Chưa có sản phẩm trong giỏ hàng.
Các thông số Support nâng cao
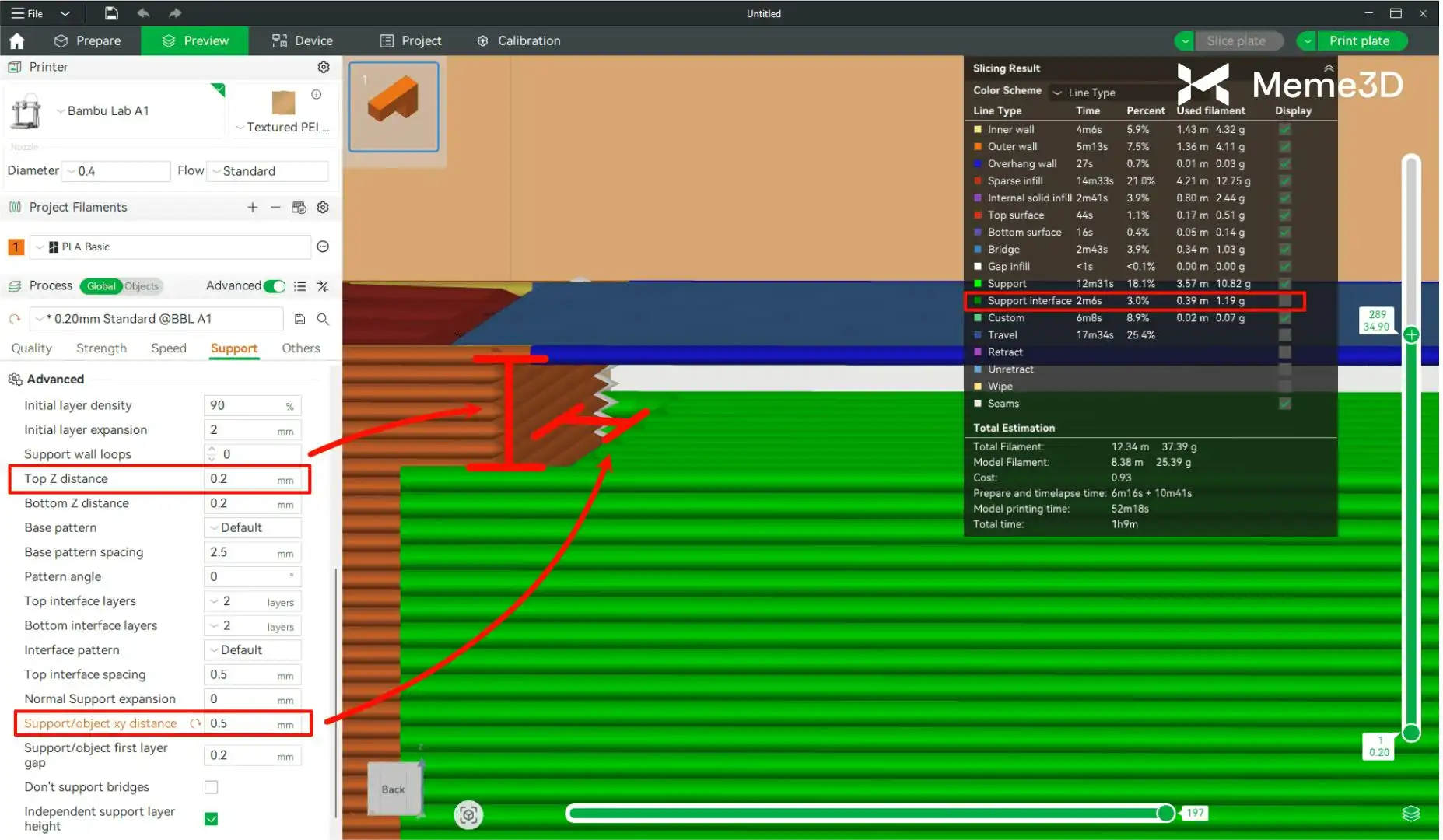
Khoảng cách Z đỉnh của Support và Khoảng cách XY giữa Support/Vật thể (Support Top Z Distance & Support/Object XY Distance)
Chất lượng bề mặt của các khu vực được hỗ trợ và độ dễ dàng khi gỡ support phụ thuộc rất nhiều vào khoảng trống chính xác giữa cấu trúc support và mô hình. Mối quan hệ này chủ yếu được kiểm soát bởi hai thông số: Support Top Z Distance (Khoảng cách Z đỉnh của Support), xác định khoảng sáng gầm theo chiều dọc, và Support/object XY Distance (Khoảng cách XY giữa Support/Vật thể), kiểm soát khoảng cách theo chiều ngang. Việc điều chỉnh hợp lý các cài đặt này là rất quan trọng để đạt được bề mặt hoàn thiện sạch sẽ trên các phần nhô ra (overhang) trong khi vẫn đảm bảo support có thể được tháo rời mà không làm hỏng mô hình.
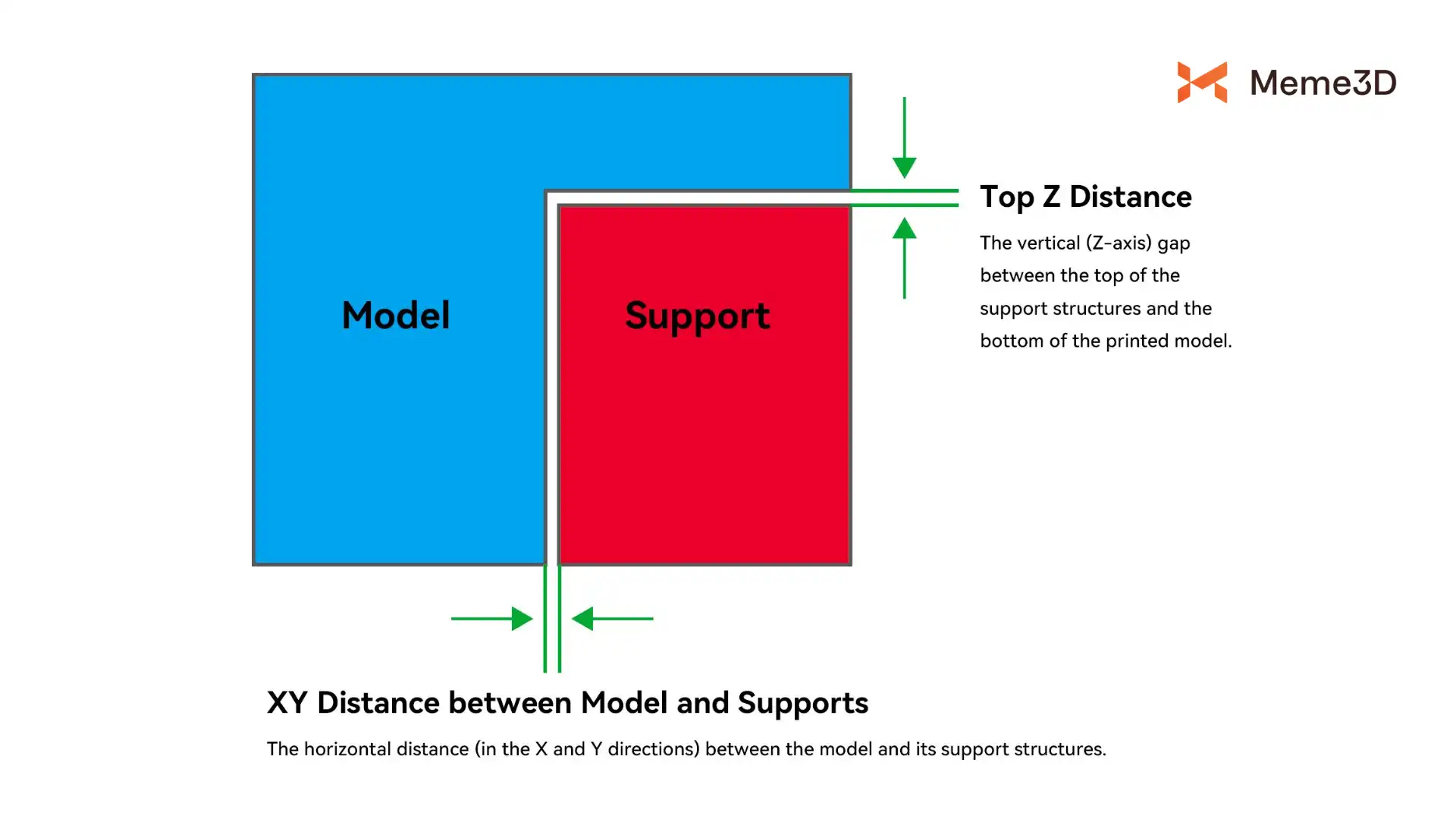
Top Z Distance (Khoảng cách Z đỉnh)
Thông số này kiểm soát khoảng trống theo chiều dọc giữa lớp trên cùng của support và mặt dưới của phần nhô ra trên mô hình. Ví dụ, với chiều cao lớp in (layer height) là 0.2 mm, giá trị Top Z Distance mặc định thường cũng là 0.2 mm. Khoảng cách này ảnh hưởng trực tiếp đến cả độ mịn của bề mặt nhô ra và độ dễ dàng khi gỡ support. Nếu đặt quá nhỏ (ví dụ: nhỏ hơn 0.16 mm cho lớp in 0.2 mm), support có thể trở nên khó gỡ—hoặc thậm chí nung chảy dính chặt vào mô hình—trừ khi bạn đang sử dụng vật liệu support chuyên dụng. Nếu đặt quá lớn, bề mặt nhô ra có thể trông sần sùi hoặc bị võng xuống do không được hỗ trợ đủ.
Support/object XY Distance (Khoảng trống ngang)
Thông số này, thường được đặt mặc định là 0.35 mm, xác định khoảng cách theo chiều ngang giữa cấu trúc support và mô hình. Nó ảnh hưởng đến việc support có thể được gỡ ra dễ dàng như thế nào và liệu các thành bên (sidewalls) của mô hình có bị trầy xước hay làm hỏng hay không. Nếu support khó tách rời, việc tăng giá trị này có thể tạo ra nhiều khoảng trống hơn, giúp việc bóc tách support dễ dàng hơn mà không làm hỏng bề mặt mô hình.
Lưu ý: Hai thông số khoảng cách này không độc lập với nhau, chúng phải được tinh chỉnh cùng nhau. Sự kết hợp của chúng có tác động đáng kể đến cả chất lượng bề mặt của các khu vực được hỗ trợ và độ khó khi tách các cấu trúc support khỏi mô hình. Tìm ra sự cân bằng phù hợp giữa chúng là chìa khóa để đạt được các bản in hiệu quả, chất lượng cao.
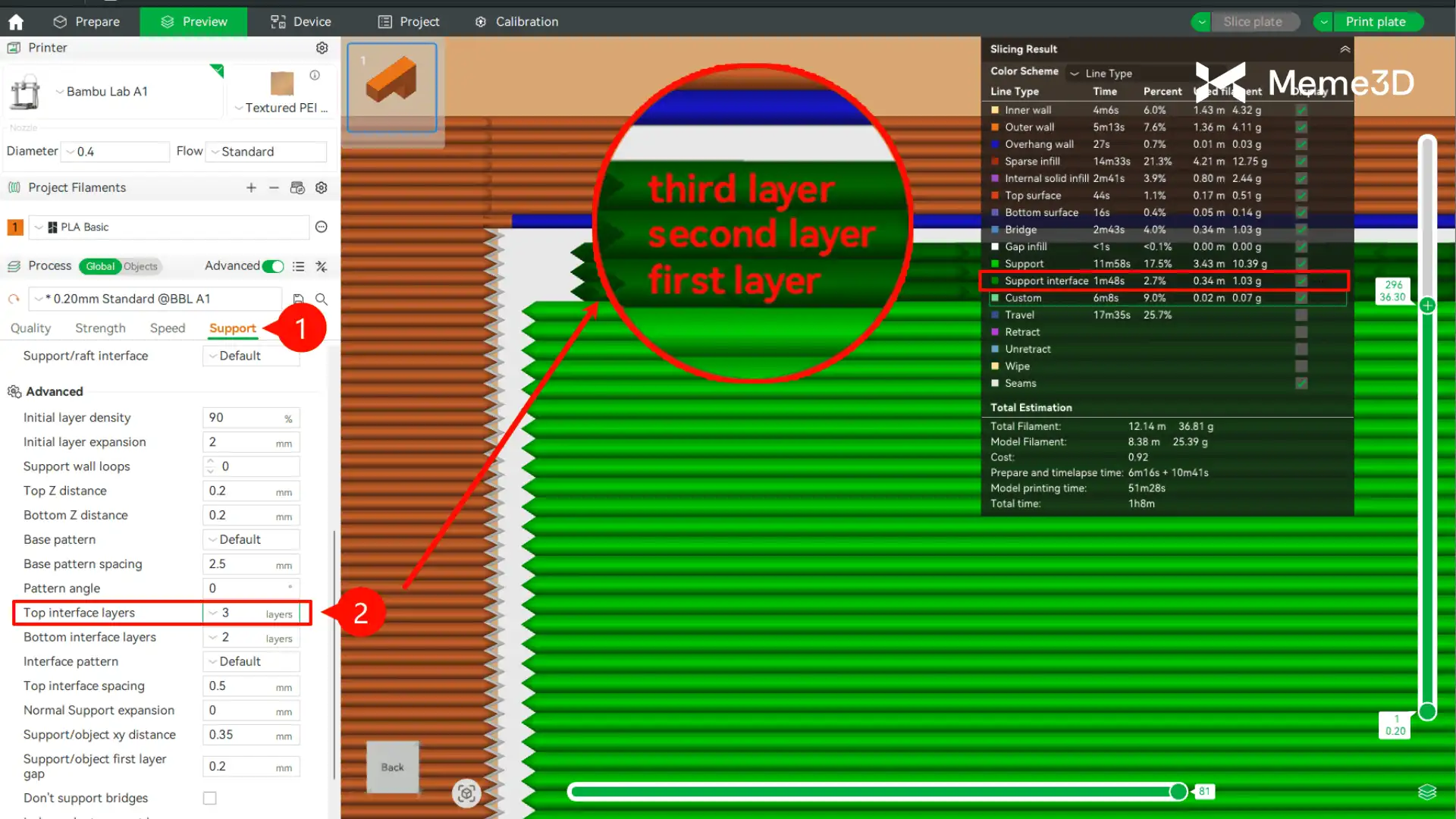
Top Interface Layers (Số lớp giao diện đỉnh)
Thông số Top Interface Layers xác định số lượng lớp in đặc ở phần trên cùng của cấu trúc support, nơi nó tiếp xúc trực tiếp với mô hình. Giá trị mặc định thường là 2 lớp, và cài đặt này ảnh hưởng trực tiếp đến độ cứng của support cũng như chất lượng bề mặt phần overhang.
- Quá ít lớp (ví dụ: 1 lớp) Giao diện tiếp xúc sẽ yếu hơn và có ít diện tích bề mặt hơn, điều này có thể dẫn đến phần overhang bị sần sùi hơn nhưng bù lại làm cho support dễ gỡ hơn rất nhiều.
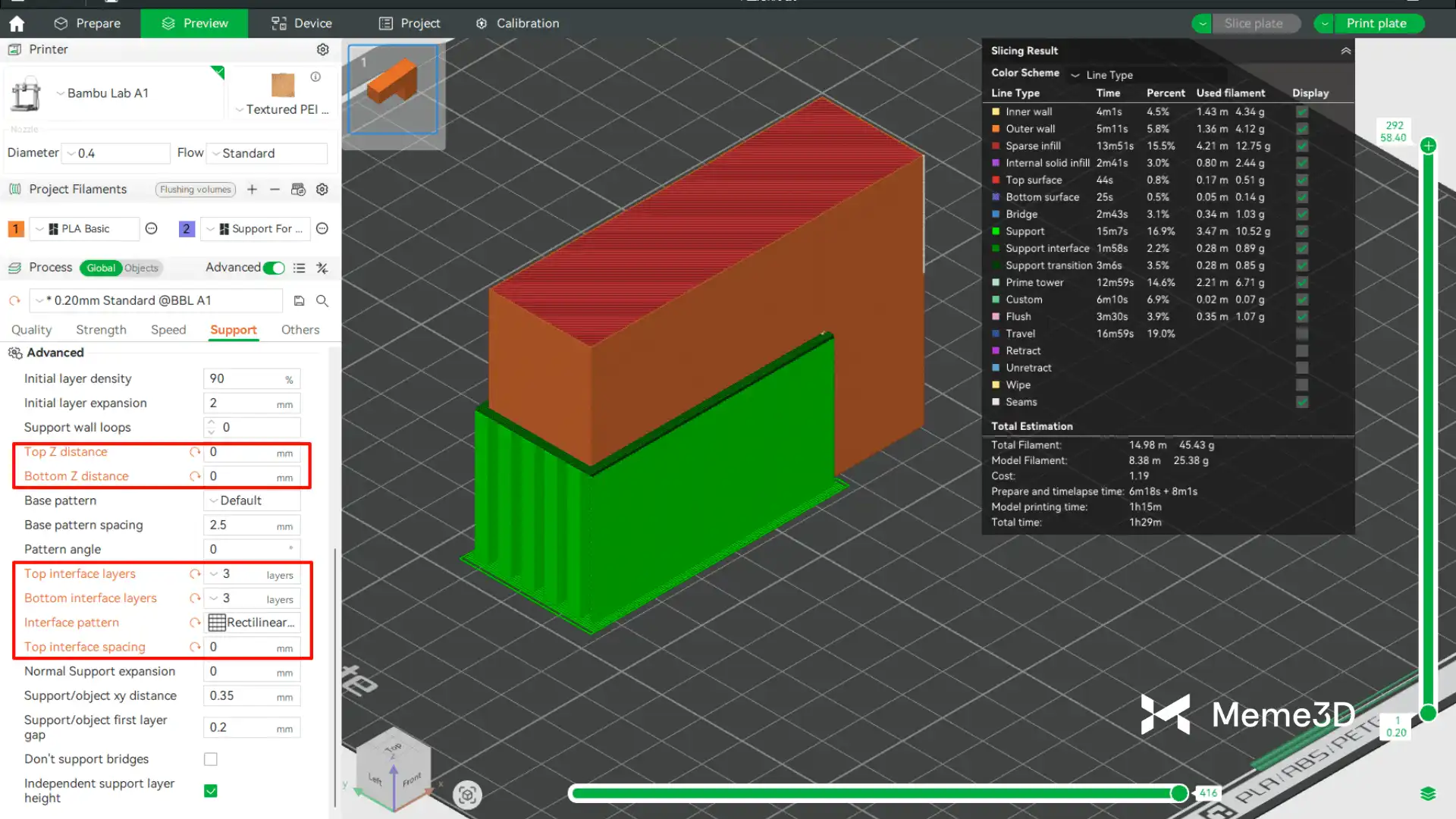
- Quá nhiều lớp (ví dụ: 3 lớp trở lên) Giao diện trở nên rất chắc chắn và liên kết chặt chẽ với mô hình, mang lại sự hỗ trợ tốt hơn cho các phần nhô ra và giúp đạt được mặt dưới mịn màng, phẳng phiu hơn. Tuy nhiên, điều này làm tăng lượng vật liệu tiêu thụ và làm cho việc gỡ support khó khăn hơn do độ bám dính mạnh hơn. Như được hiển thị trong hình ảnh bên dưới, bạn có thể tìm thấy cài đặt “Top Interface Layers” trong mục Support -> Advanced (Nâng cao), nơi bạn có thể chỉ định số lớp mong muốn.
Lưu ý: Trong hầu hết các trường hợp, mức mặc định 2 lớp mang lại sự cân bằng tốt giữa chất lượng bề mặt và độ dễ tháo gỡ.
Top Interface Spacing (Khoảng cách đường in giao diện đỉnh)
Thông số Top Interface Spacing kiểm soát khoảng cách giữa các đường in bên trong các Lớp Giao diện (Interface Layers) ở trên cùng của cấu trúc support. Cài đặt này xác định mật độ của giao diện đỉnh support.
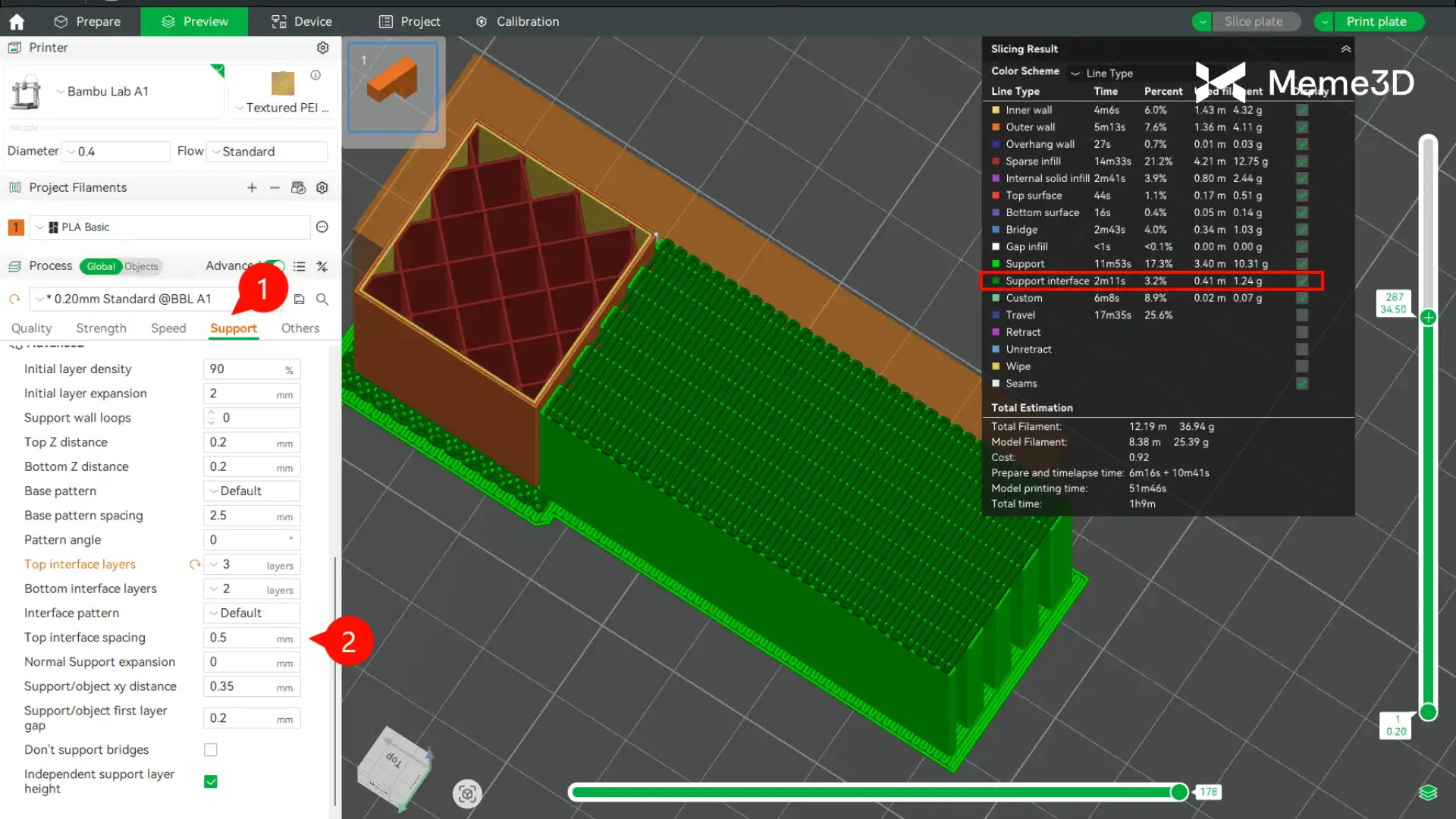
- Khoảng cách đường in mặc định (ví dụ: 0.5 mm) Với các đường in nằm cách xa nhau hơn, mật độ chèn (fill density) sẽ thấp hơn, dẫn đến ít điểm tiếp xúc hơn giữa giao diện đỉnh của support và mô hình. Điều này giúp support dễ gỡ hơn, nhưng chất lượng bề mặt overhang có thể giảm đi đôi chút. Như được hiển thị trong hình ảnh bên dưới, bạn có thể tìm thấy cài đặt “Top Interface Spacing” trong mục Support -> Advanced, nơi bạn có thể tùy chỉnh các thông số.
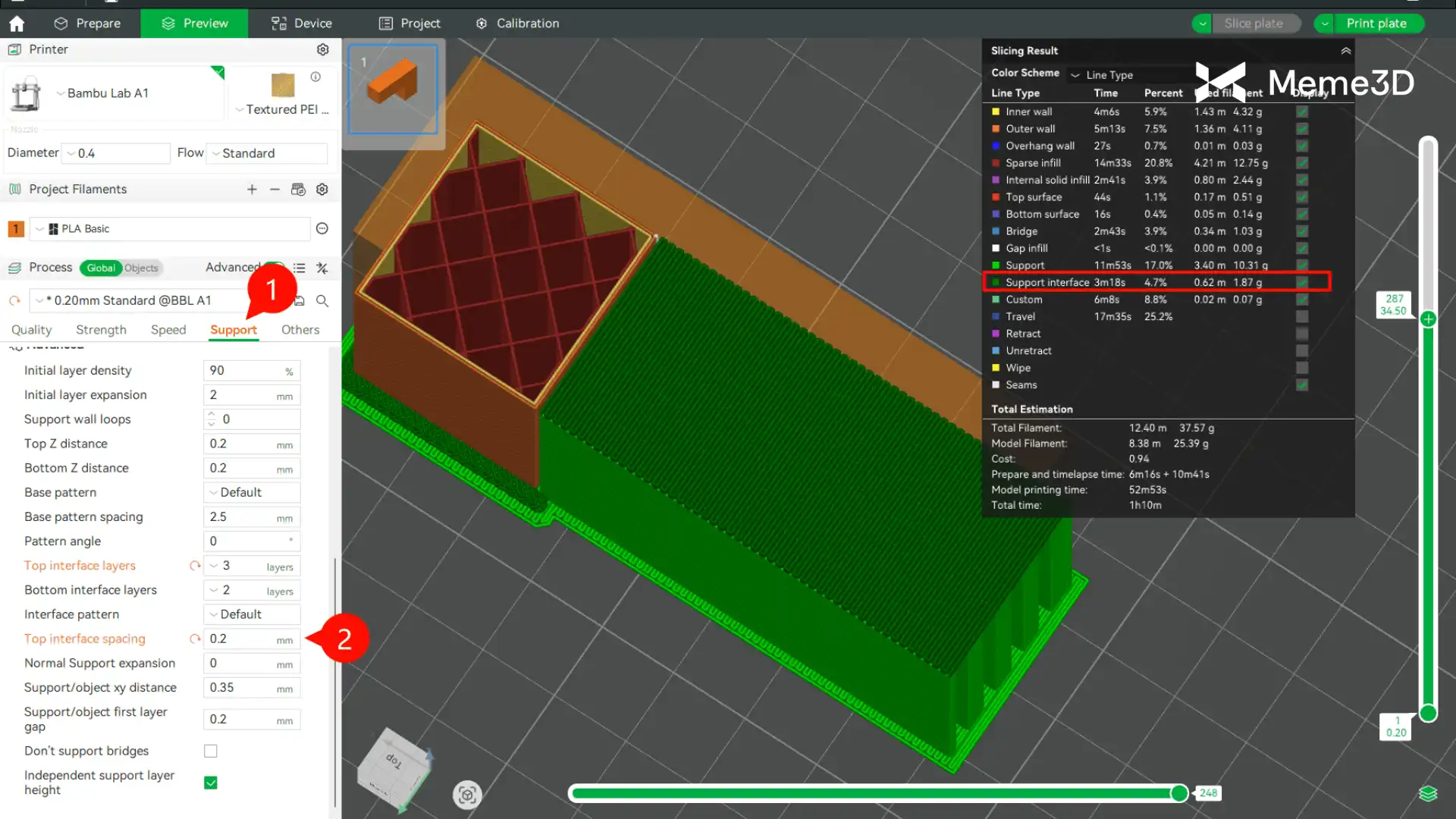
- Khoảng cách đường in nhỏ/dày đặc (ví dụ: 0.2 mm) Với các đường in dày đặc hơn và mật độ chèn cao hơn, giao diện tiếp xúc trên cùng trở nên mịn và đặc hơn, mang lại khả năng tiếp xúc tốt hơn với mô hình. Điều này giúp cải thiện độ mịn của bề mặt overhang, nhưng đồng thời cũng làm cho support khó gỡ hơn.
Independent Support Layer Height (Chiều cao lớp in Support độc lập)
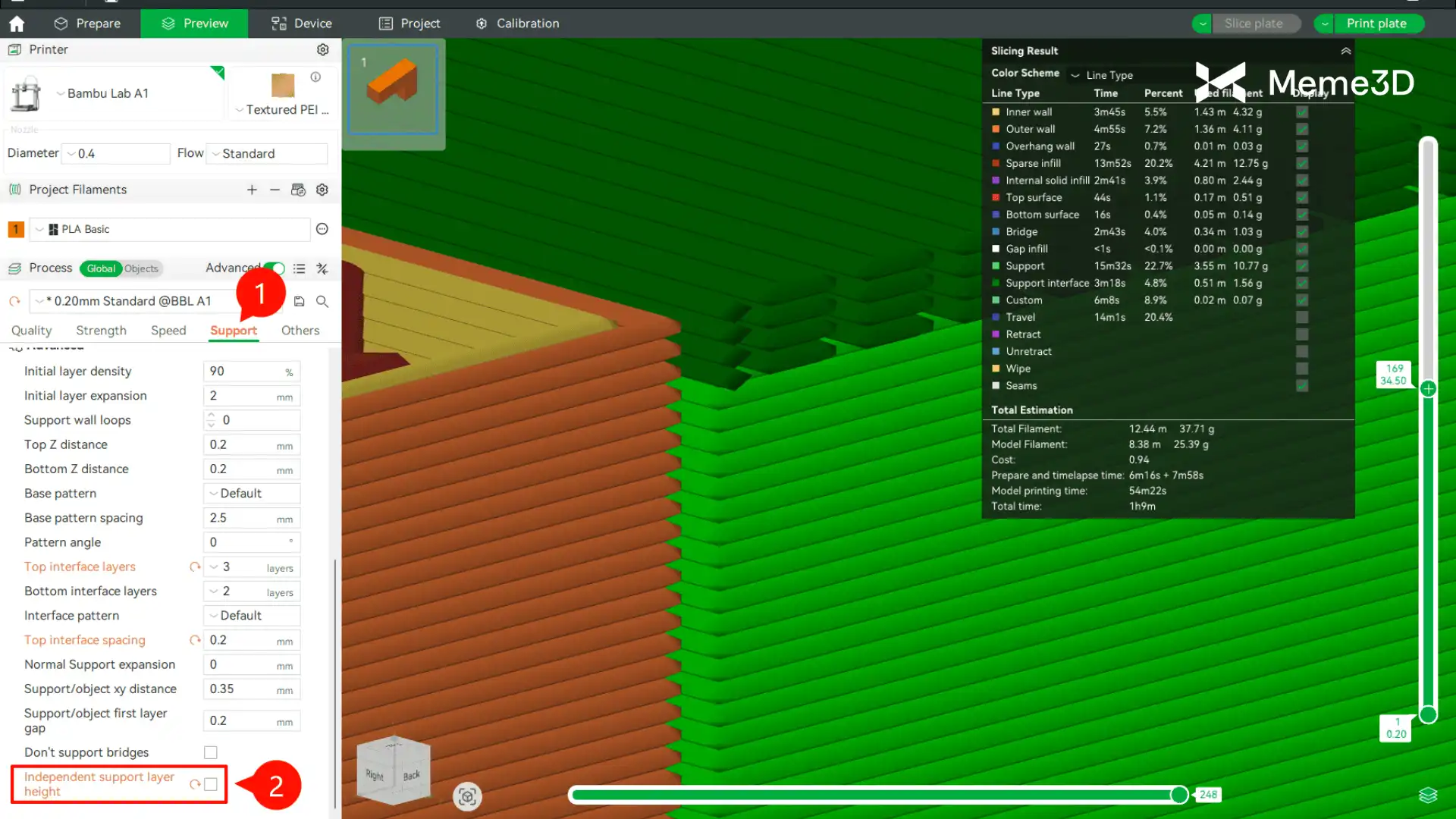
Tính năng Independent Support Layer Height cho phép bạn thiết lập một chiều cao lớp in khác biệt cho cấu trúc support, độc lập với chiều cao lớp in của mô hình. Cài đặt này kiểm soát chiều cao lớp in cho phần thân chính của cấu trúc support (tức là không bao gồm các lớp giao diện giữa đỉnh support và mô hình). Vì bản thân cấu trúc support không ảnh hưởng đến độ chính xác cuối cùng của mô hình, bạn có thể đặt chiều cao lớp in lớn hơn cho support để giảm số lượng lớp in cần thiết, giúp tăng tốc độ đáng kể cho toàn bộ quá trình in. Như được hiển thị trong hình ảnh bên dưới, bạn có thể tìm thấy cài đặt “Independent Support Layer Height” trong mục Support -> Advanced, nơi bạn có thể bật tính năng này.
Điều quan trọng cần lưu ý là chiều cao lớp in support độc lập này thường bị giới hạn bởi đường kính đầu phun (nozzle diameter). Ví dụ: với đầu phun 0.4 mm, chiều cao lớp in support tối đa 0.28 mm thường được khuyến nghị.
- Nếu tùy chọn này không được bật: Các lớp của cấu trúc support sẽ khớp với mô hình, sử dụng cùng chiều cao lớp in với mô hình, và mật độ các lớp của support cũng như mô hình sẽ hoàn toàn giống nhau.
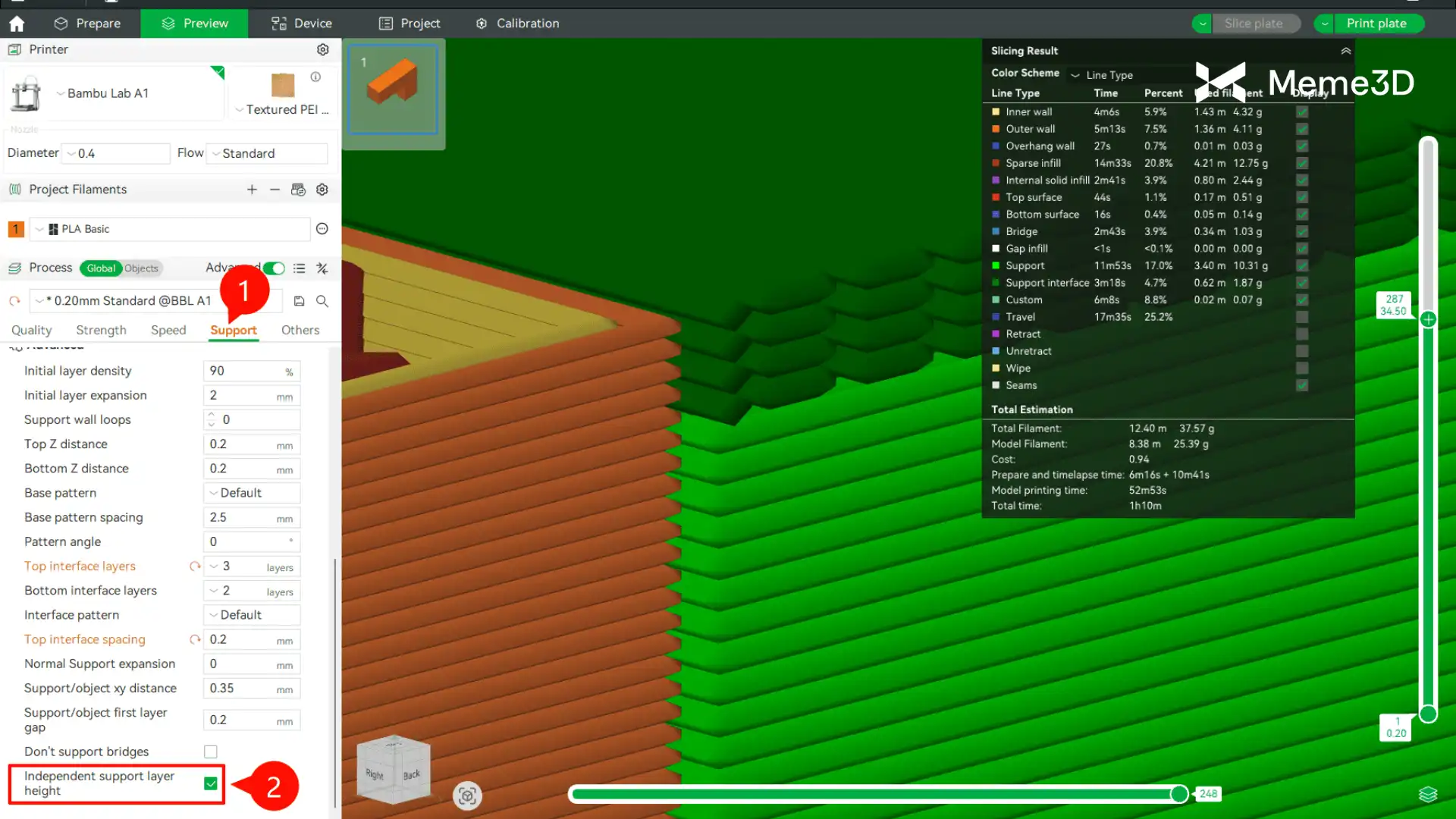
- Nếu tùy chọn này được bật và được đặt ở một giá trị cao hơn: Phần thân chính của cấu trúc support sẽ được in với chiều cao lớp in lớn hơn đã được chỉ định (lớn hơn chiều cao lớp in của mô hình). Kết quả là, cấu trúc support sẽ có các lớp in dày hơn và ít lớp hơn so với mô hình. Điều này sẽ làm giảm tổng thời gian in.
Việc sử dụng Sợi nhựa in Support (Support Filaments)
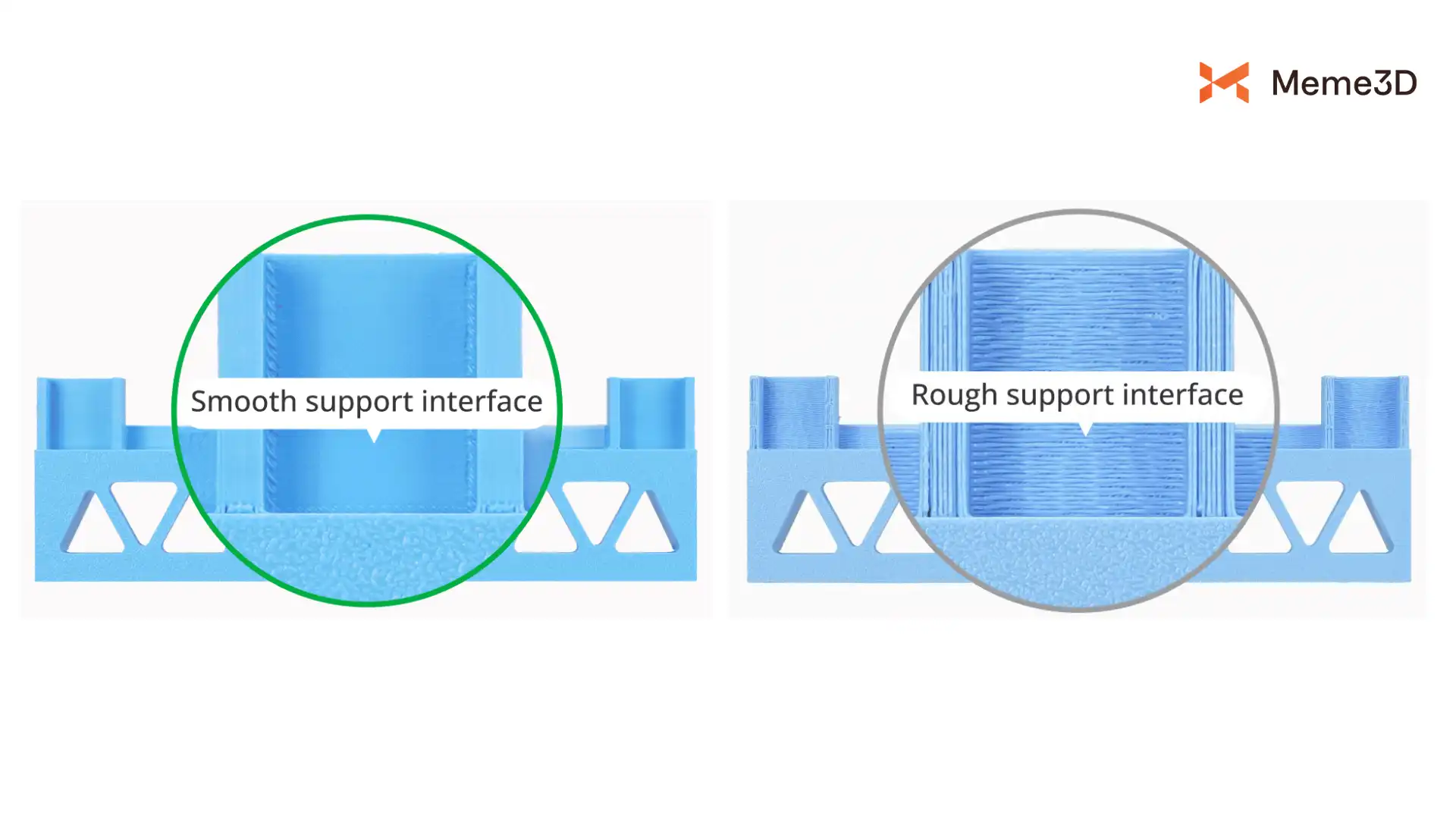
Khi không sử dụng các vật liệu support chuyên dụng, chúng ta thường phải đối mặt với một sự đánh đổi khó khăn: Nếu các thông số giao diện support như khoảng cách Z hoặc khoảng cách đường in lớp tiếp xúc được đặt quá nhỏ với nỗ lực đạt được bề mặt overhang mịn và sạch, thì support có thể dính quá chặt vào mô hình, khiến chúng rất khó gỡ ra. Mặt khác, việc tăng các khoảng trống này để dễ gỡ hơn thường dẫn đến chất lượng bề mặt kém ở các khu vực nhô ra.
Vật liệu support được phát triển đặc biệt để loại bỏ sự thỏa hiệp này. Bằng cách sử dụng các vật liệu không tương thích về mặt hóa học với vật liệu của mô hình, chúng cho phép support được bóc tách một cách sạch sẽ và dễ dàng sau khi in. Điều này mang lại bề mặt hoàn thiện tuyệt vời trên các phần overhang và tạo điều kiện cho việc gỡ support trở nên dễ dàng.
Các vật liệu Support thường được sử dụng
- Dòng Bambu Support (Bambu Support Series): Đây là dòng sợi nhựa support được phát triển bởi Bambu Lab, được thiết kế để tương thích tối ưu với nhiều loại sợi nhựa chính như PLA, PETG, PPA và ABS. Khi được sử dụng cùng với các vật liệu cơ sở tương ứng, những vật liệu support này mang lại hiệu suất hỗ trợ hiệu quả và cải thiện đáng kể khả năng tháo gỡ.
- PVA (Polyvinyl Alcohol): Đây là vật liệu support hòa tan trong nước, tương thích với nhiều loại sợi nhựa cơ sở như PLA và PETG. Sau khi in, mô hình có thể chỉ cần ngâm trong nước ấm, nơi các cấu trúc support PVA sẽ hòa tan hoàn toàn. Phương pháp này rất tiện lợi và ít để lại tác động trên bề mặt của bản in.

Lưu ý: Nên giữ PVA hòa tan trong nước tránh tiếp xúc lâu với không khí vì nó có tính hút ẩm rất cao. Việc hấp thụ quá nhiều độ ẩm có thể dẫn đến thất bại khi in. Hãy luôn đảm bảo sấy khô cuộn nhựa trước khi sử dụng để đảm bảo hiệu suất in tối ưu.
Hiểu về Cấu trúc và Phân bổ Vật liệu của Support
Để sử dụng vật liệu support linh hoạt và hiệu quả hơn, điều quan trọng là phải hiểu rằng trong phần mềm cắt lớp (slicer), cấu trúc support về cơ bản được tạo thành từ hai phần:
- Support/Raft Base (Đế Support/Raft): Đây là phần chính của cấu trúc support, phát triển hướng lên từ bàn in hoặc từ mô hình. Chức năng chính của nó là cung cấp sự hỗ trợ về mặt cơ học.
- Support/Raft Interface (Giao diện Support/Raft): Phần này đề cập đến một hoặc một vài lớp trên cùng của support tiếp xúc trực tiếp với mặt dưới của các phần overhang của mô hình. Phần này đóng vai trò cực kỳ quan trọng trong việc xác định độ mịn và chất lượng bề mặt của các khu vực nhô ra.
Bambu Studio cho phép bạn chỉ định các vật liệu khác nhau cho phần đế support và phần giao diện support, giúp bạn kiểm soát tốt hơn chất lượng bản in và hiệu quả sử dụng vật liệu.
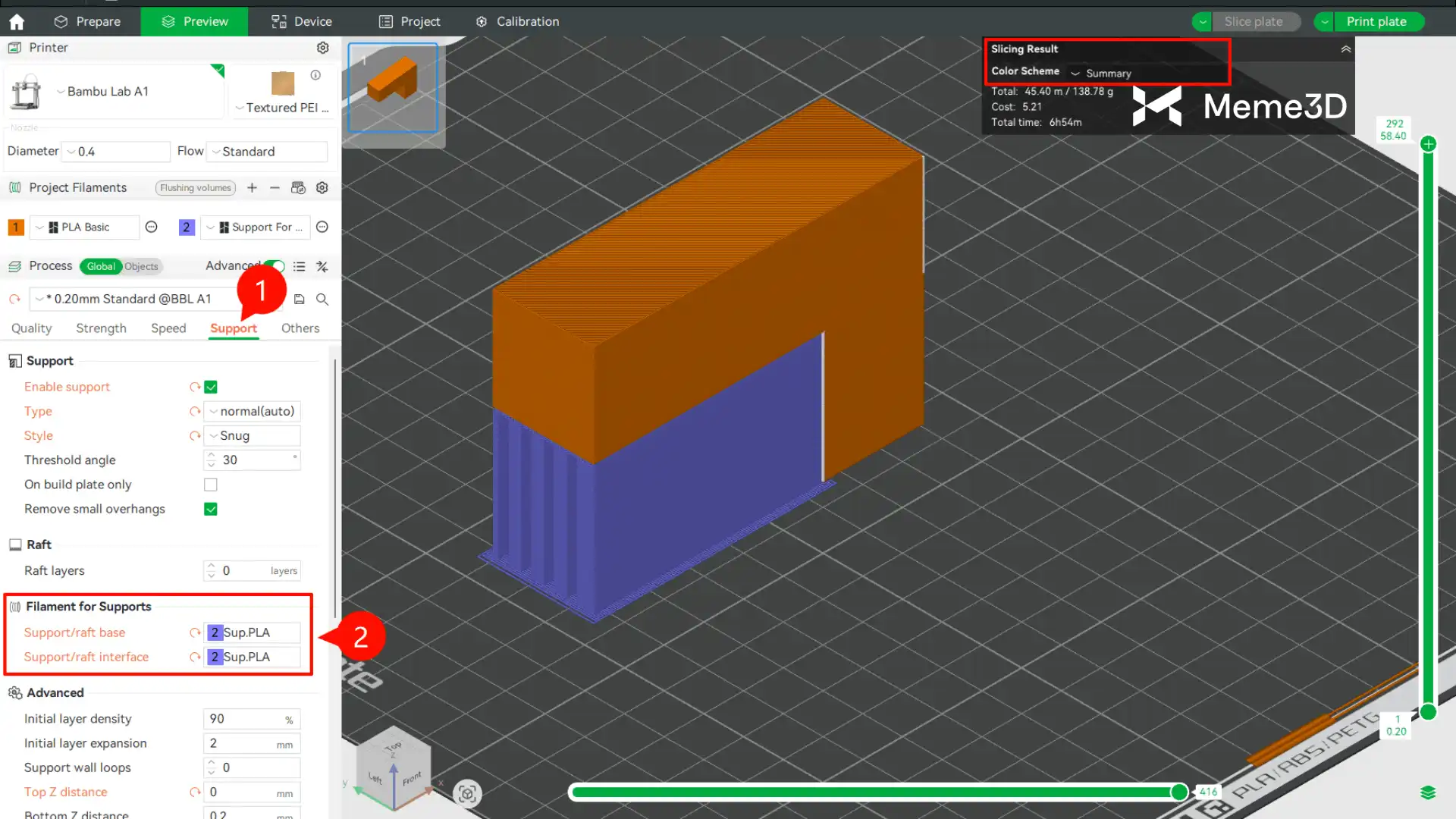
Cả Đế Support và Giao diện đều sử dụng nhựa Support
Trong chế độ này, toàn bộ cấu trúc support—bao gồm cả phần đế và các lớp giao diện—đều được in bằng sợi nhựa support được chỉ định. Tuy nhiên, không khuyến khích sử dụng nhựa support theo cách này, vì nó thường đắt tiền và việc dùng nó cho toàn bộ cấu trúc support có thể làm tăng đáng kể cả lượng vật liệu tiêu thụ lẫn thời gian in. Sẽ hiệu quả hơn nếu chỉ sử dụng nhựa support cho các lớp giao diện.
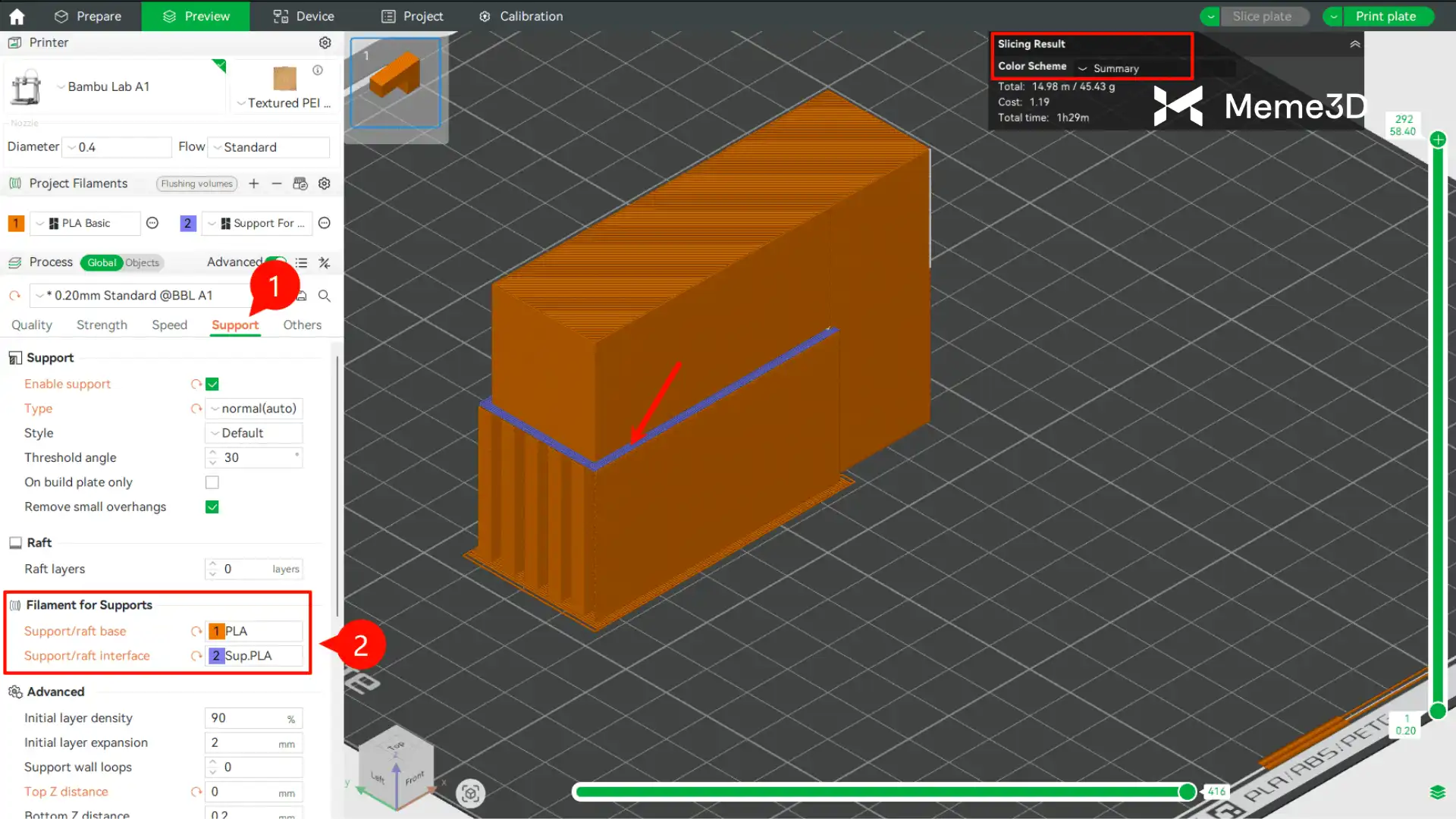
Chỉ Giao diện Support sử dụng nhựa Support
Trong cấu hình này, chỉ các lớp giao diện trên cùng của cấu trúc support (những lớp tiếp xúc trực tiếp với mô hình) mới được in bằng vật liệu support, trong khi phần đế support chính sử dụng cùng loại vật liệu với mô hình. Đây là cách hiệu quả nhất để sử dụng nhựa support, vì nó giảm thiểu cả thời gian in và lượng vật liệu tiêu thụ trong khi vẫn đảm bảo support dễ gỡ và bề mặt chất lượng tốt.
Lưu ý: Trong hầu hết các trường hợp, để cân bằng giữa chất lượng bản in tốt với chi phí tương đối thấp, chiến lược được sử dụng phổ biến nhất là in phần đế support bằng cùng vật liệu với mô hình chính, đồng thời chỉ định một vật liệu support chuyên dụng cho phần giao diện support.
Khi bạn thiết lập phần giao diện support bằng một vật liệu support chuyên dụng (chẳng hạn như Bambu Support cho PLA), do bản chất không bám dính của nó với vật liệu chính, cả hai thông số Top&Bottom Z distance (Khoảng cách Z Đỉnh & Đáy) và Top interface spacing (Khoảng cách giao diện đỉnh) đều có thể được đặt về 0. Điều này cho phép giao diện support tiếp xúc trực tiếp với bề mặt overhang của mô hình, cung cấp sự hỗ trợ và chất lượng bề mặt tối ưu, trong khi vẫn dễ dàng tháo gỡ. Tuy nhiên, giá trị 0 chỉ nên được sử dụng khi in với nhựa support—nếu sử dụng với nhựa in mô hình thông thường, support có thể nung chảy dính vào mô hình và trở nên cực kỳ khó gỡ. Bạn có thể tham khảo các thông số trong hình ảnh bên dưới để được hướng dẫn.
Lưu ý: Khi in các mô hình có sử dụng support, tốt nhất bạn nên gỡ bỏ các cấu trúc support trong vòng 2 giờ sau khi in để tránh việc chúng hút ẩm, điều này có thể gây khó khăn khi gỡ hoặc để lại cặn rác. Điều này đặc biệt quan trọng đối với các vật liệu nhạy cảm với độ ẩm như PA6-CF và các loại sợi nhựa gốc PA khác, cũng như các vật liệu support như PVA và Support cho PA/PET.
Chúc mừng bạn đã hoàn thành Khóa học về Support trên Bambu Studio! Bạn không còn là người mới bắt đầu chỉ biết dựa vào các tính năng tự động nữa, mà đã trở thành một người dùng nâng cao có thể chủ động điều chỉnh support và tối ưu hóa kết quả in. Thông qua khóa học này, bạn đã hiểu sâu hơn về đặc điểm của các loại support khác nhau, tác động mang tính quyết định của các thông số nâng cao đối với kết quả in, và cách sử dụng công cụ vẽ thủ công (manual drawing tool) để can thiệp chính xác vào vị trí đặt support.
Việc thêm Support thường là một sự thỏa hiệp cần thiết chứ không phải là một sự lựa chọn ưu tiên. Mặc dù việc bỏ qua support có thể dẫn đến việc mô hình bị sập hoặc in hỏng, nhưng việc sử dụng chúng thường để lại dấu vết trên các bề mặt tiếp xúc và làm tăng tổng thời gian in.

Do đó, nhiều nhà thiết kế mô hình giàu kinh nghiệm cố gắng giảm thiểu hoặc thậm chí tránh hoàn toàn việc sử dụng các cấu trúc support trong quá trình thiết kế.
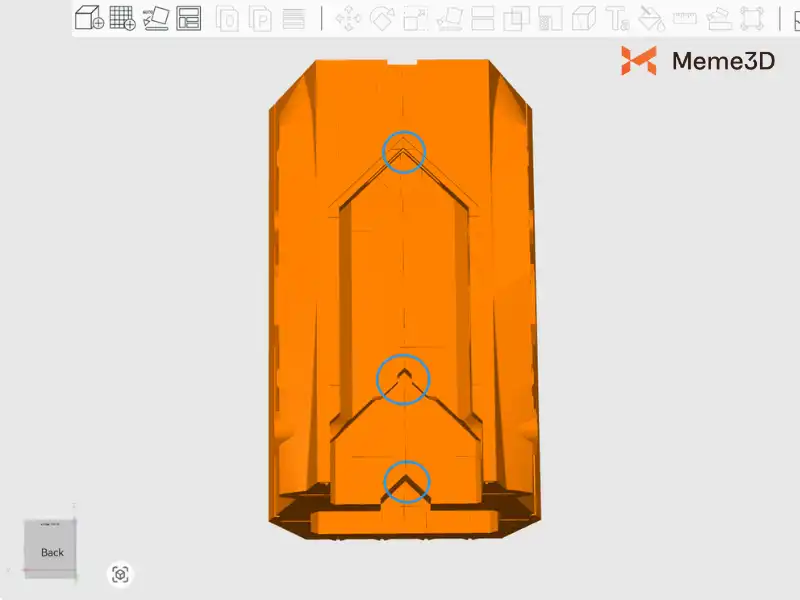
Trước khi quyết định có thêm support hay không, một bước cực kỳ quan trọng là phải tối ưu hóa hướng đặt của mô hình trên bàn in. Một hướng đặt được lựa chọn tốt có thể làm giảm đáng kể nhu cầu sử dụng các cấu trúc support, rút ngắn thời gian in và cải thiện chi tiết bề mặt trên bản in cuối cùng.
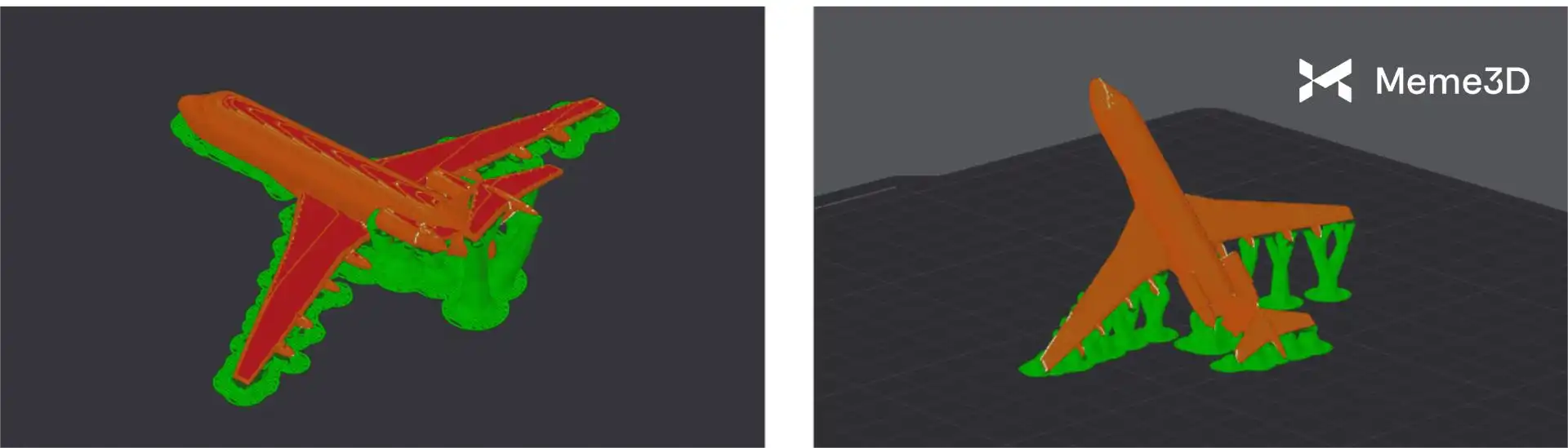
Hướng đặt mô hình chuẩn xác = ít support hơn + mô hình sạch hơn + in nhanh hơn!
Lấy mô hình máy bay bên dưới làm ví dụ. Chỉ bằng cách nghiêng mô hình sang một góc độ tốt hơn, các phần overhang lớn vốn dĩ đòi hỏi rất nhiều support có thể được biến đổi thành các khu vực chỉ cần hỗ trợ tối thiểu. Điều này không chỉ giảm lãng phí vật liệu mà còn cải thiện đáng kể chất lượng tổng thể của bản in.