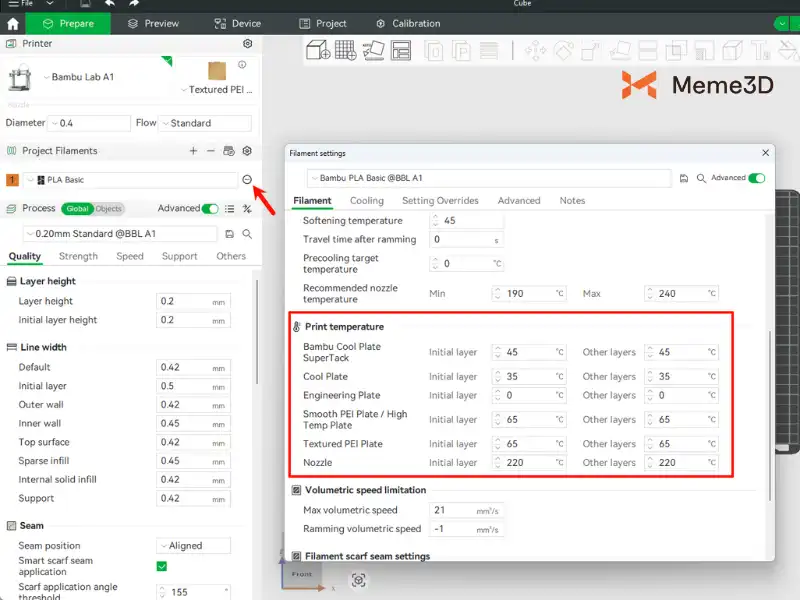
Cài đặt Nhiệt độ In (Printing Temperature Settings)
Trong phần này, bạn có thể thiết lập nhiệt độ làm việc thực tế cho cả đầu phun (nozzle) và bàn nhiệt (heated bed) trong quá trình in. Các giá trị riêng biệt có thể được cấu hình cho lớp đầu tiên (first layer) và các lớp tiếp theo (subsequent layers) để tối ưu hóa hiệu suất. Trong hầu hết các trường hợp, các giá trị mặc định được cung cấp bởi cấu hình filament đã được tối ưu hóa tốt và nên được giữ nguyên. Chỉ nên điều chỉnh nhiệt độ nếu bạn đang gặp phải các vấn đề in ấn cụ thể.
- Nhiệt độ Bàn nhiệt (Heated Bed Temperature): Nên được thiết lập theo vật liệu bàn in cụ thể và loại filament đang sử dụng. Nhiệt độ bàn nhiệt được tinh chỉnh phù hợp là rất quan trọng để đảm bảo độ bám dính chắc chắn của lớp đầu tiên. Khuyến nghị nên đặt nhiệt độ bàn nhiệt cho lớp đầu tiên cao hơn một chút so với các lớp còn lại để tối đa hóa lực bám dính ban đầu.
- Nhiệt độ Đầu phun (Nozzle Temperature): Nên tuân theo phạm vi được khuyến nghị bởi nhà sản xuất filament. Việc đặt nhiệt độ đầu phun quá cao có thể gây ra các vấn đề như kéo chỉ (stringing), suy thoái vật liệu hoặc bề mặt quá bóng. Ngược lại, đặt nhiệt độ quá thấp có thể dẫn đến thiếu nhựa (under-extrusion), liên kết giữa các lớp kém, hoặc chất lượng bề mặt tệ. Đặc biệt khi in ở tốc độ cao, việc hạ nhiệt độ đầu phun quá nhiều có thể dẫn đến tình trạng thiếu đùn nghiêm trọng. Bất kỳ thay đổi nào cũng nên được kiểm tra kỹ lưỡng để đảm bảo hiệu suất ổn định. Một thực hành phổ biến là tăng nhiệt độ đầu phun ở lớp đầu tiên lên khoảng 5°C để cải thiện độ bám dính giữa vật liệu nóng chảy và bàn in.
Lưu ý: Nhiệt độ in tối ưu thường liên quan chặt chẽ đến tốc độ in. In tốc độ cao thường đòi hỏi nhiệt độ đầu phun cao hơn để đảm bảo sợi nhựa được nung chảy hoàn toàn, trong khi in ở tốc độ thấp hơn có thể cần giảm nhiệt độ để tránh nóng chảy quá mức và chảy dãi nhựa (oozing).
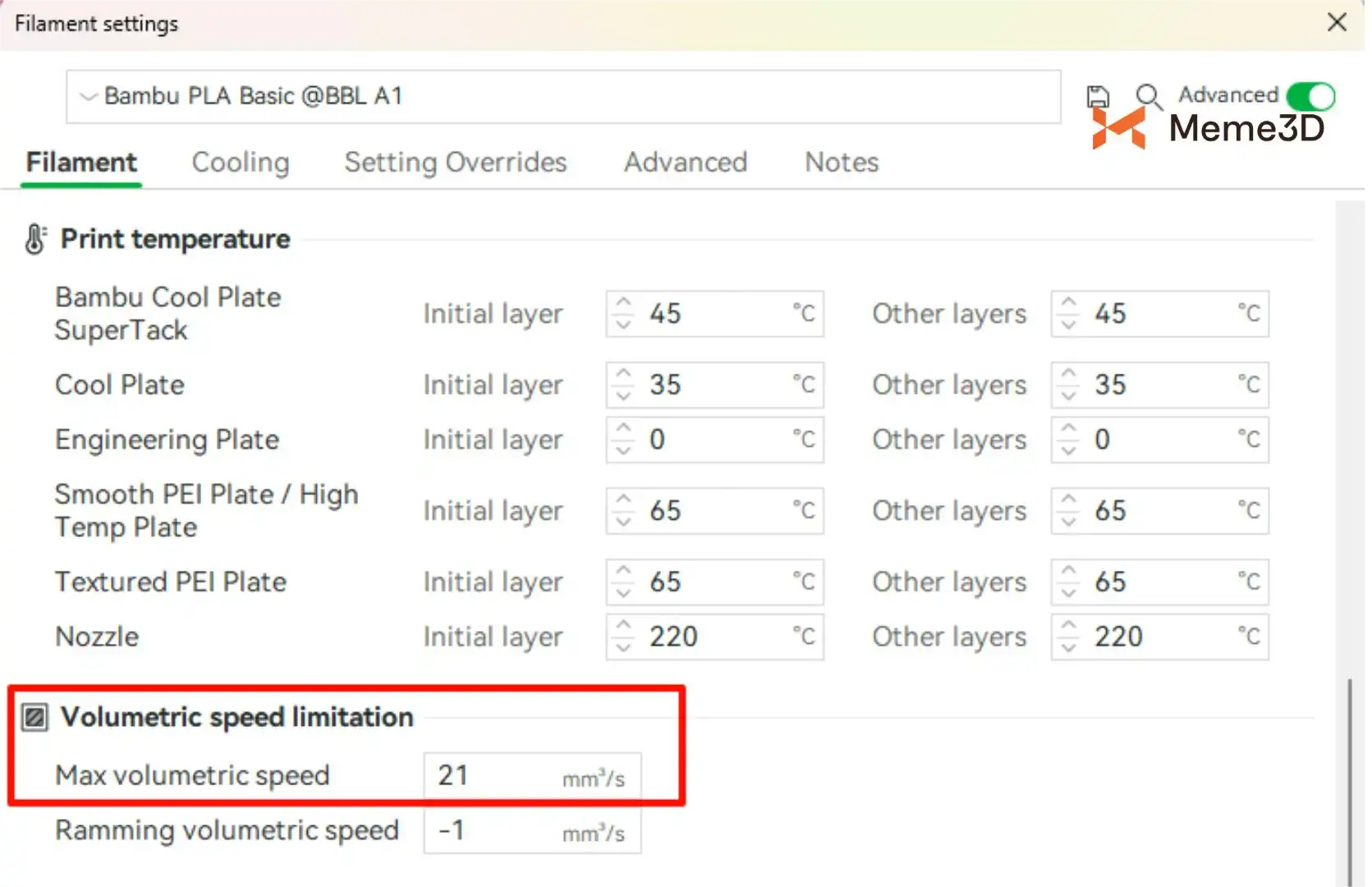
Giới hạn Tốc độ Thể tích (Volumetric Speed Limit)
Thông số này xác định khối lượng vật liệu tối đa mà đầu phun có thể nung chảy và đùn ra trong một đơn vị thời gian, tính bằng mm³/s. Nó trực tiếp giới hạn tốc độ in tối đa có thể đạt được mà phần mềm slicer tính toán cho các đường chạy dao. Điều này đảm bảo bộ phận gia nhiệt có thể nung chảy đầy đủ sợi nhựa mà không vượt quá khả năng của chúng, ngăn ngừa tình trạng thiếu nhựa, đùn nhựa ngắt quãng, bản in giòn yếu, hoặc thậm chí tắc nghẽn đầu phun do tốc độ in quá cao. Giá trị tham khảo:
- PLA Basic: Giá trị mặc định thường vào khoảng 21 mm³/s.
- PETG Basic: Do độ chảy kém hơn, giá trị mặc định vào khoảng 13 mm³/s.
Các nhãn hiệu và loại filament khác nhau có thể có sự khác biệt đáng kể, vì vậy việc điều chỉnh thông số này dựa trên filament bạn đang sử dụng là rất quan trọng. Các cấu hình filament chung (Generic) thường sử dụng các giá trị mặc định thận trọng (thấp hơn) để đảm bảo khả năng tương thích rộng rãi và độ ổn định khi in. Tuy nhiên, nếu bạn muốn cải thiện tốc độ hoặc độ cứng của bản in, bạn có thể cân nhắc tăng giá trị này—nhưng chỉ sau khi đã thử nghiệm đầy đủ. Chỉnh thông số này lên quá cao mà không kiểm chứng có thể dẫn đến hỏng bản in.
Cài đặt Làm mát (Cooling Settings)
Các chiến lược làm mát đóng vai trò quan trọng đối với chất lượng bản in, ảnh hưởng đến sự thành công của các phần nhô ra (overhang), bắt cầu (bridging) và độ chính xác của các chi tiết nhỏ. Việc cấu hình cẩn thận các cài đặt này là rất quan trọng.
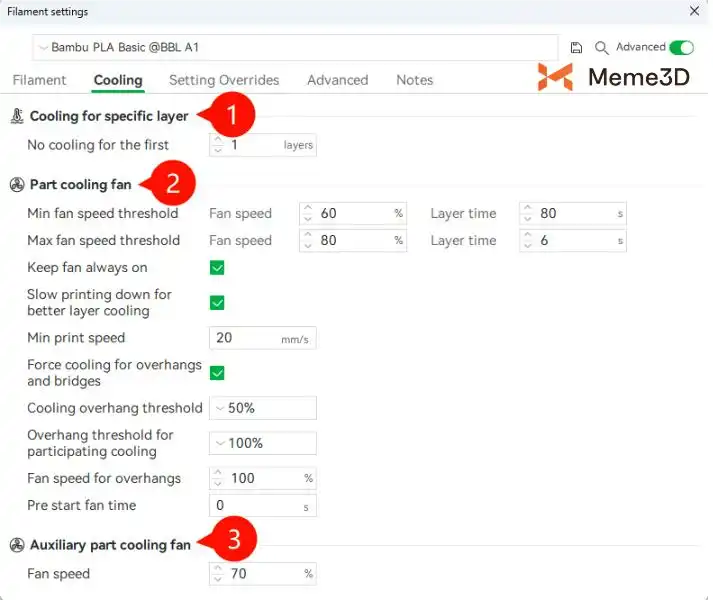
Làm mát cho các Lớp cụ thể (Cooling for Specific Layers)
- Mục đích: Tắt quạt làm mát trong vài lớp in đầu tiên giúp tối đa hóa độ bám dính giữa lớp in đầu và bàn in, giảm nguy cơ cong vênh (warping). Do lớp in đầu thường không chứa overhang, nên việc ép làm mát thường là không cần thiết.
- Ứng dụng: Cài đặt này thường được dùng cho các lớp đầu để đảm bảo liên kết chặt chẽ với bàn nhiệt. Một giá trị thường được khuyến nghị là tắt làm mát cho 3 lớp đầu tiên, vì điều này có thể cải thiện đáng kể độ bám dính bề mặt mà không ảnh hưởng đến chất lượng in tổng thể.
Quạt Làm mát Mô hình (Part Cooling Fan)
- Vị trí: Quạt này được đặt ở cụm đầu in, thổi gió trực tiếp vào lớp nhựa nóng chảy vừa được đùn ra.
- Điều khiển: Tốc độ quạt có thể được điều chỉnh tự động (dynamic) trong quá trình in, phụ thuộc vào các yếu tố như thời gian in mỗi lớp, khu vực overhang và bridging. Điều này đảm bảo vật liệu nguội đi ở một tốc độ tối ưu để duy trì chất lượng in, tránh các vấn đề như xệ nhựa hoặc chi tiết bị mất nét.
Quạt Làm mát Phụ trợ (Auxiliary Part Cooling Fan)
- Vị trí: Quạt này nằm ở cạnh trái của buồng máy in (thường gọi là quạt hông).
- Hoạt động: Nó thường chạy ở một tốc độ cố định trong suốt quá trình in, cung cấp không khí làm mát tổng thể cho toàn bộ môi trường bên trong. Nếu máy in của bạn không có quạt này, bạn có thể bỏ qua cài đặt này.
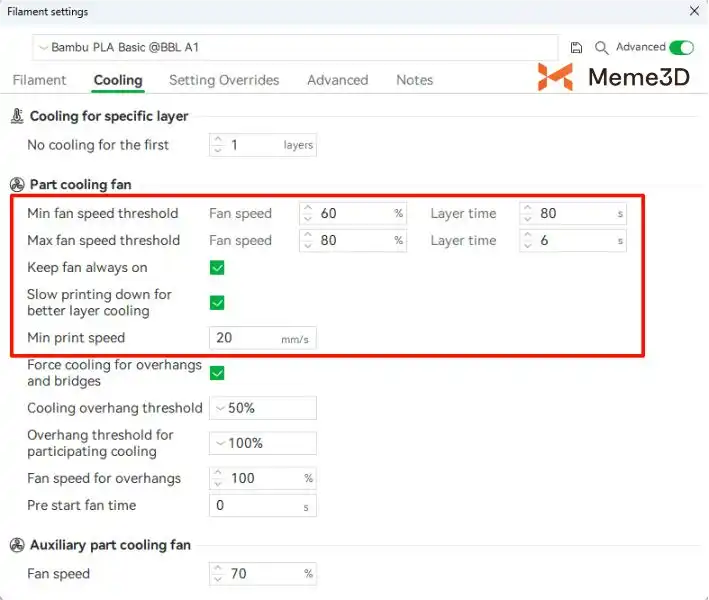
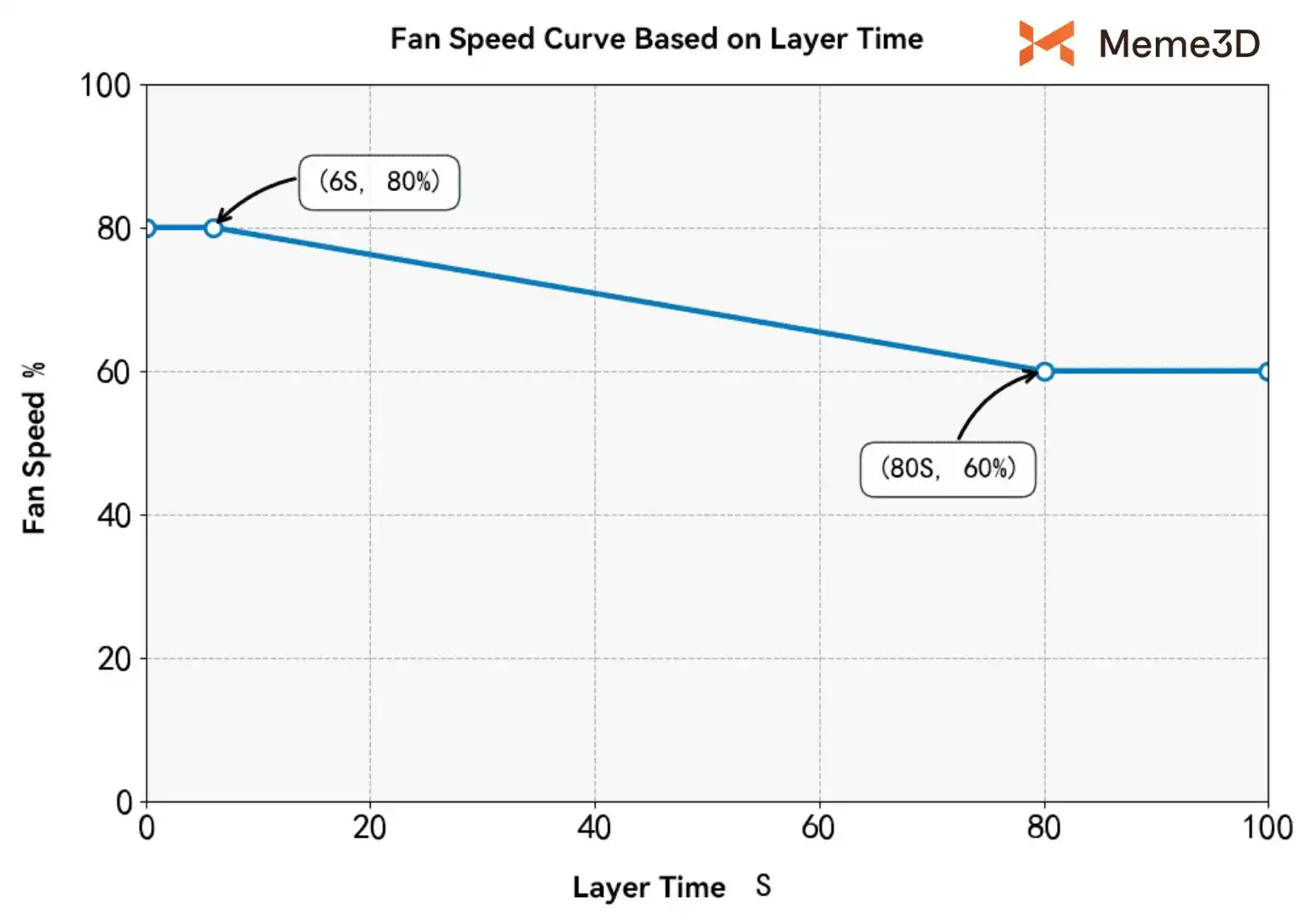
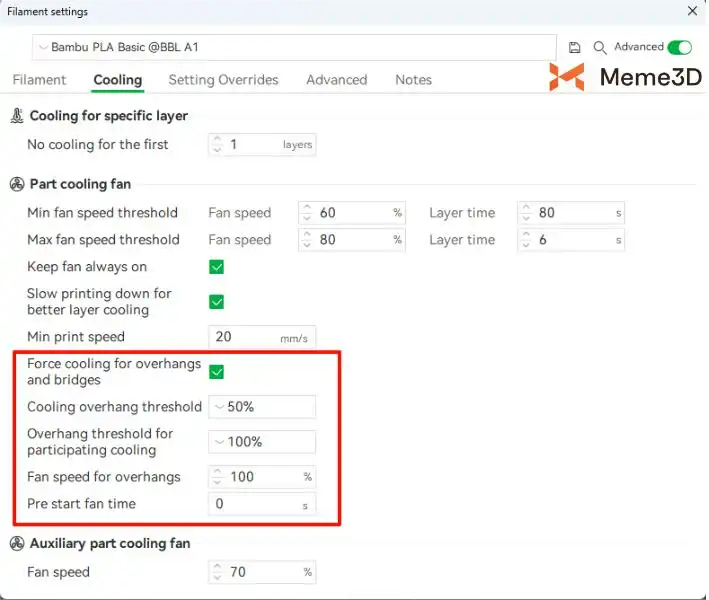
Bambu Studio áp dụng logic làm mát dựa trên thời gian in của từng lớp (layer print time). Như trên sơ đồ, các ngưỡng tốc độ quạt tối thiểu và tối đa lần lượt được đặt ở mức 60% và 80%, tương ứng với ngưỡng thời gian in lớp là 80 giây và 6 giây. Điều này có nghĩa là khi thời gian in của một lớp đơn lẻ dưới 6 giây, tốc độ quạt sẽ tăng lên 80%. Ngược lại, khi thời gian in một lớp vượt quá 80 giây, tốc độ quạt sẽ giảm xuống 60%. Khi thời gian in của một lớp rơi vào khoảng giữa hai ngưỡng này, tốc độ quạt sẽ được điều chỉnh linh hoạt dựa trên thời gian in lớp, tính toán ra một giá trị nằm giữa tốc độ tối thiểu và tối đa. Thông thường, quạt sẽ luôn bật trong quá trình in, và quạt làm mát mô hình sẽ không dừng lại khi đang in. Nó sẽ hoạt động ít nhất ở mức tốc độ tối thiểu để giảm tần suất các chu kỳ Bật/Tắt (start/stop). Bạn có thể xem tốc độ quạt thực tế khi đang in trong biểu đồ bên dưới.
Thông thường, cài đặt “Reduce Print Speed for Better Cooling” (Giảm Tốc độ In để Làm mát Tốt hơn) được bật theo mặc định. Khi thời gian in lớp trở nên quá ngắn (ví dụ: cho các chi tiết nhỏ trên đỉnh của mô hình), tốc độ in sẽ tự động giảm (xuống một mức tối thiểu đã được đặt trước, ví dụ 20mm/s) để đảm bảo các lớp in ngắn có đủ thời gian làm mát và đông đặc, tránh quá nhiệt và biến dạng.

Khi tùy chọn “Force Cooling for Overhang and Bridging” (Ép làm mát cho Overhang và Bridging) được chọn, các thông số sau sẽ được kích hoạt:
- Cooling Overhang Threshold (Ngưỡng làm mát Overhang): Thông số này xác định góc nghiêng mà tại đó máy in sẽ kích hoạt ép làm mát cho vùng overhang. Nếu góc overhang vượt quá tỷ lệ phần trăm được thiết lập này (0% nghĩa là mọi vách overhang đều được xem xét để ép làm mát), phần mềm sẽ tự động kích hoạt chiến lược làm mát cụ thể cho khu vực đó của mô hình.
Để biết thêm chi tiết về cách tính toán góc overhang, bạn có thể tham khảo mục Giảm tốc độ cho Overhang trên Bambu Lab Wiki.
- Overhang Threshold for participating cooling (Ngưỡng Overhang tham gia làm mát): Cài đặt mặc định giảm tốc độ in cho tất cả các vùng overhang để đảm bảo các khu vực này có đủ thời gian nguội và cứng lại.
- Fan Speed for Overhangs (Tốc độ Quạt cho Overhang): Bạn có thể đặt một tốc độ quạt cụ thể cho các khu vực overhang. Tốc độ này thường được đặt cao hơn mức tốc độ quạt tối đa thông thường để cung cấp khả năng làm mát hiệu quả nhất cho các phần lơ lửng này.
- Pre Start Fan Time (Thời gian Khởi động Quạt trước): Vì quạt cần thời gian để đạt được tốc độ mục tiêu, và đầu in có thể trượt qua khu vực overhang rất nhanh trong quá trình in tốc độ cao, thông số này cho phép bạn cài đặt thời gian khởi động trước. Điều này đảm bảo quạt đã chạy đạt tốc độ yêu cầu trước khi đầu in chạm đến khu vực overhang cần làm mát.
Ghi đè Thông số (Parameter Override)
Các cài đặt trong phần này cho phép bạn ghi đè một số hành vi mặc định được quy định bởi cài đặt của máy in. Các thông số hiển thị màu xám cho biết rằng giá trị được kế thừa từ tệp cấu hình cấp cao hơn và không cho phép sửa đổi trong phần này.
Chiều dài Rút nhựa (Retraction Length)
Cài đặt này kiểm soát lượng vật liệu mà bộ đùn (extruder) kéo ngược lại trước khi thực hiện hành trình di chuyển không đùn nhựa (travel). Mục đích là để ngăn vật liệu chảy dãi ra khỏi đầu phun do áp suất dư bên trong trong lúc di chuyển.
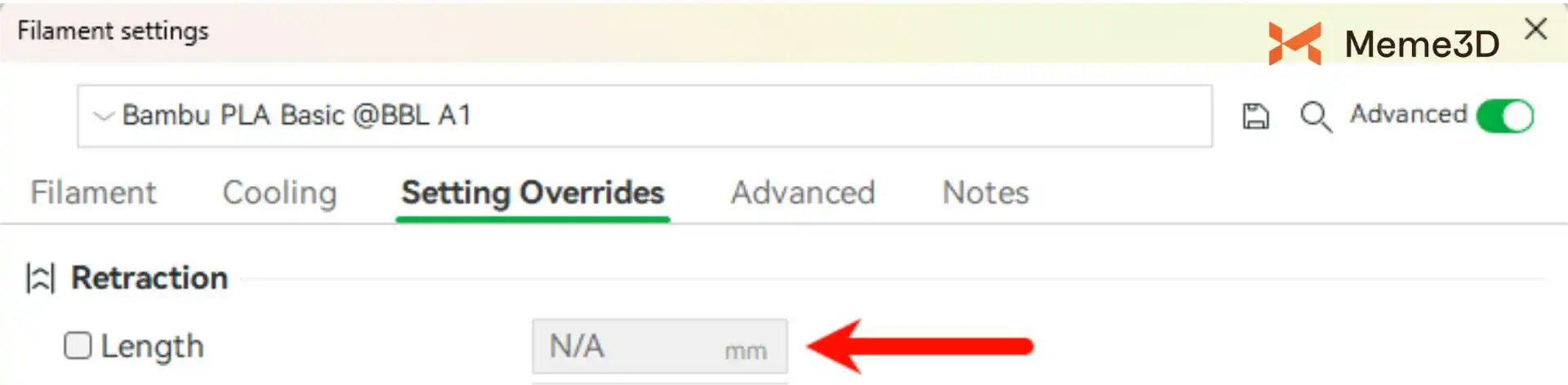
Đối với các vật liệu mềm dẻo như TPU, khoảng cách rút nhựa thường được giữ rất ngắn. Lý do là khoảng cách rút dài có thể làm cho sợi nhựa dẻo bị uốn cong, trượt hoặc kẹt trong bánh răng của bộ đùn.
Nhấc trục Z khi Rút nhựa (Z-Hop When Retract)
Trong quá trình rút nhựa, trục Z có thể được nâng lên một chút. Điều này giúp ngăn đầu phun cọ xát vào các phần đã in trước đó của mô hình trong quá trình di chuyển ở tốc độ cao, giảm thiểu rủi ro trầy xước, va chạm hoặc sai lệch có thể làm hỏng bản in.
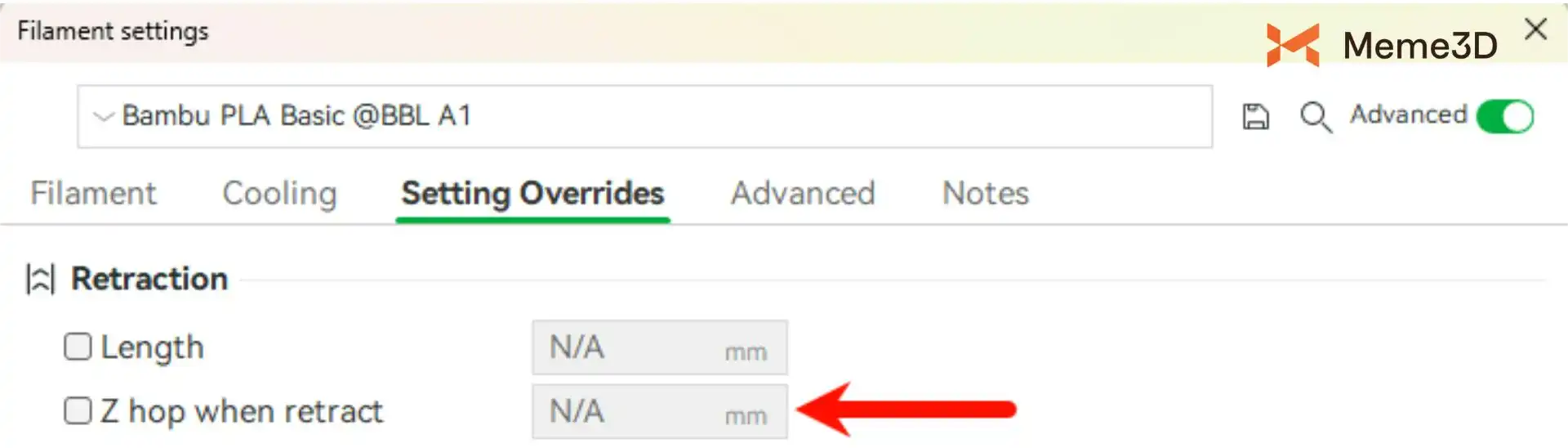
Bạn được khuyến nghị nên bật tùy chọn này, đặc biệt là khi in ở tốc độ cao hoặc khi in các mô hình phức tạp có mật độ support dày đặc. Cài đặt này được bật mặc định, nhưng bạn có thể tăng hiệu ứng hoặc cường độ của nó nếu cần, tùy thuộc vào độ phức tạp của bản in và yêu cầu cụ thể của bạn.
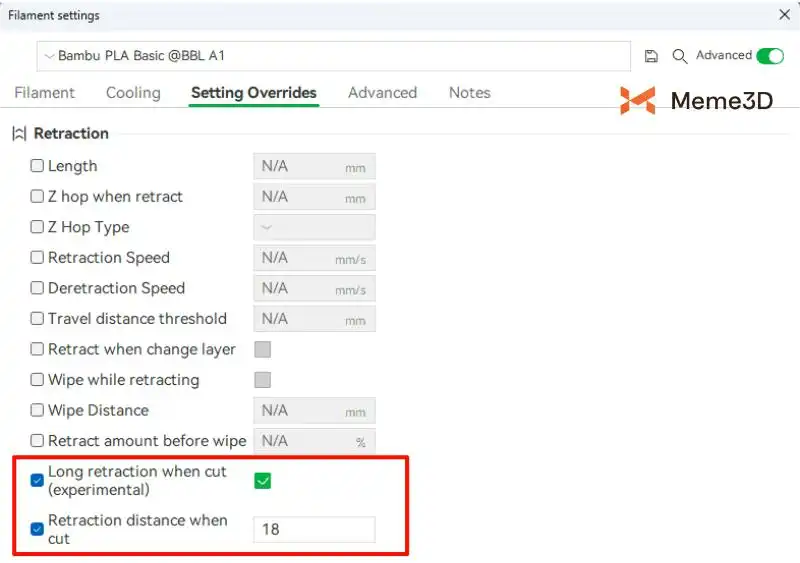
Rút nhựa dài khi Cắt (Long Retraction When Cut)
Trong quá trình in nhiều màu, trước khi chuyển đổi vật liệu trong lúc thay sợi nhựa, vật liệu sẽ được rút ngược lại một khoảng nhất định. Việc rút nhựa này giúp giảm thiểu rác thải vật liệu bằng cách hạn chế lượng nhựa dư thừa tràn ra ngoài và làm bẩn mô hình. Tuy nhiên, nếu đặt khoảng cách rút quá dài có thể làm tăng nguy cơ gặp các vấn đề in ấn khác, chẳng hạn như lỗi đùn nhựa hoặc kẹt nhựa.
Việc nắm vững và tinh chỉnh các cài đặt filament nêu trên là bước cốt lõi cho những người dùng máy in FDM nâng cao. Điều chỉnh đúng các thông số này là chìa khóa để nâng cao chất lượng và độ tin cậy của bản in. Một khi đã làm quen với các thiết lập này, bạn sẽ có thể tự tin xử lý nhiều thách thức khác nhau và liên tục tạo ra các mô hình chất lượng cao, độ chính xác chuẩn mực.
