Chưa có sản phẩm trong giỏ hàng.
Đối với nhiều người đam mê in 3D, việc chế tạo và điều khiển một chiếc máy bay mô hình (RC) là một dự án trong mơ. Chương này cung cấp một hướng dẫn toàn diện về cách in 3D máy bay RC, bao gồm các lưu ý quan trọng và các thiết lập thông số cắt lớp (slicing) then chốt để giúp bạn đưa máy bay từ bàn in lên bầu trời.

Bắt đầu – Chuẩn bị vật liệu
Bước đầu tiên để in thành công một chiếc máy bay RC siêu nhẹ là chọn đúng loại nhựa. Chúng tôi khuyên dùng Bambu PLA Aero hoặc ASA Aero. Trong hướng dẫn này, chúng ta sẽ tập trung vào PLA Aero, một loại vật liệu nổi tiếng với mật độ cực thấp.
- Đặc tính này cho phép bạn in các bộ phận cực nhẹ, giúp tăng cường đáng kể độ ổn định khi bay.
- Quan trọng hơn, so với các vật liệu truyền thống, nhựa tạo bọt như PLA Aero giúp ngăn ngừa tình trạng quá nặng ở phần mũi hoặc đuôi máy bay.
- Điều này giảm thiểu đáng kể công sức cần thiết để cân bằng trọng tâm (CG), giúp máy bay tin cậy và an toàn hơn khi bay.

Bambu PLA Aero là loại nhựa PLA có khả năng tạo bọt chủ động. Quá trình tạo bọt được kích hoạt bởi nhiệt bên trong đầu phun. Khi nhựa được nung nóng đến một nhiệt độ nhất định, các tác nhân tạo bọt bên trong PLA sẽ giải phóng khí, tạo ra vô số túi khí siêu nhỏ trong vật liệu. Điều này khiến sợi nhựa đùn ra giãn nở đáng kể về thể tích, dẫn đến việc giảm trọng lượng đáng kể.
- Khi in với nhựa tạo bọt, bạn có thể kiểm soát chính xác tỷ lệ giãn nở bằng cách điều chỉnh nhiệt độ đầu phun.
- Nhìn chung, nhiệt độ đầu phun càng cao thì quá trình tạo bọt càng mạnh và mật độ vật liệu càng thấp.

Chiến lược cắt lớp cho máy bay RC
Các nhà thiết kế mô hình kinh nghiệm thường tận dụng các đặc tính độc đáo của PLA tạo bọt để đơn giản hóa đường chạy dao, đảm bảo chất lượng in cao và cấu trúc siêu nhẹ. Các chiến lược thiết kế chính bao gồm:
- Thiết kế cấu trúc thành đơn (Single-wall): Các bề mặt như cánh máy bay được thiết kế với hình học thành đơn để giảm thiểu lượng vật liệu sử dụng và giảm trọng lượng.
- Tối ưu hóa gia cố nội bộ (Ribs): Mô hình tích hợp các tính năng bên trong như xương sườn để hỗ trợ cấu trúc. Các xương sườn này không chỉ là những vách ngăn mỏng đơn thuần—thay vào đó, chúng được thiết kế đặc biệt để có một rãnh hẹp bên trong. Rãnh này cho phép đầu phun đi theo một đường chạy dao liên tục xung quanh xương sườn bằng chế độ Spiral Vase, tạo ra các cấu trúc gia cố nội bộ thành đơn rỗng một cách hiệu quả.
Thiết kế này đảm bảo đường in không bị gián đoạn từ lớp vỏ ngoài đến xương sườn bên trong, cho phép vật liệu tạo bọt giãn nở đồng đều. Sự liền mạch này là yếu tố quyết định để đạt được khả năng tạo bọt đồng nhất và tỷ lệ sức mạnh trên trọng lượng tối ưu.
Lựa chọn chế độ in phù hợp
Trong Bambu Studio, bạn thường sẽ chọn giữa hai chế độ cắt lớp chính tùy thuộc vào thiết kế mô hình của mình:
- Chế độ Spiral Vase: Lý tưởng để in cánh hoặc các phần thân máy bay có xương sườn nội bộ tích hợp liên tục. Chế độ này tạo ra bề mặt ngoài mịn màng, giảm thời gian in và tạo ra các bộ phận nhẹ hơn nhờ việc đùn thành đơn không bị ngắt quãng.
- Chế độ Standard (Tiêu chuẩn): Phù hợp hơn cho các bộ phận không có xương sườn hỗ trợ hoặc các bộ phận có hình học phức tạp. Nó giữ lại các chi tiết nhỏ có thể bị mất trong chế độ Vase và cho phép tạo ra các cấu trúc phức tạp không tương thích với đường chạy dao liên tục.
Chế độ Spiral Vase: Cài đặt thông số chi tiết
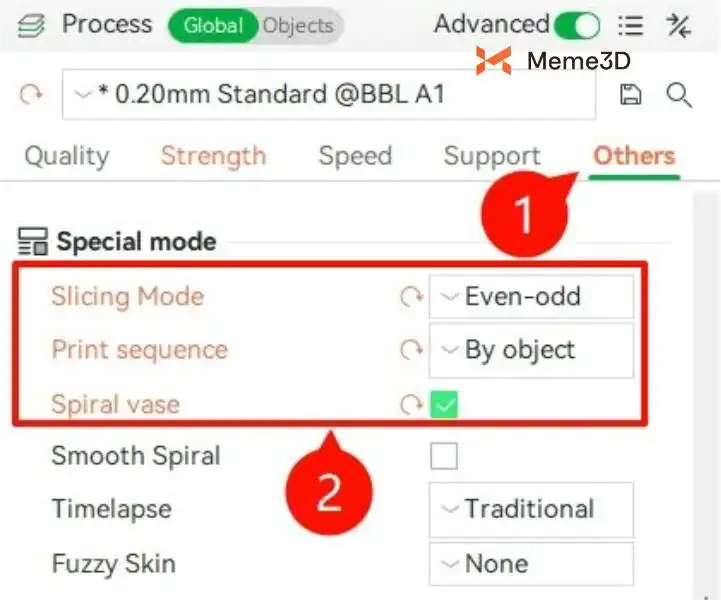
Thiết lập cắt lớp cơ bản (Tab Other)
- Enable Spiral Vase: Sử dụng đường đùn xoắn ốc liên tục, loại bỏ các đường nối lớp (seams) và việc rút nhựa (retractions). Điều này cực kỳ quan trọng khi in nhựa tạo bọt để đảm bảo dòng vật liệu ổn định và chất lượng bề mặt tối ưu.
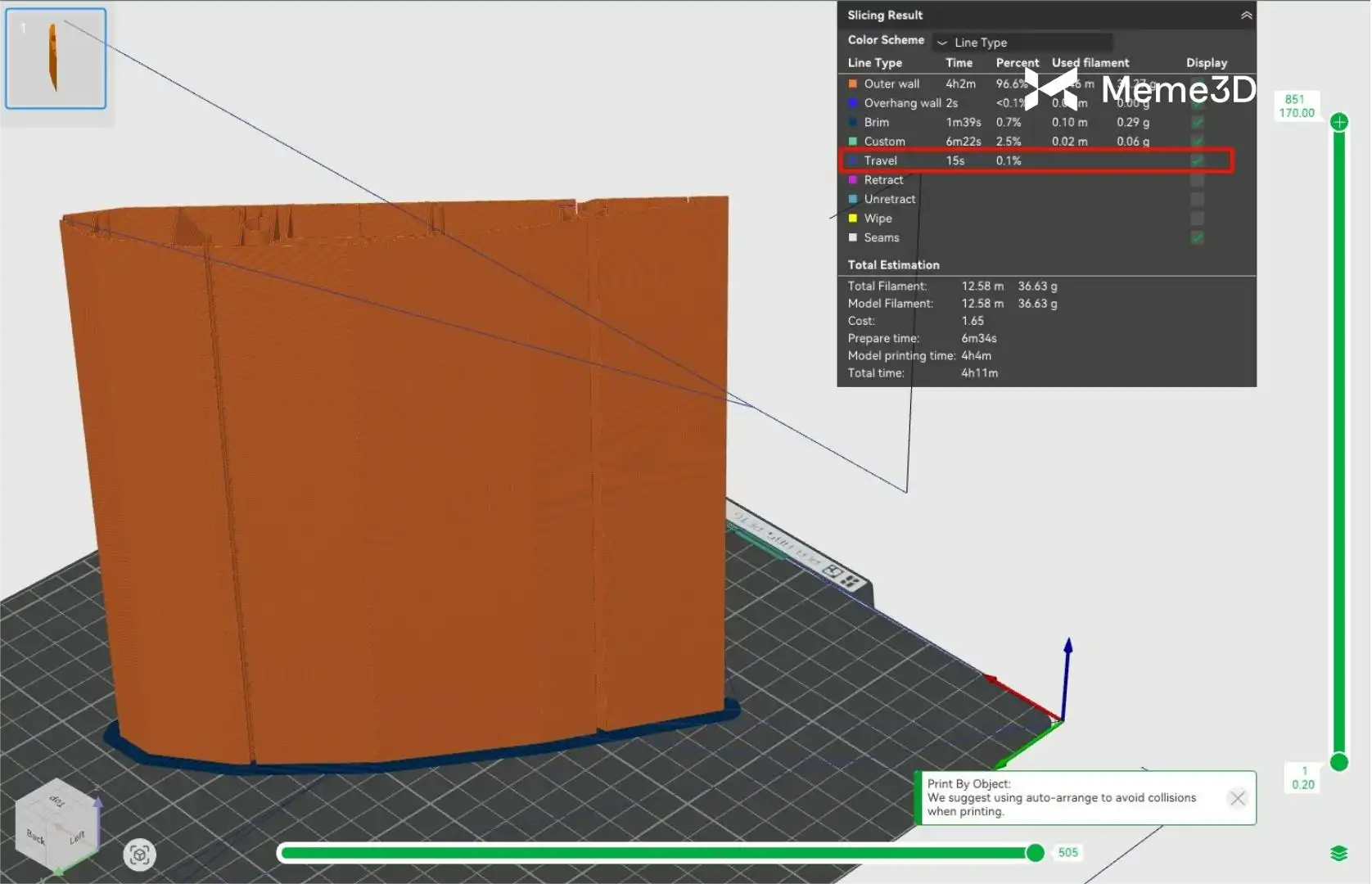
- Print Order: Chọn “By object” (Theo từng đối tượng). Nếu mô hình gồm nhiều phần độc lập, cài đặt này giúp giảm thiểu các chuyển động không in (travel moves) dài giữa các phần, từ đó giảm hiện tượng chảy nhựa (oozing) và kéo sợi (stringing).
Lưu ý: Ngoài các chế độ tiêu chuẩn, Bambu Studio còn cung cấp tính năng chuyên dụng gọi là Even-Odd Mode (Chế độ Chẵn-Lẻ) cho các mô hình phức tạp.
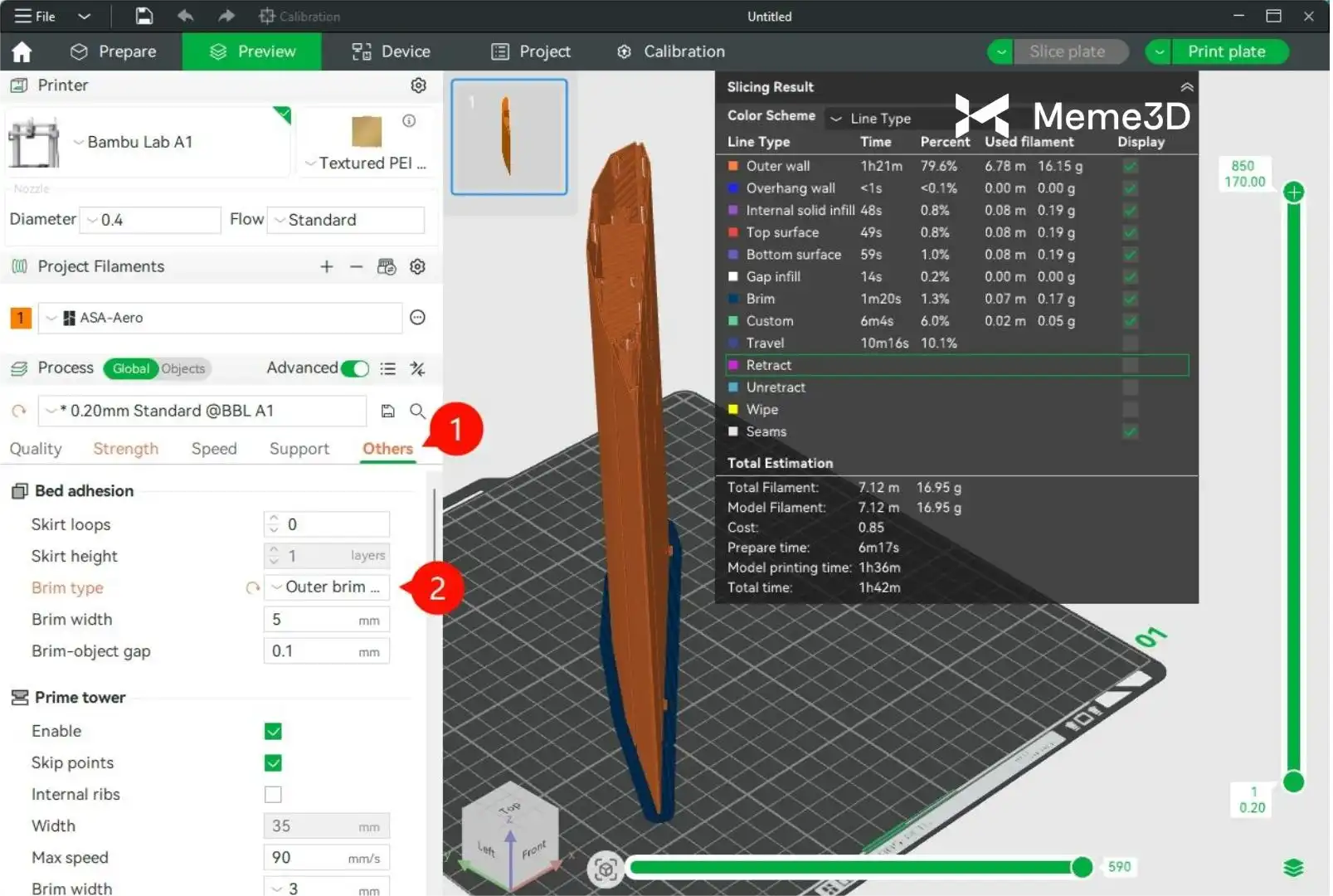
- Brim: Khuyến nghị bật Brim để tăng độ ổn định cho các mô hình thành mỏng, giúp tăng diện tích tiếp xúc với bàn in và ngăn mô hình bị đổ hoặc bong tróc.
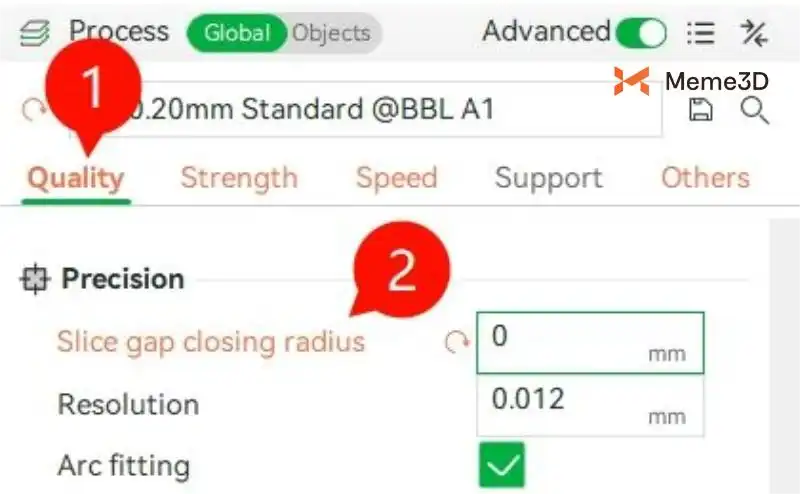
Chất lượng (Quality)
- Slice gap closing radius: Đặt giá trị này thành 0 mm . Đối với các mô hình máy bay RC thành mỏng, bán kính đóng khe lớn hơn có thể khiến phần mềm cắt lát hiểu sai các chi tiết bên trong như gân cánh là khe hở. Điều này có thể dẫn đến việc tạo ra vật liệu lấp đầy không mong muốn bên trong mô hình, không chỉ làm tăng trọng lượng không cần thiết mà còn có thể ảnh hưởng đến tính toàn vẹn cấu trúc bằng cách can thiệp vào hình dạng bên trong dự định. Giữ giá trị này ở mức 0 đảm bảo phần mềm cắt lát giữ nguyên thiết kế ban đầu và cấu trúc bên trong một cách chính xác.
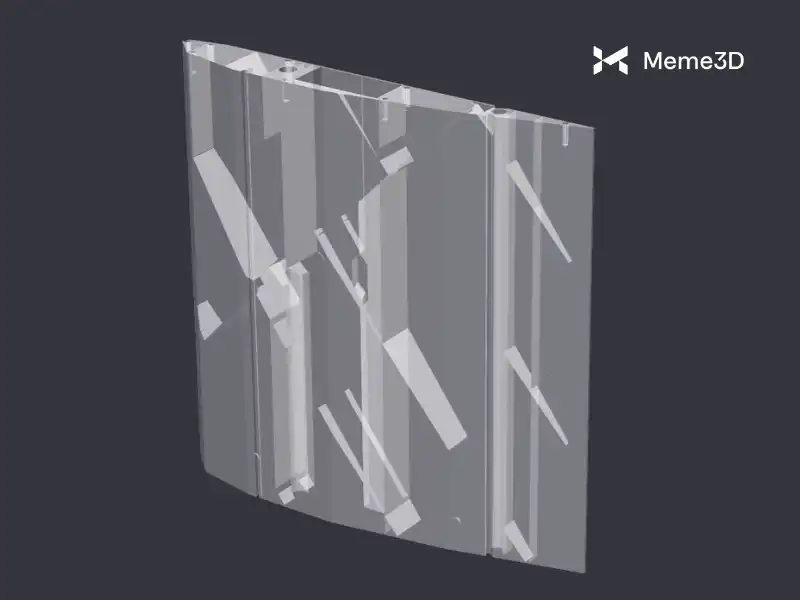
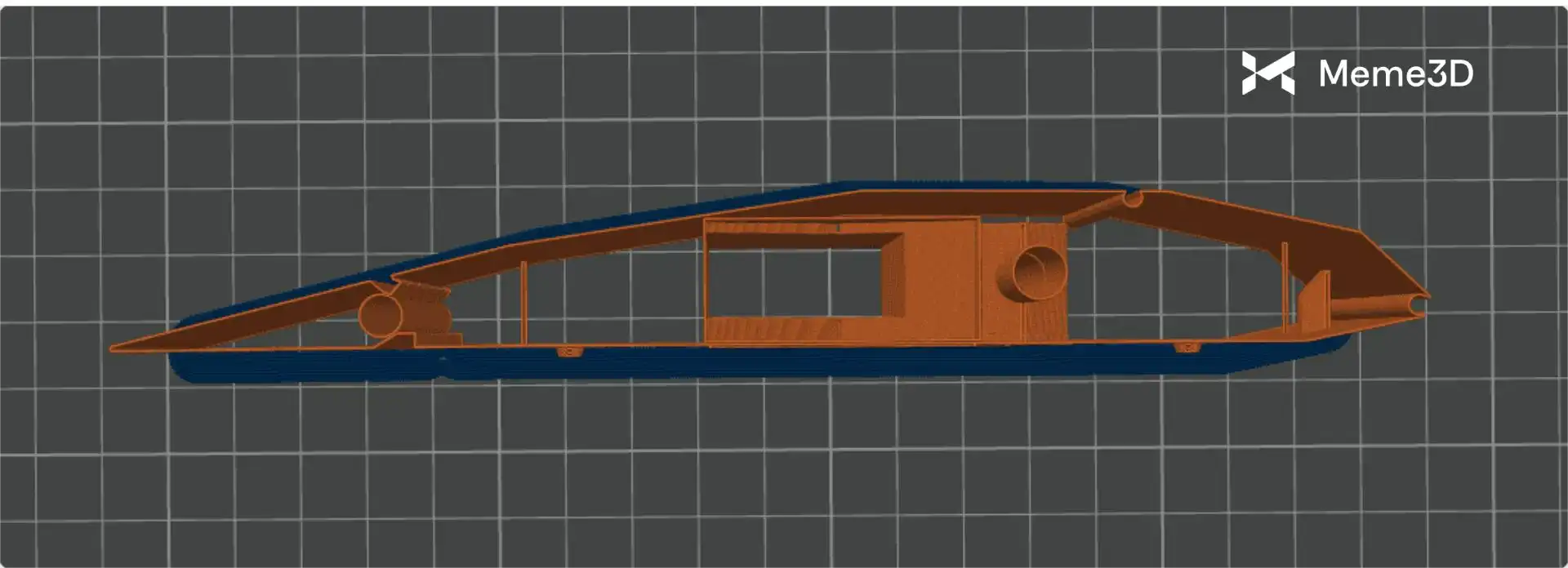
Nếu bán kính đóng khe cắt được đặt là 0, như hình bên dưới, cấu trúc sườn cánh bên trong sẽ được cắt chính xác.
 Khi sử dụng bán kính đóng khe hở mặc định là 0,049mm, cấu trúc gân cánh bên trong sẽ bị mất sau khi cắt lát.
Khi sử dụng bán kính đóng khe hở mặc định là 0,049mm, cấu trúc gân cánh bên trong sẽ bị mất sau khi cắt lát.
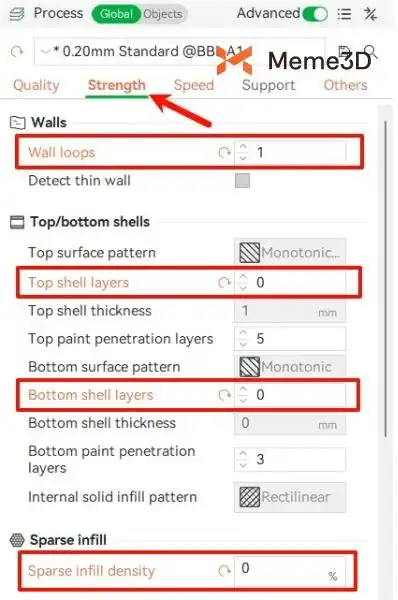
Độ bền (Strength)
- Khi bật chế độ Spiral Vase, Bambu Studio sẽ tự động đặt Wall loops = 1, Top solid layers = 0, và Infill = 0%. Bạn chỉ cần đặt thủ công Bottom shell layers = 0.
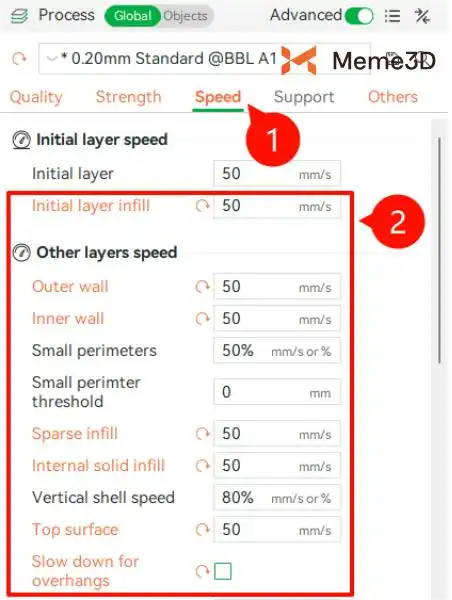
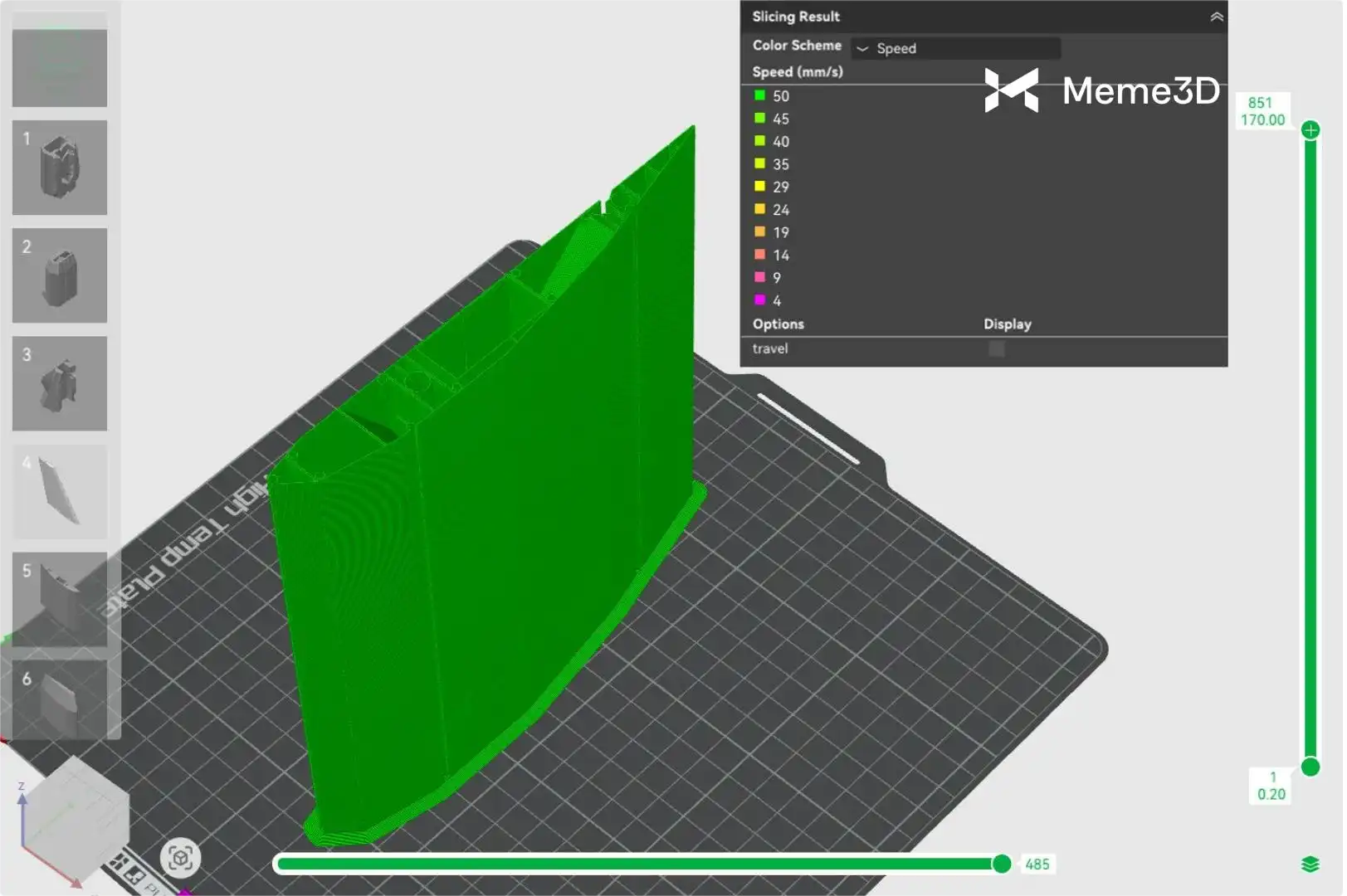
Tốc độ (Speed)
- Thống nhất tốc độ in: Nên đặt tất cả các thông số tốc độ (thành trong, thành ngoài, infill, lớp trên/dưới) ở một giá trị nhất quán từ 50-60 mm/s.
- Disable slow down for overhangs: Tắt tính năng này để đảm bảo tốc độ in không đổi, giúp vật liệu hòa trộn đều và giảm các khoảng trống nội bộ.
- Giảm gia tốc (Acceleration): Hạ cài đặt gia tốc xuống 2000 mm/s² để đầu in di chuyển mượt mà hơn, giảm rung động ảnh hưởng đến quá trình tạo bọt.

Cài đặt nhựa (Filament Settings)
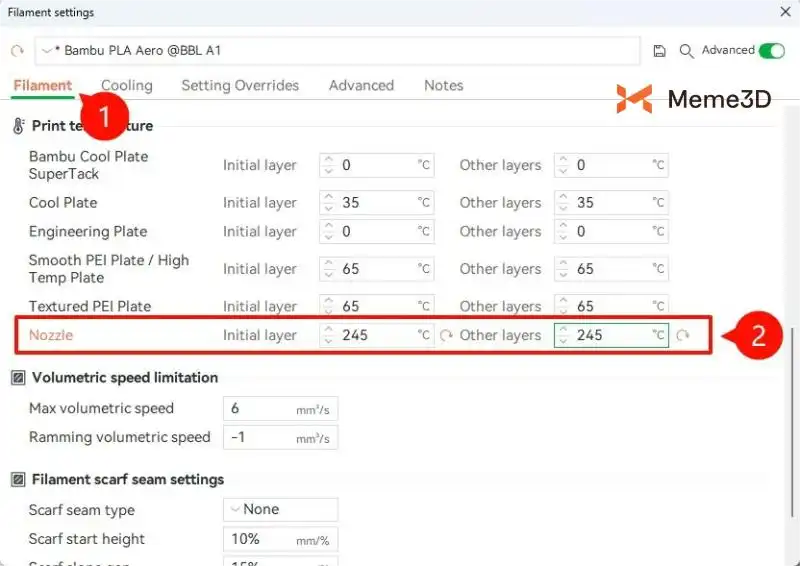
- Flow Rate (Lưu lượng): Vì vật liệu giãn nở, bạn cần giảm lưu lượng để bù đắp, tránh dư nhựa. Phạm vi điển hình là 0.5 đến 0.7 (mặc định thử nghiệm ở mức 0.6).
- Nozzle Temperature: Nhiệt độ in thường cao hơn PLA tiêu chuẩn từ 10-30°C để kích hoạt tác nhân tạo bọt.
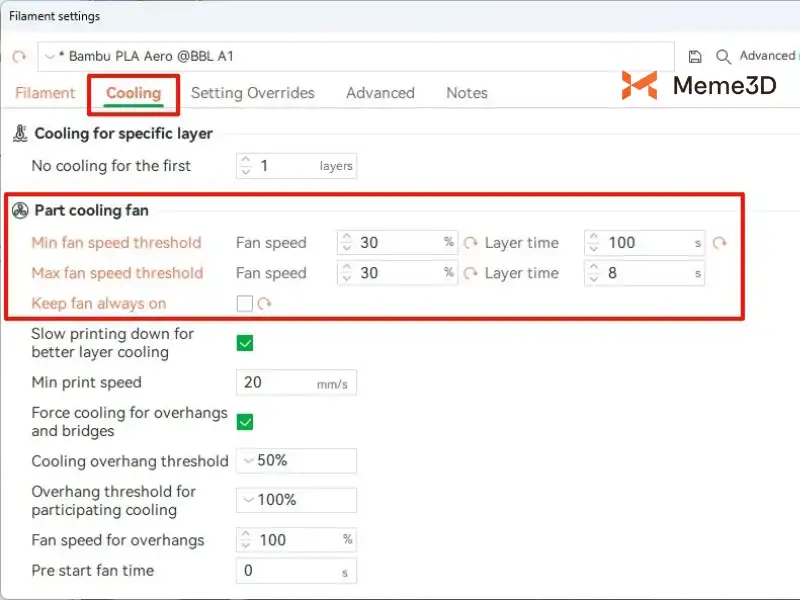
- Cooling (Làm mát): Đặt tốc độ quạt thấp (≤ 30%) và tắt tùy chọn “Keep Fan Always On” để đảm bảo quá trình tạo bọt ổn định.
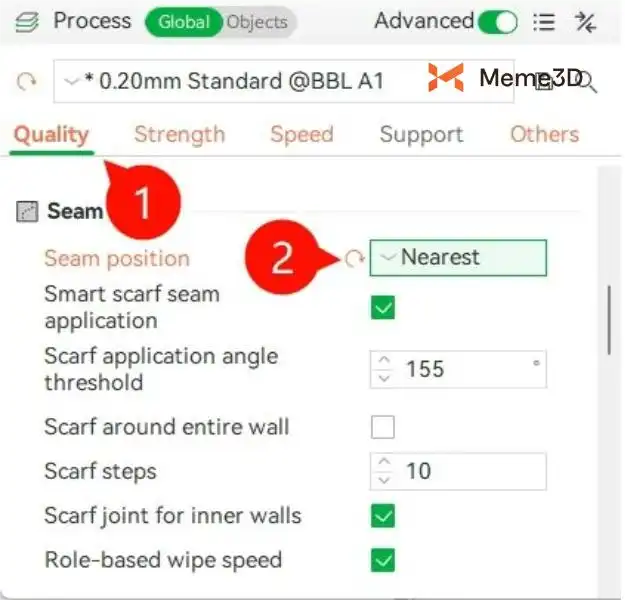
Chế độ Standard (Tiêu chuẩn)
Sử dụng cho các cấu trúc cần nhiều lớp thành hoặc infill đặc biệt. Vì đường nối (seam) và rút nhựa là không thể tránh khỏi, cần tối ưu hóa các điểm sau:
- Seam Position: Đặt thành “Nearest” để giảm thiểu quãng đường di chuyển không in.
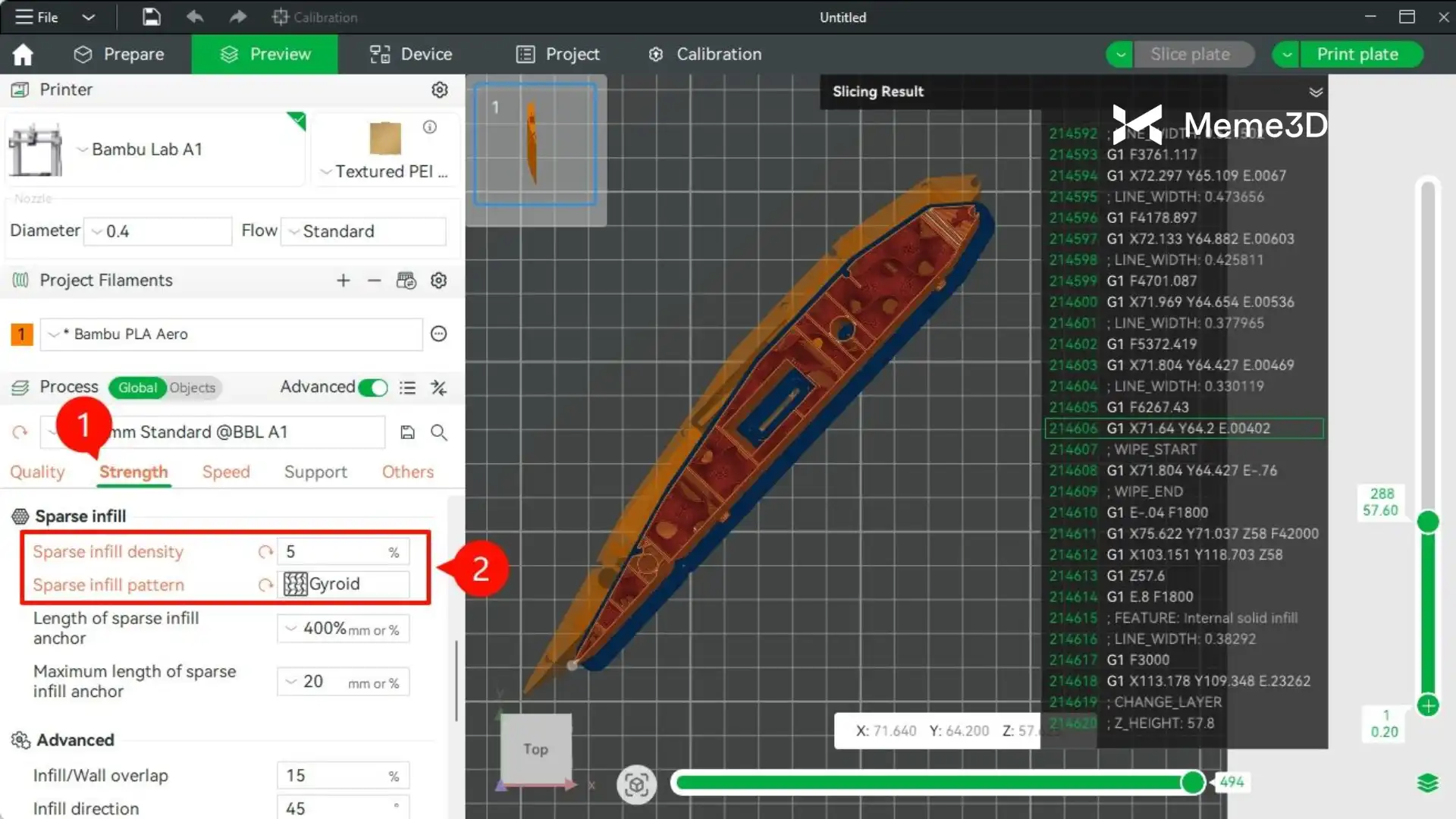
- Sparse Infill Density: Đặt khoảng 5% cho các mô hình không có xương sườn sẵn.
- Sparse Infill Pattern: Dùng Gyroid hoặc Cubic để có độ bền đồng đều theo mọi hướng.
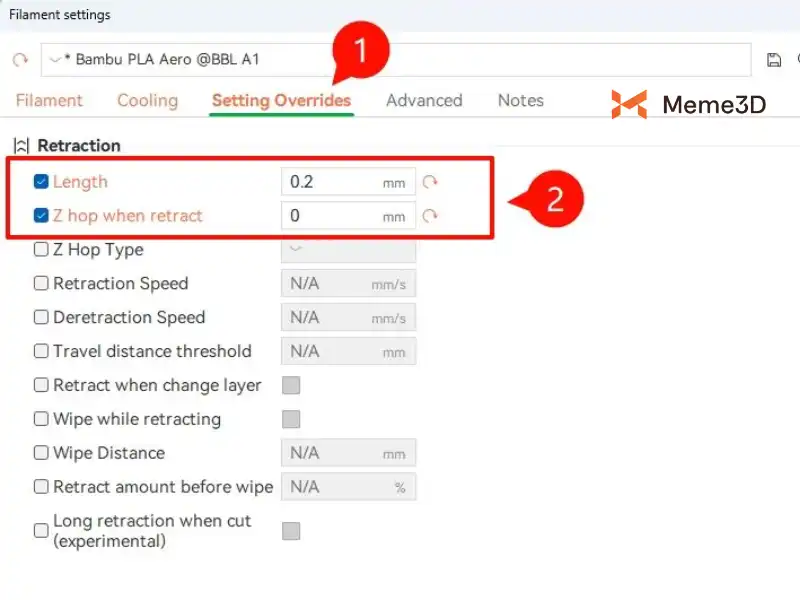
Rút nhựa (Retraction)
- Retraction Distance: Đặt 0.2 mm. Giảm rút nhựa giúp duy trì dòng nhựa ổn định hơn trong đầu phun.
- Retraction Z Lift: Đặt 0 mm (tắt Z lift) để giảm thiểu can thiệp vào quá trình tạo bọt.
 Ghi chú quan trọng
Ghi chú quan trọng
- Sấy nhựa: Luôn sấy khô nhựa tạo bọt trước khi in để tránh bong bóng và lỗi bề mặt.
- Kiểm tra bản xem trước (Preview): Kiểm tra kỹ các thay đổi về tốc độ và đường di chuyển sau khi cắt lớp.
- Tránh in tốc độ cao: Việc tạo bọt cần thời gian nung nóng đủ lâu trong đầu phun.

- Giảm thiểu di chuyển không in: Sử dụng chế độ “Print sequence by object” để tăng tính ổn định.

Chế độ Even-Odd (Chẵn-Lẻ)
Chế độ Chẵn-Lẻ được thiết kế cho các mô hình có đường viền ngoài không đặc, chẳng hạn như cấu trúc rỗng hoặc mô hình có hình học tự giao nhau. Khi cắt lát các loại mô hình này, bạn có thể gặp các thông báo cảnh báo trong quá trình cắt lát. Chuyển sang Chế độ Chẵn-Lẻ giúp phần mềm cắt lát xác định và xử lý chính xác đường chạy dao bên trong các đường viền kín này, bảo toàn các vùng in chính xác và xác định phần nào nên được in đặc và phần nào nên giữ nguyên dạng rỗng.
 Theo mặc định, chế độ cắt lát thông thường coi tất cả các khu vực bên trong đường viền kín là các bộ phận rắn cần in . Do đó, đối với các mô hình chứa cấu trúc bên trong phức tạp — chẳng hạn như các thanh sườn cánh trong máy bay điều khiển từ xa — nếu các cấu trúc này không phải là khối rắn hoặc tự giao nhau, thuật toán tiêu chuẩn có thể không tạo ra đường chạy dao chính xác theo các quy tắc thiết kế dự định.
Theo mặc định, chế độ cắt lát thông thường coi tất cả các khu vực bên trong đường viền kín là các bộ phận rắn cần in . Do đó, đối với các mô hình chứa cấu trúc bên trong phức tạp — chẳng hạn như các thanh sườn cánh trong máy bay điều khiển từ xa — nếu các cấu trúc này không phải là khối rắn hoặc tự giao nhau, thuật toán tiêu chuẩn có thể không tạo ra đường chạy dao chính xác theo các quy tắc thiết kế dự định.
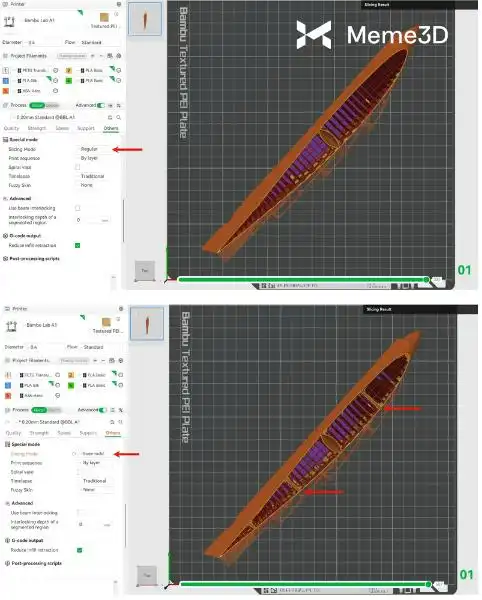
Trong hai hình ảnh bên dưới, hình trên hiển thị Chế độ cắt lát thông thường và hình dưới hiển thị Chế độ cắt lát chẵn-lẻ .
Khi được căn chỉnh ở cùng một vị trí cắt lát, rõ ràng là một số chi tiết của mô hình bị mất đi trong Chế độ cắt lát thông thường — đặc biệt là đối với các mô hình có độ chi tiết cao như thiết kế máy bay.