Chưa có sản phẩm trong giỏ hàng.
Trong Bambu Studio, việc thiết lập chính xác các thông số cắt lớp (slicing parameters) là chìa khóa để đạt được sự cân bằng giữa chất lượng bản in 3D, hiệu suất và mức độ tối ưu vật liệu. Các thông số cắt lớp không chỉ quyết định hình thức và độ cứng cáp của mô hình mà còn ảnh hưởng trực tiếp đến thời gian in và chi phí vật liệu.
Toàn cục (Global) vs Đối tượng (Object) vs Bộ phận (Part)
Để cung cấp khả năng kiểm soát linh hoạt và chính xác hơn, Bambu Studio phân chia các phạm vi thông số khác nhau dựa trên mức độ tùy chỉnh thiết lập mà bạn cần. Trên giao diện phần mềm, bạn sẽ chỉ thấy trực tiếp hai tùy chọn Global (Toàn cục) và Object (Đối tượng). Tùy chọn Part (Bộ phận) chỉ xuất hiện khi bạn chọn “Object”, cho phép tinh chỉnh sâu hơn các cài đặt bên trong các bộ phận khác nhau của cùng một đối tượng.
Thông số Toàn cục (Global Parameters)
Phạm vi áp dụng: Tất cả các đối tượng trong dự án Các thông số được thiết lập ở cấp độ toàn cục sẽ áp dụng cho tất cả các mô hình hiện có trong dự án. Tùy chọn này lý tưởng cho hầu hết các tình huống in tiêu chuẩn. Trong ví dụ dưới đây, từ tab Strength (Độ chịu lực), chúng ta sẽ điều chỉnh giá trị Sparse Infill Density (Mật độ điền đầy/Mật độ ruột) thành 5%. Thay đổi này sẽ áp dụng mức Mật độ điền đầy 5% mới cho tất cả các mô hình hiện đang nằm trên bàn in (build plate).
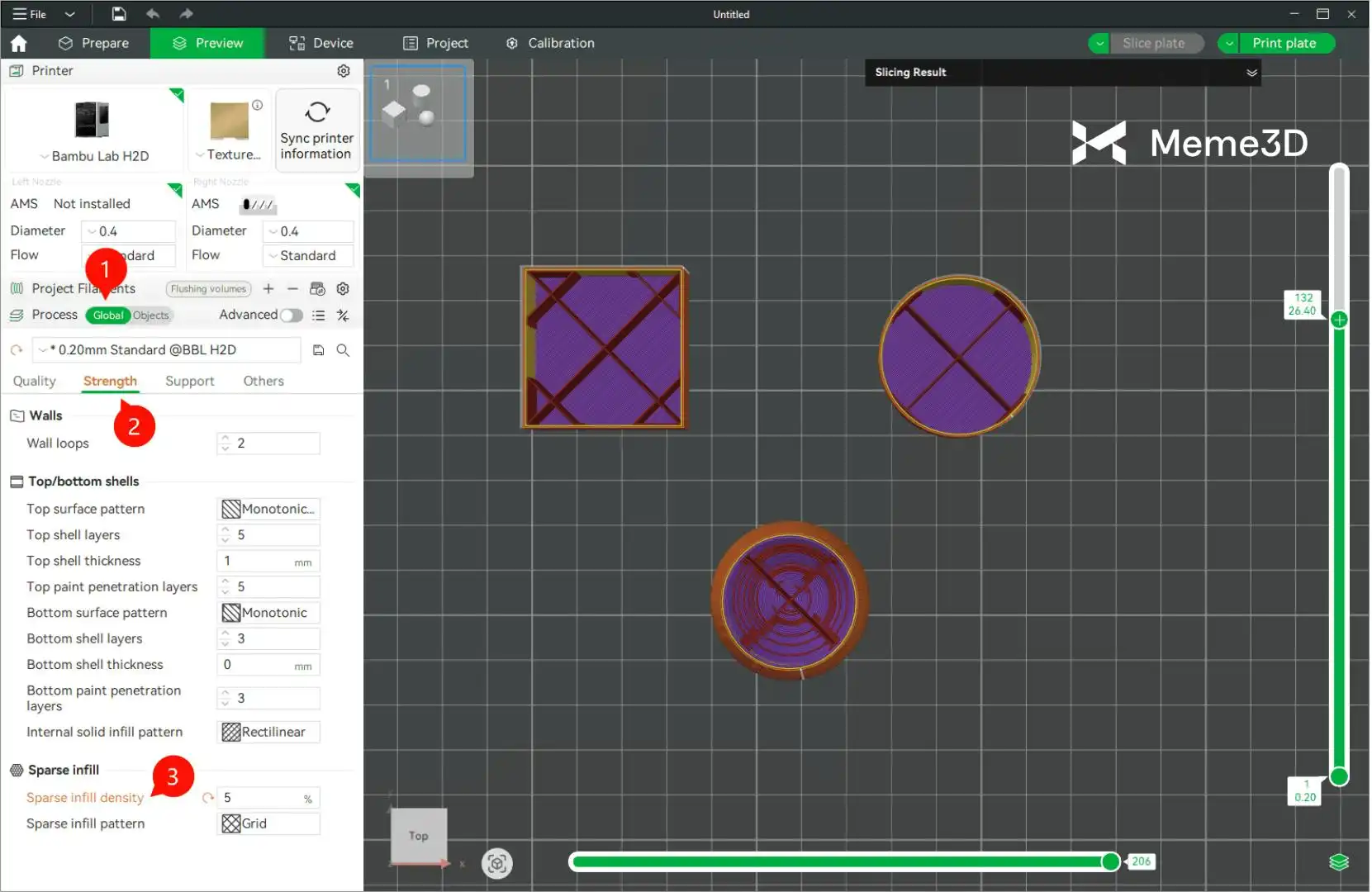
Nếu bạn đặt “Sparse infill density” ở mức 5%, thì mọi mô hình được nhập (import) vào đều sẽ được cắt lớp với mật độ điền đầy là 5%.
Các trường hợp áp dụng:
- Tất cả các mô hình đều có cấu trúc đơn giản và dùng chung một bộ thông số.
- Cần thiết lập nhanh để bắt đầu in ngay.
- Không cần phân biệt cài đặt giữa các mô hình với nhau.
Thông số Đối tượng (Object Parameters)
Phạm vi áp dụng: Đối tượng đang được chọn hiện tại Khi một mô hình cụ thể cần các cài đặt khác biệt so với thông số toàn cục, bạn có thể cấu hình thông số riêng lẻ ở cấp độ Đối tượng.
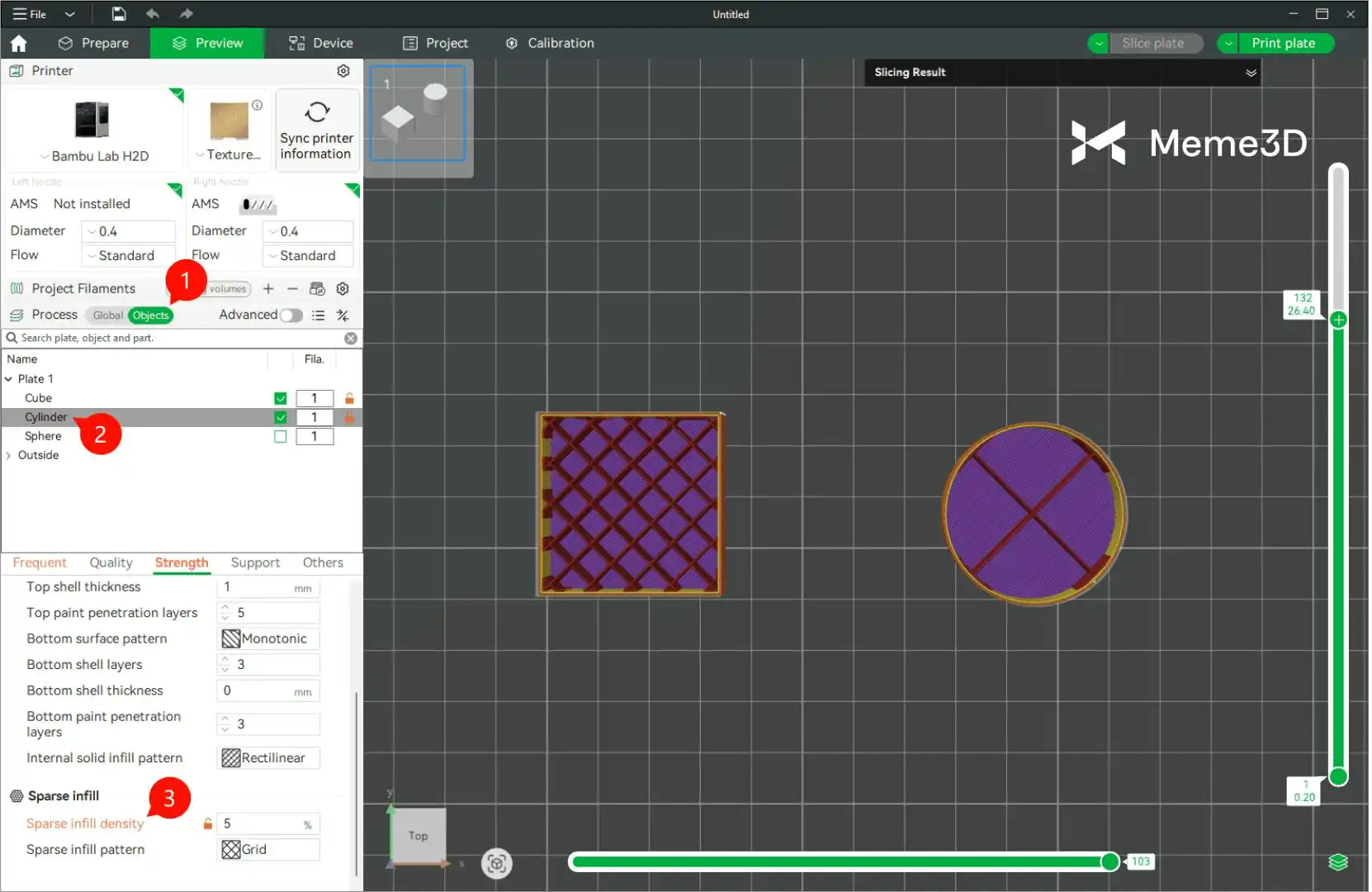
Ví dụ: Nếu bạn đặt “Sparse infill density” của một vật thể hình trụ là 5% trong khi giá trị toàn cục đang là 15%, thì:
- Hình trụ đó sẽ sử dụng mật độ điền đầy 5%.
- Các mô hình khác vẫn sẽ sử dụng mật độ điền đầy 15%.
Các trường hợp áp dụng:
- Khi in nhiều mô hình cùng lúc, các bộ phận khác nhau có yêu cầu về độ chịu lực hoặc chất lượng bề mặt khác nhau.
- Khi bạn muốn tăng mật độ support (vật liệu hỗ trợ) bên trong hoặc thêm độ dày tường (wall thickness) cho các chi tiết có chức năng cơ học cụ thể.
Thông số Bộ phận (Part Parameters)
Phạm vi áp dụng: Một “bộ phận” cụ thể bên trong một mô hình Trong Bambu Studio, một số mô hình — chẳng hạn như các cụm lắp ráp (assemblies) hoặc tệp STL nhiều thành phần (multi-part STLs) — có thể được phần mềm nhận diện là nhiều “bộ phận” nằm trong cùng một đối tượng. Điều này cho phép bạn điều chỉnh thông số độc lập cho từng bộ phận, mang lại sự linh hoạt cao hơn cả về mặt thẩm mỹ lẫn chức năng. Tính năng này đặc biệt hữu ích đối với các mô hình chứa các thành phần có vai trò hoặc đặc tính khác nhau, ví dụ như khớp nối, bản lề, hoặc các chi tiết trang trí. Bằng cách sửa đổi các cài đặt như màu sắc, vật liệu, hoặc điền đầy cho từng phần riêng biệt, bạn có thể tối ưu hóa tốt hơn chất lượng in và đạt được thiết kế như ý mà không làm thay đổi toàn bộ mô hình.
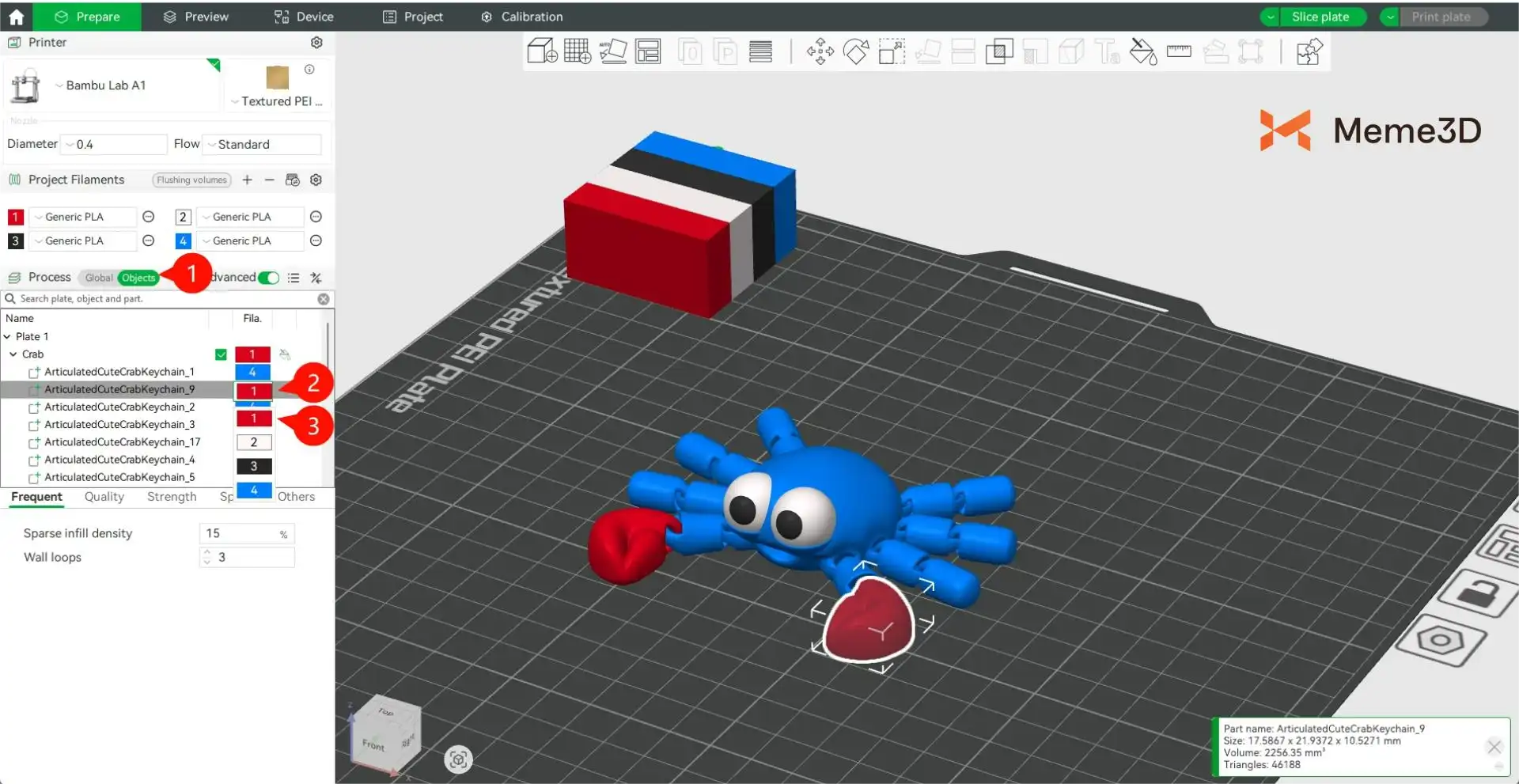
Ví dụ, trong một mô hình có các bộ phận chuyển động được, bạn có thể muốn áp dụng các vật liệu hoặc cài đặt in khác nhau cho khu vực khung chịu lực so với khu vực các khớp chuyển động.
Trong Chương 8, chúng ta sẽ thực hành với một ví dụ thực tế sử dụng mô hình con cua nhiều bộ phận để trình bày cách áp dụng màu sắc và các cài đặt khác cho từng chi tiết riêng biệt.
Các trường hợp sử dụng:
- Khi mô hình có các khu vực đảm nhận các chức năng khác nhau.
- Khi muốn tùy chỉnh màu sắc hoặc vật liệu cho các phần khác nhau của thiết kế.
Cài đặt Thông số liên quan đến Chất lượng (Quality)
Chiều cao lớp (Layer Height)
Chiều cao lớp là độ dày theo trục Z của mỗi lớp vật liệu nóng chảy được đùn ra (tính bằng milimet), và đây là một trong những thông số quan trọng nhất ảnh hưởng đến cả chất lượng bản in lẫn tốc độ in.
Ví dụ, với đầu phun (nozzle) 0.4 mm:
- Chiều cao lớp nhỏ (ví dụ: 0.12 mm) sẽ tạo ra các lớp in mịn hơn, cho bề mặt nhẵn bóng và chi tiết tốt hơn, nhưng làm tăng đáng kể thời gian in.
- Chiều cao lớp lớn (ví dụ: 0.28 mm) cho phép tốc độ in nhanh hơn, nhưng có thể làm lộ rõ các đường vân lớp in (layer lines) và làm mất đi chi tiết nhỏ.
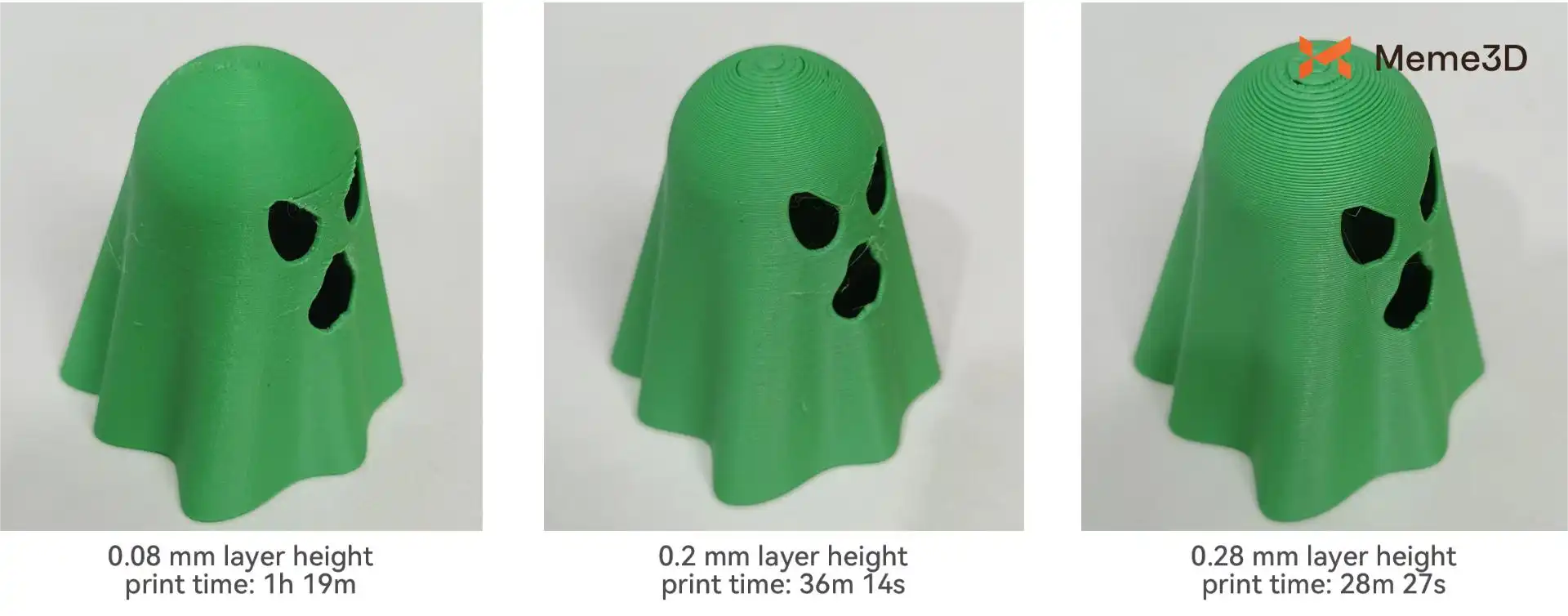
Cài đặt khuyến nghị: Chiều cao lớp thường được thiết lập ở mức 50% đường kính đầu phun, với phạm vi khuyến nghị từ 30% – 70%. Ví dụ, khi sử dụng đầu phun 0.4 mm, chiều cao lớp lý tưởng sẽ nằm trong khoảng từ 0.12 mm đến 0.28 mm. Khi tối ưu hóa, bạn nên cân nhắc đến độ phức tạp của mô hình, yêu cầu về độ chịu lực và kích thước đầu phun để đạt được sự cân bằng giữa chất lượng bề mặt và hiệu suất in.
Chiều cao lớp đầu tiên (Initial Layer Height)
Đây là độ dày của lớp in đầu tiên. Việc tăng chiều cao của lớp đầu tiên có thể cải thiện độ bám dính (adhesion) giữa vật thể và bàn in, giảm nguy cơ cong vênh (warping) hoặc bong tróc, đồng thời đảm bảo quá trình in diễn ra ổn định hơn.

Để biết thêm thông tin về cài đặt chiều cao lớp, vui lòng tham khảo phần Cài đặt Chiều cao lớp (Layer Height Settings) trên Wiki.
Đường nối (Seam)
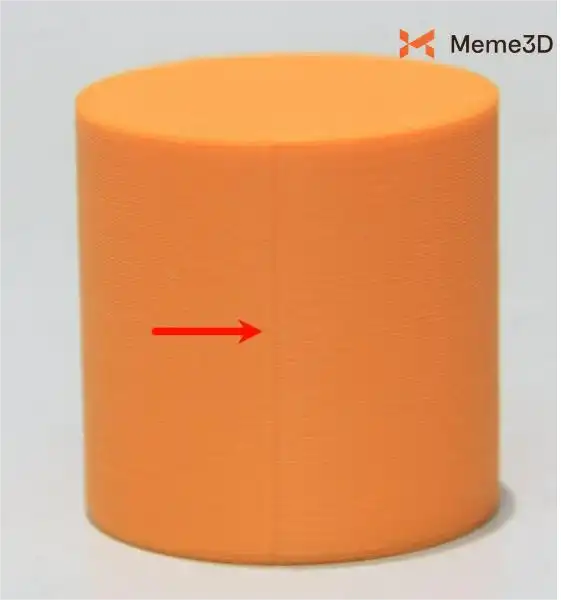
Seam (đường nối/điểm nối) là rãnh hoặc vết hằn nhỏ xuất hiện trên bề mặt mô hình tại vị trí điểm đầu và điểm cuối của một đường chạy viền tường (wall path) giao nhau. Đây là đặc điểm cấu trúc không thể tránh khỏi của công nghệ in 3D FDM và rất khó để loại bỏ hoàn toàn. Trên các mô hình có các góc cạnh sắc nét hoặc các chi tiết lõm/lồi, đường seam thường được ẩn đi một cách tự nhiên. Tuy nhiên, seam có xu hướng lộ rõ hơn trên các bề mặt liên tục, trơn nhẵn như hình trụ, điều này có thể làm giảm chất lượng tổng thể của bản in.
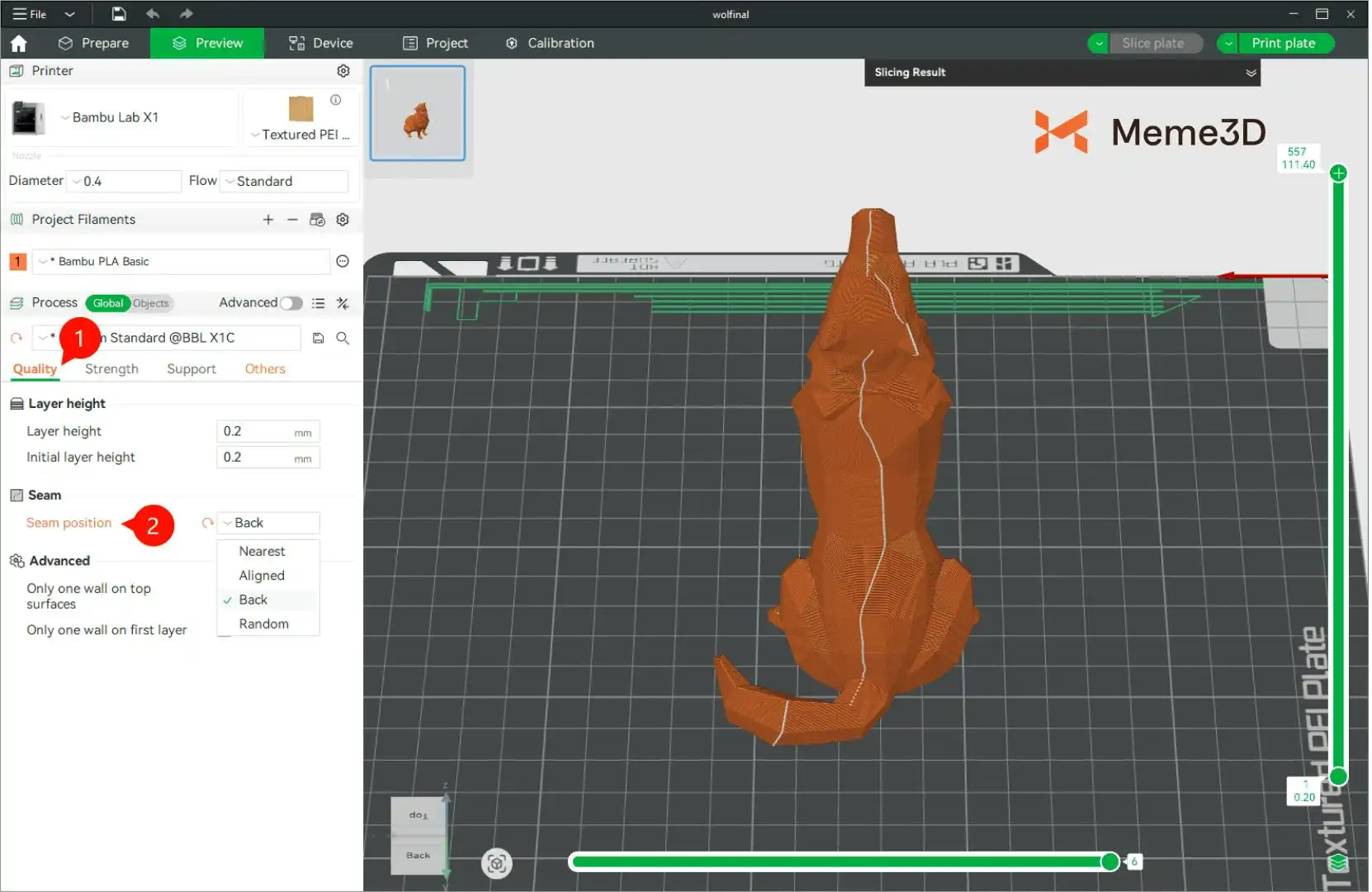
Để đạt chất lượng in tốt hơn, bạn có thể thiết lập “Seam position” (Vị trí đường nối) trong phần cài đặt in tại mục Quality -> Print Settings.
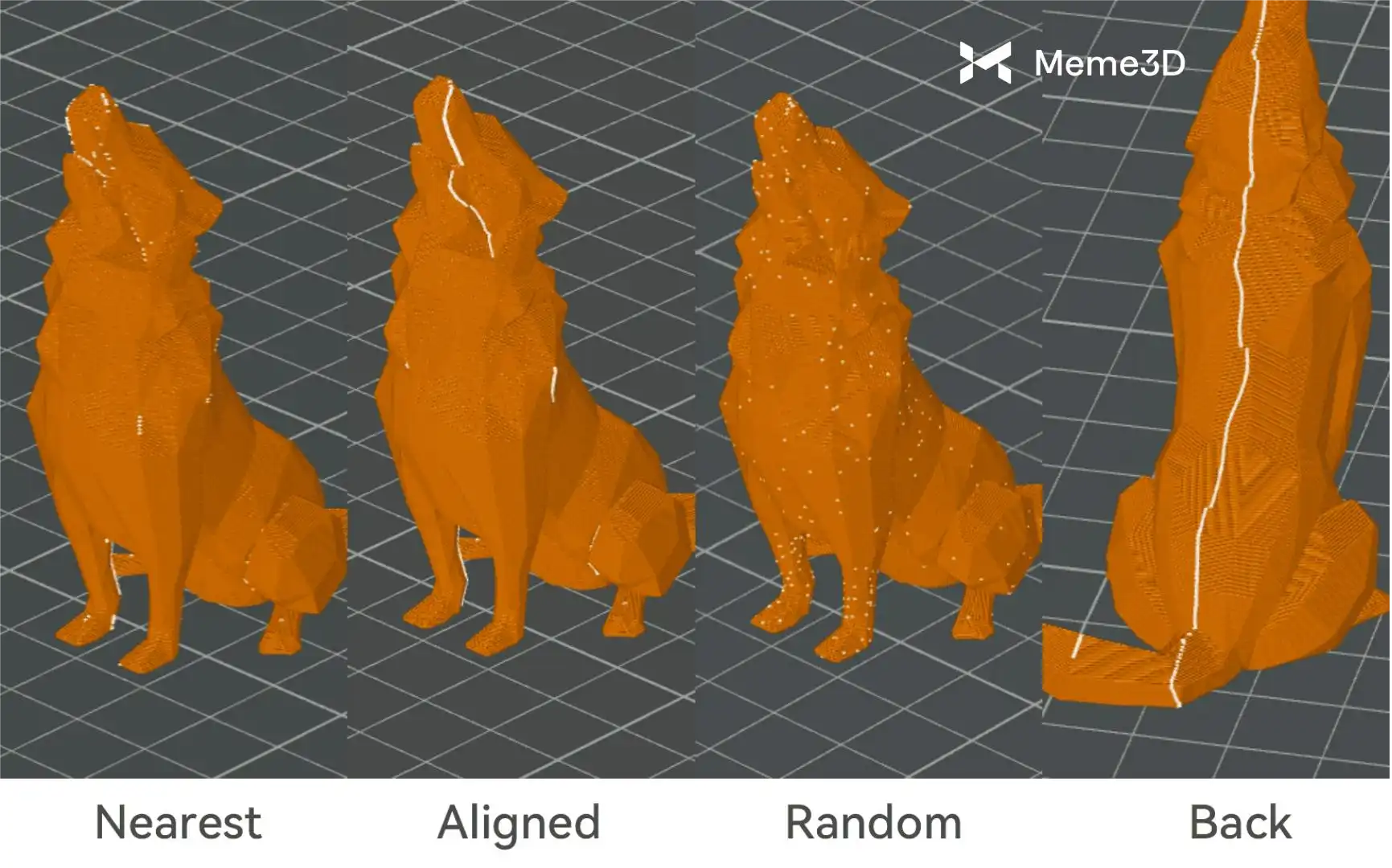
Có 4 loại vị trí seam để bạn lựa chọn:
- Gần nhất (Nearest): Ưu tiên các đỉnh lõm hoặc lồi không bị lơ lửng (non-suspended vertices) để giấu seam, đặc biệt phù hợp với các mô hình có góc nhọn. Nếu không có đỉnh nào phù hợp, seam sẽ được đặt gần điểm kết thúc của đường chạy dao trước đó, giúp giảm thiểu khoảng cách di chuyển không đùn nhựa (travel distance) và giảm nguy cơ thiếu nhựa (under-extrusion).
- Gióng thẳng hàng (Aligned): Logic của vị trí seam “Aligned” giống hệt “Nearest”, nhưng nó sẽ ưu tiên chọn vị trí gần nhất với seam của lớp bên dưới. Điều này đảm bảo hầu hết các vết seam được xếp thẳng hàng trên toàn bộ mô hình.
- Ngẫu nhiên (Random): Các vị trí seam được phân bố ngẫu nhiên trên mỗi lớp, tránh tạo ra một đường thẳng dễ thấy. Dù điều này làm phân tán vết nối, nhưng nó có thể để lại những vết sần dạng “chấm” hoặc “vết xước” trên bề mặt, tạo ra giao diện thô mộc, tự nhiên hơn.
- Phía sau (Back): Seam luôn được cố định ở mặt sau của mô hình, lý tưởng cho những mô hình yêu cầu mặt trước thật hoàn hảo, chẳng hạn như mặt nạ nhân vật hoặc mô hình trưng bày. Bạn có thể tự xoay định hướng mặt sau của mô hình để ép phần mềm giấu seam vào khu vực ít bị chú ý nhất.
Để có lời giải thích chi tiết hơn, vui lòng tham khảo phần Cài đặt Seam (Seam Settings) trên Wiki.
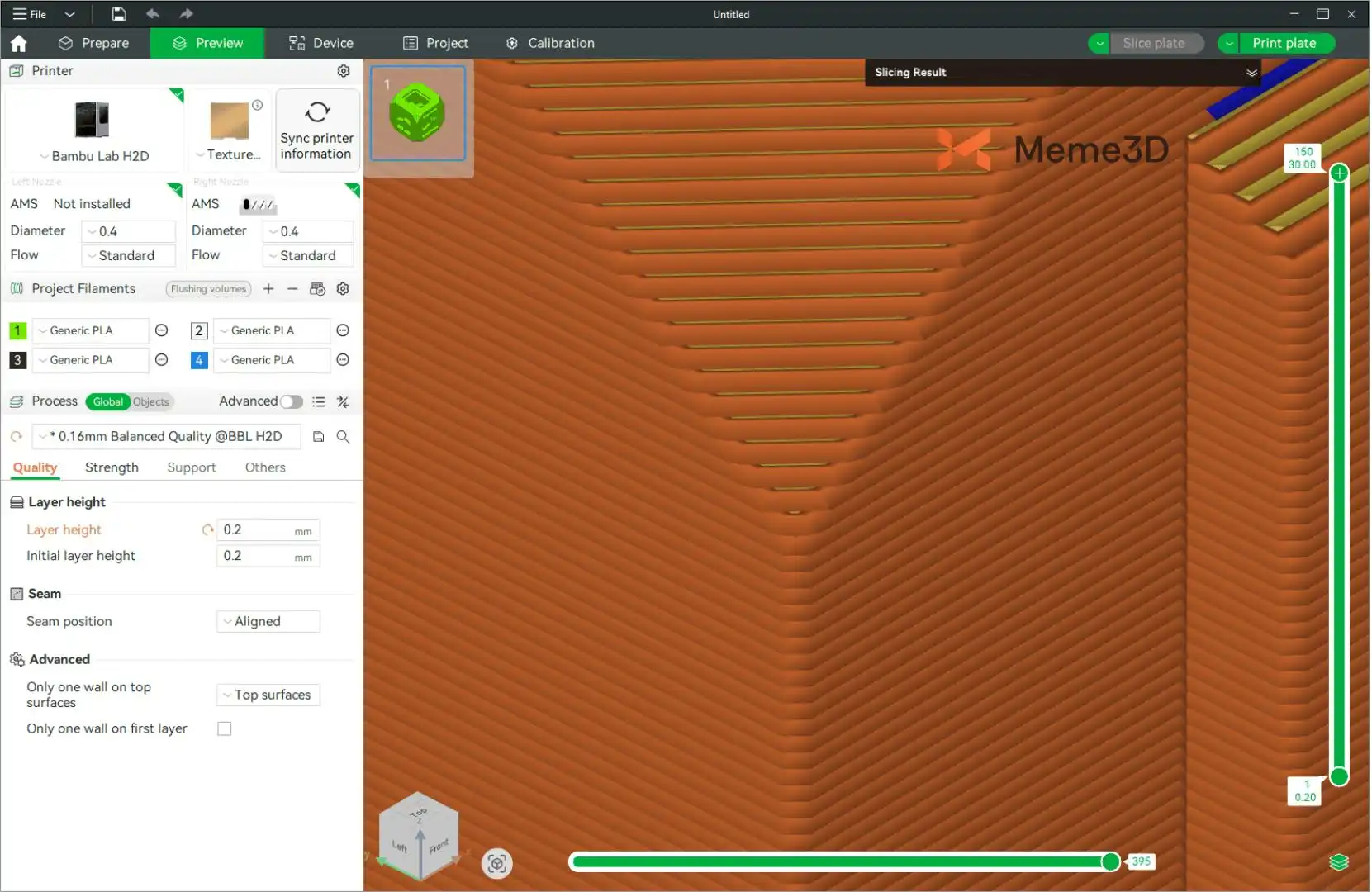
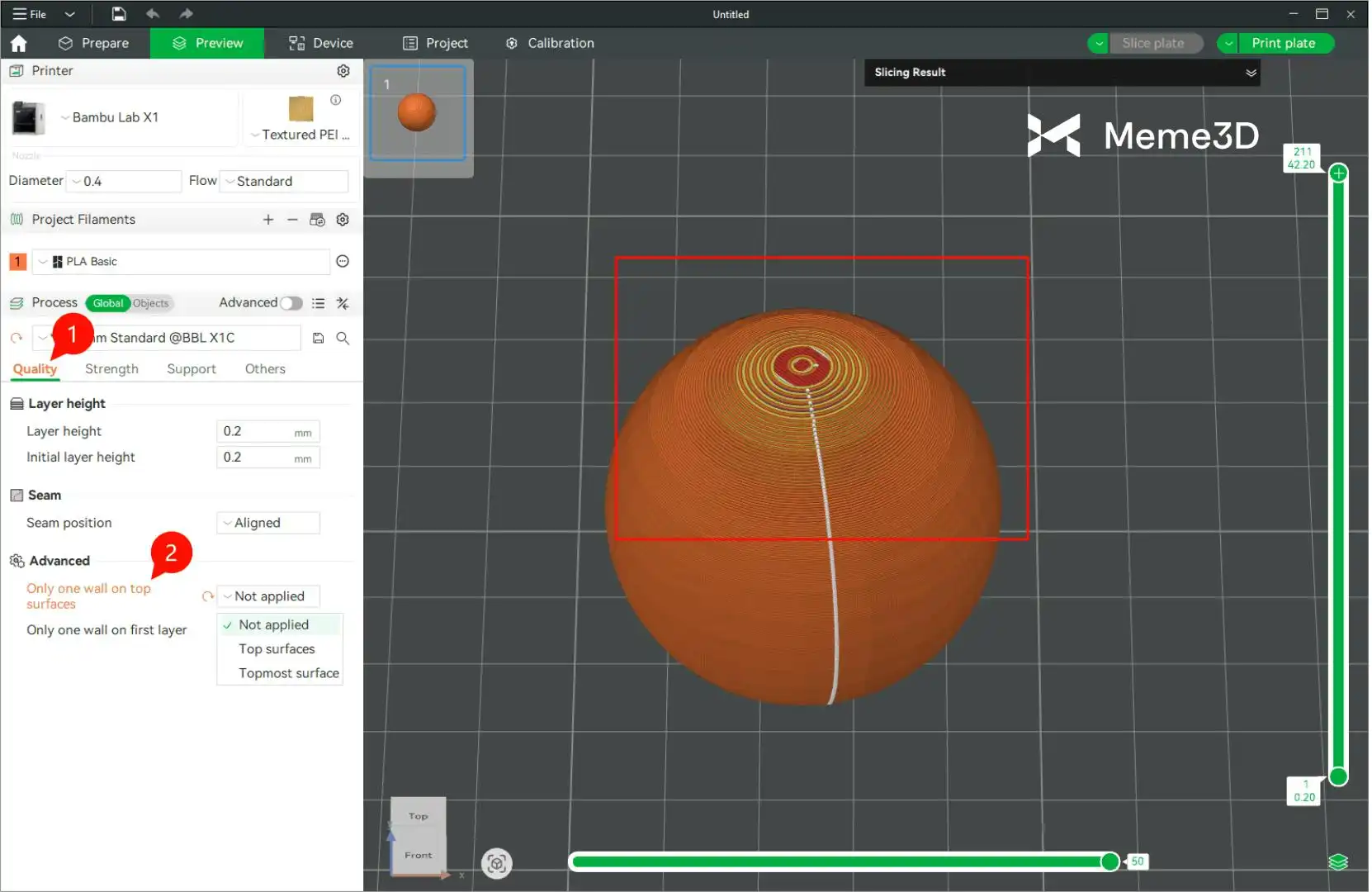
Chỉ in một lớp tường ở bề mặt trên cùng (Only one wall on top surfaces)
Đúng như tên gọi, tùy chọn này thiết lập để bề mặt trên cùng của mô hình chỉ được bao bởi một lớp tường (viền) duy nhất. Nó giúp cải thiện độ sạch sẽ và diện mạo tổng thể của bề mặt trên cùng. Đối với các mô hình có hình học bề mặt phẳng (như hình lập phương), nó mang lại bề mặt hoàn thiện trơn láng và gọn gàng. Tuy nhiên, đối với các bề mặt cong ở đỉnh (như hình cầu), cài đặt này có thể làm lộ rõ các đường vân lớp in, gây ảnh hưởng đến các chi tiết nhỏ trên bề mặt.
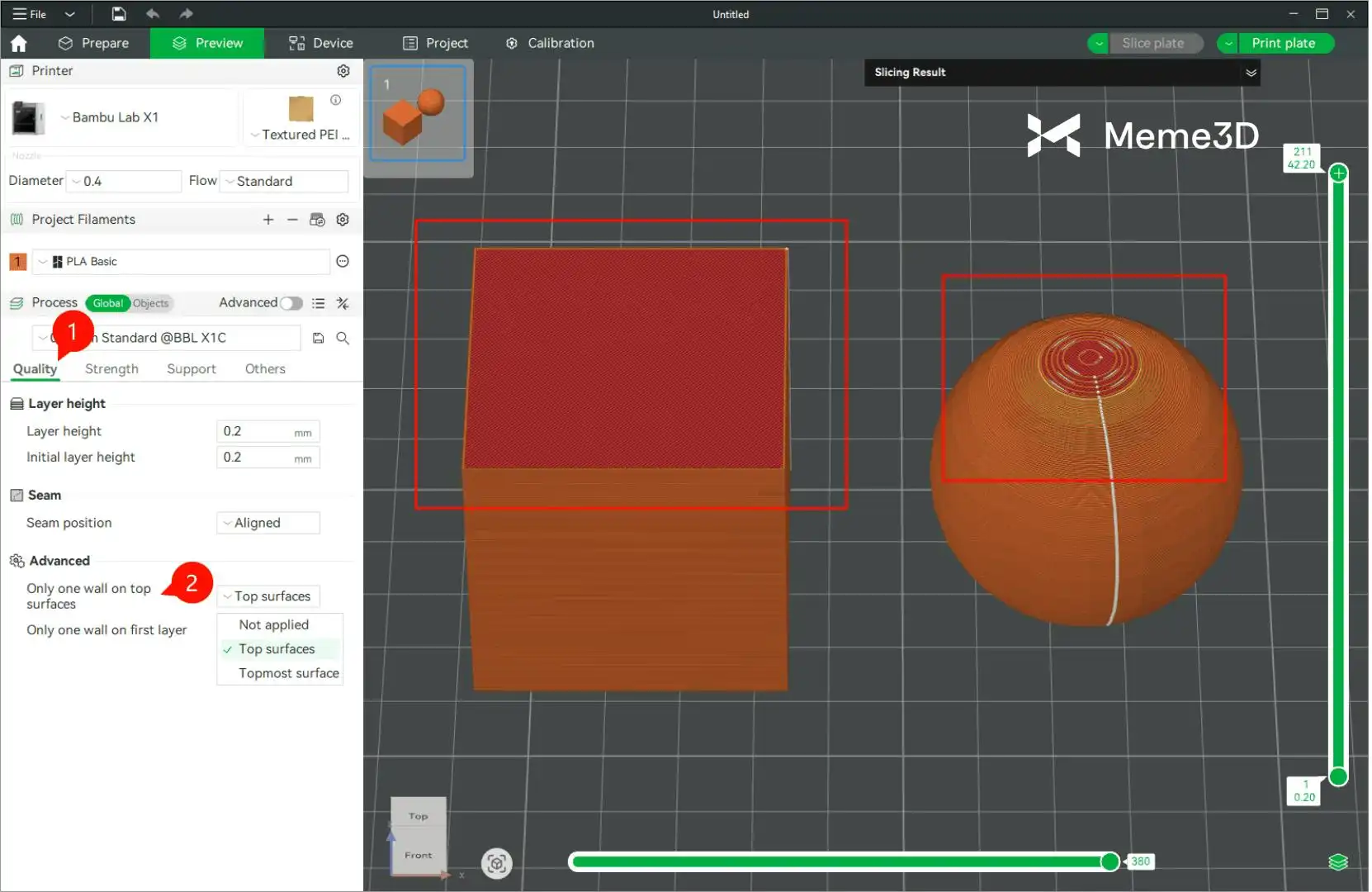
Khi in các đỉnh có bề mặt cong, khuyến nghị nên sử dụng tùy chọn “Not applied” (Không áp dụng). Làm như vậy có thể cải thiện đáng kể chất lượng in ở khu vực cong nhờ việc giảm thiểu các vân lớp có thể nhìn thấy, tạo ra bề mặt hoàn thiện mịn màng hơn.
https://www.youtube.com/watch?v=ZH9xqdQYXsI
Cài đặt Độ chịu lực (Strength Settings)
Số lớp tường (Wall Count)
Thông số này xác định số lượng lớp vỏ bên ngoài, ảnh hưởng trực tiếp đến cả độ cứng cáp và chất lượng bề mặt của mô hình in. Thông thường, nên thiết lập từ 2 đến 4 lớp, tùy thuộc vào nhu cầu sử dụng cụ thể của bạn. Như minh họa trong hình bên dưới, cấu trúc viền tường thường bao gồm:
- Màu cam: Tường ngoài (Outer walls)
- Màu vàng: Tường trong (Inner walls)
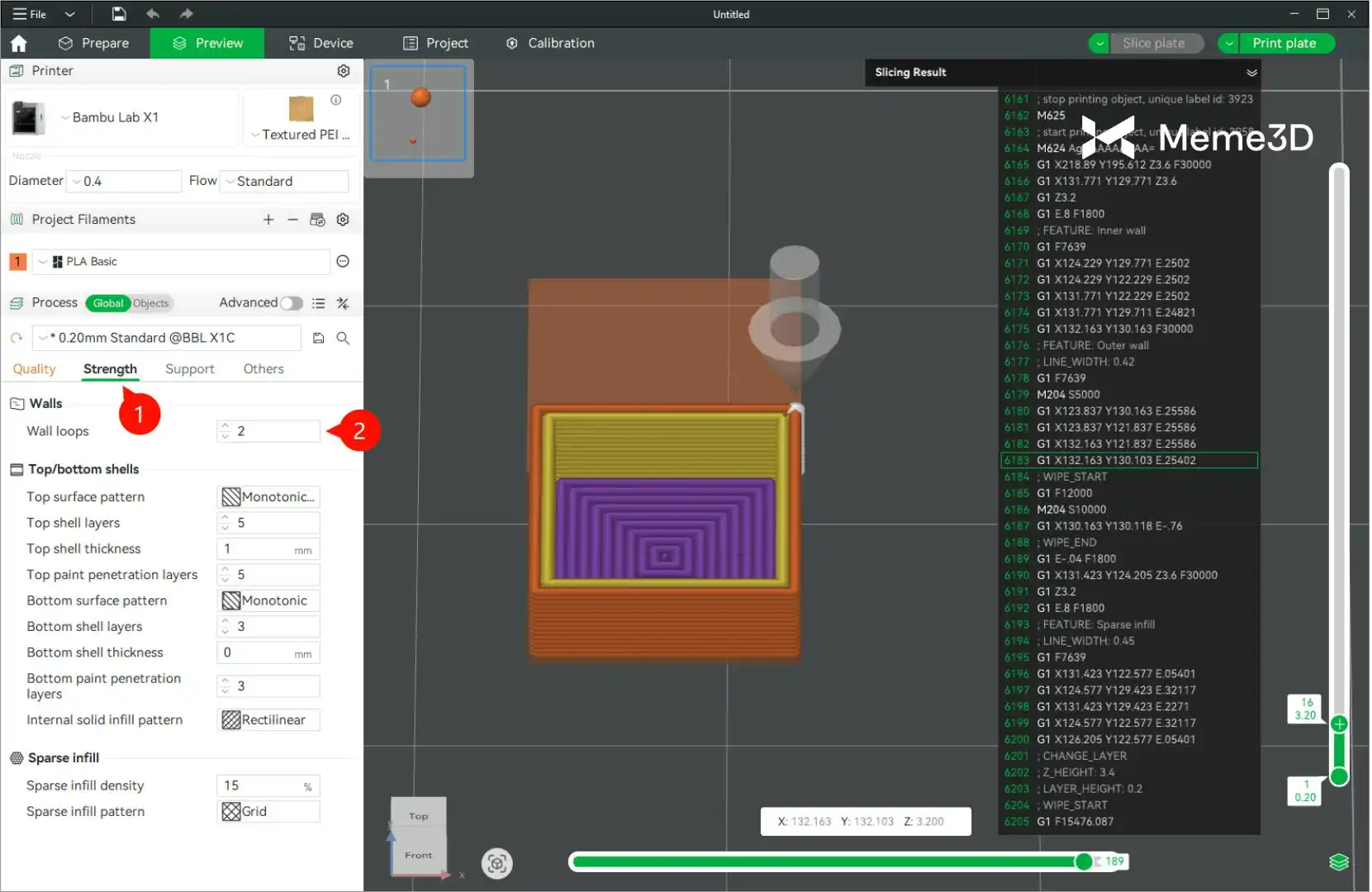
Cài đặt khuyến nghị:
- Chi tiết chịu lực / Cơ khí: Đặt thành 3–4 tường để tăng cường sức mạnh cấu trúc và độ bền.
- Mô hình trang trí: 2 lớp tường là đủ để tiết kiệm vật liệu và cải thiện tốc độ in.
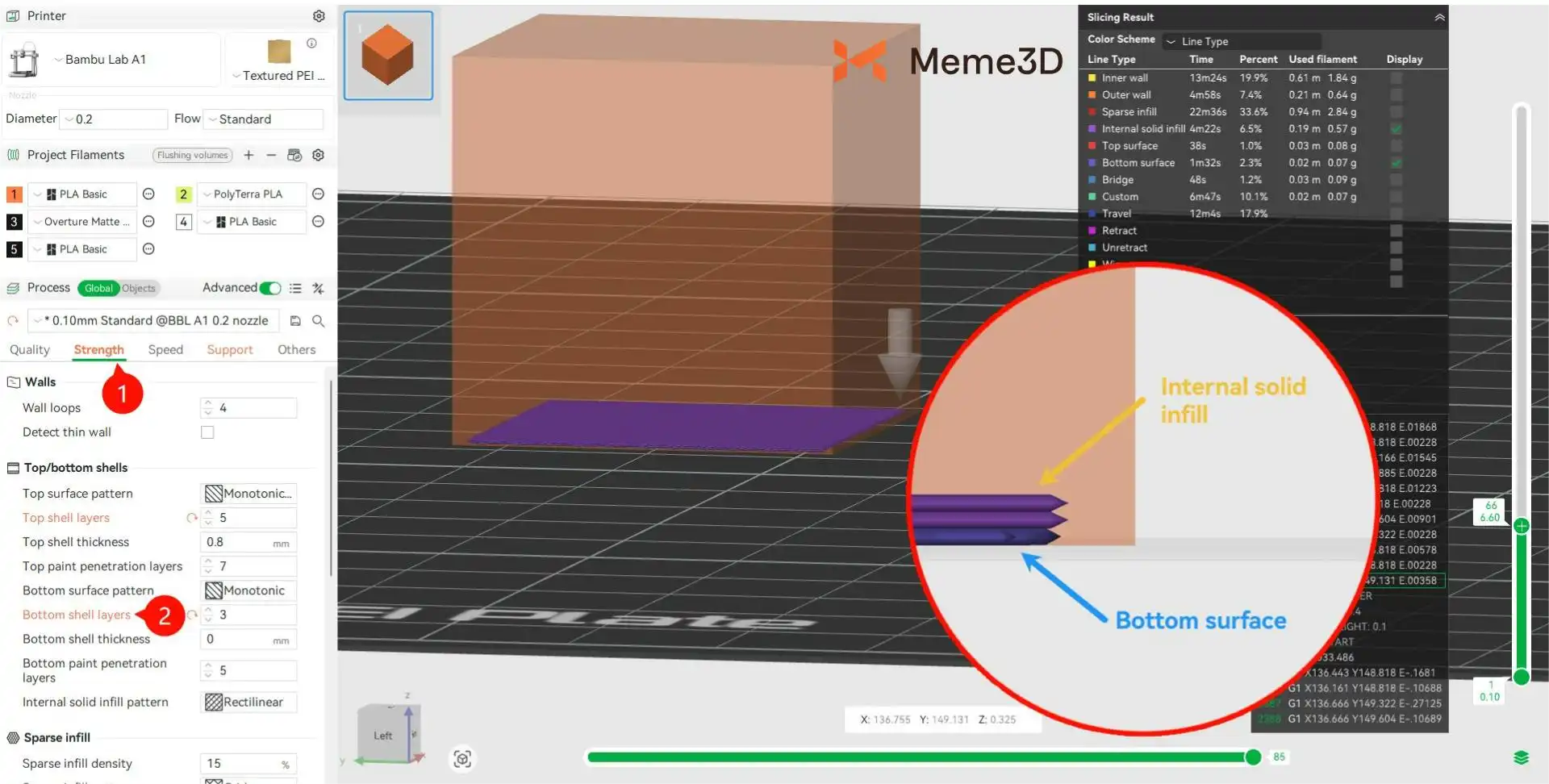
Số lớp vỏ trên cùng (Top Shell Layers)
Thông số này quy định số lượng các lớp đặc ở phần đỉnh của mô hình, thường bao gồm lớp bề mặt ngoài cùng, lớp điền đầy đặc bên trong và các lớp bắc cầu (bridge layers). Việc cấu hình đúng số lượng lớp vỏ trên cùng sẽ giúp có được một bề mặt phẳng mịn, không có lỗ hổng và tăng cường tính toàn vẹn cấu trúc cho phần đỉnh của mô hình.
Khuyến nghị nên đặt từ 4 đến 6 lớp trên cùng để đảm bảo che phủ hoàn toàn lớp ruột (infill) bên trong và tạo ra một lớp vỏ kín khít. Thiết lập này đặc biệt quan trọng khi bạn in ở chiều cao lớp lớn hoặc mật độ điền đầy thấp, vì nó cải thiện đáng kể cả sức mạnh và chất lượng bề mặt. Theo quy tắc ngón tay cái, tổng độ dày của các lớp trên cùng phải xấp xỉ với độ dày của thành tường — ví dụ: nếu thành tường được đặt là 2 lớp (khoảng 0.9 mm), thì thiết lập 5 lớp trên cùng (dày khoảng 1 mm) là một sự kết hợp hoàn hảo.
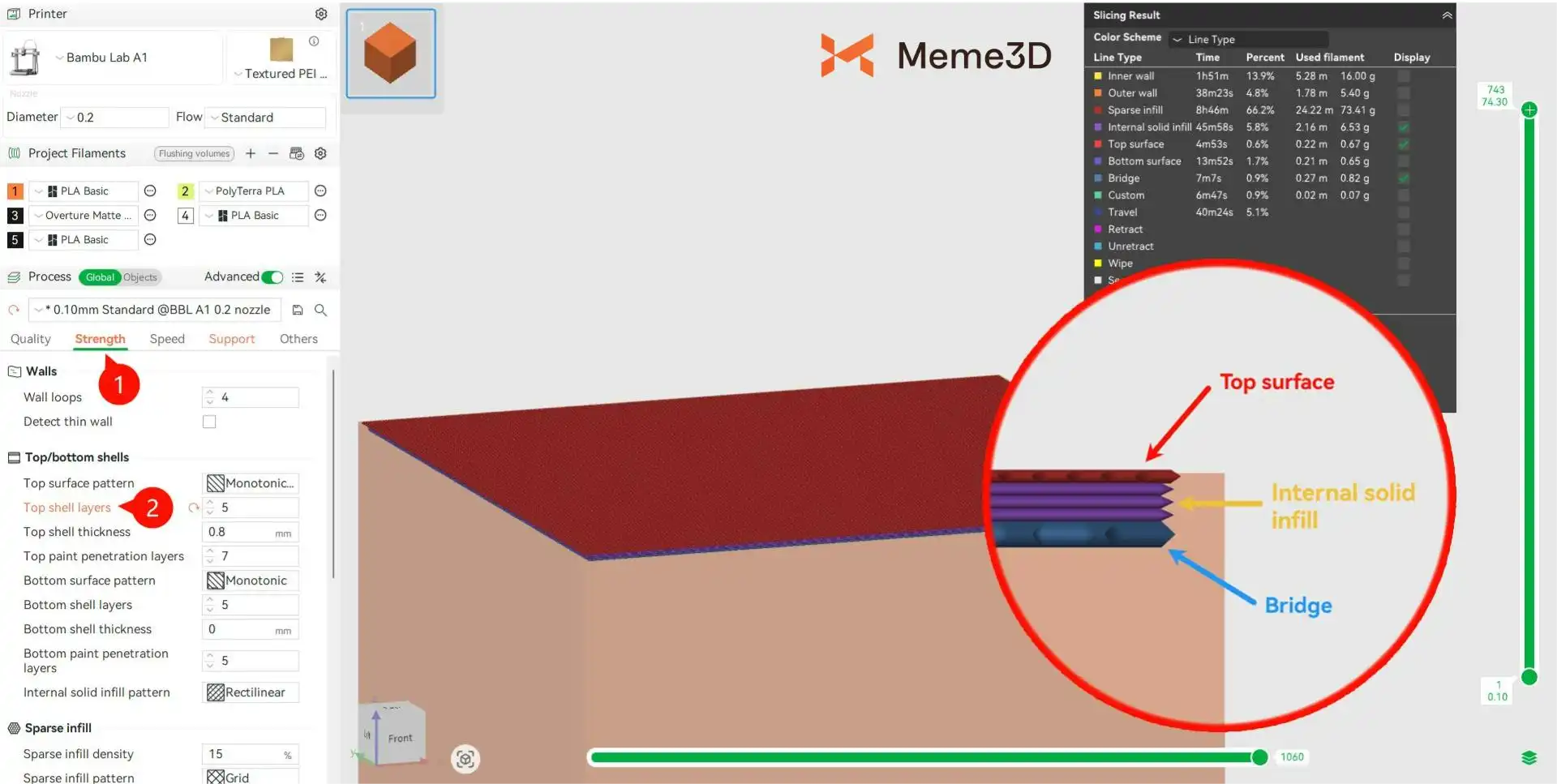
Lớp bắc cầu (Bridge)
Bắc cầu (Bridging) là thuật ngữ chỉ quá trình đầu phun đùn vật liệu bay ngang qua các khoảng trống không có vật nâng đỡ, thường gặp ở các lớp trên cùng bao phủ cấu trúc ruột (infill). Do có các khoảng rỗng lớn ở bên dưới, việc bắc cầu đòi hỏi phải tăng lưu lượng đùn (extrusion flow) và giảm tốc độ in (print speed) để sợi nhựa có thể kéo căng qua khe hở và bám chính xác. Điều này giúp ngăn ngừa tình trạng sợi nhựa bị chùng, võng và biến dạng, đảm bảo bề mặt trên cùng ổn định và phẳng phiu.
Số lớp vỏ dưới cùng (Bottom Shell Layers)
Số lượng lớp vỏ dưới cùng quyết định độ dày phần đặc của đáy mô hình, bao gồm bề mặt đáy (bottom surface) và lớp điền đầy đặc (solid infill) phía trên nó. Việc tăng số lượng lớp đáy giúp tăng cường độ cứng cáp và độ ổn định của chân đế mô hình, đồng thời cải thiện khả năng bám dính vào bàn in. Thường khuyến nghị đặt từ 3 lớp trở lên, đảm bảo một nền móng vững chắc và bằng phẳng — điều cực kỳ quan trọng đối với các mô hình yêu cầu phần đế nâng đỡ chắc chắn.
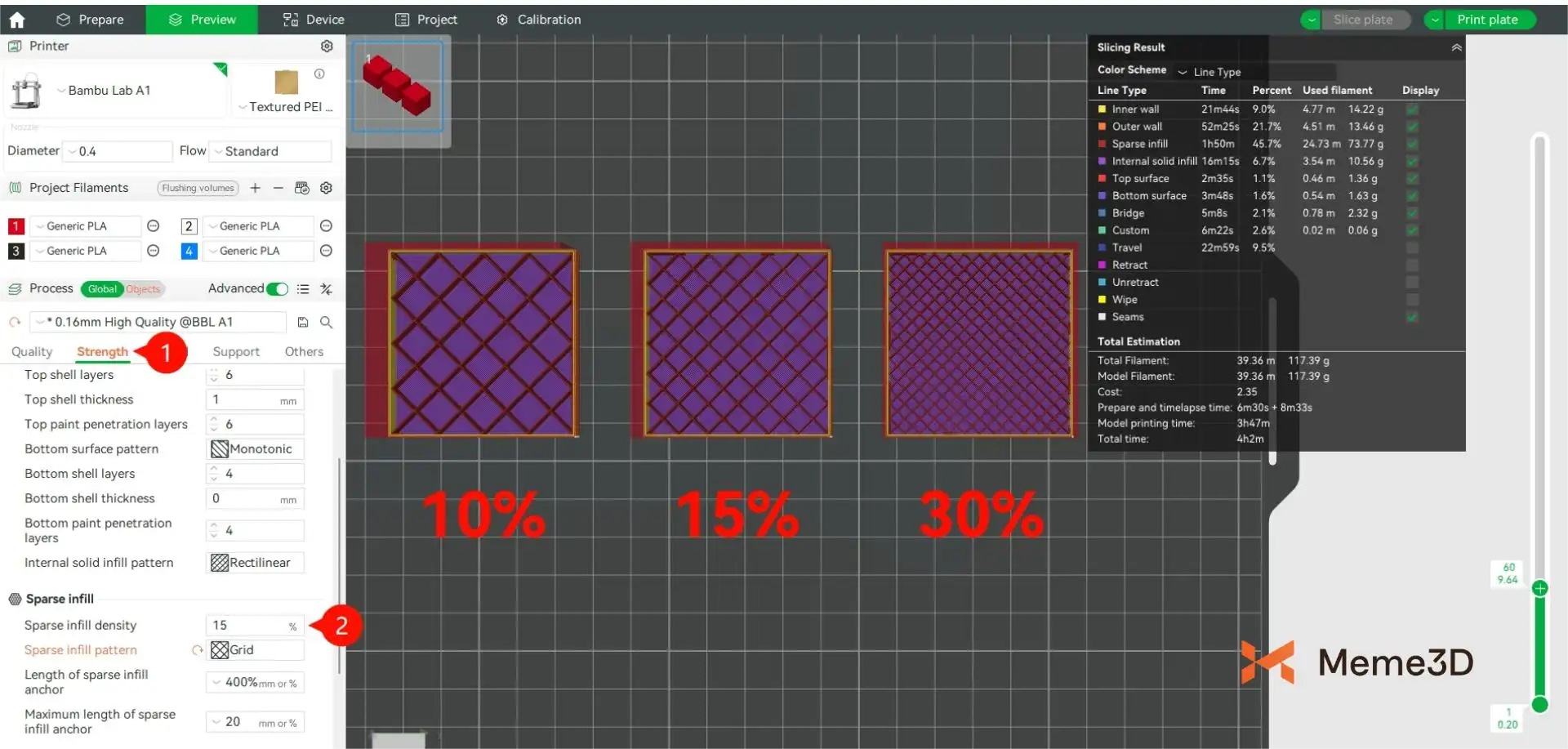
Mật độ điền đầy (Sparse Infill)
Mật độ điền đầy xác định mức độ đặc ruột của cấu trúc bên trong mô hình. Mật độ thấp (ví dụ: 10% – 20%) là mức lý tưởng cho các mô hình trưng bày hoặc không chịu lực, giúp giảm đáng kể lượng vật liệu tiêu thụ và thời gian in. Mật độ cao hơn (ví dụ: 30% trở lên) giúp tăng cường cấu trúc chịu lực và phù hợp hơn cho các bộ phận kỹ thuật chức năng. Mức thiết lập thường được khuyên dùng nhất là 15%, đây là điểm cân bằng hoàn hảo giữa sức mạnh và hiệu suất in.
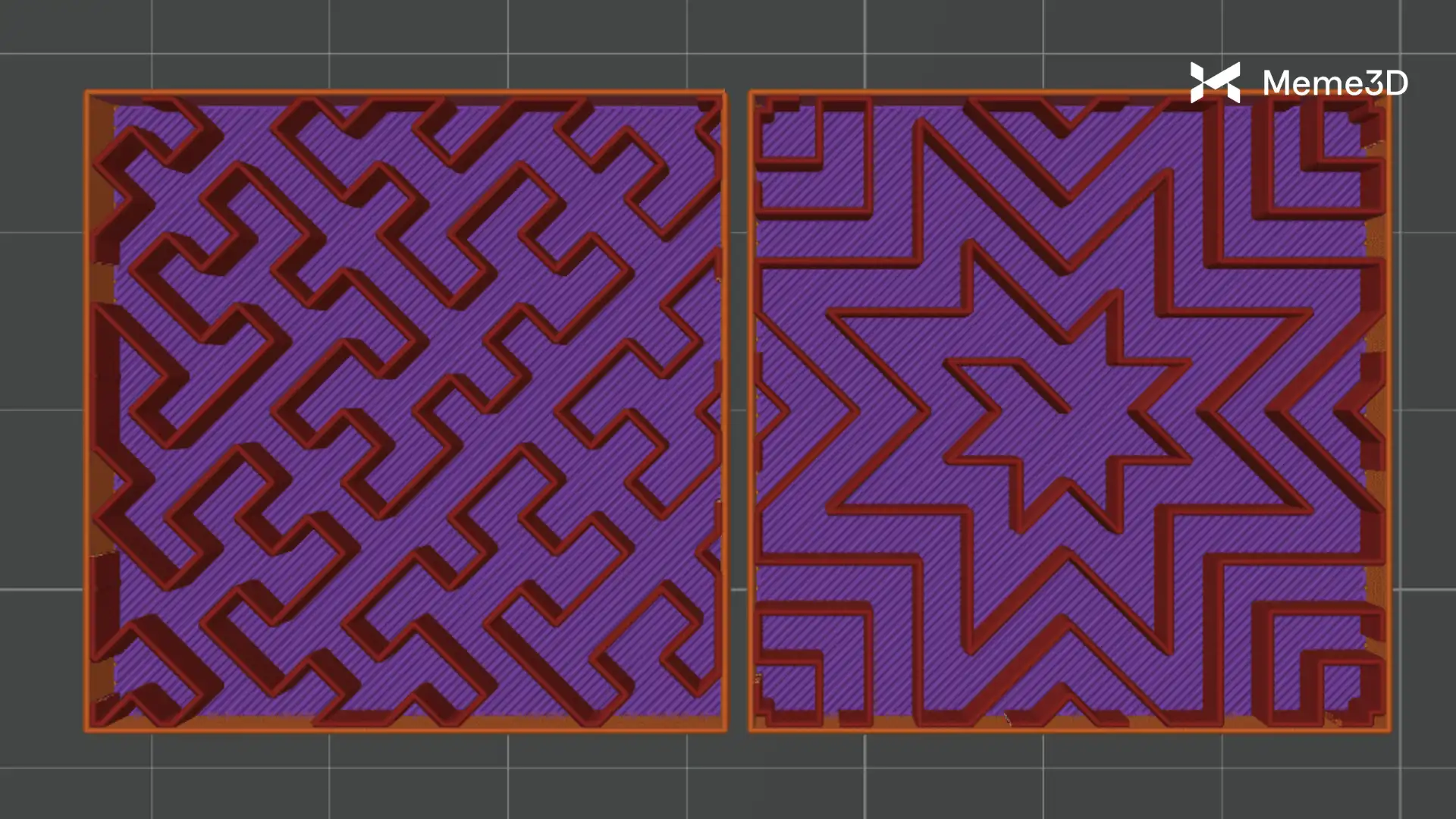
Các kiểu điền đầy (Sparse Infill Patterns)
Các kiểu kết cấu ruột khác nhau sẽ phù hợp cho từng mục đích sử dụng riêng biệt, chủ yếu được chia thành các nhóm sau:
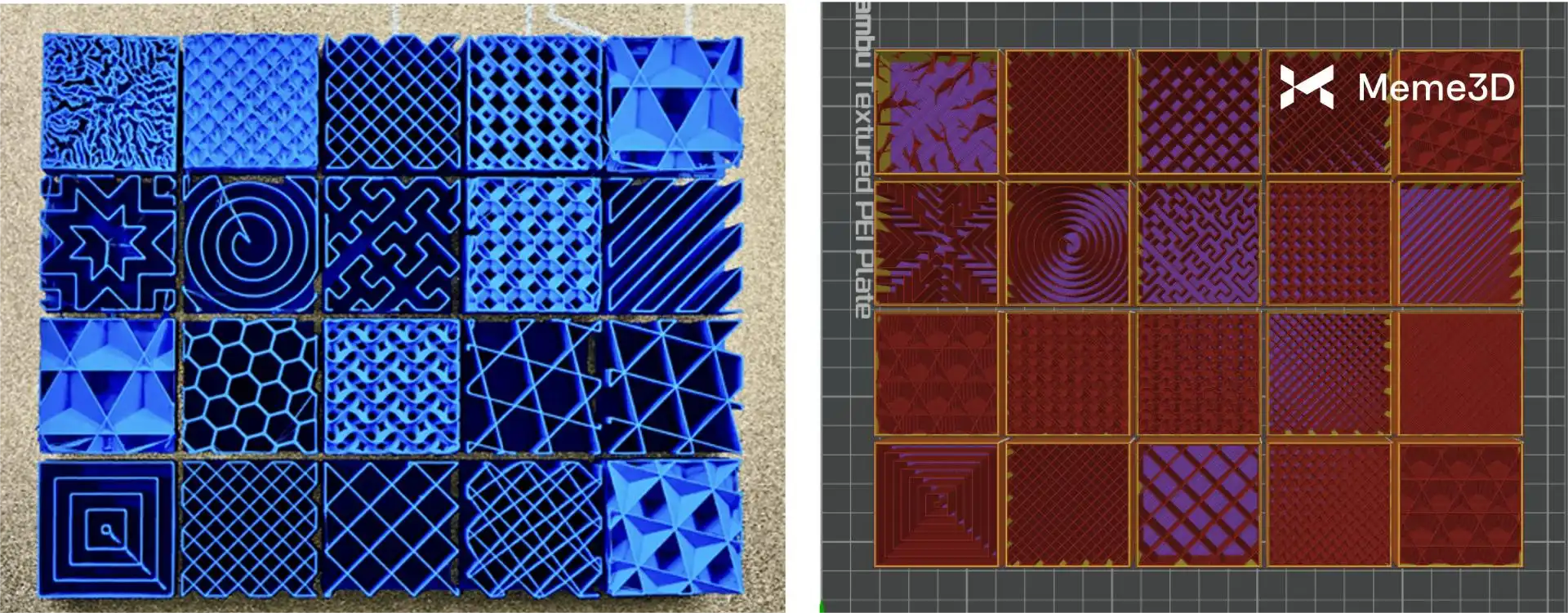
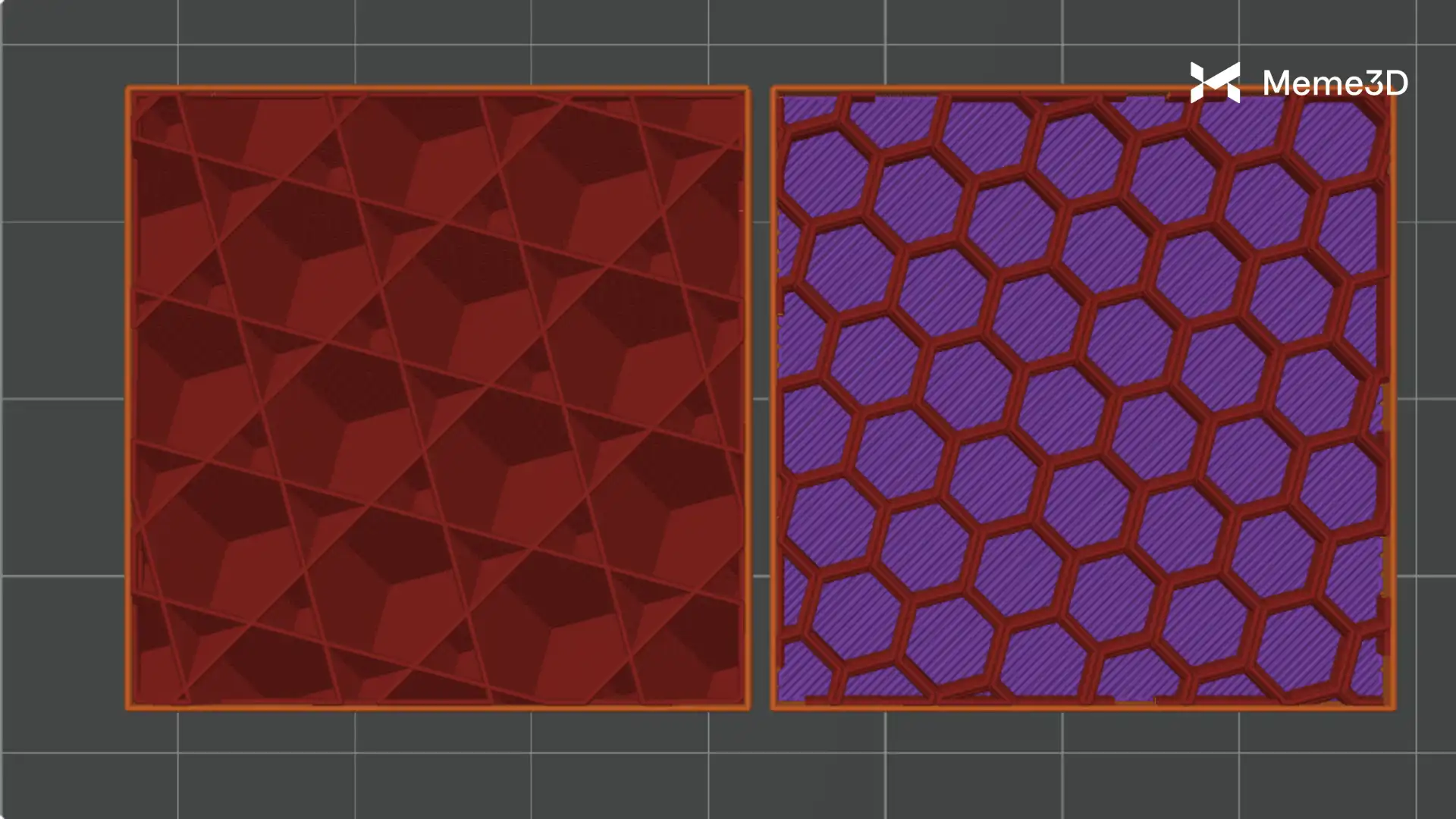
- Ưu tiên Hiệu suất Cơ học (Mechanical Performance Priority): Bao gồm lưới Tổ ong (Honeycomb), Hình khối (Cubic)… Các dạng này cung cấp cấu trúc đồng đều và khả năng chịu lực cao theo nhiều hướng, lý tưởng cho các chi tiết cần chịu tải hoặc cần tính toàn vẹn về cấu trúc.
- Ưu tiên Tốc độ In (Print Speed Priority): Bao gồm dạng Lưới (Grid), Support Cubic, Tia chớp (Lightning). Các mẫu này có đường chạy dao đơn giản và tốc độ lấp đầy nhanh, rất phù hợp cho các mẫu in thử (test pieces) hoặc các lệnh in cần tối ưu hóa tốc độ.
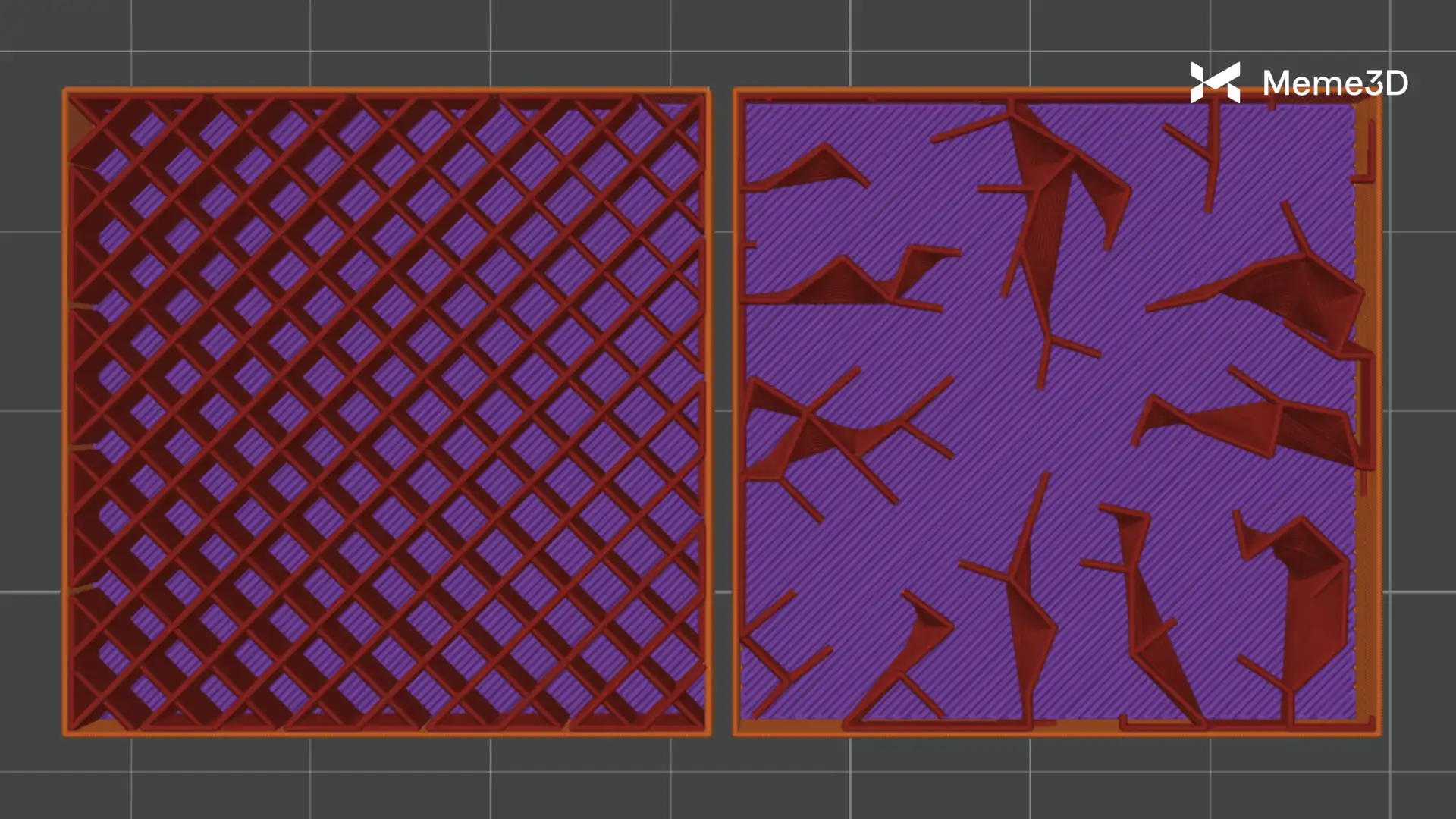
- Ưu tiên Tính Thẩm mỹ (Aesthetic Priority): Bao gồm Xoắn ốc (Spiral), Xoắn ốc Bát giác (Octagonal Spiral), Đường cong Hilbert (Hilbert Curve)… Các kiểu dáng này tạo ra họa tiết độc đáo hoặc cấu trúc bên trong siêu mịn, phù hợp cho các bộ phận in bằng nhựa trong suốt để lộ lớp ruột ra ngoài.
Để biết thêm chi tiết về các loại họa tiết điền đầy và đặc điểm của chúng, hãy tham khảo bài viết Wiki về Mẫu điền đầy (Infill Patterns).
