Chưa có sản phẩm trong giỏ hàng.
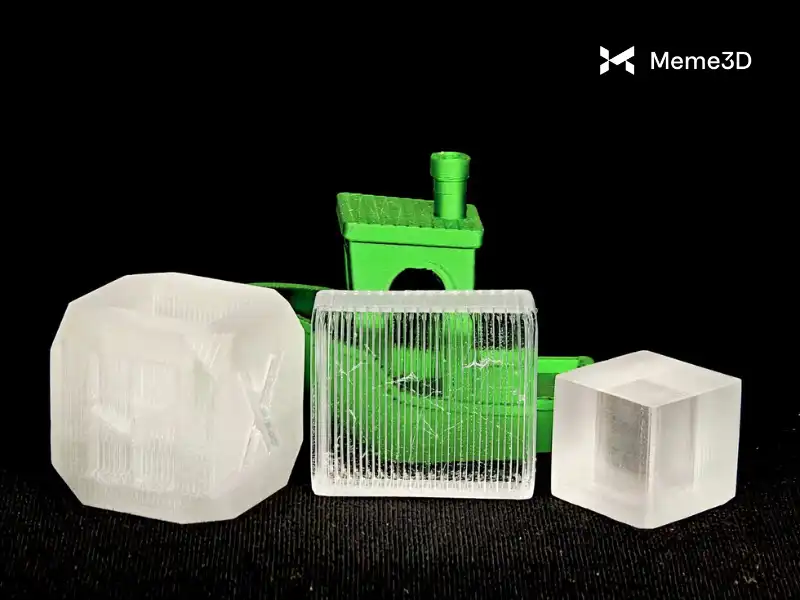
Nhiều người đam mê in 3D luôn mong muốn tạo ra các mô hình có độ trong suốt hoàn hảo, trông giống như những khối đá lạnh. Chương này sẽ hướng dẫn bạn cách tối đa hóa độ trong suốt cho bản in FDM thông qua việc tinh chỉnh các thông số chính xác và lựa chọn vật liệu thông minh, giúp đạt được hiệu ứng thị giác gần như thủy tinh.
Để in được mô hình trong suốt, chìa khóa nằm ở việc giảm thiểu sự tán xạ và khúc xạ ánh sáng bên trong bản in. Việc in trong suốt phụ thuộc vào sự liên kết chặt chẽ giữa các lớp, quá trình đùn nhựa liên tục và bề mặt mô hình nhẵn mịn. Các giao diện giữa các lớp càng đồng nhất và đường đi của ánh sáng càng thông suốt thì độ trong suốt sẽ càng cao.
Chuẩn bị
Lựa chọn vật liệu phù hợp
Để in đạt độ trong suốt cao, PETG và PC (polycarbonate) là những lựa chọn hàng đầu. Đây là những vật liệu vô định hình (amorphous), mang lại khả năng bám dính lớp tuyệt vời và độ rõ nét quang học vượt trội. Ngược lại, nhựa PLA thông dụng là vật liệu bán tinh thể (semi-crystalline), cấu trúc tinh thể bên trong của nó gây ra nhiều lần khúc xạ và tán xạ ánh sáng, khiến việc đạt được độ trong suốt hoàn toàn trở nên khó khăn.
- Vật liệu khuyến nghị: Bambu PETG Translucent.

Lưu ý: Bất kể sử dụng vật liệu trong suốt nào, điều thiết yếu là phải đảm bảo nhựa được sấy khô hoàn toàn. Nhựa ẩm có thể tạo ra bong bóng và các khuyết tật bên trong trong quá trình nung nóng và đùn, làm giảm nghiêm trọng độ trong suốt. Do đó, hãy luôn sấy khô nhựa kỹ lưỡng bằng lò sấy hoặc máy sấy nhựa chuyên dụng trước khi in. Ví dụ, với PETG, nên sấy ở nhiệt độ khoảng 60°C đến 70°C trong khoảng 8 giờ bằng máy sấy nhựa hoặc tính năng sấy trên AMS 2 Pro / AMS HT.
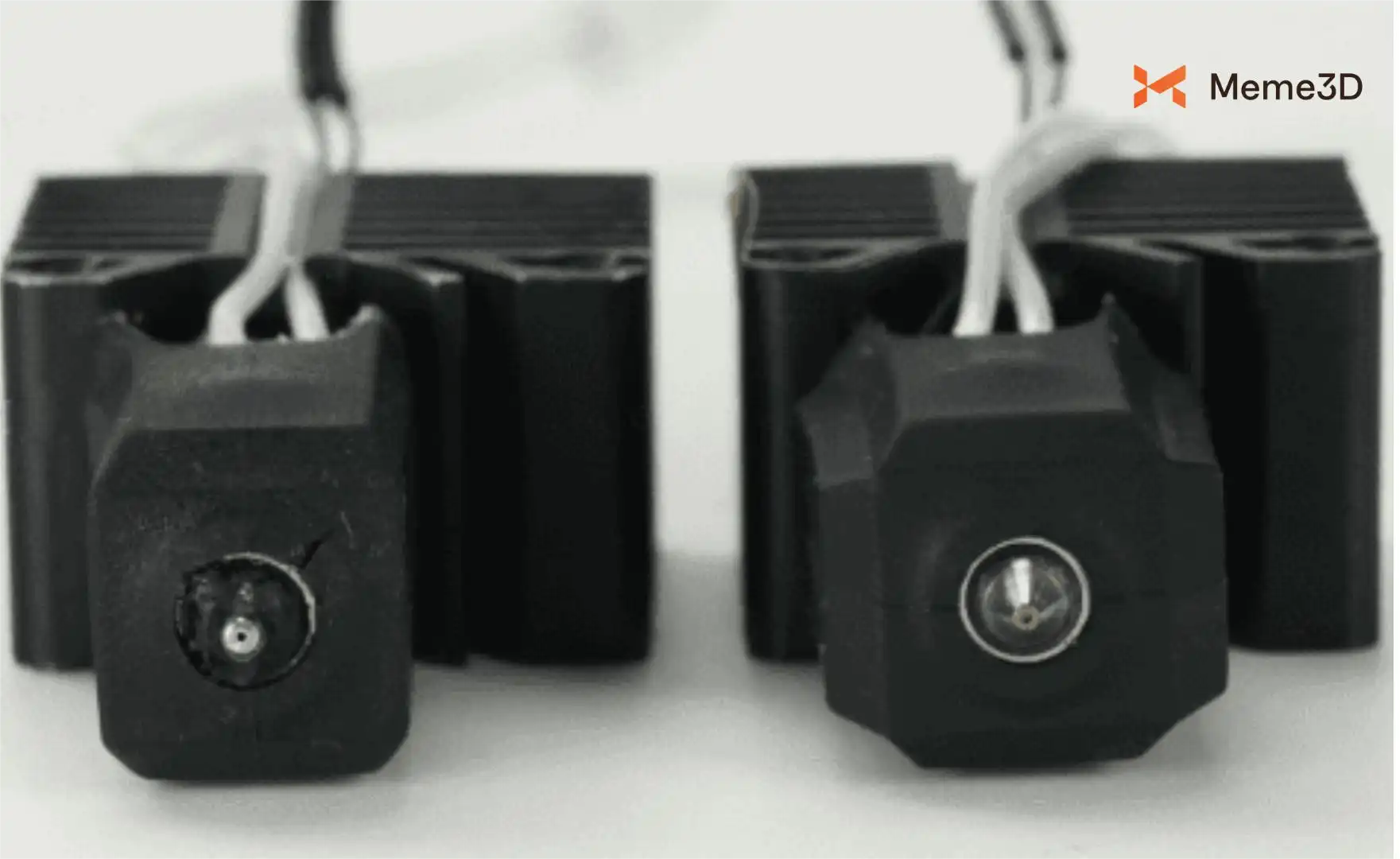
Tình trạng đầu phun (Nozzle)
Tình trạng của đầu phun đóng vai trò quan trọng. Một đầu phun bị mòn hoặc bị tắc có thể gây ra hiện tượng đùn nhựa không đều, dẫn đến độ bám dính lớp kém. Bạn nên vệ sinh kỹ đầu phun và đảm bảo nó không bị mòn hay dính cặn bẩn trước khi bắt đầu in.
Lựa chọn bàn in
Khuyến nghị sử dụng tấm PEI trơn (smooth PEI sheet) để đạt được bề mặt đáy phẳng và bóng, giúp tăng cường độ trong suốt tổng thể của mô hình.

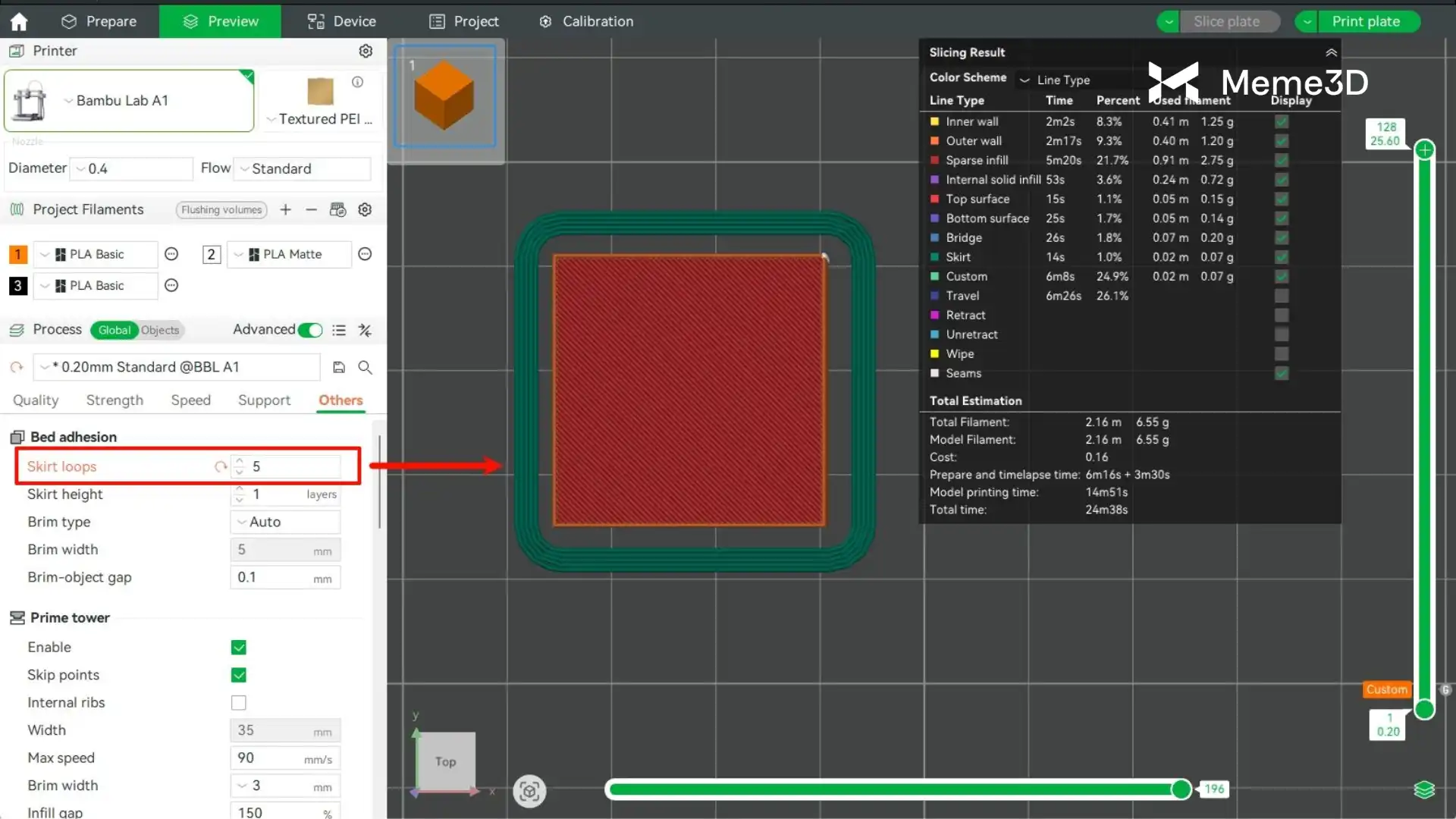
Để tăng cường độ ổn định của quá trình đùn trước khi in mô hình, hãy thêm 4-5 lớp Skirt xung quanh viền. Skirt giúp làm sạch vật liệu dư thừa bên trong đầu phun, đảm bảo quá trình đùn nhựa ổn định cho mô hình chính. Việc in Skirt cũng cho phép bạn quan sát sơ bộ chất lượng đùn và điều chỉnh thông số kịp thời.
Nếu bạn sử dụng bàn in nhám (textured plate), bề mặt đáy của mô hình thường sẽ có vân nhám, ảnh hưởng đến độ trong suốt. Để giải quyết vấn đề này, có một phương pháp thông minh: thêm một lớp đế (raft) bằng PLA cho mô hình. Tuy nhiên, tùy thuộc vào hình dạng mô hình, độ bám dính kém có thể dẫn đến lỗi in. Cần giám sát chặt chẽ lúc bắt đầu, nếu thấy dấu hiệu bong tróc hoặc cong vênh, hãy dừng in ngay để tránh lãng phí.
Kỹ thuật này tận dụng tính không tương thích giữa vật liệu PLA và PETG, cho phép bạn dễ dàng bóc lớp đế PLA ra khỏi mô hình sau khi in mà vẫn đảm bảo mặt đáy mô hình bóng và phẳng.
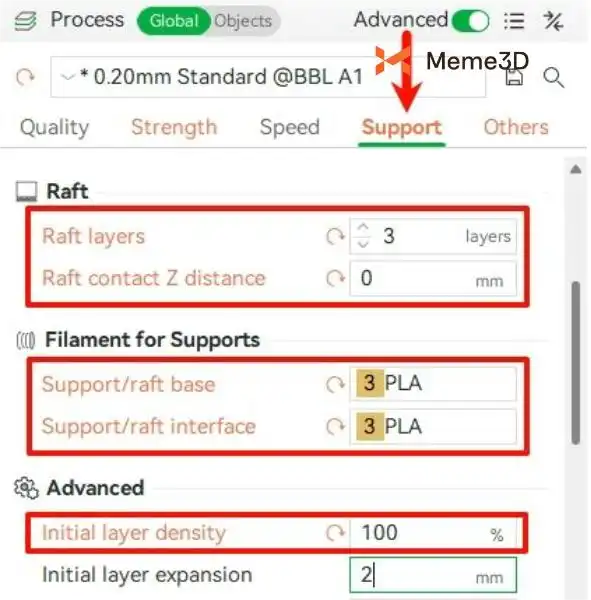
Cách thiết lập chức năng Raft:
Điều chỉnh các cài đặt sau trong phần Support của phần mềm cắt lớp:
- Raft Layers: Đặt là 3 lớp để tạo lớp nền mịn cho mô hình.
- Raft contact Z Distance: Đặt là 0mm để đảm bảo liên kết chặt chẽ giữa raft và mô hình.
- Support/raft Base & Interface: Chọn PLA.
- Initial Layer Density: Đặt là 100% để tối đa hóa độ bám dính với bàn in.
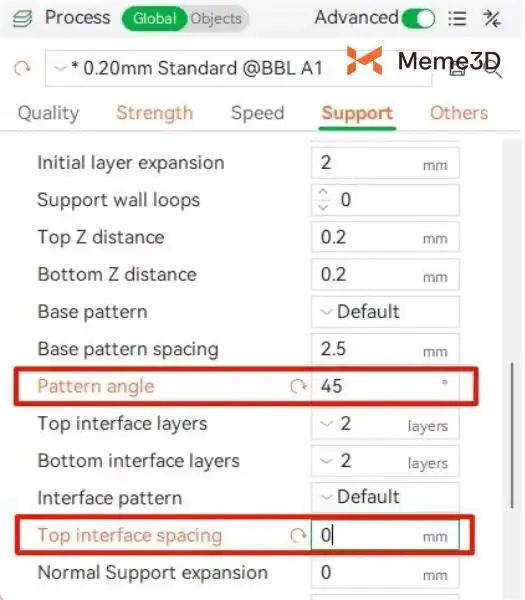
- Pattern Angle: Đặt là 45%.
- Top Interface Spacing: Đặt là 0mm để tạo bề mặt tiếp xúc kín khít.
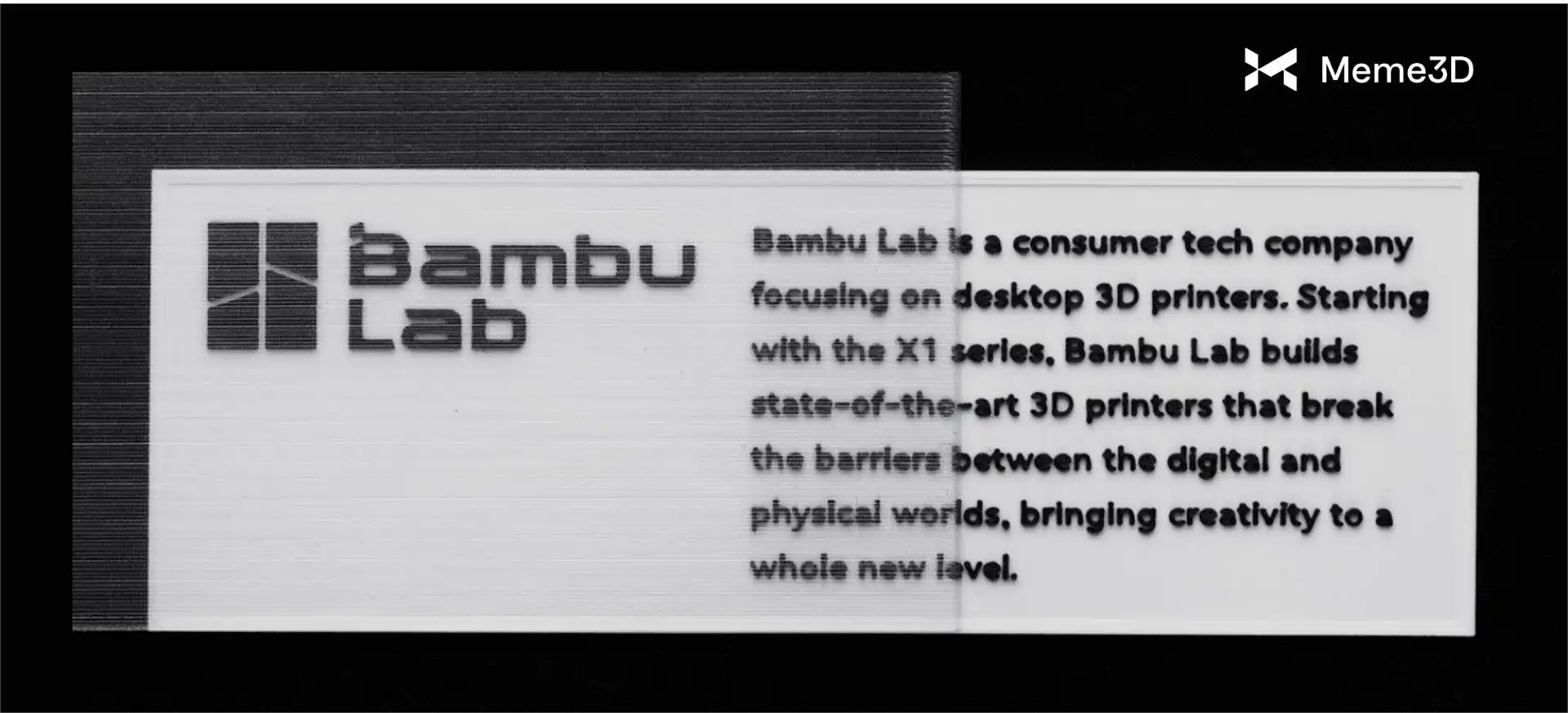
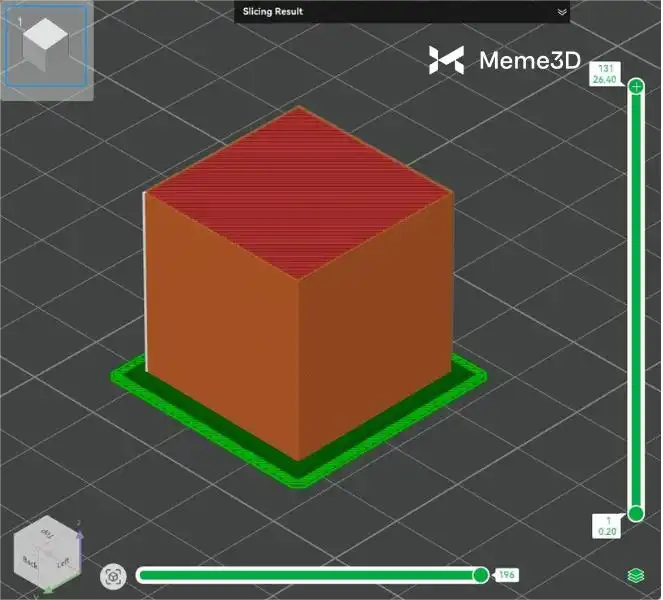
Như hình ảnh bên dưới cho thấy, bạn đã thêm thành công một đế PLA phẳng vào mô hình của mình. Trong quá trình in, đế này sẽ đóng vai trò là nền tảng vững chắc, giúp bạn đạt được bề mặt đáy mịn và đều cho bản in cuối cùng.
Thiết lập thông số cắt lớp (Slicing)
Trong Bambu Studio, tối ưu hóa thông số là chìa khóa. Các cài đặt sau đây dựa trên đầu phun 0.4mm:
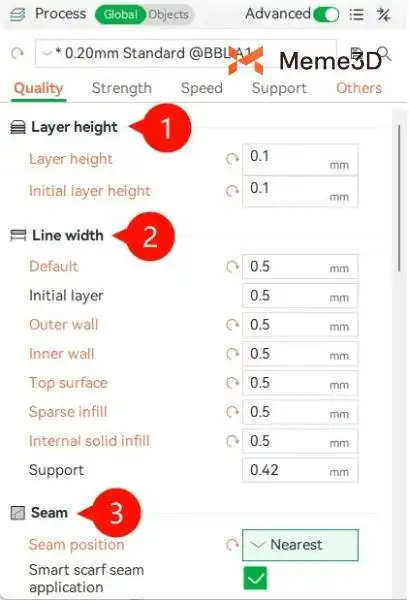
Quality (Chất lượng)
- Layer Height (Chiều cao lớp): 0.1mm. Lớp mỏng giúp giảm thiểu các đường vân lớp, giúp bề mặt mịn hơn và truyền sáng tốt hơn.
- Line Width (Chiều rộng đường in): 0.5mm. Đặt lớn hơn đường kính đầu phun (thường 120%–150%) giúp các đường in hòa quyện tốt hơn và lấp đầy các khoảng trống.
- Seam Position (Vị trí đường nối): Đặt là “Nearest” để tránh các chuyển động không cần thiết băng qua bên trong mô hình.
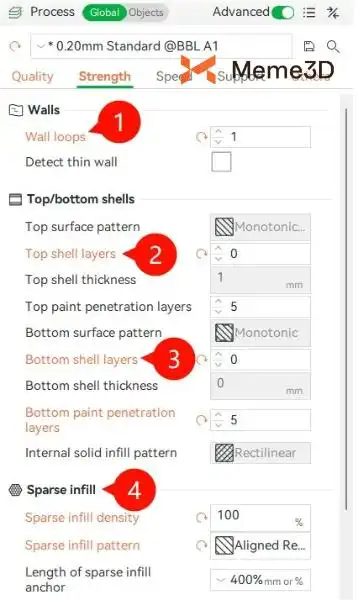
Strength (Độ bền)
Cần đặc biệt chú ý đến thiết lập “Shell and Infill”:
- Wall Loops (Số vòng thành): 1. Giảm thiểu số lượng thành ngoài để giảm khúc xạ ánh sáng tại ranh giới vỏ.
- Top/Bottom Shell Layers: 0. Loại bỏ tất cả các lớp vỏ trên và dưới để tránh việc ánh sáng bị tán xạ qua nhiều lớp bề mặt.
- Sparse Infill Density: 100%. Đảm bảo bên trong không có khoảng trống hoặc lỗ hổng.
- Sparse Infill Pattern: Lines (Đường thẳng). Mẫu này cực kỳ quan trọng vì các đường infill song song giúp ánh sáng truyền thẳng và giảm tán xạ.
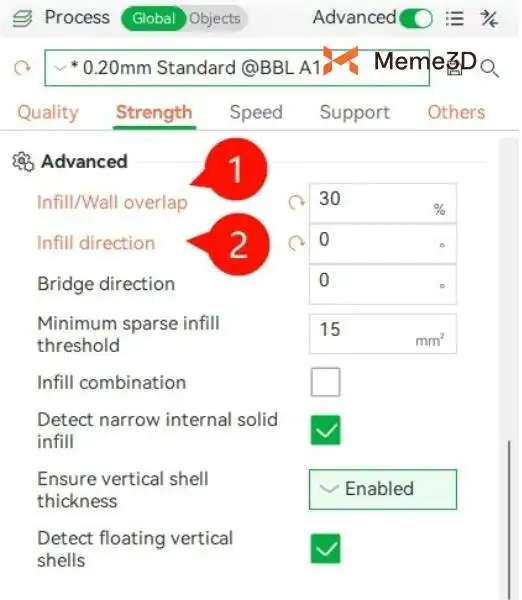
- Infill/Wall Overlap: 30%. Tăng sự giao thoa giúp thành và infill liên kết hiệu quả hơn.
- Infill Direction: 0° hoặc 90°. Tạo ra các cấu trúc đường thẳng nằm ngang sạch sẽ bên trong mô hình.
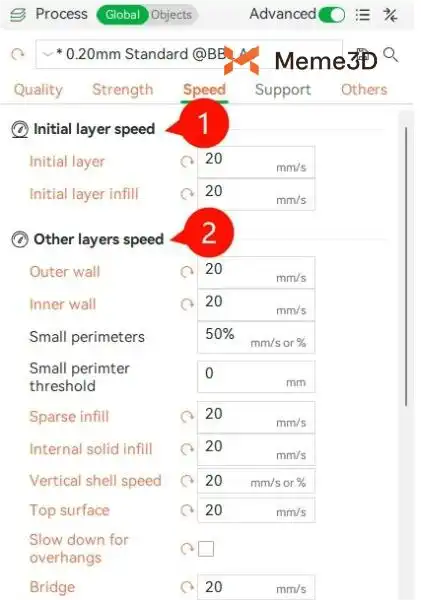
Speed (Tốc độ)
Tốc độ càng chậm thì vật liệu càng có thời gian nóng chảy và liên kết tốt hơn.
- Initial Layer Speed & Other Layer Speeds: Duy trì ổn định ở mức 20 mm/s.
- Vô hiệu hóa tính năng overhang slow-down để tránh biến động tốc độ.
Filament Settings (Cài đặt nhựa)
- Flow Ratio (Tỷ lệ dòng chảy): 0.98–1.01. Tăng nhẹ để đảm bảo các đường infill hợp nhất hoàn toàn.
- Nozzle Temperature: Khuyến nghị 260–270°C. Nhiệt độ cao giúp nhựa chảy tốt hơn, tăng cường sự hòa quyện giữa các lớp.
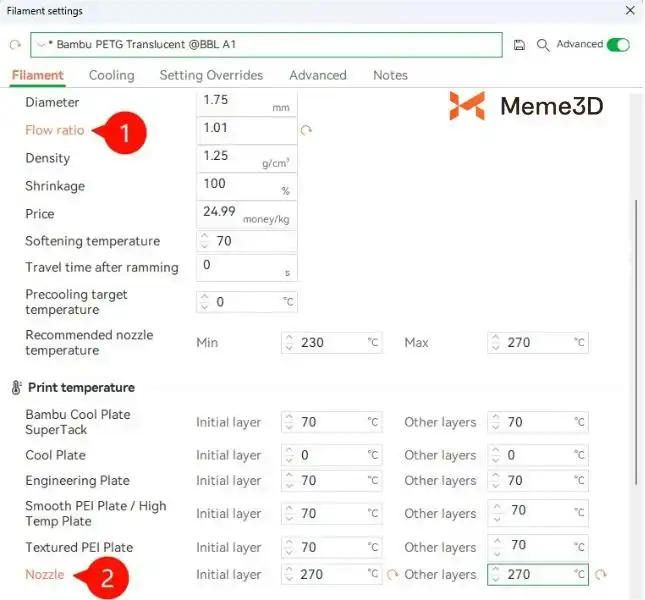
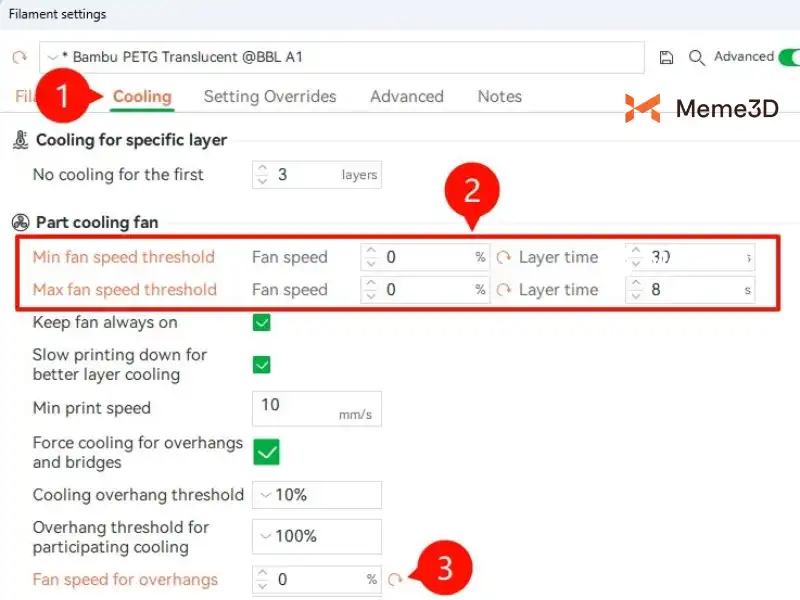
- Cooling Fan (Quạt làm mát): Đặt tất cả ngưỡng tốc độ quạt (Min, Max, Overhang) về 0 — tắt hoàn toàn quạt làm mát.
Việc làm mát nhanh có thể khiến nhựa đông cứng trước khi kịp hòa quyện, tạo ra các khe hở siêu nhỏ làm bản in bị đục.
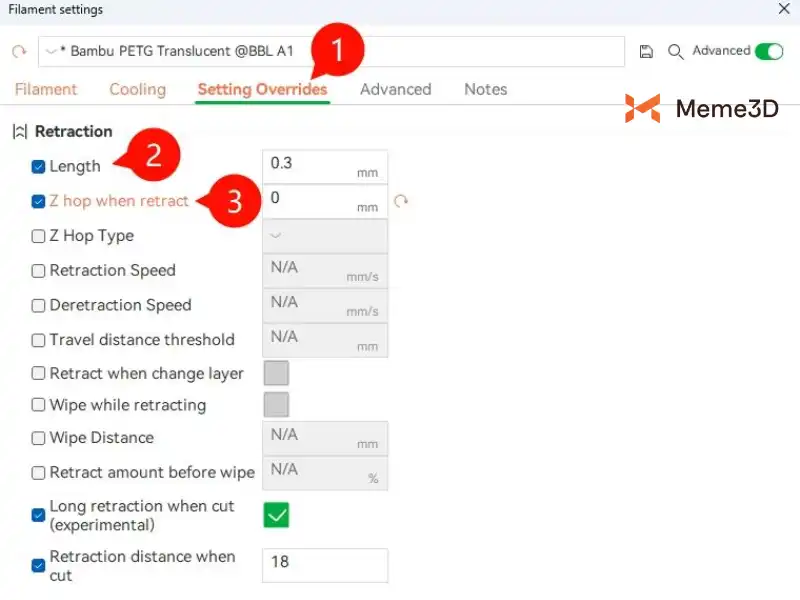
Retraction (Rút nhựa)
- Retraction Length: 0.3 mm. Tránh rút nhựa quá mức để không đưa bọt khí vào bên trong.
- Z Hop When Retract: 0 mm. Tắt Z-hop giúp duy trì sự chuyển tiếp lớp mượt mà và giảm thiểu các khuyết tật quang học.
Mở rộng khả năng: Hiệu ứng khắc bên trong (Inner Engraving)
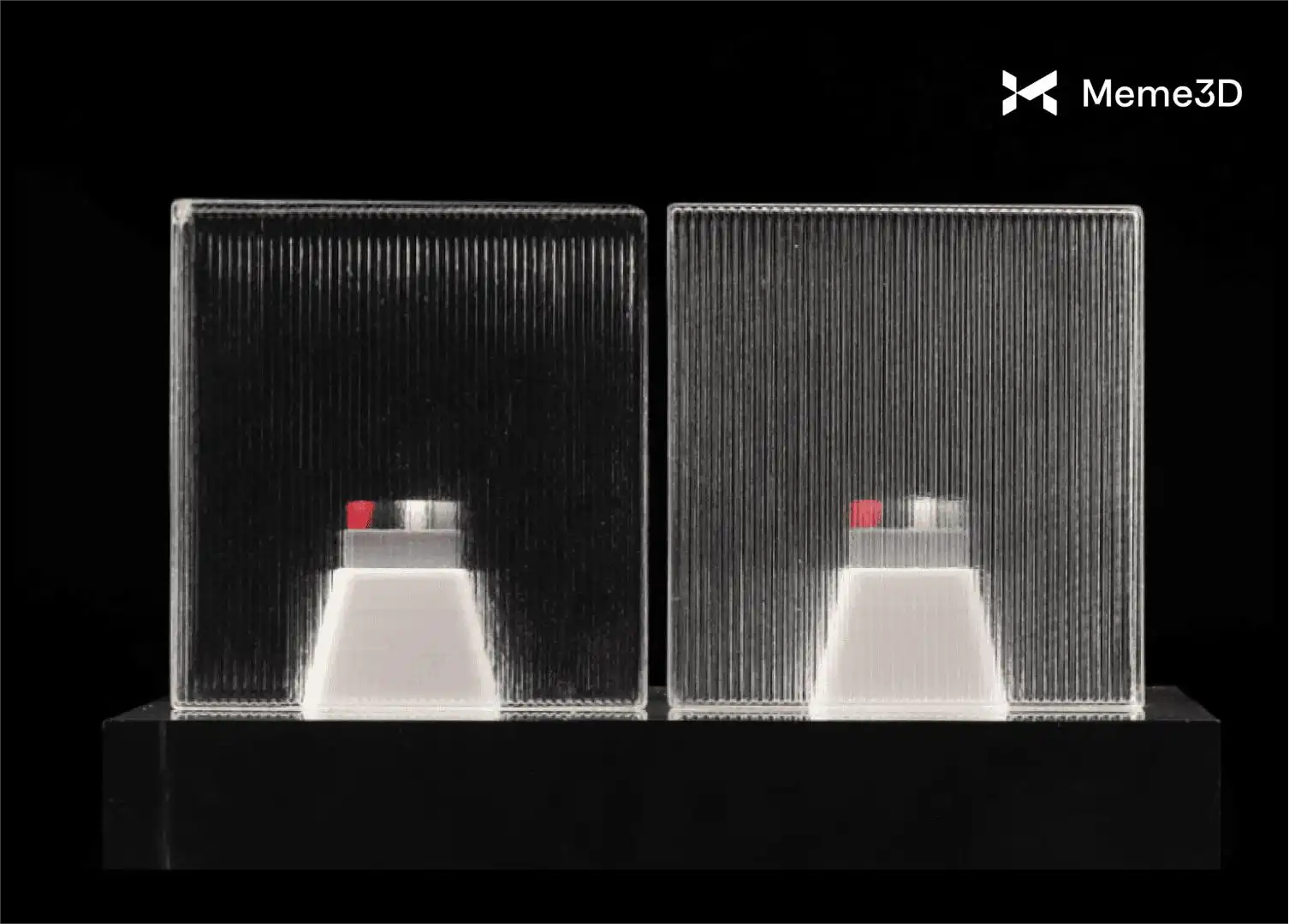
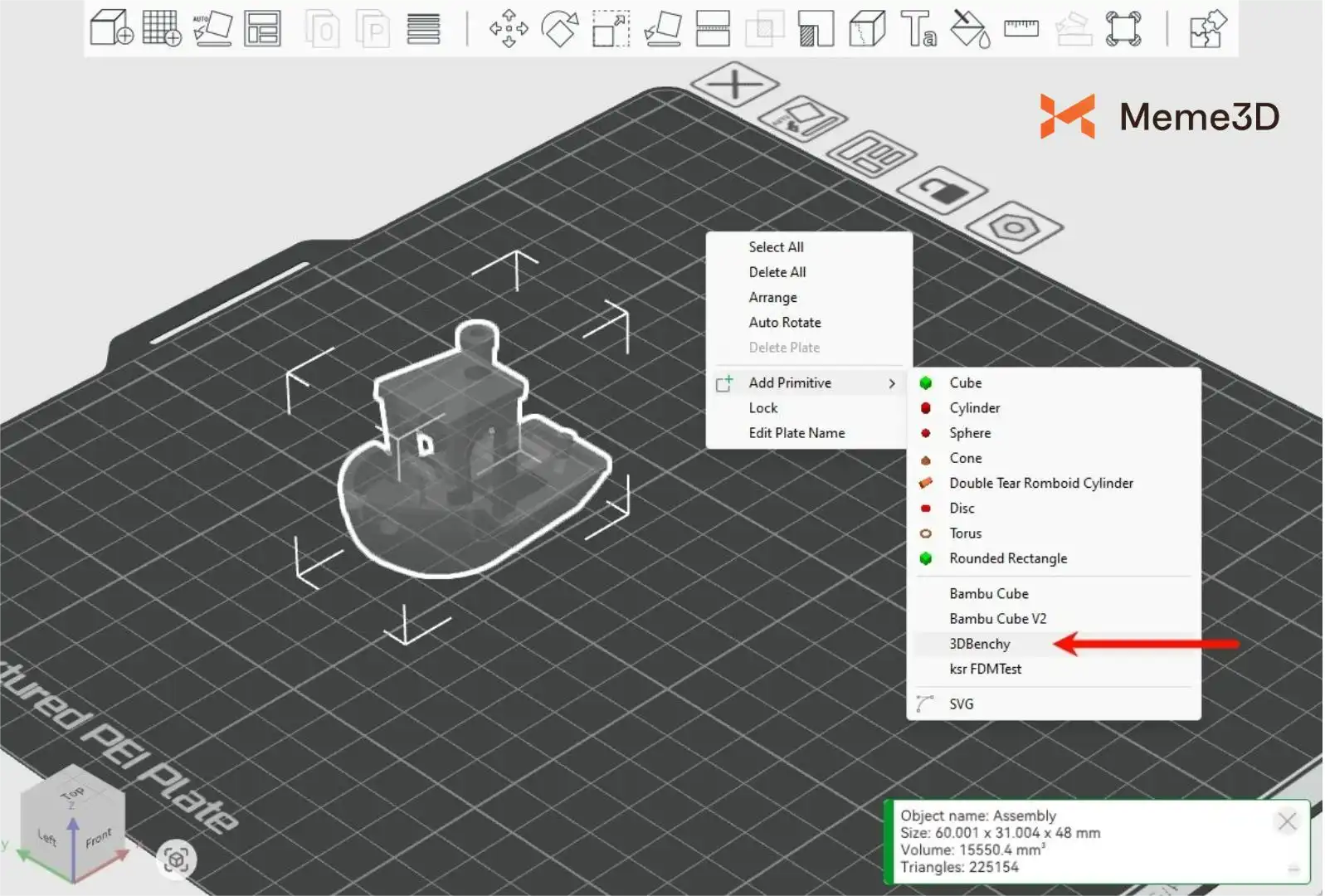
Bạn có thể sử dụng tính năng “negative part” (vật thể âm) để tạo hiệu ứng “khắc trong thủy tinh” tuyệt đẹp, nhúng một hình dạng hoặc văn bản bên trong mô hình trong suốt.

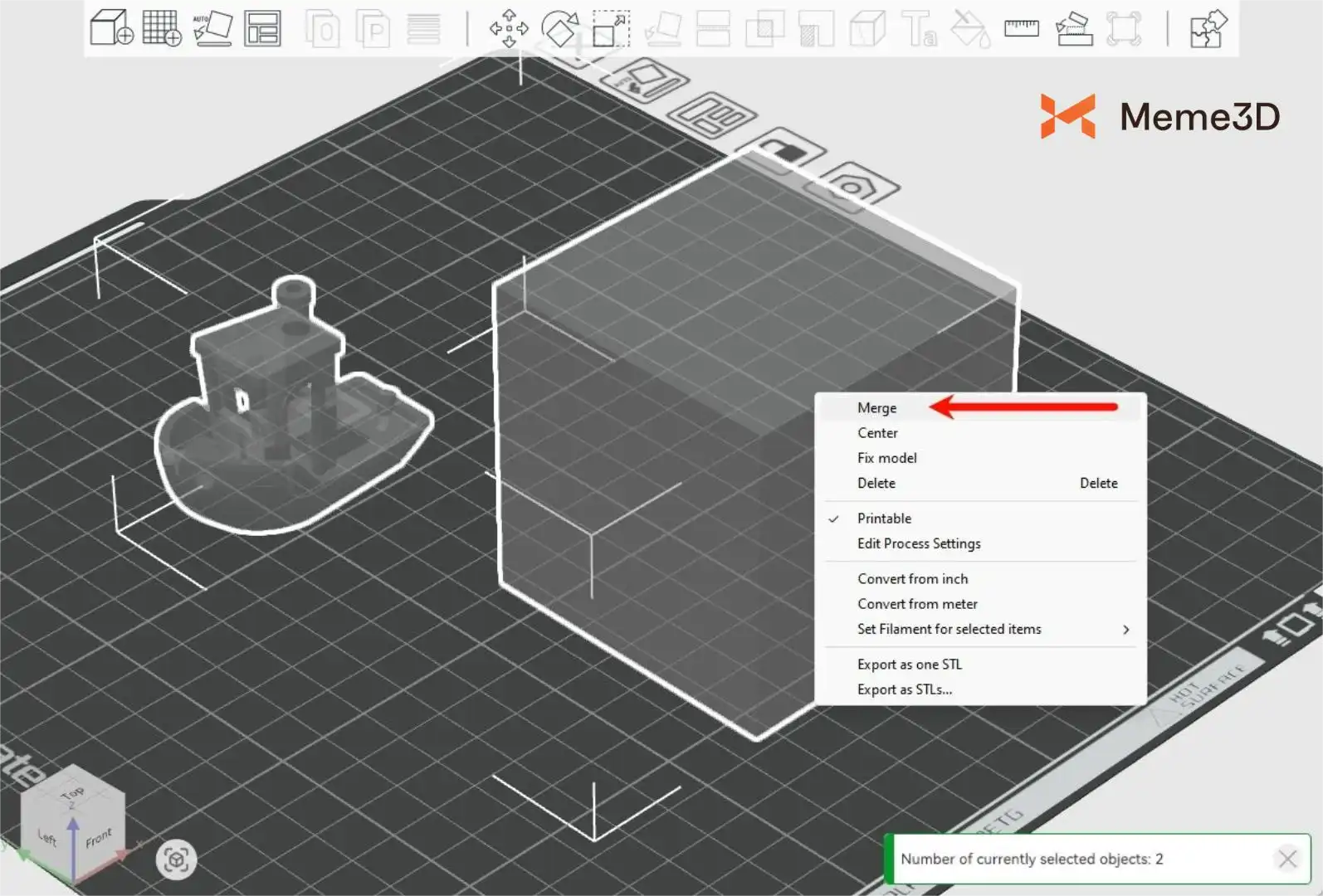
- Thêm mô hình cơ sở và vật thể khắc: Đặt khối lập phương trong suốt (vỏ ngoài) và hình dạng bạn muốn khắc (ví dụ: một con thuyền nhỏ) lên bàn in.

- Hợp nhất mô hình: Chọn cả hai, chuột phải và chọn “Merge” để nhóm chúng lại.

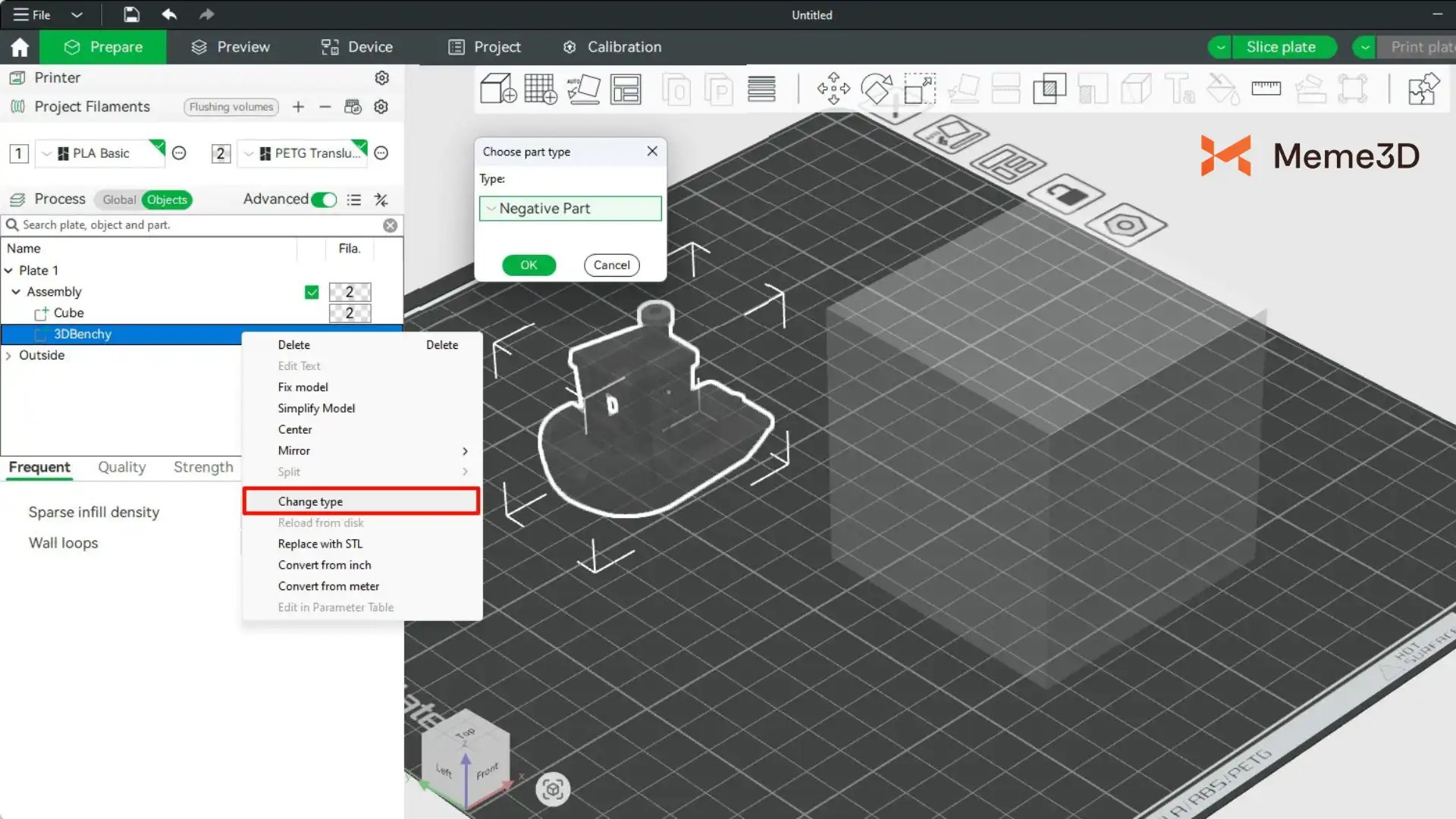
- Thiết lập vật thể âm: Trong danh sách đối tượng (Object List), chọn mô hình con thuyền và đổi loại (Type) thành “Negative Part”.

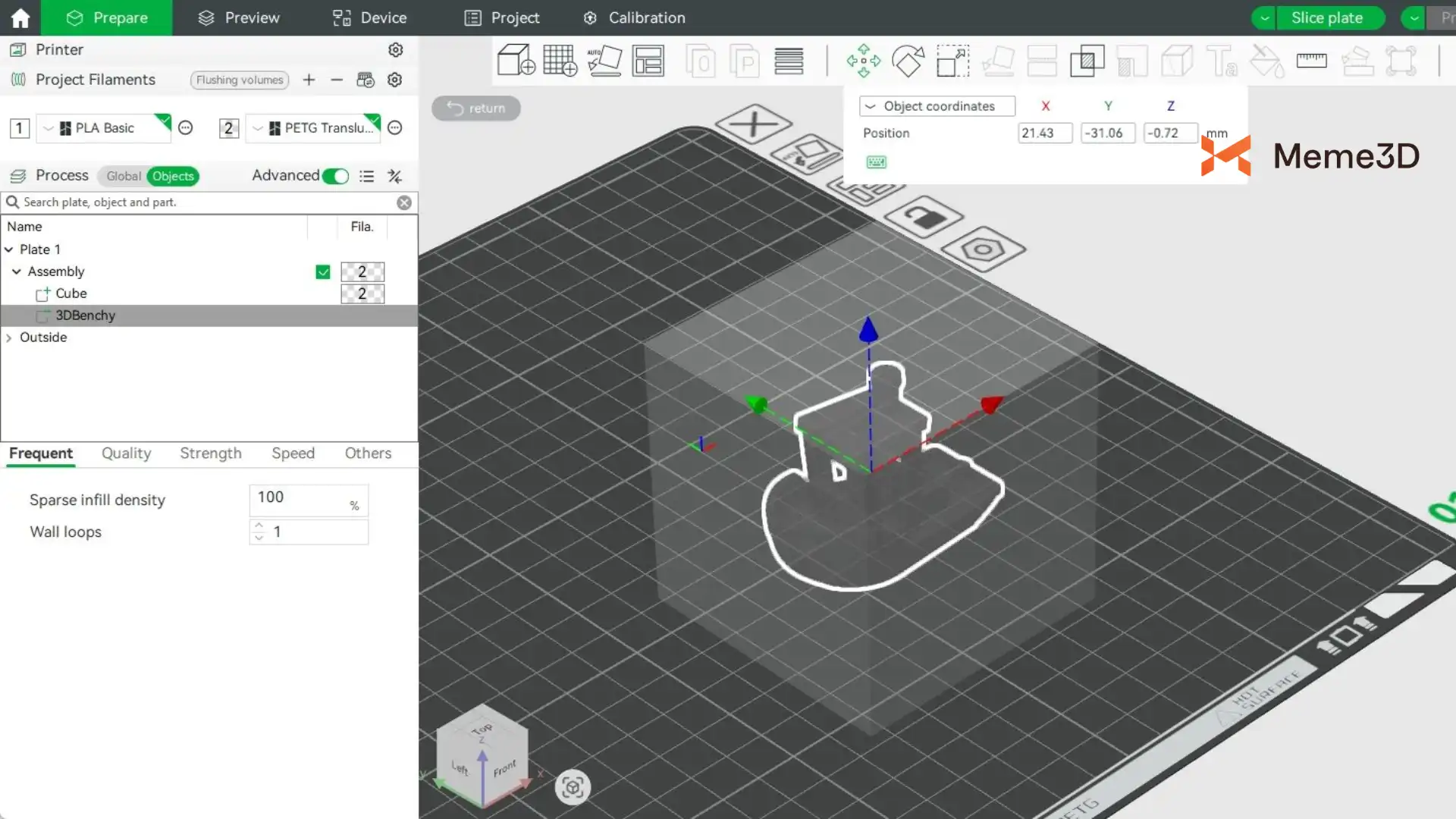
- Định vị: Sử dụng các công cụ di chuyển, xoay, tỉ lệ để đặt vật thể âm nằm hoàn toàn bên trong khối lập phương.
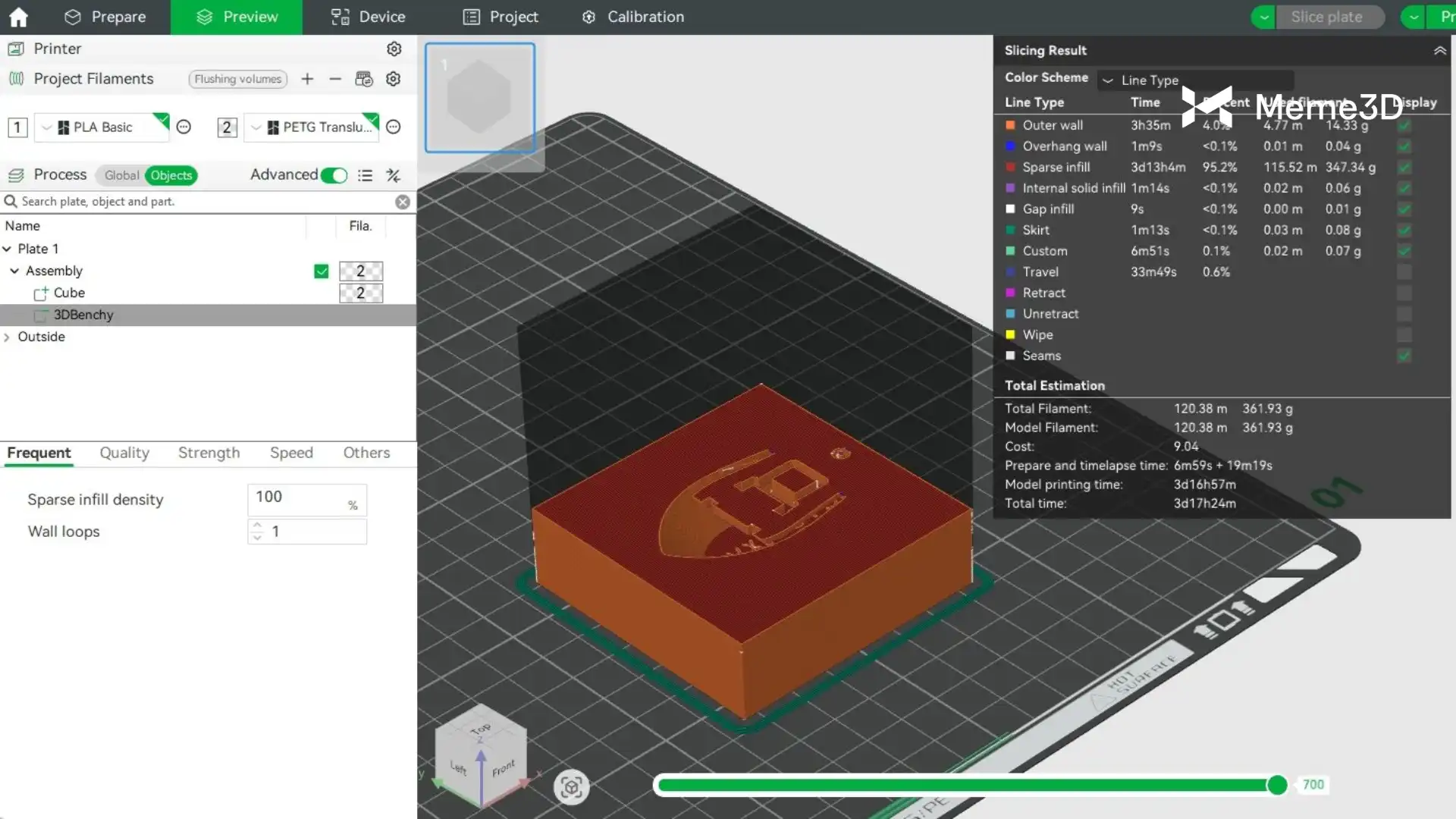
- Cắt lớp và xem trước: Nhấp “Slice Plate” và kiểm tra bản xem trước để đảm bảo phần bên trong đã được đục rỗng theo hình dạng mong muốn.
Hậu xử lý và Mẹo quan trọng:
- Bạn có thể tăng độ bóng bằng cách chà nhám, dùng súng khò nhiệt hoặc dung dịch đánh bóng chuyên dụng.
- Luôn sấy khô nhựa vì độ ẩm hoặc nhiệt độ quá cao sẽ tạo ra bọt khí bên trong.

- Tránh các hình khối quá phức tạp vì chúng gây ra nhiều lần khúc xạ ánh sáng, làm giảm độ trong suốt tổng thể.
Chúc bạn có một hành trình in ấn xuyên thấu đầy sáng tạo!