Chưa có sản phẩm trong giỏ hàng.
Chương này cung cấp hướng dẫn chi tiết về cách hiệu chuẩn các cài đặt Dynamic Flow (Lưu lượng động) và Flow Ratio (Tỷ lệ đùn nhựa) cho sợi nhựa in 3D của bạn. Việc hiệu chuẩn chính xác các thông số này là thiết yếu để cải thiện chất lượng bản in, đạt được bề mặt hoàn thiện mịn hơn và đảm bảo độ chính xác về kích thước của các chi tiết in.
Hiệu chuẩn Dynamic Flow (Lưu lượng động)
Dynamic Flow là gì?
Dynamic Flow—còn được gọi là Pressure Advance hoặc Linear Advance—là một kỹ thuật được thiết kế để bù đắp cho sự trễ áp suất trong bộ đùn khi thay đổi tốc độ in. Khi máy in 3D tăng tốc hoặc giảm tốc, đặc biệt là quanh các góc, áp suất bên trong cụm đầu phun (hotend) không lập tức khớp với sự thay đổi của chuyển động. Nếu không có sự bù đắp, độ trễ này dẫn đến tình trạng thiếu nhựa khi tăng tốc và thừa nhựa khi giảm tốc, gây ra các lỗi ngoại quan như khe hở hoặc cục nhựa thừa (blobs) tại các góc.
Bản chất của Dynamic Flow là dự đoán và điều chỉnh trước tốc độ đùn dựa trên sự thay đổi áp suất dự kiến trong đầu phun. Điều này được thực hiện bằng cách sử dụng một thông số K-value đặc thù cho từng loại vật liệu, giúp phần mềm hệ thống:
- Tăng nhẹ lượng đùn trước khi quá trình tăng tốc bắt đầu.
- Giảm nhẹ lượng đùn (hoặc thậm chí rút nhựa) trước khi quá trình giảm tốc diễn ra.
Điều này đảm bảo lưu lượng sợi nhựa luôn nhất quán trong suốt quá trình chuyển đổi chuyển động, giảm thiểu các lỗi như thừa hoặc thiếu nhựa tại các góc và các chi tiết sắc nét.
Ví dụ ẩn dụ đơn giản: Hãy tưởng tượng bạn đang vẽ một đường thẳng trên giấy bằng kem đánh răng. Khi bạn mới bắt đầu bóp, phải mất một lúc kem mới chảy ra đều, vì vậy đường vẽ lúc đầu có thể không liền mạch. Khi bạn ngừng bóp, áp suất còn lại khiến kem thừa trào ra, tạo thành một cục ở điểm cuối. Dynamic Flow hoạt động như một trợ lý thông minh dự đoán các hành động này: nó giúp bạn bóp nhẹ sớm hơn trước khi bắt đầu vẽ, và nới lỏng hoặc thậm chí rút lại một chút trước khi dừng. Kết quả là một đường kẻ sạch sẽ, đều đặn—không bị phình ở cuối hay đứt quãng ở đầu.
Tự động hiệu chuẩn Dynamic Flow (Auto-Calibration)
Nếu bạn đang sử dụng sợi nhựa chính hãng của Bambu Lab, tính năng tự động hiệu chuẩn thường là đủ cho các tác vụ in hàng ngày và có thể mang lại chất lượng bản in tốt. Chức năng này cũng hoạt động với các loại sợi nhựa của bên thứ ba, mặc dù kết quả có thể kém chính xác hơn một chút và có thể cần tinh chỉnh thủ công để đạt kết quả tối ưu.
Lưu ý: Dòng máy P1 không hỗ trợ tự động hiệu chuẩn lưu lượng động và yêu cầu phải hiệu chuẩn thủ công.
Các bước thực hiện:
- Khởi động Bambu Studio và đảm bảo máy in đã được kết nối đúng cách.
- Trước khi bắt đầu, hãy chắc chắn sợi nhựa đã được lắp và nạp (load) vào máy in đúng cách. Trong Bambu Studio, chọn đúng loại và màu sắc filament khớp với vật liệu thực tế.

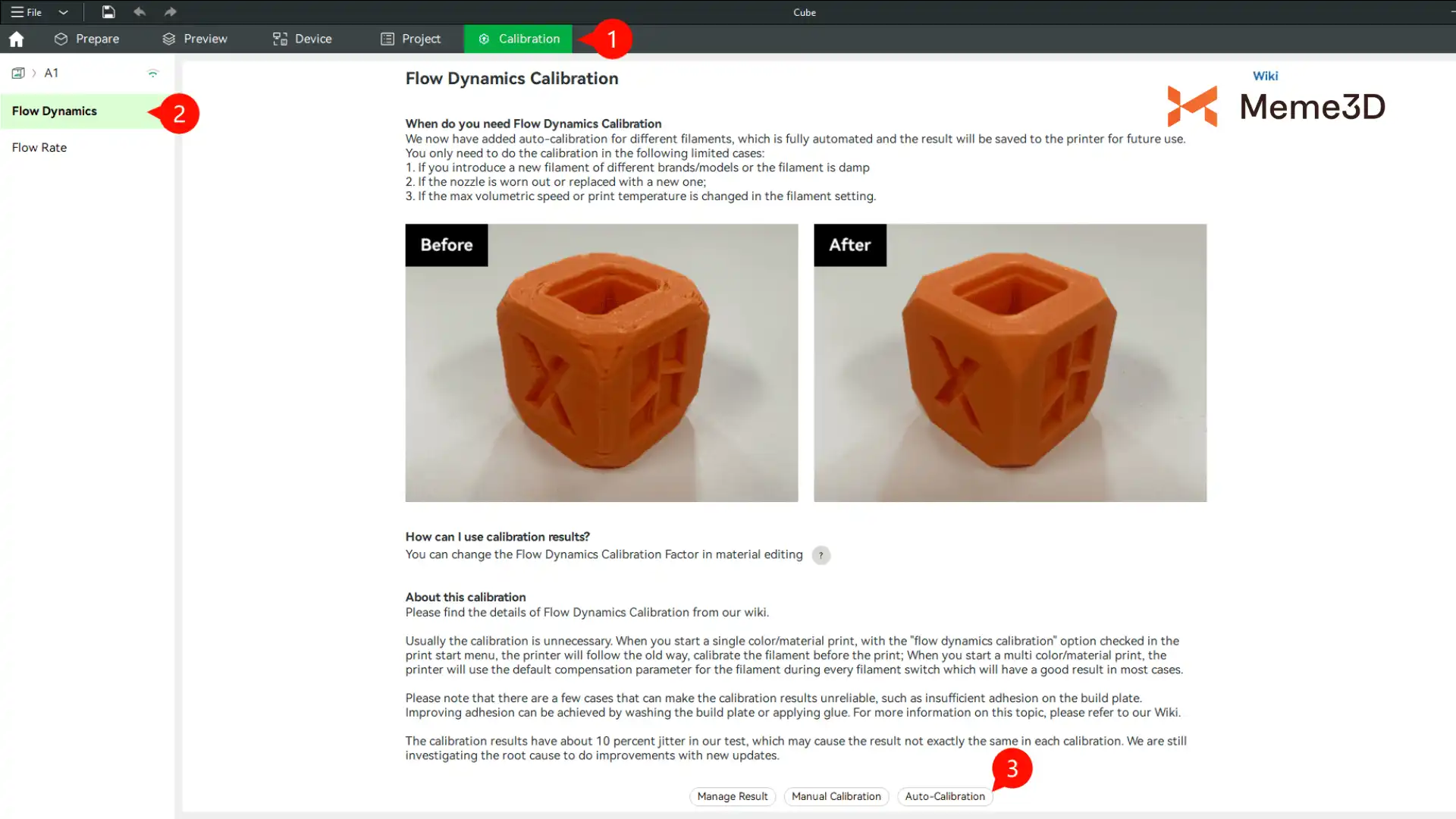
- Trên giao diện Bambu Studio, điều hướng đến menu trên cùng và nhấp vào “Calibration”, sau đó chọn “Flow Dynamics” rồi chọn “Auto-Calibration”.
- Cấu hình các thông số sau theo thứ tự:
- Sync AMS and Nozzle Info: Đảm bảo dữ liệu từ AMS và đầu phun đã được cập nhật.
- Nozzle Diameter: Xác nhận đường kính của đầu phun hiện đang lắp.
- Build Plate Type: Đảm bảo loại bàn in đã chọn khớp với loại đang lắp trên máy.
- Filament Type: Chọn loại filament cụ thể mà bạn muốn hiệu chuẩn.
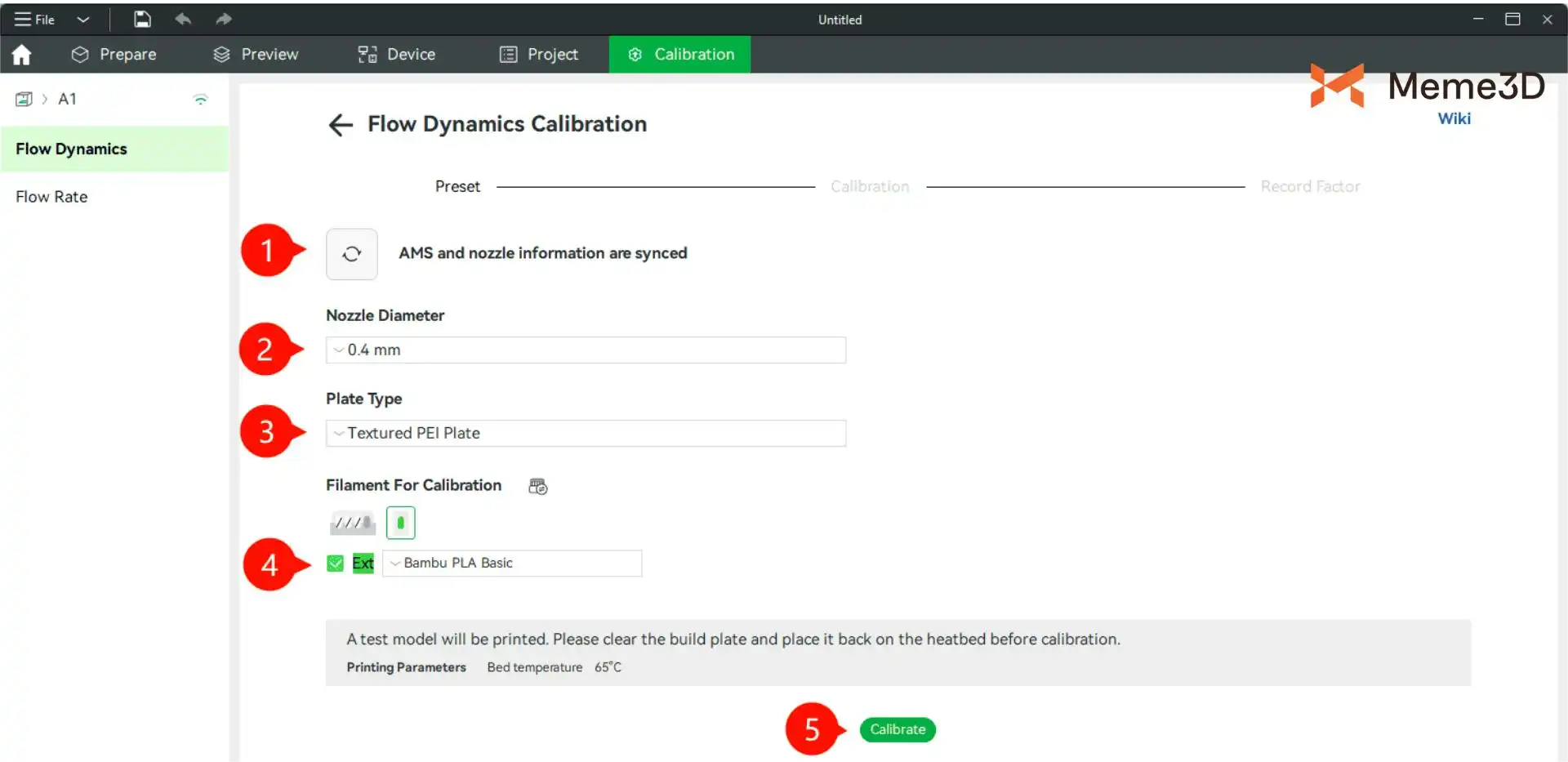
5. Nhấp vào nút “Calibrate”. Hệ thống sẽ tự động gửi lệnh kiểm tra tới máy in để bắt đầu đùn sợi nhựa. Sẽ không có bản in thực tế nào được tạo ra. Thay vào đó, máy in đùn ra một lượng vật liệu đã được đo lường để giám sát lưu lượng. Sau khi quá trình đùn hoàn tất, nhấp vào “Next” để tiếp tục.
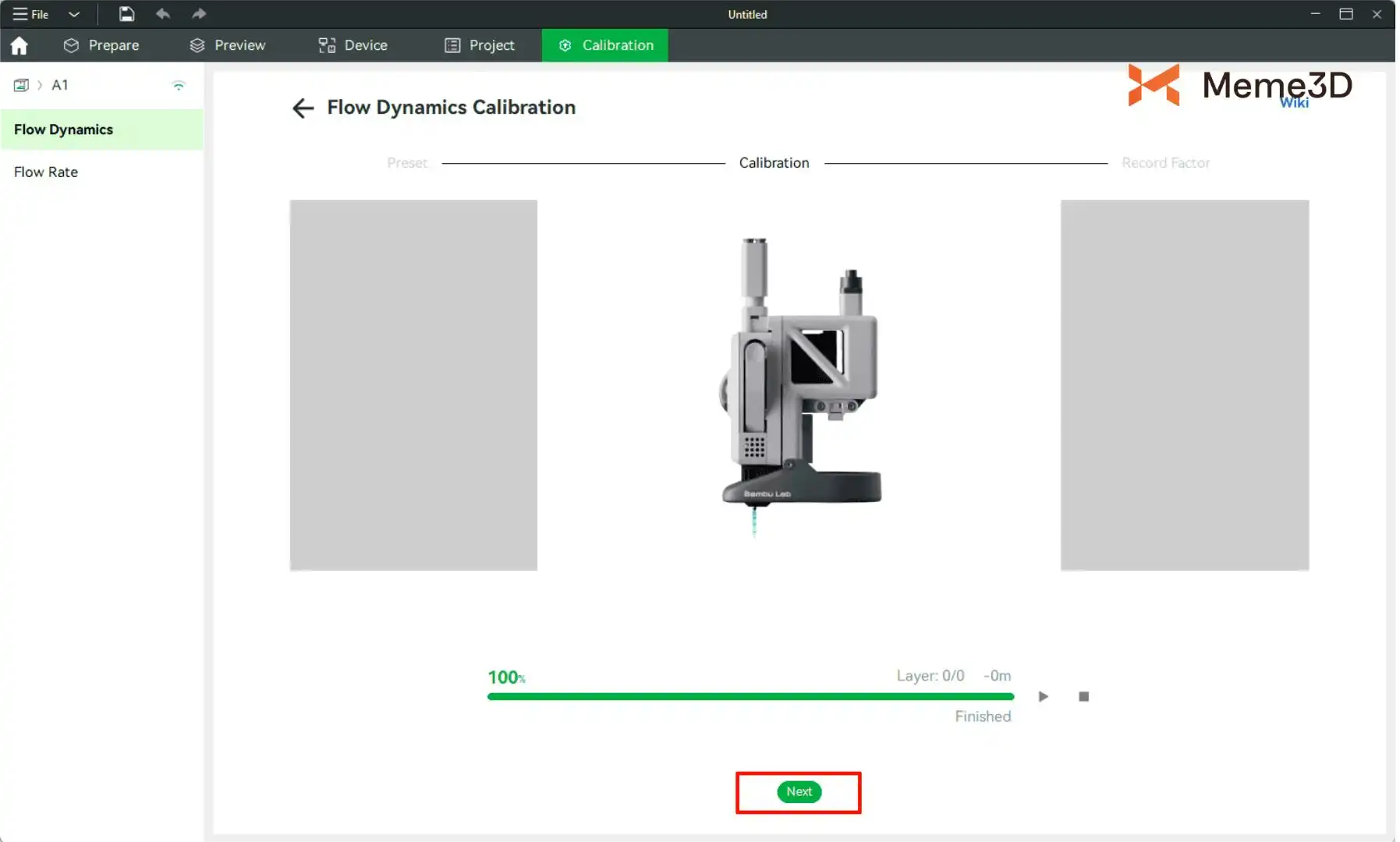
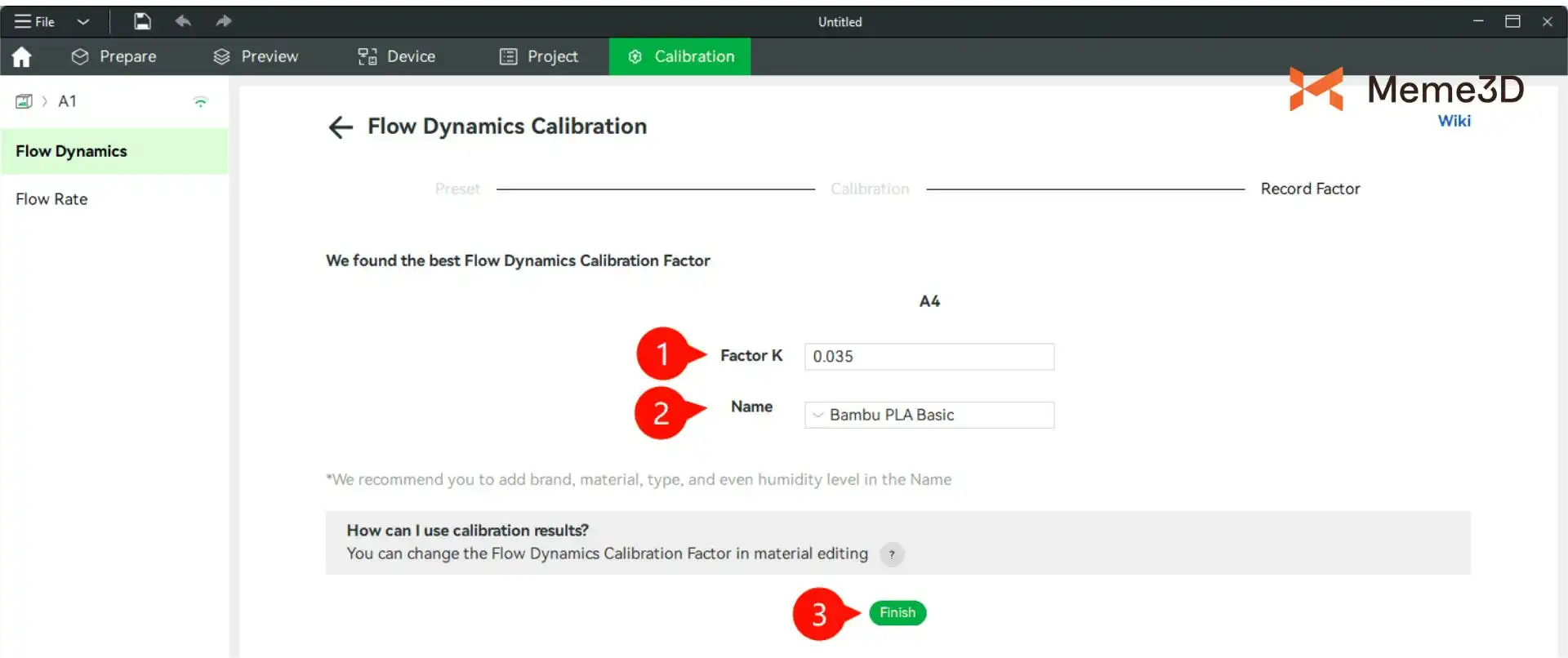
6. Sau khi quá trình kiểm tra kết thúc, Bambu Studio sẽ tự động tính toán giá trị K tối ưu và hiển thị nó. Nhấp vào “Finish” để tự động lưu kết quả vào preset (cài đặt sẵn) của filament.
Để đạt độ chính xác cao nhất, hãy đảm bảo sợi nhựa đã được sấy khô đúng cách trước khi chạy thử nghiệm, vì độ ẩm có thể ảnh hưởng đến tính nhất quán của quá trình đùn. Bạn cũng nên lưu preset dưới một tên mới để tránh ghi đè lên cấu hình mặc định và để dễ dàng nhận biết các cài đặt tùy chỉnh đã được hiệu chuẩn của mình.
Lưu ý: Khi sử dụng Tự động hiệu chuẩn, hãy đảm bảo sợi nhựa khô, không bị hút ẩm và giữ cho đầu phun luôn sạch sẽ. Điều này sẽ cải thiện đáng kể độ chính xác của kết quả.
Hiệu chuẩn Dynamic Flow Thủ công (Manual Calibration)
Hiệu chuẩn thủ công phù hợp để hiệu chuẩn chính xác các loại sợi nhựa bên thứ ba hoặc khi tìm kiếm độ chính xác in ấn cao nhất. Đối với các dòng máy như P1 series, vốn không hỗ trợ tự động hiệu chuẩn, bạn có thể dùng cách này để lấy giá trị K chính xác.
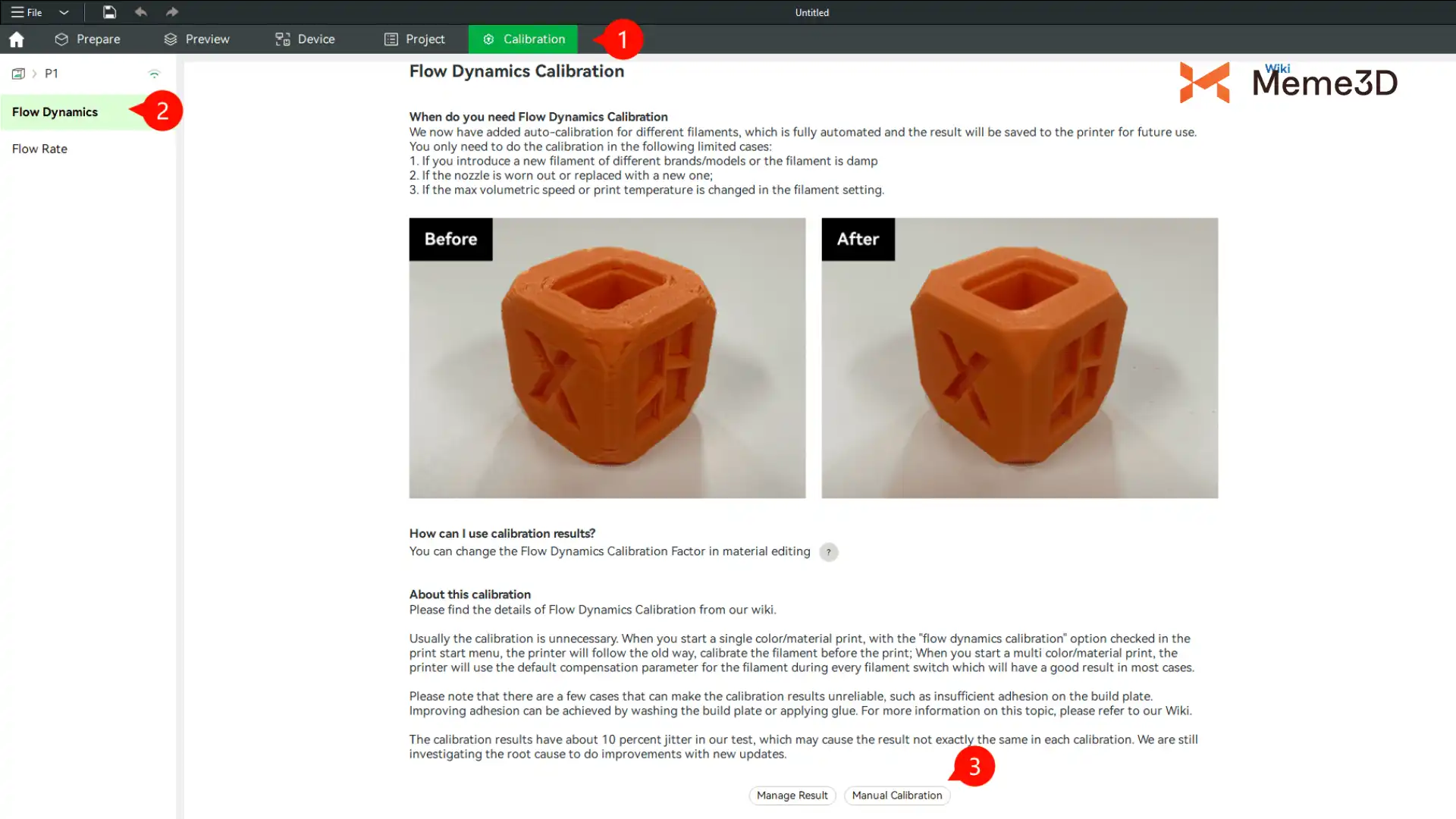
Mở phần mềm Bambu Studio, nhấp vào Calibration → “Flow Dynamics” → “Manual Calibration”.
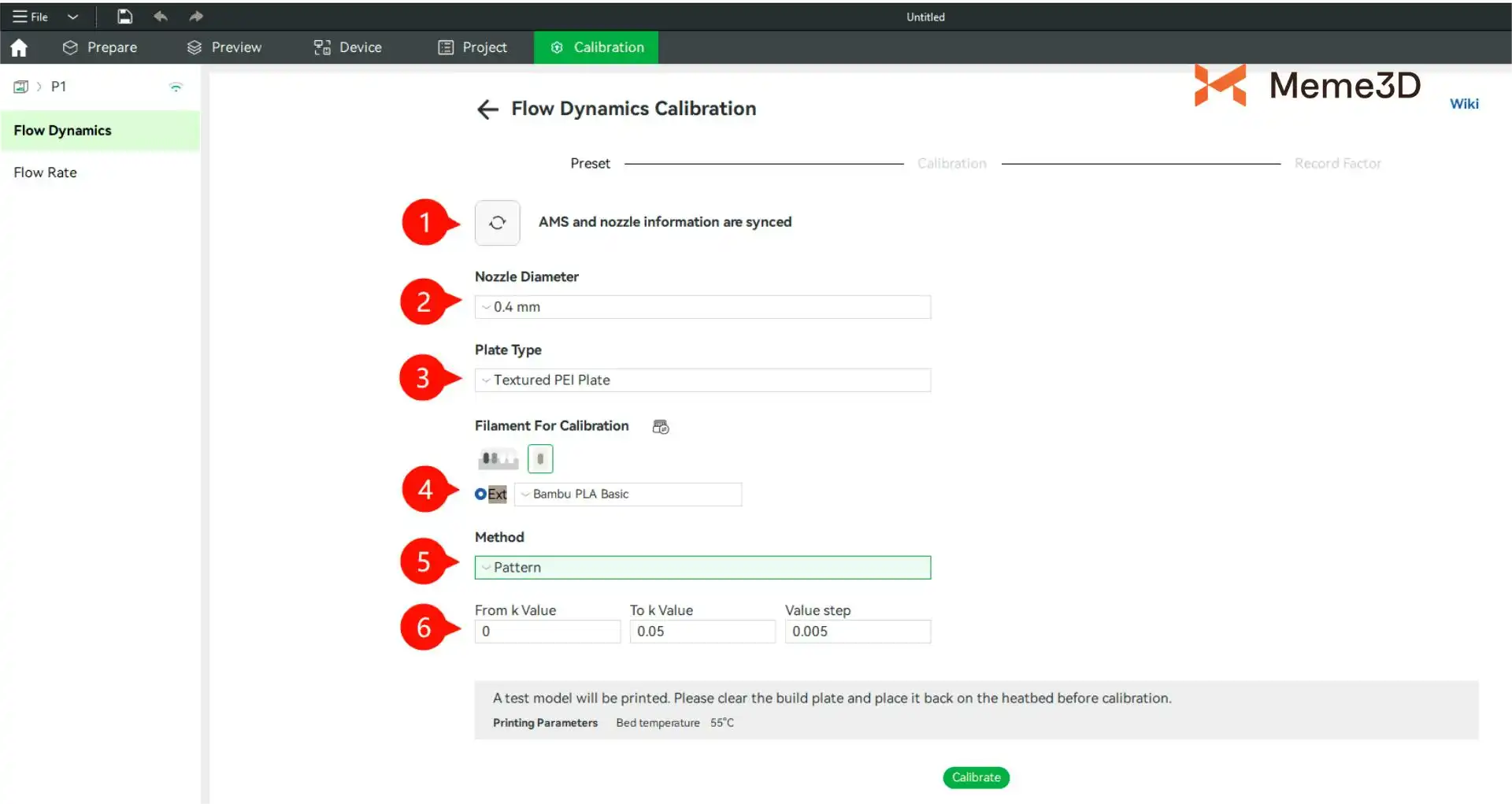
Thiết lập các thông số sau:
- Sync AMS and Nozzle Info: Đảm bảo thông tin AMS và đầu phun được đồng bộ.
- Nozzle Diameter: Xác nhận đường kính đầu phun.
- Print Bed Type: Xác nhận loại bàn in (Plate type).
- Filament Type: Chọn filament cần hiệu chuẩn.
- Calibration Method: Chọn Pattern Calibration.
- Step Value (Giá trị bước): Khuyến nghị sử dụng bước nhảy 0.002. Bước nhảy nhỏ hơn sẽ tạo ra nhiều đường thử nghiệm hơn với dải giá trị K mịn hơn, giúp dễ dàng chọn ra giá trị K chính xác nhất.
Lưu ý: Khuyến nghị thực hiện trên bàn in PEI trơn (smooth), vì bề mặt phẳng giúp dễ dàng quan sát kết quả hơn.
Nhấp vào nút “Calibrate”. Hệ thống sẽ gửi file thử nghiệm tới máy in. Vui lòng chờ cho đến khi hoàn thành.
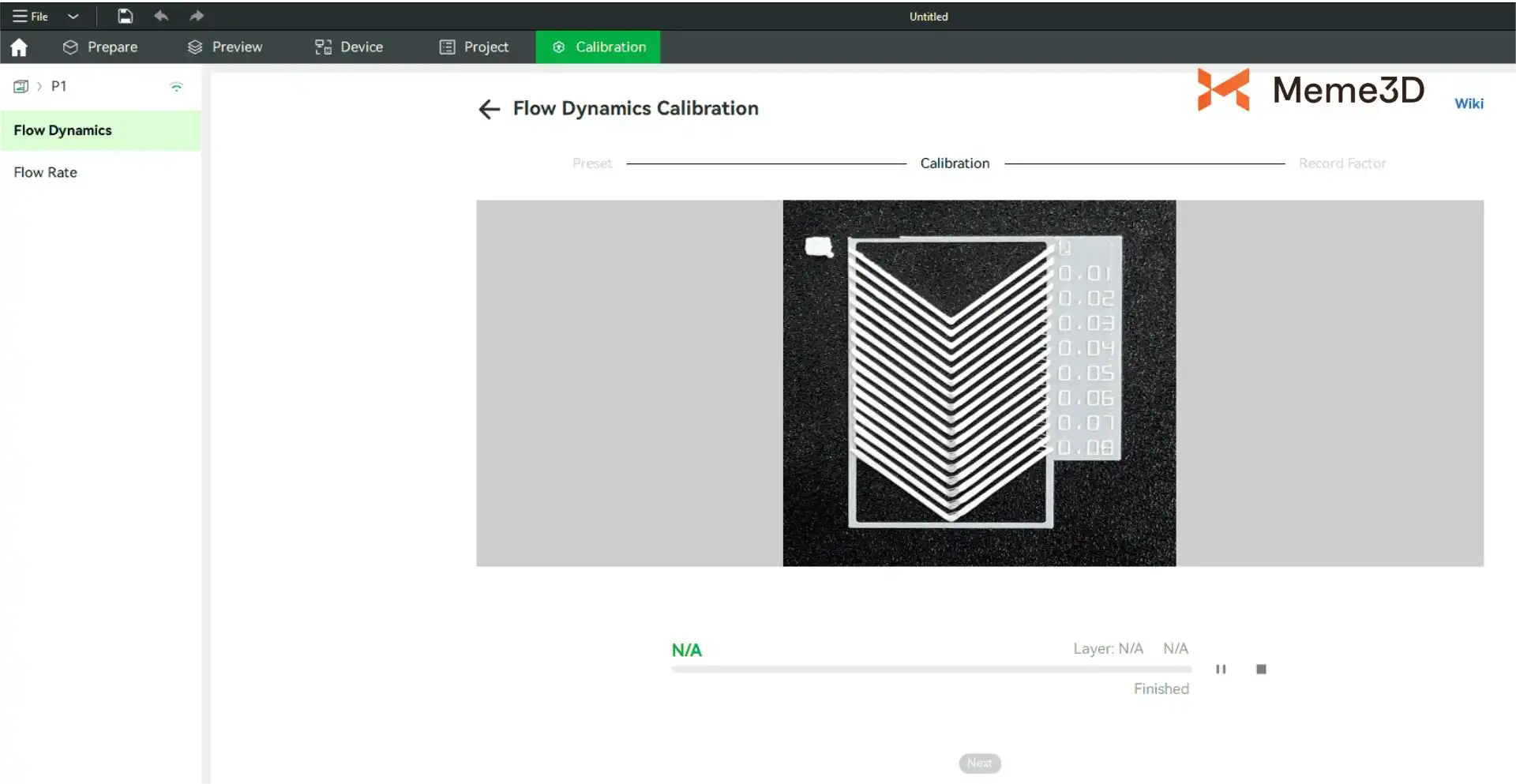
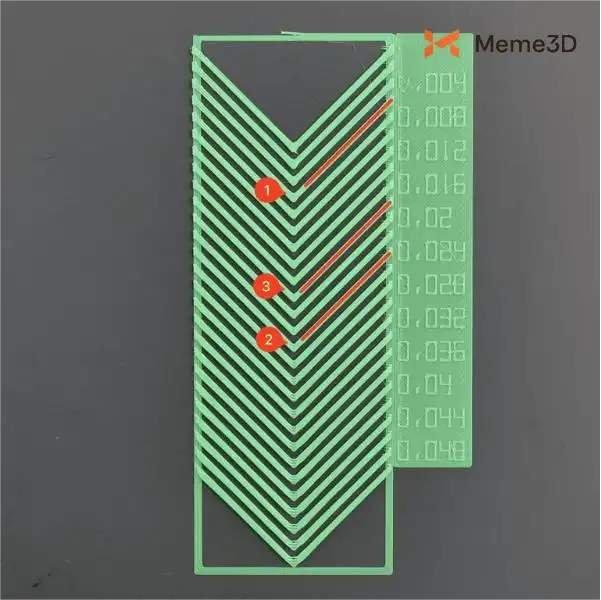
Khi bản in kết thúc, hãy quan sát kỹ các đường thử nghiệm trên bàn in, tập trung vào các góc của mỗi đường kẻ. Một góc lý tưởng phải càng sắc nét càng tốt và không có khuyết tật.
- Giá trị K thấp: Các góc sẽ bị phình to rõ rệt và tích tụ vật liệu (giống như hiện tượng đùn thừa do nhựa không ngừng chảy kịp lúc).
- Giá trị K cao: Các góc sẽ bị thiếu nhựa, thiếu hụt vật liệu, thậm chí có thể làm đường kẻ bị đứt quãng hoặc không liền mạch (giống như hiện tượng đùn thiếu).
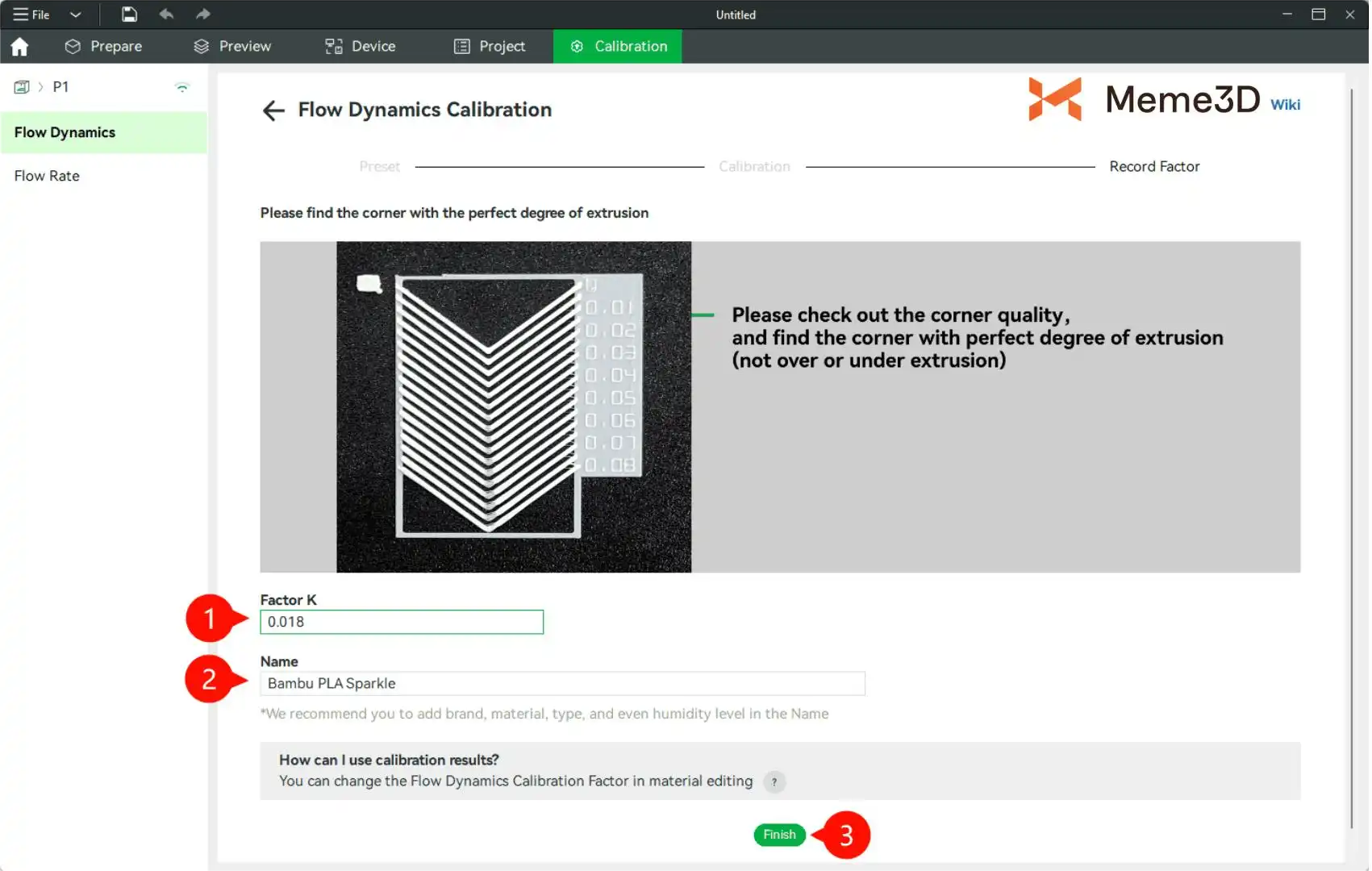
Trong giao diện Bambu Studio, hãy so sánh với ảnh mẫu và chọn giá trị K tương ứng với góc trông sạch nhất, sắc nét nhất và không bị tích tụ nhựa hay thiếu nhựa.
Trong phần K-value Settings, hãy nhập hoặc xác nhận giá trị K mà phần mềm đã tự động điền. Đặt tên cho filament đã dùng. Nhấp “Finish” để lưu giá trị K thành một preset filament mới.
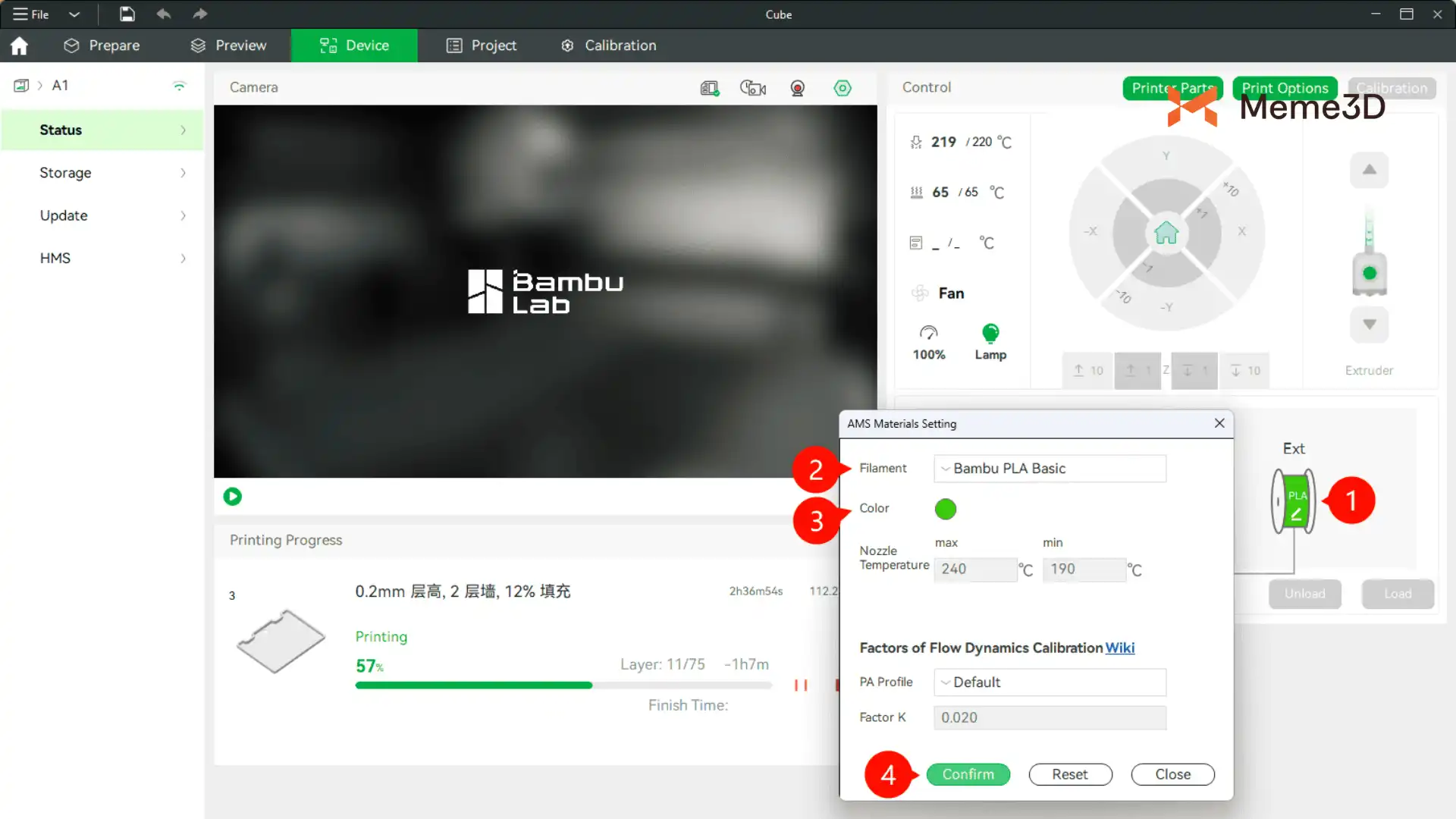
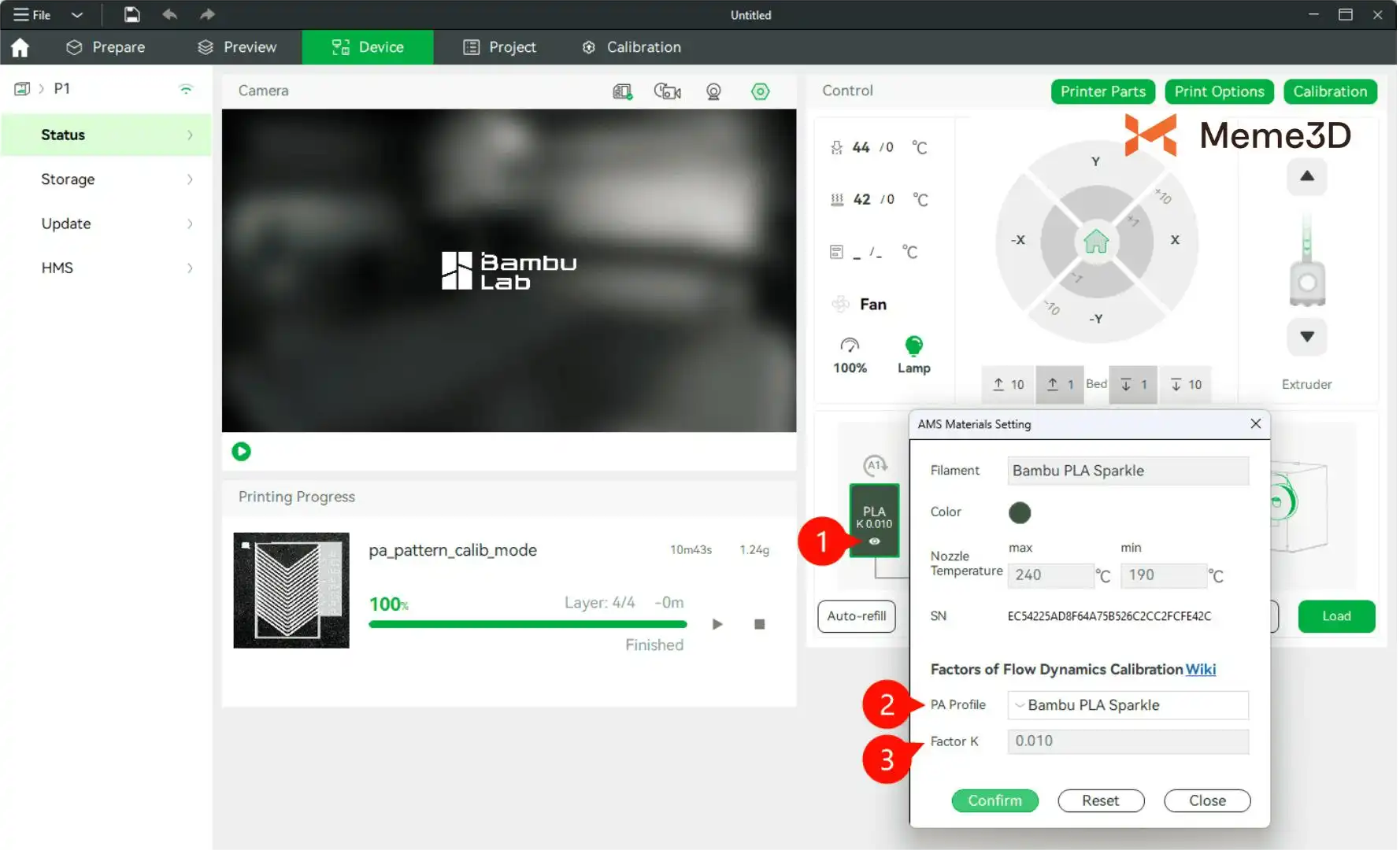
Sau khi hoàn tất, quay lại giao diện “Device”. Nhấp vào biểu tượng “Bút chì” hoặc “Con mắt” bên cạnh sợi nhựa, bạn sẽ có thể chọn cấu hình Dynamic Flow (PA) mà mình vừa hiệu chuẩn và lưu lại.
Lưu ý quan trọng:
- Đầu phun phải sạch: Bất kỳ sự tích tụ carbon hoặc mảnh vụn bên trong đầu phun sẽ ảnh hưởng đến độ ổn định và dẫn đến kết quả sai. Nên thực hiện vệ sinh bằng phương pháp “cold pull” hoặc thay cụm đầu phun mới.
- Sợi nhựa phải khô: Nhựa bị ẩm sẽ thay đổi đặc tính dòng chảy và dẫn đến đánh giá sai giá trị K.
- Quan sát kết quả dưới ánh sáng nghiêng: Ánh sáng từ các góc khác nhau, đặc biệt là từ bên cạnh, giúp dễ dàng phát hiện các dấu hiệu thừa/thiếu nhựa nhỏ ở các góc.

Như hình minh họa, việc thiết lập sai giá trị K có thể tác động đáng kể đến chất lượng bản in.
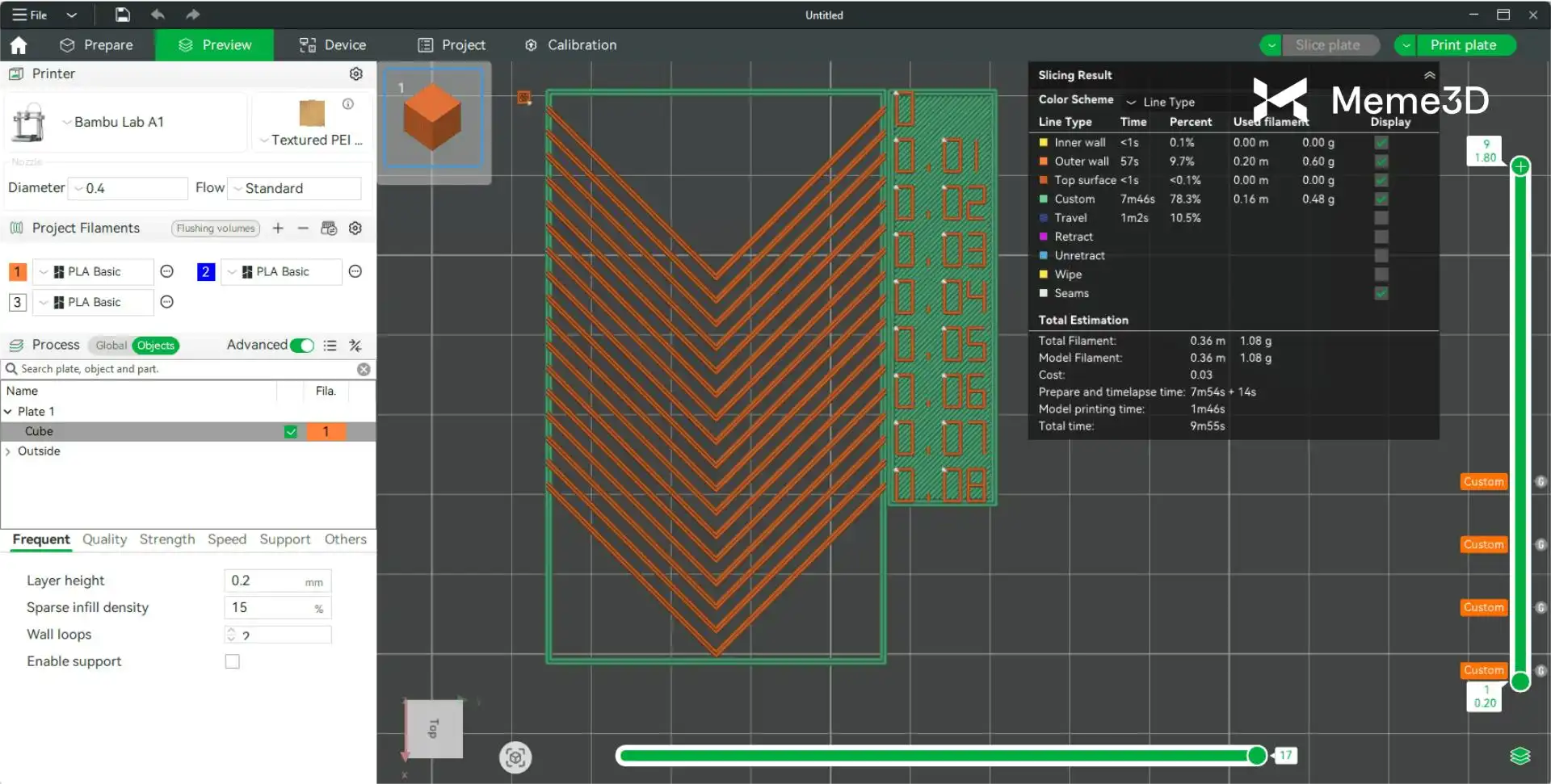
Flow Ratio (Tỷ lệ đùn nhựa)
Flow Ratio là gì?
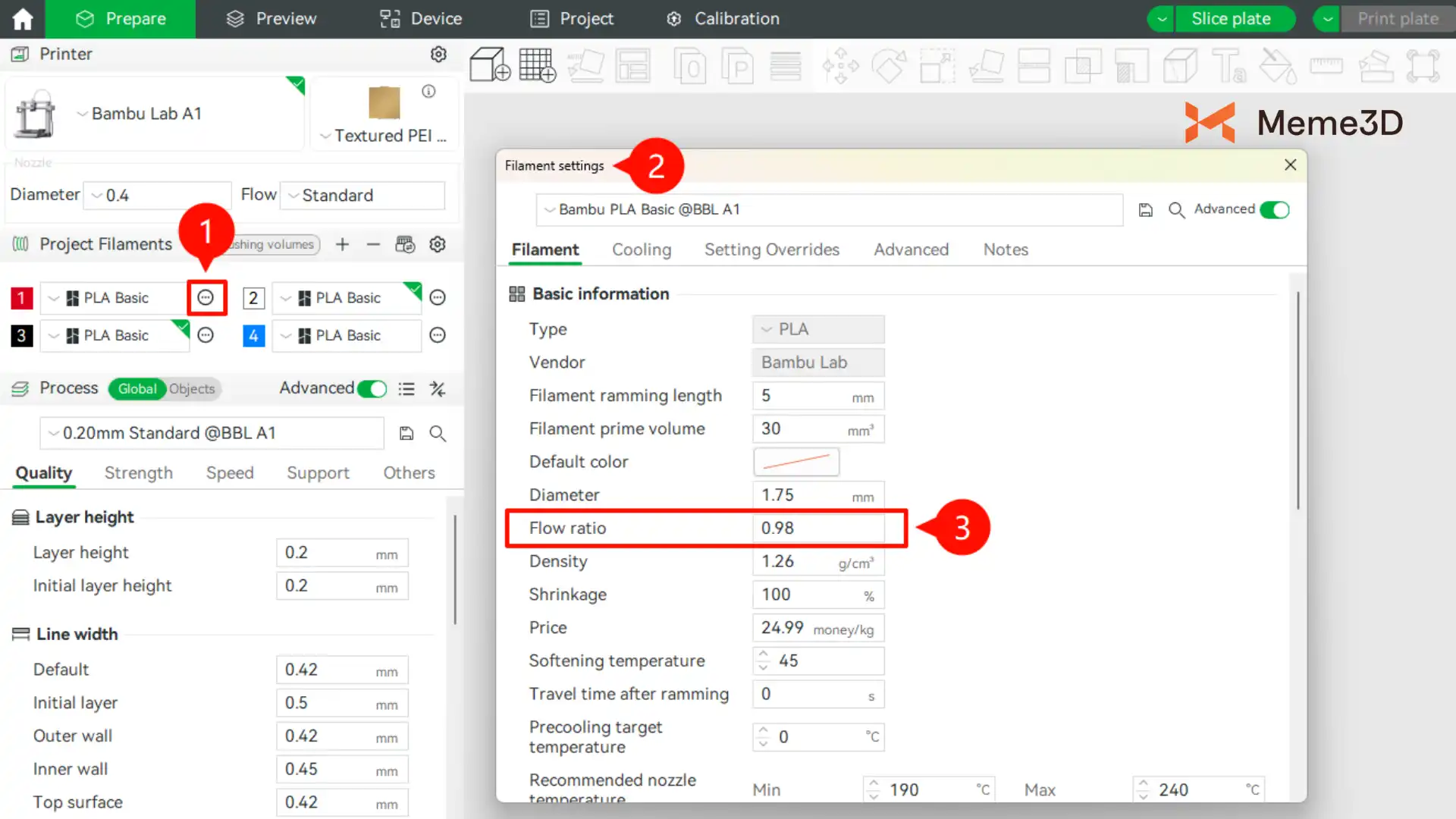
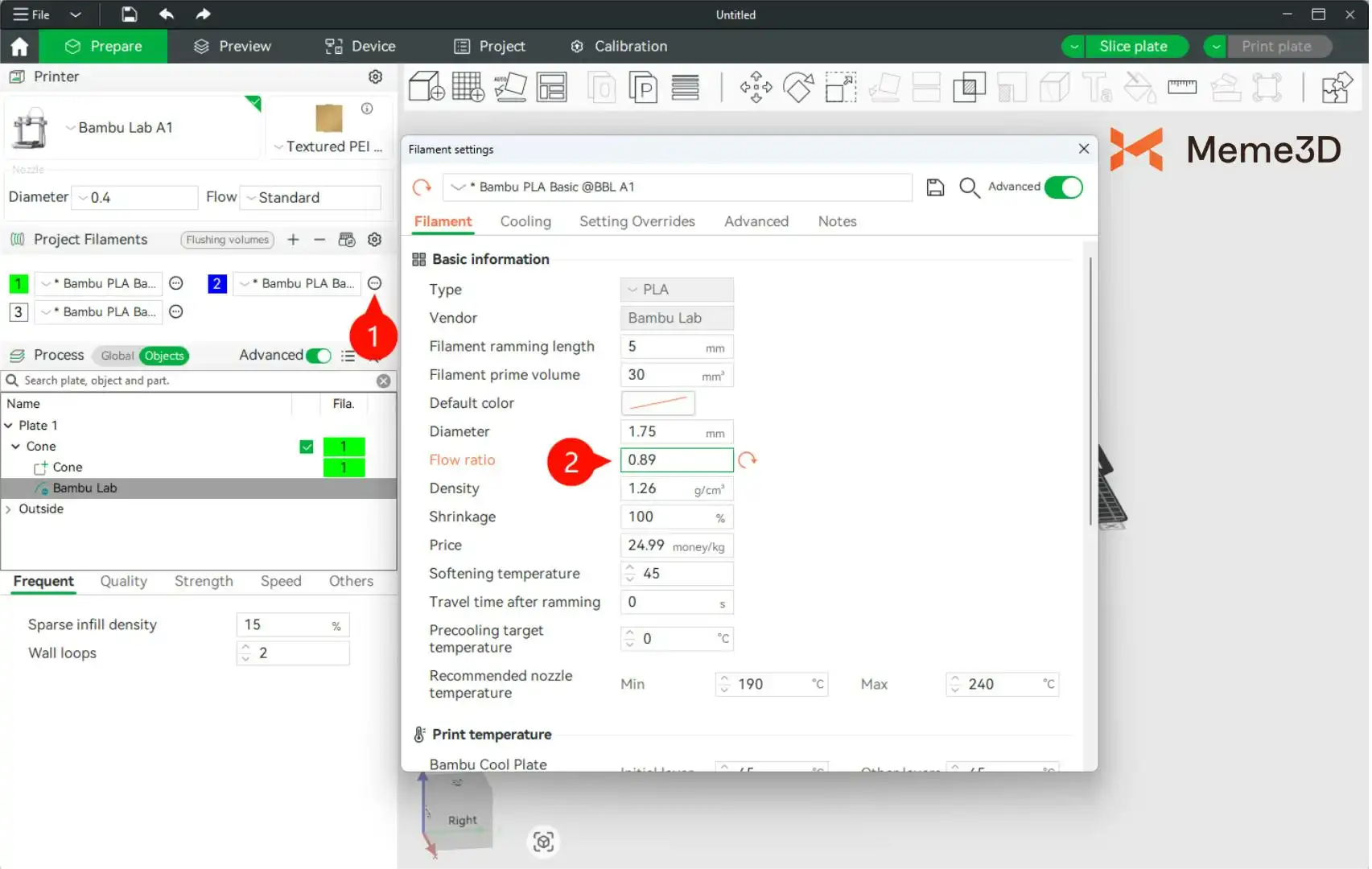
Flow Ratio, còn được gọi là “Extrusion Multiplier” (Hệ số đùn), là một hệ số kiểm soát lượng sợi nhựa thực tế mà máy in đùn ra so với lượng lý thuyết mà phần mềm cắt lớp tính toán. Nó thường được biểu diễn dưới dạng hệ số nhân (ví dụ: 0.98). Bạn có thể tìm thấy cài đặt này tại: Project Filaments -> Click để sửa preset -> Edit -> Filament settings -> Basic Information -> Flow Ratio.
Việc điều chỉnh Flow Ratio giúp tinh chỉnh tổng lượng đùn của sợi nhựa, ảnh hưởng đến chất lượng bề mặt và độ chính xác kích thước của vật thể:
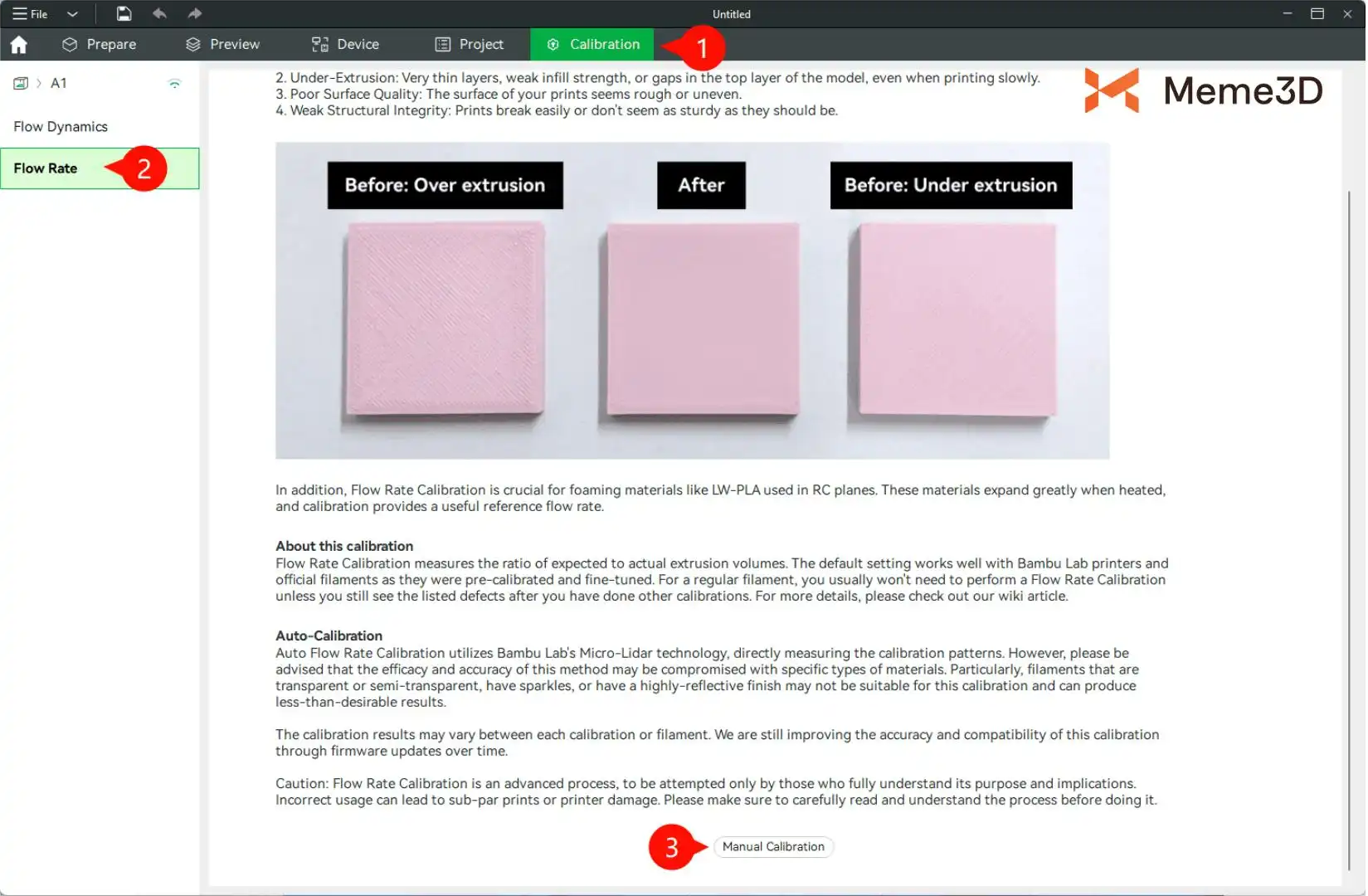
- Giá trị quá cao → Thừa nhựa (Over-extrusion): Bề mặt vật thể sẽ thấy dấu hiệu tích tụ vật liệu thừa, các đường in chồng lấn quá mức, sai lệch kích thước tăng và các chi tiết bị mờ.
- Giá trị quá thấp → Thiếu nhựa (Under-extrusion): Vật thể in sẽ không được lấp đầy đủ, có khe hở giữa các đường in, độ bám dính lớp kém và cấu trúc yếu.

Các vật liệu khác nhau có tính chất nóng chảy, độ chảy và tỷ lệ co rút khác nhau, nên Flow Ratio tối ưu cũng khác nhau. Ví dụ:
- PLA: Thường có độ chảy tốt, giá trị mặc định thường gần mức tối ưu.
- PETG: Độ chảy thấp hơn và có xu hướng tích tụ trên bề mặt. Có thể cần giảm nhẹ Flow Ratio.
- TPU: Do tính linh hoạt cao, TPU bị nén mạnh trong bộ đùn và có tốc độ đùn tương đối chậm. Nó có thể yêu cầu tăng Flow Ratio.
- PA: Độ chảy trung bình nhưng hút ẩm cực mạnh. Khi ẩm, độ chảy thay đổi lớn. Việc giữ khô vật liệu là cực kỳ quan trọng.
Các bước hiệu chuẩn Flow Ratio Khuyến nghị thực hiện hiệu chuẩn Flow Ratio sau khi đã hoàn thành hiệu chuẩn Dynamic Flow (giá trị K).
Lưu ý: Nếu bạn dùng dòng X1, bạn có thể tận dụng Lidar trên đầu in để thực hiện Tự động hiệu chuẩn Flow Ratio.
Mở Bambu Studio và nhấp vào Calibration → “Flow Rate” → “Manual Calibration”.
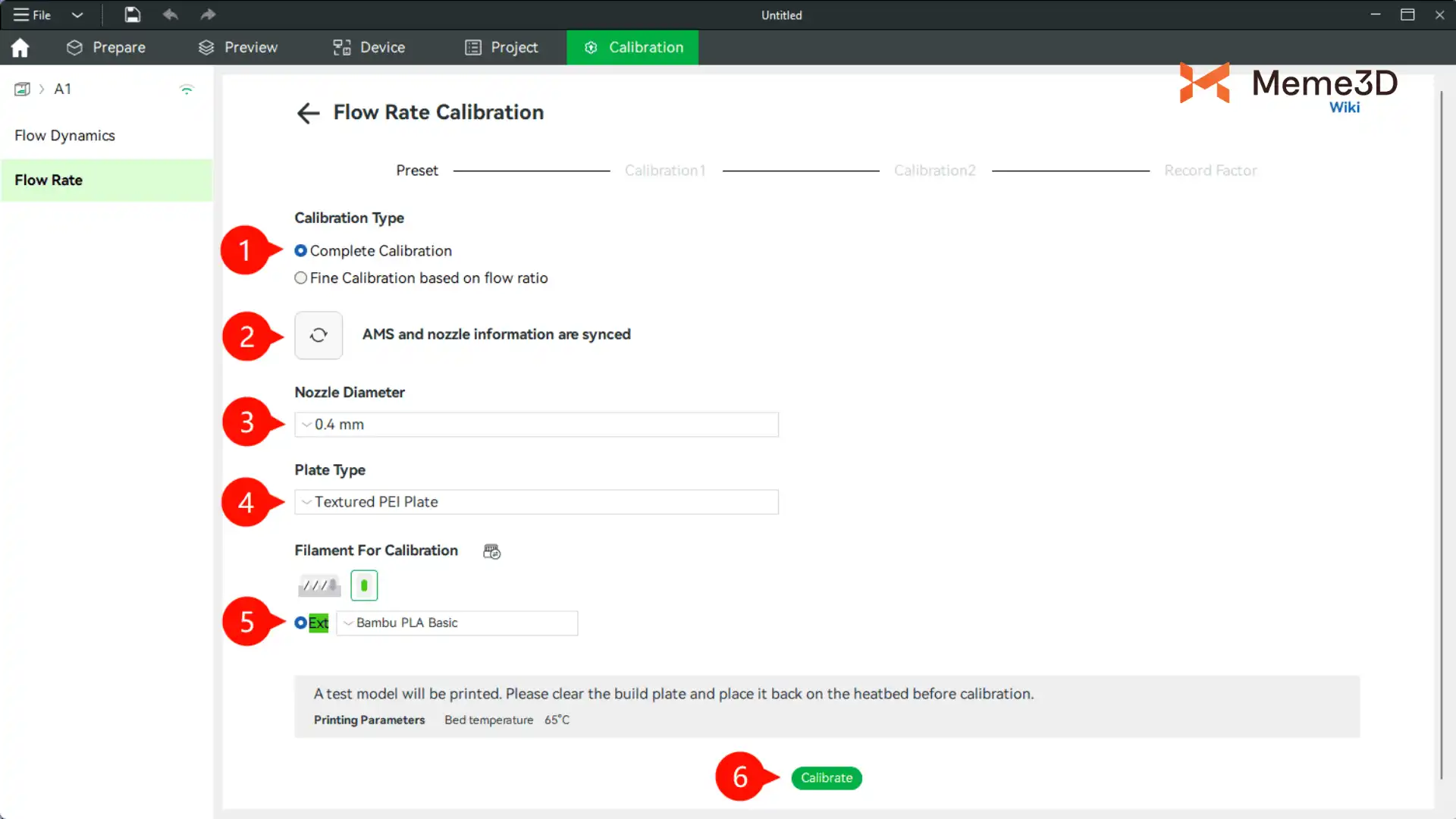
Cấu hình các thông số sau:
- Select Calibration Type: Chọn “Complete Calibration” khi hiệu chuẩn một loại nhựa mới lần đầu hoặc sau khi chuyển sang loại có đặc tính khác biệt lớn.
Fine Calibration Based on Flow Ratio: Dùng để tinh chỉnh nhỏ khi bạn đã có kết quả hiệu chuẩn ban đầu. - Sync AMS and Nozzle Information.
- Nozzle Diameter: Xác nhận đường kính đầu phun.
- Build Plate Type: Xác nhận loại bàn in.
Filament For Calibration: Chọn filament mục tiêu. - Lưu ý: Nên dùng bàn in PEI trơn để quan sát độ phẳng bề mặt rõ hơn.
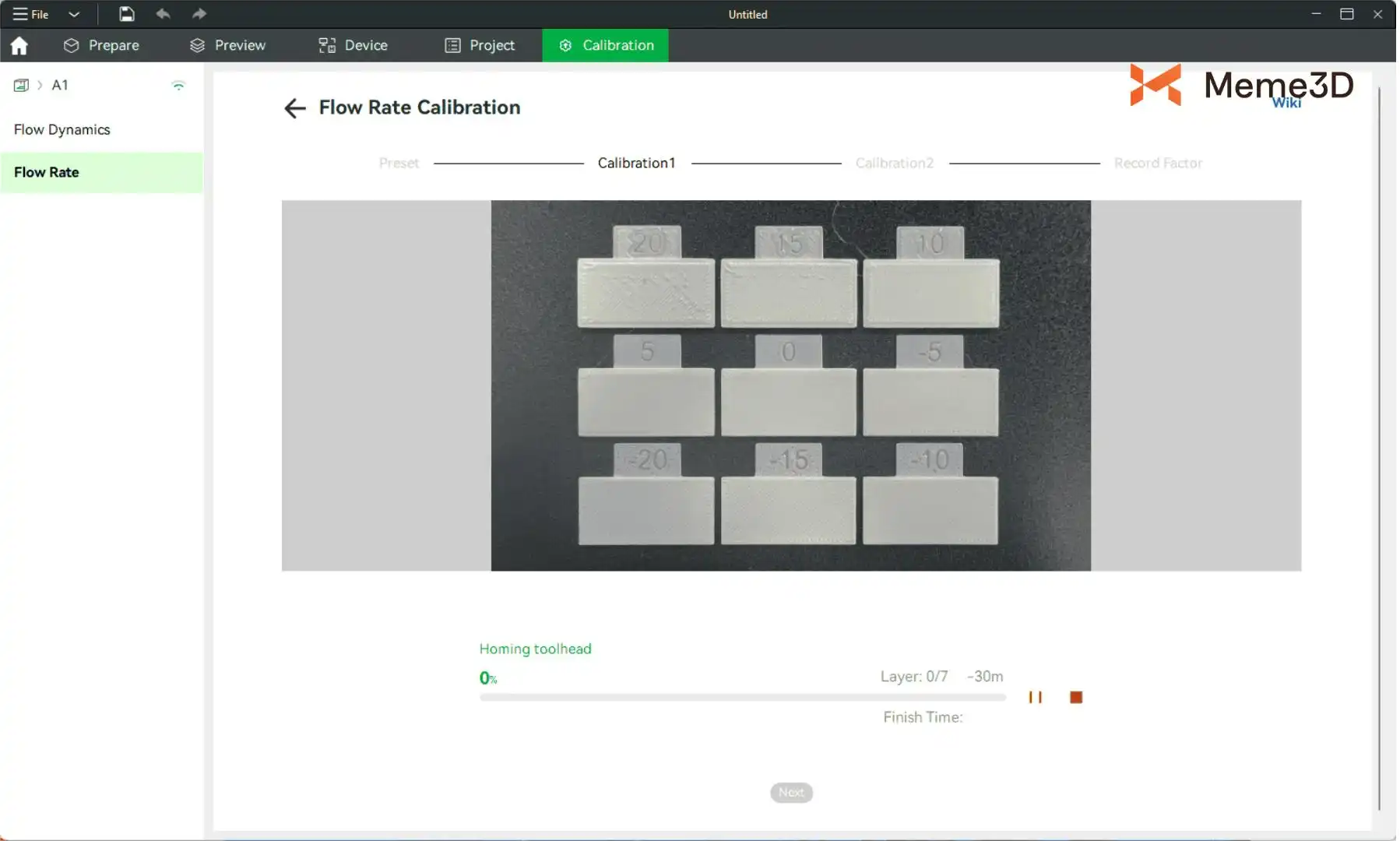
- Nhấp nút “Calibrate”. Máy in sẽ in một loạt các khối thử nghiệm với các tỷ lệ đùn khác nhau.
Vui lòng chờ cho đến khi quá trình in kết thúc.
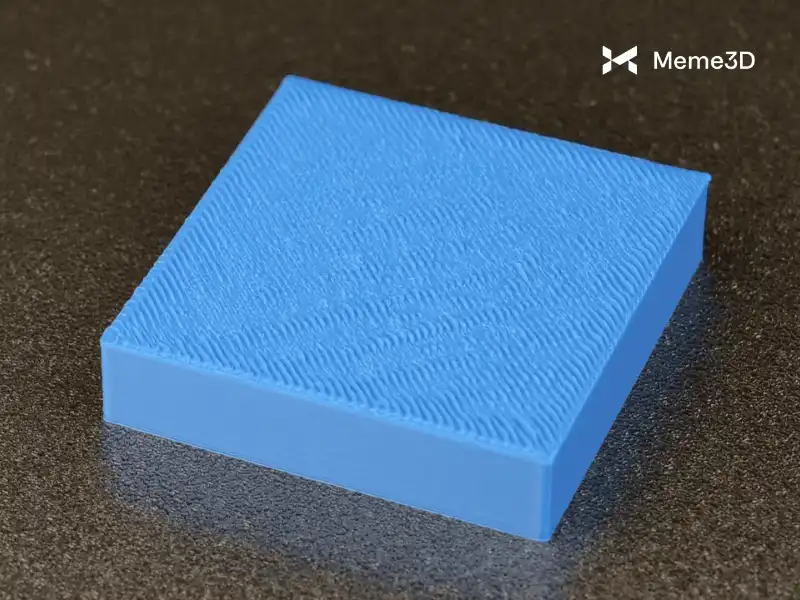
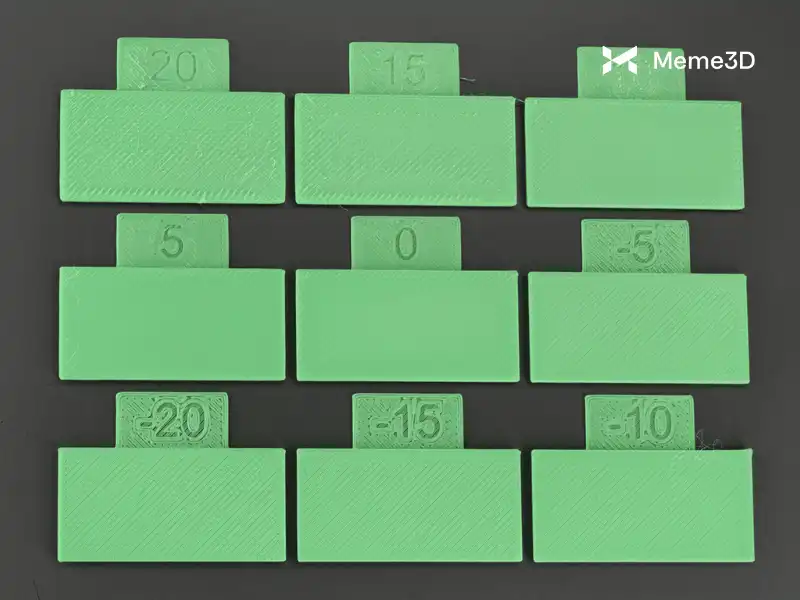
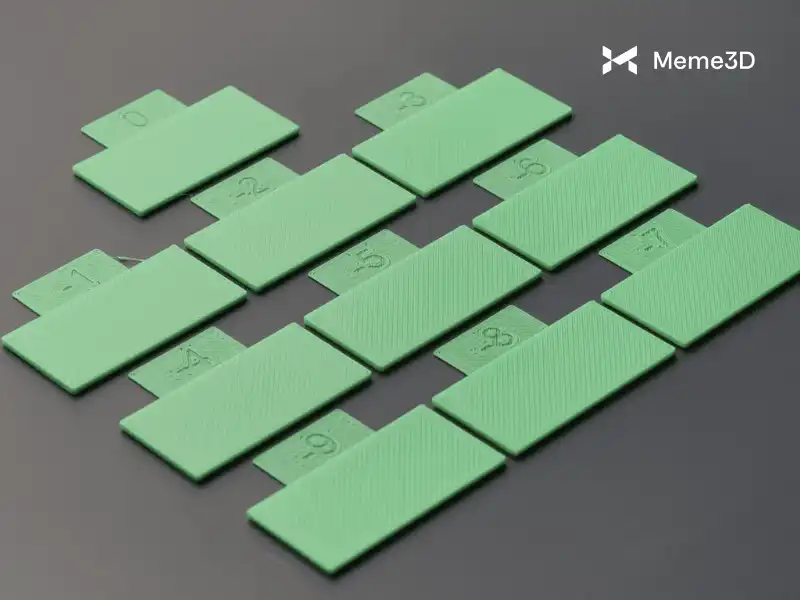
Hãy quan sát kỹ độ mịn bề mặt của mỗi khối thử nghiệm từ các góc độ khác nhau, đặc biệt dưới ánh sáng nghiêng:
- Các mẫu phía trên (giá trị cao): Nếu thấy sợi nhựa bị đùn lồi lên, kết cấu thô hoặc các đường in chồng lấn quá mức, nghĩa là tỷ lệ đùn quá cao.
- Các mẫu ở giữa: Tìm khối có bề mặt mịn nhất, phẳng nhất, nơi các đường in đều, nhất quán và bám dính tốt. Đây là tỷ lệ đùn tối ưu.
- Các mẫu phía dưới (giá trị thấp): Nếu thấy các khe hở giữa các đường, đứt quãng hoặc bề mặt không đều, nghĩa là tỷ lệ đùn quá thấp.
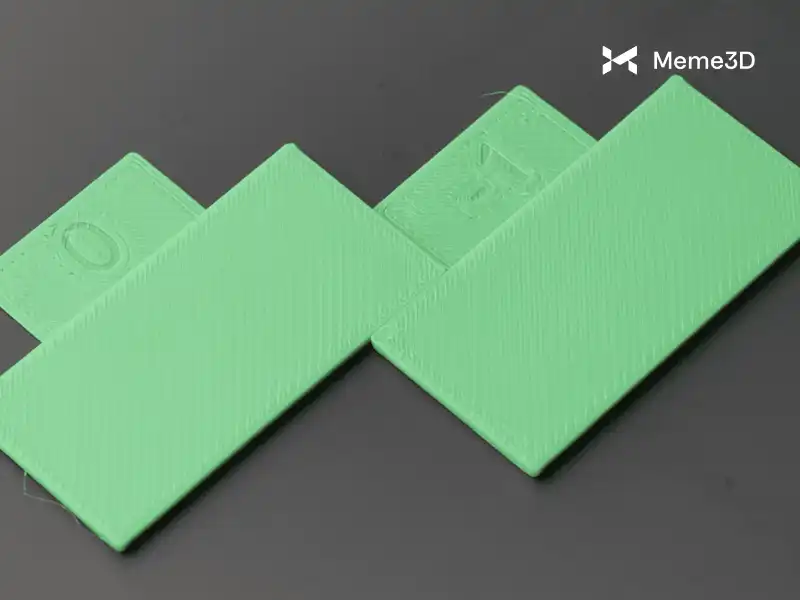
Để kiểm tra kỹ hơn, bạn có thể chọn hai khối tốt nhất trong nhóm ở giữa để so sánh thêm. Ví dụ: Sau khi kiểm tra, khối có giá trị +5 trông mịn nhất, với các đường đùn phẳng và đều. Ngược lại, khối giá trị 0 cho thấy dấu hiệu thiếu nhựa.
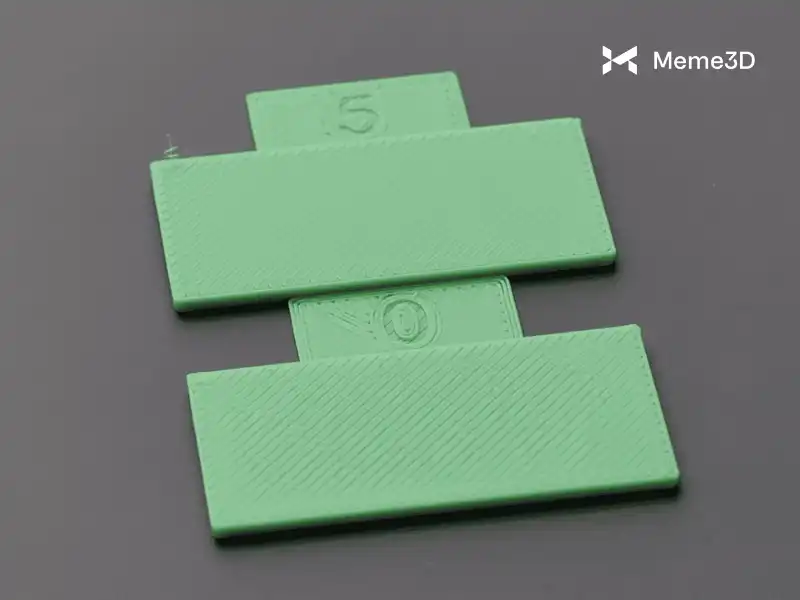
Trong Bambu Studio, chọn số +5 (tương ứng khối tốt nhất). Phần mềm sẽ tự động tính toán và hiển thị Flow Ratio khuyến nghị (ví dụ: 1.029).
Nếu muốn độ chính xác cao hơn, bạn có thể nhấp “Calibrate” lần nữa để chạy Fine Flow Ratio Calibration (Hiệu chuẩn tinh). Máy sẽ in các mẫu với bước nhảy nhỏ hơn xung quanh giá trị hiện tại.
Khi bản in hiệu chuẩn tinh hoàn tất, hãy quan sát kỹ bộ mẫu mới. Sự khác biệt sẽ rất nhỏ, vì vậy hãy kiểm tra bằng ánh sáng nghiêng và so sánh từ nhiều góc độ một cách kiên nhẫn.
Ví dụ quan sát: Các mẫu từ -2 đến -7 có dấu hiệu thiếu nhựa nhẹ (có khe hở). Mẫu -1 có vẻ ổn nhưng soi kỹ vẫn thấy thiếu nhựa nhẹ. Do đó, mẫu 0-nơi không cần điều chỉnh thêm được xác định là kết quả tối ưu.
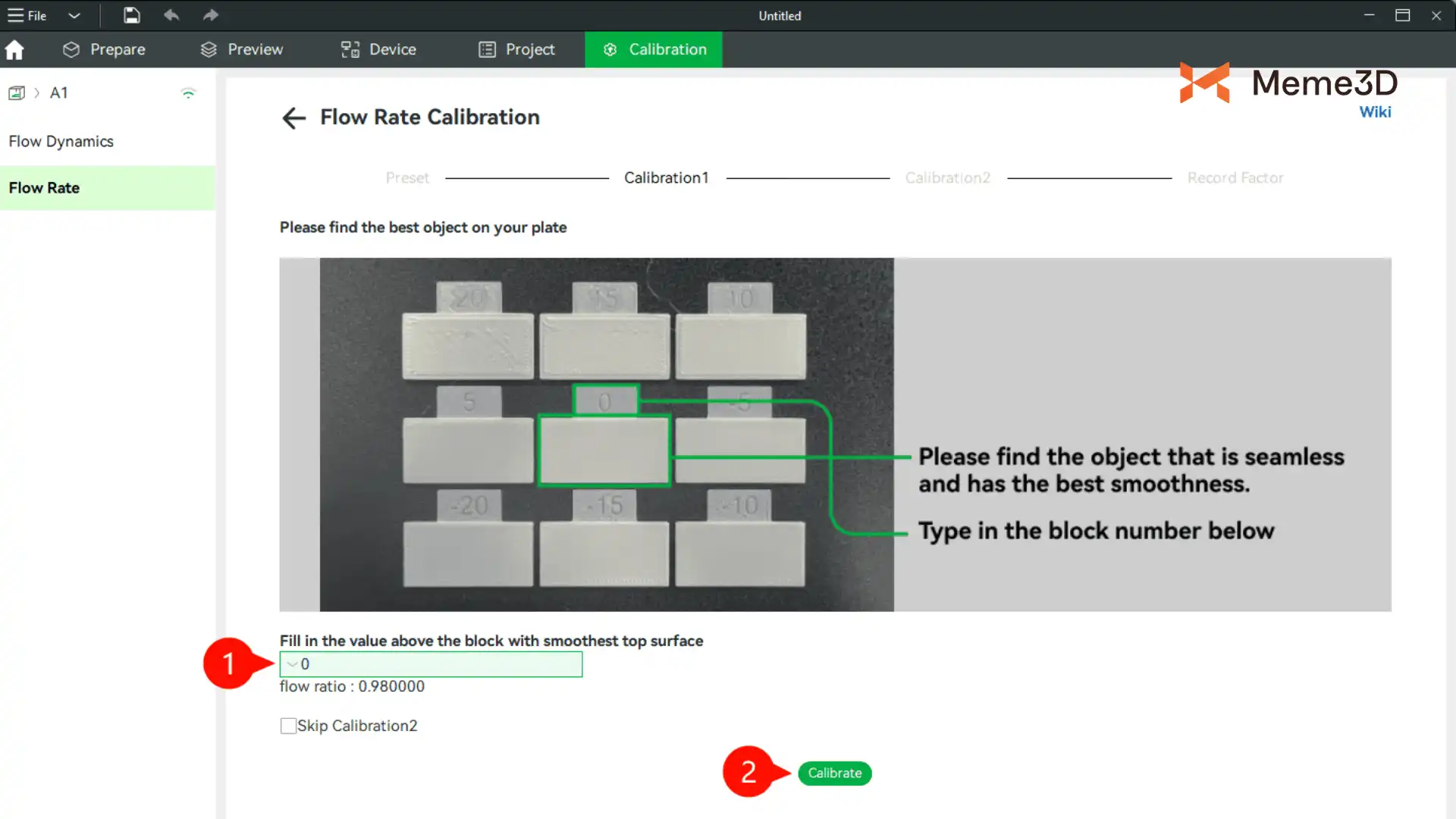
Trong Bambu Studio, chọn mẫu mịn nhất (ví dụ: “0”). Sau đó đặt tên cho preset filament và nhấp “Finish” để lưu kết quả cuối cùng.
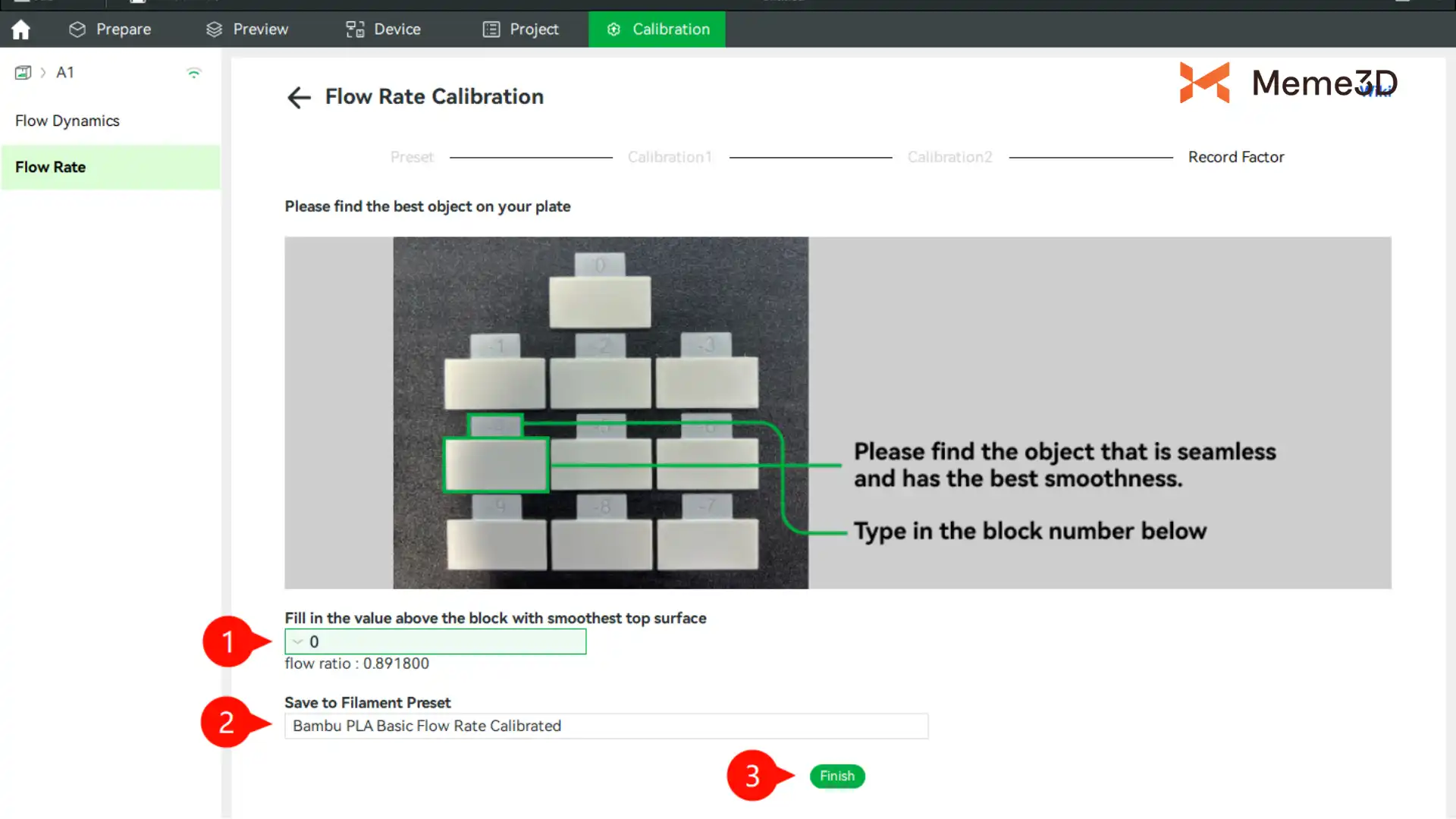
Khi hoàn tất, phần mềm sẽ tự động tạo một preset filament mới và áp dụng dữ liệu Flow Ratio vừa hiệu chuẩn. Giá trị hiển thị nên được nhập chính xác như hướng dẫn, thường sử dụng hai chữ số sau dấu phẩy (ví dụ: 0.89) để đảm bảo kết quả chính xác.
Lưu ý quan trọng:
- Đảm bảo sợi nhựa khô hoàn toàn trước khi hiệu chuẩn. Sự thay đổi độ ẩm có thể ảnh hưởng đến chất lượng bề mặt và độ cứng của bản in.
- Kiểm tra đầu phun cẩn thận cả trong lẫn ngoài. Nếu thấy chất lượng in giảm (như thiếu nhựa, thừa nhựa hoặc kéo chỉ nhẹ), nên thực hiện vài lần cold pull để loại bỏ tắc nghẽn cục bộ.
- Giữ bộ đùn sạch sẽ để tránh các vấn đề do bụi nhựa hoặc cặn bám trên bánh răng truyền động gây ra. Vệ sinh định kỳ giúp duy trì hiệu suất in tối ưu.
